ASM Metals HandBook Vol. 14 - Forming and Forging
Подождите немного. Документ загружается.


alloy forgings, liquid penetrant, eddy current, and other surface inspection techniques are used. Additional information on
surface and internal inspection techniques and inspection criteria is available in Failure Analysis and Prevention, Volume
11 of ASM Handbook, formerly 9th Edition Metals Handbook.
References cited in this section
3.
"Approval and Control of Premium-Quality Titanium Alloys," AMS 2380, Aerospace Material Specification
4.
E.W. Collings, Ed., The Physical Metallurgy of Titanium Alloys, American Society for Metals, 1984, p 181-
207
Forging of Titanium Alloys
G.W. Kuhlman, Aluminum Company of America
Selection of Forging Method
Selection of the optimal titanium forging method (that is, open-die versus closed-die, and within closed die: blocker,
conventional, high-definition, or precision forging) involves the application of value analysis techniques. Although
titanium alloys are considerably more expensive than other materials, such as aluminum and ferrous alloys, specific
economic results are highly part dependent. Except when mechanical properties, required grain flow, and/or specific
program objectives dictate the use of a specific forging method, there are several fabrication options that are competitive
candidates for the manufacture of titanium alloy shapes. The relative cost relationships between the options for titanium
alloys are similar to those described for aluminum alloys in the article "Forging of Aluminum Alloys" in this Volume.
However, with titanium alloys, forging processes and methods that increase overall recovery from forged shape to
finished part and reduce machining costs may have a more significant impact on total final part costs than with other
materials because of the very high material costs and higher machining costs for titanium alloys as compared to ferrous or
aluminum-base materials. The high material and machining costs associated with titanium alloys often result in lower
break-even points (that is, lower quantities) for more expensive forging processes such as conventional, high-definition,
and precision forging than for less expensive but more metal-intensive processes such as plate hog-outs, open-die
forgings, or blocker-type forgings. The potential reduction in expensive material losses and machining costs through the
redesign of a representative titanium alloy conventional forging is illustrated in Fig. 7 and 8(a) through (c) for a large
main landing gear beam.
Selection of the most economical forging method for a given shape in titanium alloys is a process that must include
consideration of all the intrinsic and extrinsic costs of manufacture, both on the part of the forger and the user. Further, as
the size of the titanium alloy forging sought increases to very large parts, such as the large landing gear beams illustrated
in Fig. 7 and 11, the range of possible forging methods and forging design sophistication may be restricted because of the
forging process requirements for, and the difficulty in forging, titanium alloys versus the available capacity of the forging
equipment.
Forging of Titanium Alloys
G.W. Kuhlman, Aluminum Company of America
Forging Advanced Titanium Materials
The above review of titanium alloy conventional forging technology is based on existing commercially available wrought
titanium alloys. However, titanium alloy/materials development, using ingot metallurgy and other techniques, is providing
advanced titanium materials that may present additional challenges in the manufacture of conventional forgings. Three of
the major classes of titanium-base materials currently under development are:
• A new class of alloys based on intermetallic compounds
• Titanium powder metallurgy materials
• Titanium-base metal-matrix composites
Currently, none of these titanium materials developments has matured sufficiently for specific alloy formulations to be
discussed; however, it is appropriate to review some of the critical demands these new materials approaches will place on
forging as a cost-effective method of making advanced titanium alloy shapes.
Titanium Aluminides. A new class of elevated-temperature titanium alloys is emerging that is based on intermetallic
compounds with aluminum, along with additions of other alloying elements to make these alloys workable and to achieve
the desired mechanical property combinations. Titanium aluminide alloys are based on two compounds: Ti
3
Al or α-2, and
TiAl or γ. Titanium aluminide alloys have been found to offer elevated-temperature characteristics that are competitive
with those of super-alloys at a significantly reduced density. Initial -2 alloys have been found to be workable by
forging, while initial alloys may not be workable by deformation processes such as forging.
Preliminary α-2 titanium aluminide alloys have been found to display very high β
t
values--higher than existing α titanium
alloys (for example, 1040 to 1150 °C, or 1900 to 2100 °F). Further, these preliminary alloys have deformation
characteristics that are considerably more difficult than those of existing α titanium alloys and similar to those of
nickel/cobalt-base superalloys. However, under properly defined metal deformation conditions, some titanium aluminide
α-2 alloys have been made to behave superplastically. It appears that the necessary forging processes will be similar to
those used for some difficult-to-fabricate titanium alloys and that carefully controlled conventional, hot-die, and/or
isothermal forging techniques will be necessary for successful forging fabrication.
