Canale L.C.F., Mesquita R.A., Totten G.E. Failure Analysis of Heat Treated Steel Components
Подождите немного. Документ загружается.

temperatures, respectively. If no transformation
takes place during quenching, martensite is
formed gradually after the M
s
temperature is
reached, and total transformation of austenite
to martensite takes place when the part reaches
the M
f
temperature.
In tool steels, most compositions have M
f
values below room temperature; as a result, part
of the austenite is not transformed to martensite.
This austenite fraction is called retained auste-
nite. It is distributed within the material micro-
structure; after etching, it is observed as a light
matrix crossed by plates or laths of martensite
(Fig. 18). As is discussed later, higher harden-
ing temperatures (overheating) lead to larger
amounts of retained austenite. In the micro-
structure, it becomes more evident due to the
presence of large martensite plates (resulting
from larger austenite grain sizes) crossing the
austenite phase within the matrix (Fig. 18b).
Retained austenite content is directly depen-
dent on the chemical composition, because it
determines the M
s
and M
f
values. The following
equation (Ref 14) quantifies this dependence
for M
s
, since it is also a similar rate for M
f
.Itis
important to observe that all the alloy elements
(with the exception of cobalt) reduce the M
s
values, especially carbon, thus increasing the
amount of retained austenite:
M
s
(
C)=539 423%C 30:4%Mn 12:1%Cr
17:7%Ni 7:5% Mo
(all elements in weight percent)
(Eq 1)
Consider again the phase transformation tak-
ing place, keeping in mind the effect of alloy
composition on M
s
values. As explained, aus-
tenite will be transformed to martensite because
of the rapid cooling of the quenching process.
Fig. 17
Examples of failures in an 8%Cr-0.8%C tool steel, caused by an incorrect heat treating procedure. (a) Punches and (b) their
microstructures. (c) Cutting blade and (d) the microstructure observed in its failure analysis. The primary cause of failure is
low-temperature tempering and high-temperature hardening, a combination of incorrect conditions 3 and 4 shown in Fig. 16. Micro-
structures etched with Villella’s reagent. Courtesy of Villares Metals
326 / Failure Analysis of Heat Treated Steel Components
Name ///sr-nova/Dclabs_wip/Failure_Analysis/5113_311-350.pdf/Chap_10/ 18/8/2008 3:40PM Plate # 0 pg 326
Therefore, the composition that affects the M
s
value is the austenite composition at the mo-
ment of martensite transformation, not the alloy
composition. For monophase steels, such as
low-alloy, low-carbon grades, the austenite
composition is practically the alloy composi-
tion. However, in tool steels, especially cold
working tool steels and high-speed steels, high
amounts of carbon and alloy elements are
trapped in the undissolved carbides. The release
of these elements is only possible through car-
bide dissolution, which depends on time and
particularly on the austenitizing temperatures
involved. The higher the austenitizing tempera-
ture (hardening temperature), the larger the
amount of carbon and alloy elements that go
into solid solution, lowering the M
s
temperature
(according to Eq 1) and thus increasing the
amount of retained austenite. Examples are
shown in Fig. 19 for a chromium high-carbon
tool steel and for D2. As the hardening tem-
perature increases, the M
s
value decreases
(Fig. 19a), and the amount of retained austenite
increases (Fig. 19a, b).
Although the basic mechanism of retained
austenite in tool steels has been described, its
effect on materials properties has not been
explained. In general, retained austenite is un-
desirable (Ref 17). First, it is softer than mar-
tensite, due to the crystallographic nature of
austenite (face-centered cubic lattice). How-
ever, the effect of the amount of retained aus-
tenite on the as-quenched hardness is normally
only a few HRCs, unless a strong deviation in
heat treating procedure has occurred. Secondly,
the retained austenite may cause lower tough-
ness. Due to its unstable nature, austenite at
room temperature tends to transform to mar-
tensite if adequate thermodynamic conditions
are established; one possibility, besides the
temperature reduction, is stress. Such conditions
may be imposed during tool work that involves
elevated localized stress. In this condition,
austenite transforms to martensite (untempered,
of course), leading to brittleness. Because
retained austenite is distributed along all regions
of the steel microstructure, normally close to
carbides (microsegregated areas), its transfor-
mation to martensite may deeply embrittle
working regions, causing cracks or fracture
failures. Third, this transformation of retained
austenite also causes a volume increase, due
to the lattice difference between austenite
(more compact structure) and martensite. This
impairs dimensional stability, which is critical
for several tools, especially those that work
with small clearances, such as fine blanking
dies.
Fig. 18
Retained austenite in two cold work tool steels after
hardening and tempering. (a) D2, with 60 HRC. (b)
O1, with 54 HRC. For both, the retained austenite content is
higher than expected (due to overheating in the hardening
treatment). (c) O1 punch from which the microstructure in (b) was
obtained. Cracked in service after short life. Retained austenite
and carbides are lighter in the microstructure after etching, but
they can be differentiated; carbides are either faceted or round,
but retained austenite has no delineated area, being within the
matrix. In both images, martensite plates that cross retained
austenite regions are clearly observed. In (a), the retained auste-
nite content is high enough to reduce the desired hardness from
60 to 54 HRC. Compare to the usual microstructure of O1 and
D2 in Fig. 6.