Titanium Powder Metallurgy (P/M) Materials. Several rapid-solidification, chemical reduction, and/or blending
technologies are being used to produce titanium alloy P/M materials, either on a limited commercial scale or on a research
scale. Most current efforts are directed toward alternate fabrication of components through powder metallurgy for existing
alloys (Table 1). In many cases, the forging process has been found to contribute to the successful fabrication of final
components from P/M-base titanium alloys through enhanced thermomechanical processing, microstructural
modification, and/or improved component quality as a result of the deformation achieved in forging. Although most
current titanium alloy P/M producing methods, particularly rapid solidification, are expensive, some evidence suggests
that overall fabrication costs and the recovery of certain components can be significantly improved by combining P/M
and forging processes. Future titanium alloy P/M development is expected to include alloys that are specifically
formulated for P/M technology, and as with other materials (such as the nickel/cobalt-base superalloys), titanium forging
can be combined with P/M consolidation (through vacuum hot pressing, hot isostatic pressing, and so on) to achieve cost-
effective shapes with the desired and/or unique properties.
Titanium Metal-Matrix Composites. Using P/M-base titanium alloys and other techniques, titanium-base
discontinuous metal-matrix composites are also being explored for the development of enhanced titanium materials with
unique mechanical property capabilities. As discussed in the previous section, the controlled deformation typical of
forging has often been successfully employed in the fabrication of experimental components from such composite
titanium materials. The matrix titanium alloys used include existing and developmental alloys with a variety of ceramic
whisker/particulate materials. The reactivity of titanium with many candidate ceramic compounds is of concern for the
successful development of this technology. Currently, titanium-base metal-matrix alloy/materials development is an
embryonic technology; however, the forging process can be expected to play a significant role in the fabrication
technology for these materials.
Forging of Titanium Alloys
G.W. Kuhlman, Aluminum Company of America
Titanium Alloy Precision Forgings
As with aluminum alloys (see the article "Forging of Aluminum Alloys" in this Volume), titanium alloy precision
forgings can be identified by a variety of terminologies; however, in each case, this product form requires significantly
reduced and/or no final machining on the part of the user (detailed information on precision forging is available in the
article so titled in this volume). Precision forged titanium alloys are a significant commercial forging product that is
undergoing major growth in usage and has been the subject of major forging process technology development and capital
investment by the forging industry. For the purpose of this article, the term net precision titanium forging will be defined
as a product that requires no subsequent machining by the user, and the term near-net precision titanium forging will be
defined as a product requiring some metal removal (typically accomplished in a single machining operation) by the user.
Fabrication of net or near-net titanium alloy precision forgings is determined by the alloy being forged and by value
analysis for fabrication of the most cost-effective precision forged product.