Failure Analysis in Tool Steels / 327
Name ///sr-nova/Dclabs_wip/Failure_Analysis/5113_311-350.pdf/Chap_10/ 18/8/2008 3:40PM Plate # 0 pg 327
Besides these three undesirable effects of
retained austenite, the cause of excess retained
austenite should also be considered when ana-
lyzing a failure. As discussed and shown in
Fig. 19, the increase in retained austenite content
in cold working tools is normally caused by
exceeding the recommended hardening tem-
perature. However, the retained austenite con-
tent may also be reduced when it is converted to
martensite (or bainite) after the first tempering.
Transformation of retained austenite depends on
the tempering temperatures, as Fig. 20 shows for
A2 tool steel. For the purpose of converting
retained austenite, tempering must be carried out
immediately after quenching to avoid stabiliza-
tion of retained austenite (Ref 15) and a second
tempering must always be applied. At the second
tempering temperature, this untempered mar-
tensite (also known as fresh martensite)
or bainite is tempered, being the final micro-
structure free from hard brittle phases.
For some cold work steels, such as AISI A or
8% Cr steels, tempering can be conducted at
temperatures (4500
C) that practically elimi-
nate retained austenite. However, in AISI O or
D steels, tempering to 60 HRC or more is nor-
mally done at lower temperatures (5350
C),
where some amount of retained austenite will
exist after tempering; in these cases, the control
of retained austenite content should be done
by not exceeding the hardening temperatures.
Nevertheless, in some cases, it is possible to lose
some hardness by using higher tempering tem-
peratures to reduce the amount of retained
austenite. This can be done for D2 steel if tem-
pered at approximately 520
C (Fig. 7); hard-
ness would be up to 58 HRC, but the amount of
retained austenite decreases from approximately
15% to less than 5% (Ref 18), considerably
improving toughness (Ref 19).
Application of cryogenic treatments is also
a possibility to reduce retained austenite
content, especially in cold work tool steels that
(a) (b)
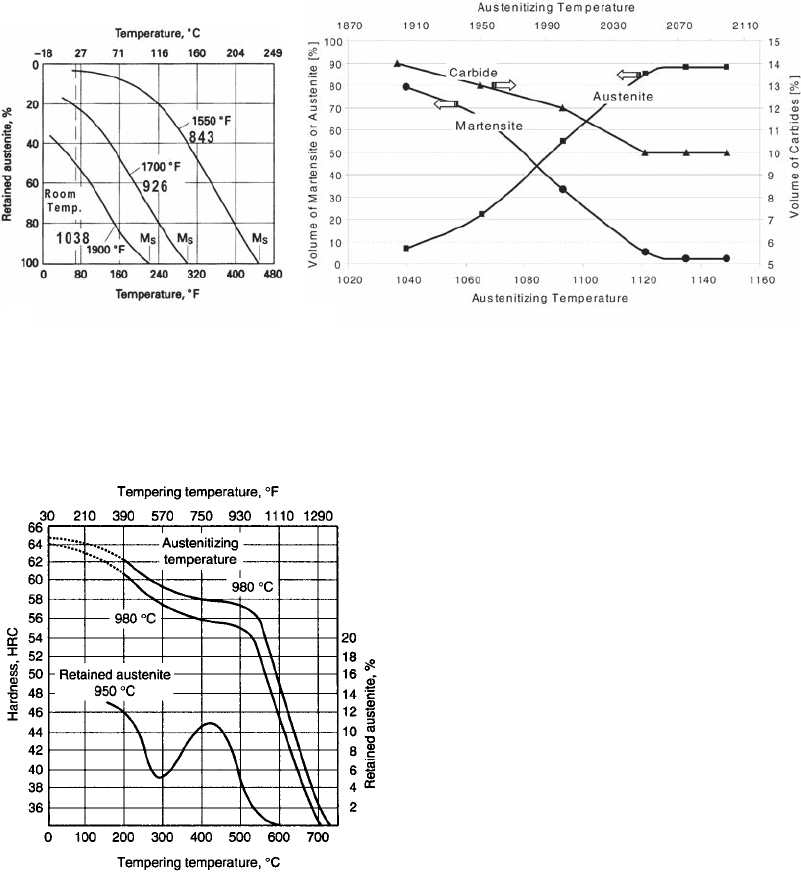
Fig. 19
(a) Influence of austenitizing temperature on martensite transformation of a tool steel containing 1.1% C and 2.8% Cr. Higher
austenitizing temperatures lower M
s
temperatures and increase the amount of austenite retained at room temperature.
Source: Ref 15. (b) Amounts of microconstituents in D2 tool steel as a function of austenitizing temperature. Specimens austenitized for
30 min at temperature and oil quenched. Composition: 1.60% C, 11.95% Cr, 0.33% Mn, 0.32% Si, 0.79% Mo, 0.25% V, 0.18% P and
0.010% S. Source: Adopted from Ref 16
Fig. 20
Hardness and retained austenite as a function of
tempering in A2 tool steel. Source: Ref 18
328 / Failure Analysis of Heat Treated Steel Components
Name ///sr-nova/Dclabs_wip/Failure_Analysis/5113_311-350.pdf/Chap_10/ 18/8/2008 3:40PM Plate # 0 pg 328
are tempered at low temperatures. In cryogenic
treatments, tools are led to very low tempera-
tures, approaching or crossing the final M
f
temperature. They are normally performed after
a stress relief (at about 150
C) to avoid tool
cracking. After the cryogenic treatment, tem-
pering is also necessary to avoid brittleness from
the just formed fresh martensite.
In summary, the presence of retained auste-
nite in unusually large amounts is an indication
that either the hardening or tempering treatment
has been inadequately conducted. Other sources
of brittleness can emerge in such situations,
besides the retained austenite itself. For
example, higher hardening temperatures pro-
mote coarse grain sizes and also may increase
the potential for carbide precipitation on auste-
nite grain boundaries; both effects cause intense
embrittlement (condition 4, Fig. 16). Incorrect
tempering, with shorter times (see next section)
or incorrect temperatures (previous section),
changes the stress relief of the martensite
structure and the whole strengthening mecha-
nism, thus affecting material toughness as well
(condition 2, Fig. 16).
Therefore, several examples are observed
of industry failures assisted by retained
austenite that emerged from incorrect proce-
dures. Figure 21 presents two examples. The
first, (Fig. 21a, b) shows an AISI O6 tool that
cracked after limited service. Retained austenite
is clearly observed in its microstructure. The
second tool in Fig. 21 is an AISI S7 die. This
grade has lower carbon (~0.50%) and much
lower undissolved carbides in comparison to the
O- or D-series steels. It should be less prone to
retained austenite formation and to the effect of
incorrect heat treating conditions. However, this
tool was carburized, and a surface pickup of
carbon took place, leading to a reduction of M
s
and M
f
and thus causing the high amount of
retained austenite. In both cases, overaustenitiz-
ing conditions were employed, enabling the
existence of such high retained austenite content
and leading to embrittlement.
Excessively Short or Absent Tempering.
“Tempering, the final heat treatment step
applied to tool steels, is defined as the heating
of a martensitic or hardened steel to some tem-
perature below A
1
temperature (initial tempera-
ture of austenite formation); this step produces
the final structure and mechanical properties of
a hardened steel.” This citation, from Ref 1,
briefly explains the importance of tempering
treatment. However, in practical situations, this
is not so obvious. After austenitizing and
quenching, the steel is hardened to a very high
hardness—in many cases, the highest hardness
possible to attain for a given steel. After tem-
pering, no significant differences can be ob-
served in hardness measurements, especially for
cold work steels, which have a work hardness
very close to the as-quenched hardness. This can
lead to several problems regarding the embrittle-
ment of a tool caused by poor tempering prac-
tice.
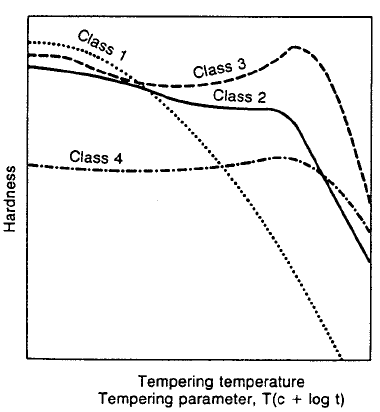
During tempering, several solid-state pheno-
mena occur simultaneously in the steel micro-
structure. Depending on the alloy content of a
tool steel, the tempering curve presents a dif-
ferent aspect, as shown in Fig. 22 by a division in
classes. Class 1 is typical for high-carbon, low-
alloy tool steels, class 2 for high-chromium cold
work steels, class 3 for high-speed steels with
strong secondary hardening, and class 4 for hot
work tool steels. Typical cold work steels, from
AISI D or O series, will have curves close to
classes 1 or 2.
As shown and discussed in Fig. 22 and
quantitatively in Fig. 7, both AISI O and D
grades must be tempered at lower temperatures
to attain the highest hardness levels—60 HRC
or higher. Tempering is typically conducted
at temperatures of approximately 200
C. In
practical situations, this is not that simple. The
heat flux at such low temperatures is also low,
and thus, tempering of dies may take several
hours. As a consequence, it is common to find
examples of tools that were insufficiently tem-
pered. Two cases are shown in Fig. 23.
Avoiding these kind of failures is not techni-
cally difficult, but it is time (and money) con-
suming. A basic rule should be observed: Any
operation should not be conducted with the steel
in the as-quenched condition. If the tempering
time is unknown, a rule of thumb to observe
is that a steel is hardly ever overtempered (if
the time is exceeded) but can be easily under-
tempered (if the time is too short). This happens
because the tempering parameter, as described
in Fig. 22, has the time in log scale. However, the
most desirable situation is to have good control
of the tool temperature during heat treating.
One example is monitoring tool heating and
treatment time with thermocouples attached
to the part; ideally, all tool regions should be
maintained at temperature for approximately
2h.
This discussion of tempering times is im-
portant, due to the intense microstructural
Failure Analysis in Tool Steels / 329
Name ///sr-nova/Dclabs_wip/Failure_Analysis/5113_311-350.pdf/Chap_10/ 18/8/2008 3:40PM Plate # 0 pg 329
transformations that occur in the initial temper-
ing stages. Carbon rearranges into martensite
crystals, and transition carbides are precipitated
that are only 2 to 4 nm in size. These transfor-
mations considerably enhance material tough-
ness, but hardness decreases only slightly from
the initial as-quenched hardness. In conclusion,
low-temperature tempering must not be sup-
pressed based on hardness but kept due to the
necessary changes in steel microstructure that
it promotes.