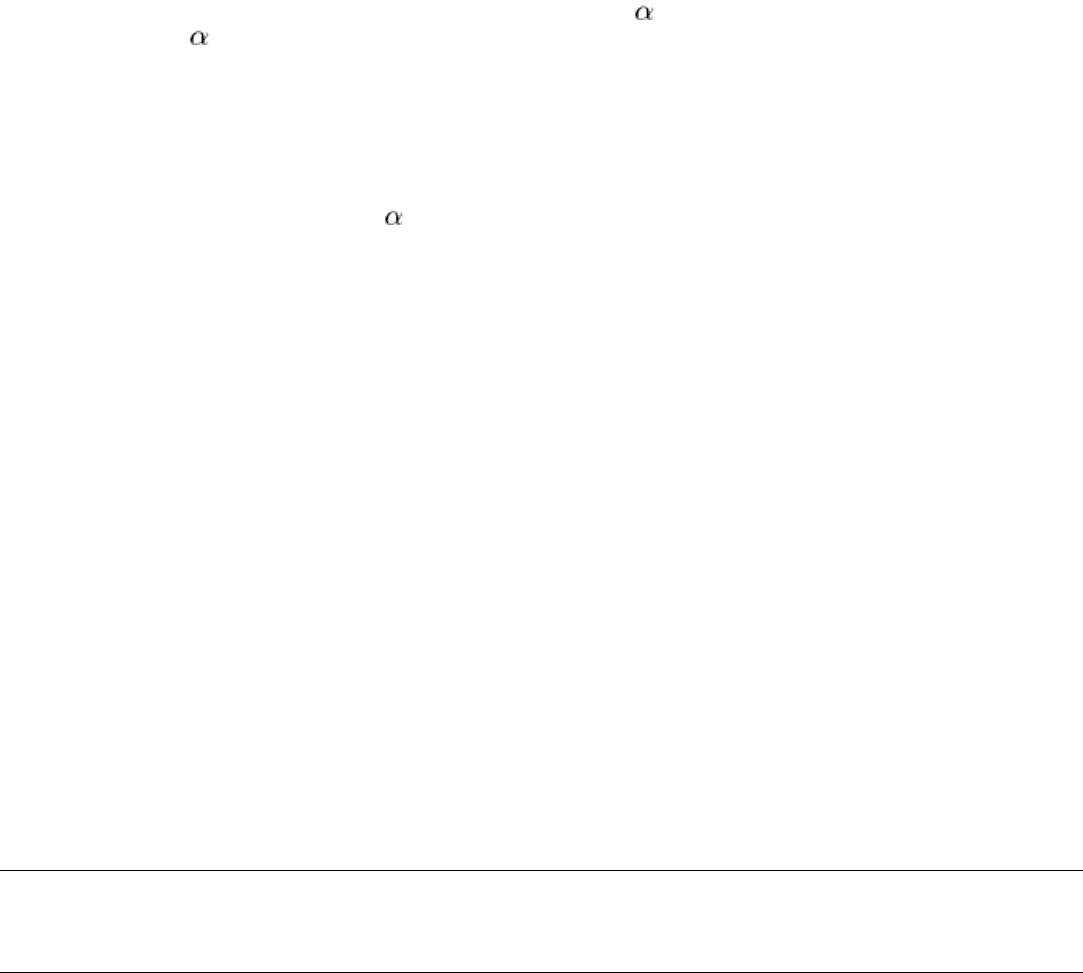
The first precision forged titanium alloy products commercially produced were turbine engine compressor and fan blades
(see Fig. 17); conventional forging process techniques were used. With hot-die/isothermal forging techniques (see the
article "Isothermal and Hot-Die Forging" in this Volume), very complex cross-section, precision forged airframe
components such as the splice angle shown in Fig. 18 are being manufactured. Titanium alloy precision forgings are
produced with very thin webs and ribs; sharp corner and fillet radii; undercuts, backdraft, and/or contours; and,
frequently, multiple parting planes (which may optimize grain flow characteristics) in the same manner as aluminum alloy
precision forgings.
Fig. 17 Three pairs of precision forged Ti-6Al-4V airfoils. Left member of each pair is as-
forged; right member,
as finish machined.
The largest of the three pairs of airfoils measures approximately 152 mm (6 in.) wide at
base and 610 mm (24 in.) long.