Heat Treating Failures of Hot Work Tools
Chemical Composition and Main Charac-
teristics of Hot Work Tool Steels. Heat
treating of hot work tools is usually more critical
than for cold work tools. Hot work tools are
normally larger and have higher machining
costs, besides being applied to high-demand
applications. Although cold work tools may also
be critical, such as for drawing dies and indus-
trial cutting blades, they usually do not exceed
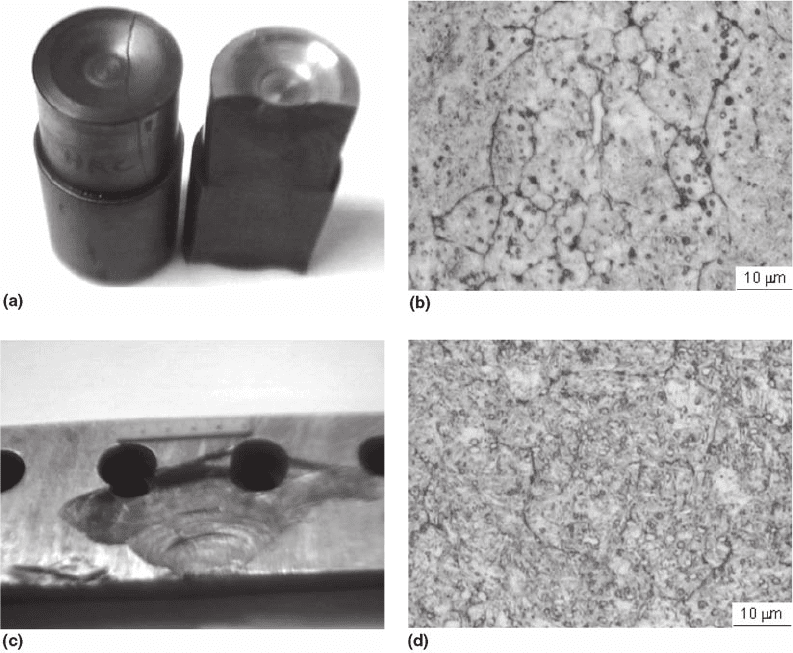
Fig. 21
(a) AISI O6 graphitic tool steel punch machined from centerless-ground bar stock that cracked prematurely. (b) Micro-
structural examination revealed an overaustenitized structure consisting of appreciable retained austenite and coarse plate
martensite. (c) Failed AISI S7 jewelry striking die showing cracks (arrows) that formed shortly after the die was placed in service; (d) Its
microstructural examination revealed that the surface was slightly carburized and the die had been overaustenitized. Note coarse plate
martensite and unstable retained austenite. Source: Ref 9
330 / Failure Analysis of Heat Treated Steel Components
Name ///sr-nova/Dclabs_wip/Failure_Analysis/5113_311-350.pdf/Chap_10/ 18/8/2008 3:40PM Plate # 0 pg 330
more than 500 kg. As discussed in the previous
section, it is useful to first describe the heat
treating conditions of the common grades and
then to discuss failure analysis. For this reason,
Fig. 24 shows tempering curves for the most
common grades, whose chemical compositions
are shown in Table 3.
By analyzing chemical compositions, one can
anticipate several characteristics of hot work
tool steels and their differences from cold work
steels. First, hot work steels normally have lower
carbon, leading to lower as-quenched hardness;
also, undissolved carbides will be much lower or
even nonexistent in these grades. Thus, abrasive
wear resistance, which depends on hardness
and coarse primary carbides, is much lower in
hot work steels. Final hardness in hot work
tool steels is normally determined by desired
toughness instead of wear resistance. In most
situations, hardness is between 40 and 50 HRC.
Other properties, in addition to mechanical
strength at room temperature and wear resis-
tance, are important for hot work tool steels. The
main metallurgical properties are toughness
and strength at elevated temperatures; this last
property is dependent on the hardness stability
at high temperatures.
Toughness in hot work tools is an essential
property for avoiding cracks and fractures that
can be common in normal working conditions.
Unexpected and very unstable in cold work
tools, cracks may be encountered after a given
operation time for hot work dies. The most
important example is fine crack networks, large
in number but small in length, observed on a tool
surface after the tooling operation. This kind of
crack is known as heat checking and is typically
found in die-casting dies (Fig. 25) as well as in
forging dies or other hot work tools. The cause
is thermal fatigue at the tool surface, caused by
repeated temperature fluctuations (heating and
cooling) during tool operation. A full explana-
tion of this behavior is found in the literature,
for example, Ref 20 to 22. Depending on the
intensity, heat checking can lead to tool failure,
which is typically the case in die-casting cavities
(Fig. 25). In such situations, the casting metal,
normally aluminum, enters into the heat check-
ing cracks, making part extractions difficult or
impairing part surface quality. In cases of a lack
of a toughness, gross cracking may also occur,
leading to complete loss of the working tool.
High mechanical strength at high temperature
is also fundamental in hot working steels. High
temperature means temperatures that can affect
steel microstructures, normally above 500
C.
Depending on time and stress conditions, such
high temperatures lead to a decrease in hardness
that accelerates several die failure mechanisms,
especially hot wear, plastic deformation at
working temperatures, and heat checking. The
ability of a given grade to maintain hardness at
prolonged time at high temperatures is referred
to as tempering resistance. A simple (basic)
comparison of tempering resistance may be
done by analyzing tempering curves. Higher
tempering resistance is related to curves dis-
located to the right (Fig. 24).
As shown schematically in Fig. 26, such high-
temperature hardness is only possible by a very
important straightening mechanism—secondary
hardening, promoted by the precipitation of
fine alloy carbides. The stronger the secondary
hardening (meaning more intense carbide pre-
cipitation), the higher the tempering resistance
of hot work tool steels. Such precipitation
intensity depends on the amount of alloy ele-
ments in solid solution, which is related to the
alloy composition and heat treating practice.
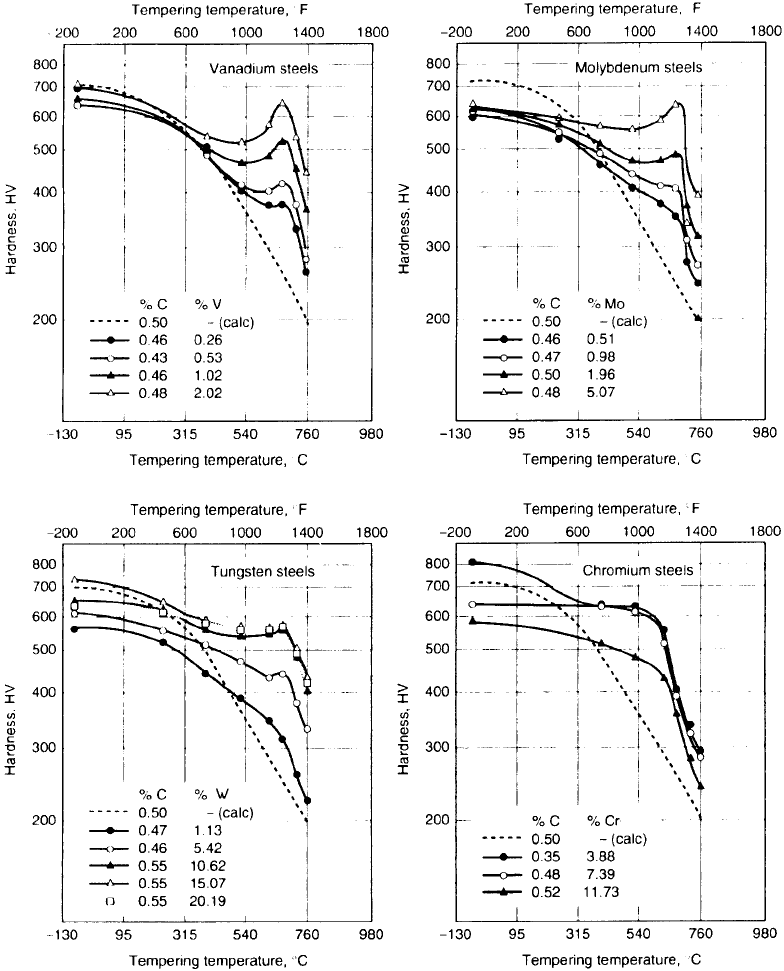
Figure 27 explains this effect by comparing the
addition of different alloy contents to carbon
steels; a stronger precipitation hardening is
Fig. 22
Schematic diagram of hardness versus tempering
temperature (assuming constant time at each tem-
perature) or versus a time-temperature tempering parameter for
four major types of tempering response in tool steels. Classes 1 to
4 are typical, respectively, for low-alloy tool steels, cold work
chromium steels, high-speed steels, and hot work tool steels.
Source: Ref 1
Failure Analysis in Tool Steels / 331
Name ///sr-nova/Dclabs_wip/Failure_Analysis/5113_311-350.pdf/Chap_10/ 18/8/2008 3:40PM Plate # 0 pg 331
obtained by molybdenum, vanadium, or tung-
sten alloying.
Therefore, the desired mechanical properties
of hot work tool steels are only attained if a
proper heat treatment is applied. For example,
adequate secondary hardening will only be
present if alloy elements are in solid solution in
the as-quenched structure (usually martensite).
This is only possible through an adequate aus-
tenitizing treatment for hardening, capable of
dissolving the alloy elements present in the form
of carbides in the initial (annealed) state. In
addition, a proper hardening procedure should
avoid excessive grain growth and grain
boundary embrittlement by carbide precipita-
tion. Tempering, on the other hand, should
eliminate retained austenite and promote
adequate precipitation of the alloy carbide. In
summary, tool steel properties and the expected
performance are only possible after a quality
heat treatment. Otherwise, failures may occur,
reducing die life and increasing tooling costs.
The following sections describe some typical
failures of tool steels after heat treatment and
the main mechanism that caused failure. The
main mechanism is described and divided sys-
tematically, but in practical situations, several
mechanisms as well as the tool use should be
(a)
(b)
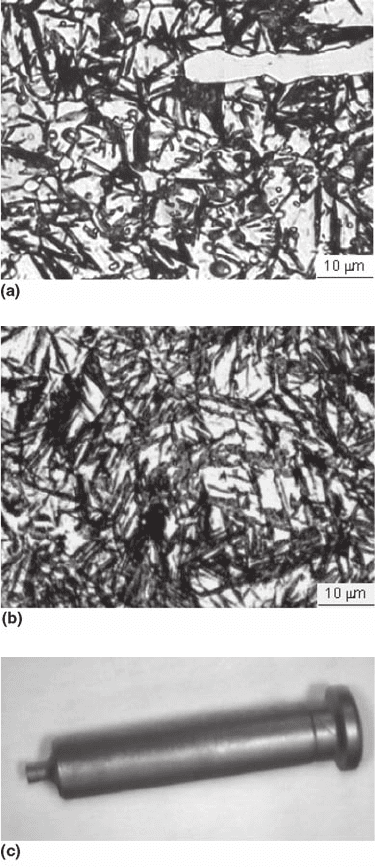
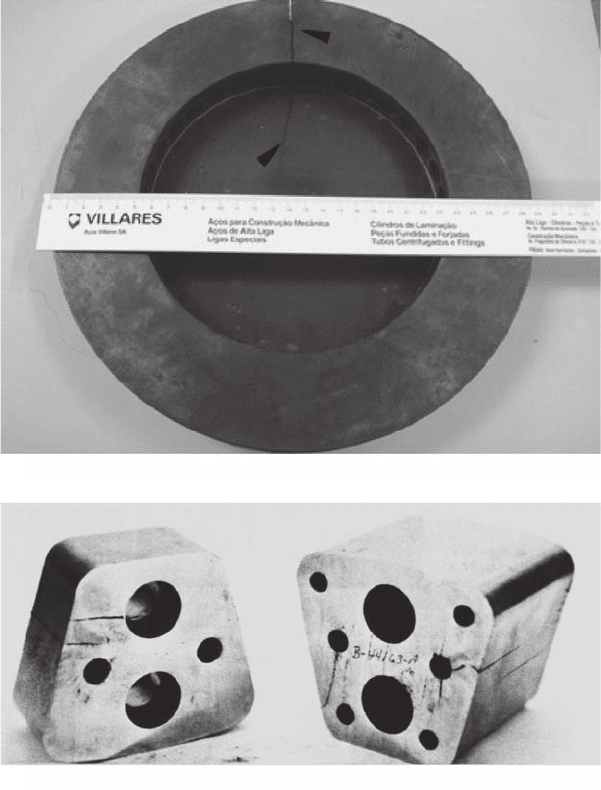
Fig. 23
(a) Tool called a triturating wheel made from AISI D6 (similar to D3) that had poor performance due to a premature crack.
Tool diameter of approximately 300 mm (~11.5 in.). The identified cause was the absence of tempering. The hardness
measurement was 65 HRC, the usual value for the as-quenched condition of this grade. Courtesy of Villares Metals. (b) D2 dies cracked
during finish grinding operation. Cracks emerged due to the as-quenched condition of the microstructure (not tempered). Source: Ref 9
332 / Failure Analysis of Heat Treated Steel Components
Name ///sr-nova/Dclabs_wip/Failure_Analysis/5113_311-350.pdf/Chap_10/ 18/8/2008 3:40PM Plate # 0 pg 332
investigated to discover the root cause of a
failure.
In specialized literature, it is less common to
discuss failures of hot work tools than of cold
work. This is because of the intrinsic lower
brittleness of hot work tool steels. Nevertheless,
the subject is very important for these materials,
due to the high value of a tooling set for hot
working and also because of the large pro-
duction performance expected from it. Even if
no catastrophic failure occurs, the reduction of
hot work tool performance can cause serious
damage in terms of cost and time.
Premature Cracking Caused by Excessive
Hardness. A wide range of hardness levels can
result from hardening and tempering a hot work
tool steel. In Fig. 24, this can be observed for
high tempering temperatures, but the variation
is even higher if the whole tempering curve is
observed (see the tempering curve for H13,
Fig. 28, for example). Normally, it is possible to
attain values between 30 and 58 HRC in the most
common hot work steels. However, the steels are
not used within this hardness range. Although
some variation may exist, hardness levels higher
than 50 HRC or lower than 40 HRC are not
typical.
To improve wear resistance, one can propose
an increase in hardness. However, two aspects
should be considered before such a decision.
First and most obvious is the toughness nece-
ssary for a given application. Reduction of
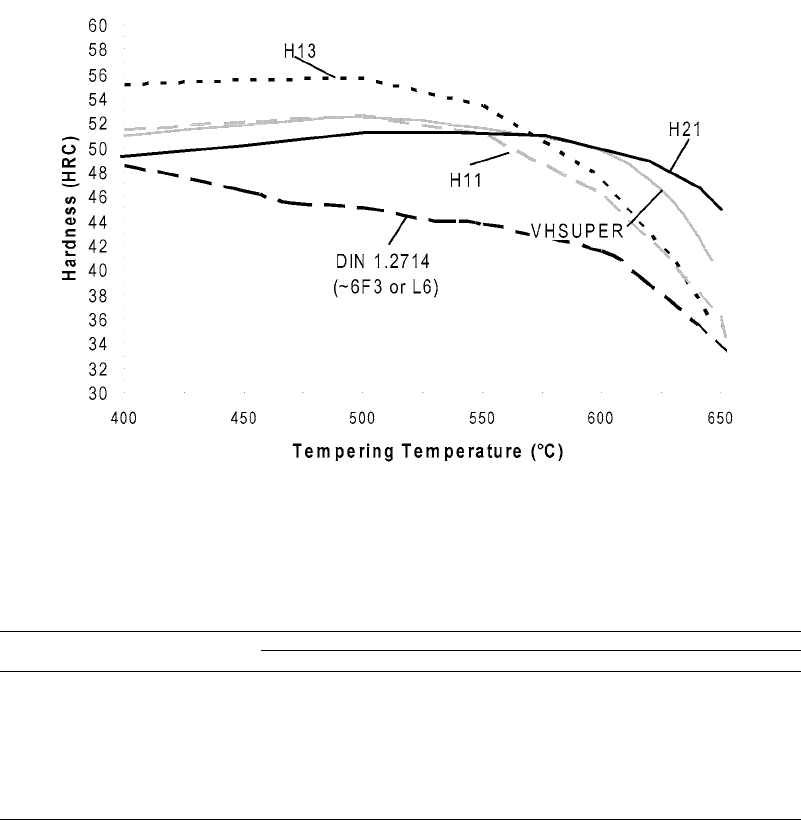
Fig. 24
Tempering curves for the most common hot work tool steels. Tempering curves are obtained after hardening small (25 mm,
or 1 in.) specimens of all materials with the usual hardening temperature: 1020
C for H13, TENAX300 (brand name of low-
silicon H11), and VHSUPER (brand name of high-molybdenum, low-silicon modified H11); and 1100
C for H21 (higher temperatures
may be used, increasing tempered hardness but reducing toughness).
Table 3 Typical chemical composition of some hot work tool steels
AISI(a) DIN UNS
Composition, wt%
C Si Mn Cr Mo W V Fe Others
~H10 1.2365 T20810 0.32 0.30 0.3 2.9 2.8 ... 0.50 bal ...
H11 1.2343 T20811 0.37 1.0 0.3 5.0 1.3 ... 0.90 bal ...
H13 1.2344 T20813 0.40 1.0 0.3 5.0 1.3 ... 0.45 bal ...
Low-Si H11;
TENAX300(b)
... 0.36 0.3 0.3 5.0 1.4 ... 0.45 bal ...
~6F3 or ~L6 1.2714 ... 0.56 0.3 0.7 1.1 0.5 ... 0.15 bal Ni = 1.7
H21 1.2581 T20821 0.32 0.3 0.3 3.5 ... 9.0 0.50 bal ...
(a)“~”, similar to but not exactly the same. (b) Trademark of Villares Metal Company, Brazil. TENAX 300 is not standardized; therefore, the brand name is given.
Failure Analysis in Tool Steels / 333
Name ///sr-nova/Dclabs_wip/Failure_Analysis/5113_311-350.pdf/Chap_10/ 18/8/2008 3:40PM Plate # 0 pg 333
toughness may accelerate several mechanisms
of tool damage, such as heat checking, gross
cracking, and wear by chipping, in addition to
the risk of catastrophic cracking.
The relationship between hardness, tough-
ness, and tempering temperature can be quanti-
tatively evaluated in Fig. 28 for AISI H13. When
the tempering temperature is far from the hard-
ness peak, toughness rapidly increases with
decreasing hardness. Temperatures of approxi-
mately 500
C can be considered to cause tem-
per embrittlement, with toughness being rather
low (Ref 24–26). Such temper embrittlement
has been studied in relation to silicon content
(Ref 27–30). It has been shown, for example,
that reducing the silicon content from 1% (usual
in H-series grades) to approximately 0.3%
causes a strong toughness increase, close to peak
hardness but also for higher tempering tem-
peratures.
Secondly, the type of wear should be con-
sidered. In cold work tooling, wear is directly
related to hardness, but in hot work tooling, the
situation is normally quite different. Wear can
occur by a combination of abrasion and adhesion
at high temperatures. The main reason to avoid
wear is the ability to keep high hardness at
working conditions (tempering resistance) as
well as adequate toughness to avoid chipping
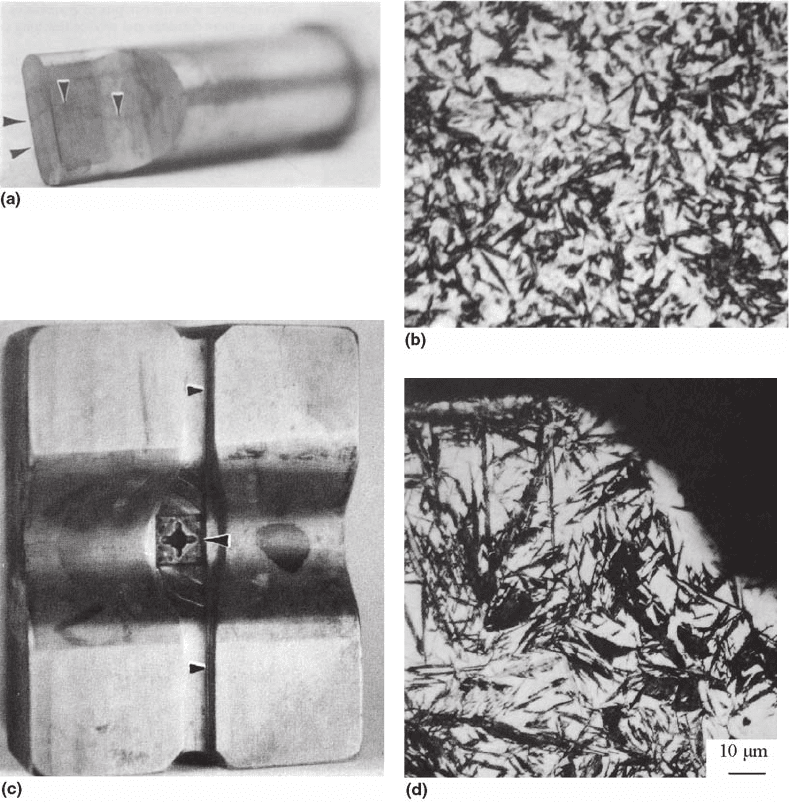
after adhesion. One example of such an effect is
presented in Fig. 29 for a precision hot forging
punch. The traditional material for such an
application was H13 steel with high hardness
(55 HRC). However, accelerated wear was
observed. Analysis of the tool after end-life
showed a strong hardness decrease in the work-
ing regions, indicating that a higher tempering
resistance was necessary instead of higher
hardness. Such an alteration was done, sub-
stituting H13 with a higher-molybdenum
grade, the commercial brand VHSUPER (not
standardized), which led to a 50% increase in the
tool performance.
It is commonly found that excessive hard-
ness assists failures in hot work applications.
Figure 30 shows further examples. For all, low
tempering temperature, short tempering time,
or even specification changes led to an increase
in hardness and premature failure due to the
resulting low toughness.
While excessively low hardness can lead to
problems, hardness also should not be too low.
The adequate value, as mentioned previously,
is normally between 40 and 50 HRC in hot work
tools; in some cases for warm forging, it
is possible to use tools up to 58 HRC. An inter-
esting effect of hardness and toughness in final
performance can be discussed based on Fig. 31.
This graph shows the effect of these two prop-
erties on heat checking, focused on die-casting
applications. The higher the hardness and
toughness, the lower the heat checking damage,
measured by an appropriate chart. However, as
discussed and shown in Fig. 28, hardness and
toughness are also associated. Establishing ideal
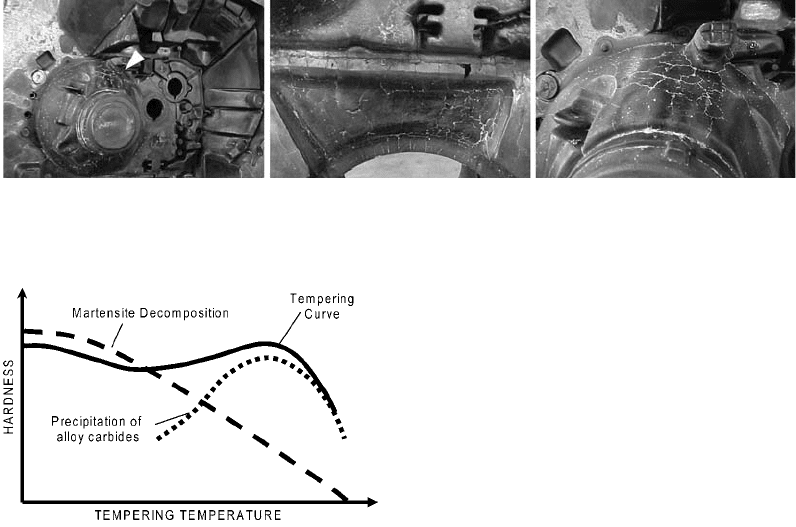
Fig. 25
Examples of heat checking cracks on aluminum die-casting dies. Cracks are white because they are filled with aluminu m.
Courtesy of Villares Metals
Fig. 26
Schematic of hardness after tempering and the effect
of secondary hardening in high-alloy steels. Observe
that high-temperature hardness is only possible through pre-
cipitation hardening caused by alloy carbides (secondary hard-
ening). At low temperatures, hardness is less than martensite due
to the presence of retained austenite, which is eliminated after
high-temperature tempering.
334 / Failure Analysis of Heat Treated Steel Components
Name ///sr-nova/Dclabs_wip/Failure_Analysis/5113_311-350.pdf/Chap_10/ 18/8/2008 3:40PM Plate # 0 pg 334
hardness thus depends on several conditions of
tool design and use and is also based on previous
experience. As a starting value, 45 HRC would
be recommended, with increases or decreases
depending on the results experienced.
Inadequate Heat Treating Procedures in
Hot Work Tool Steels. Heat treating of hot
work steels has several important parameters,
but incorrect practice does not always produce
failures observable just after heat treating. Some
examples were shown in Fig. 29 and 30; several
tools were improperly heat treated (to higher
hardness), but the problem was only observed
during tool use.
Fig. 27
Effect of vanadium molybdenum, tungsten, and chromium additions on secondary (high-temperature) hardness of medium-
carbon steels. Source: Ref 23
Failure Analysis in Tool Steels / 335
Name ///sr-nova/Dclabs_wip/Failure_Analysis/5113_311-350.pdf/Chap_10/ 18/8/2008 3:40PM Plate # 0 pg 335