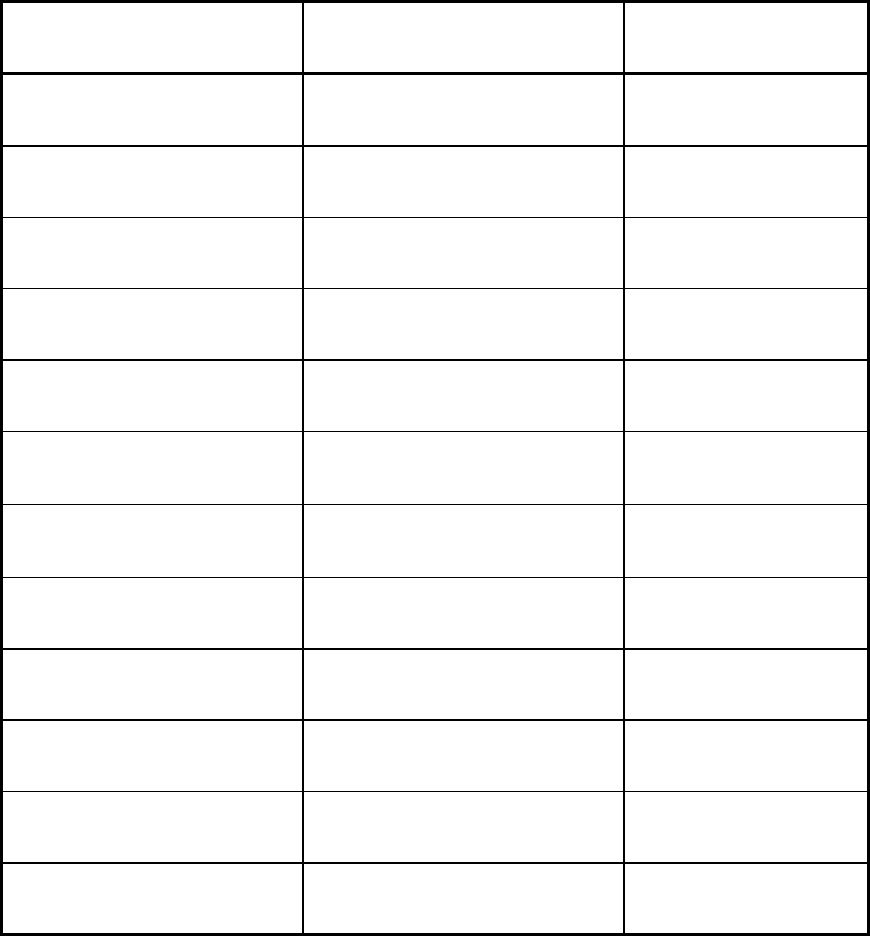
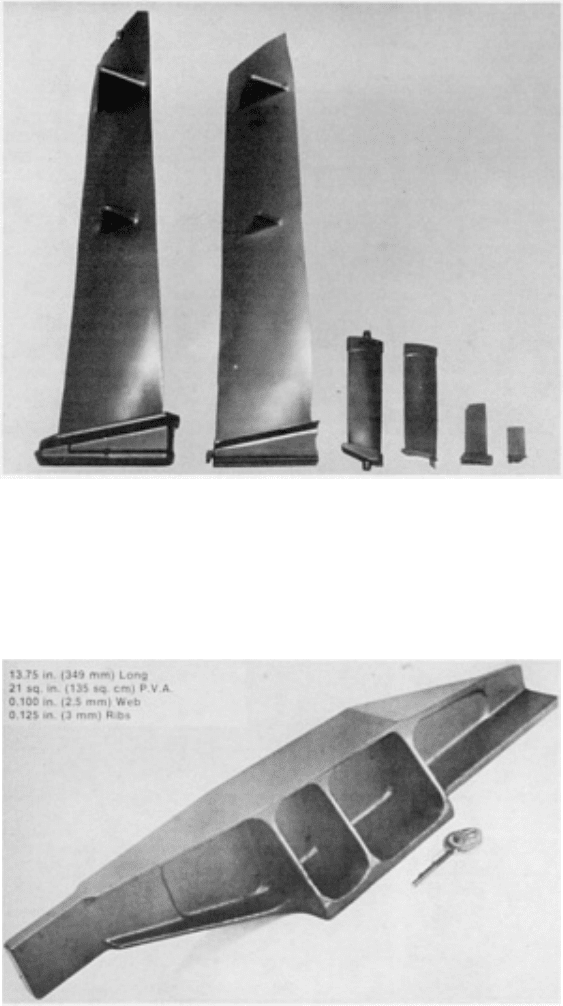
Fig. 18 Precision forged alloy Ti-6Al-6V-2Sn and alloy Ti-10V-2Fe-3Al splice fitting produced using hot-
die/isothermal forging techniques to illustrate shape complexity capabilities of the process.
Design Criteria. The design and tolerance criteria for precision titanium forgings are similar to those for aluminum
alloy precision forgings and have been established to provide a finished product suitable for assembly or subsequent
fabrication by the user. Precision titanium alloy forgings, with the exception of airfoils, do not necessarily conform to the
same tolerances provided by machining of other product forms; however, as indicated in Table 4, design and tolerance
criteria for titanium precision forgings are highly refined in comparison to other titanium alloy forging types and are
suitable for the intended application of the product. If the standard precision forging design and tolerance criteria are not
sufficient for the final component, then the forging producer frequently combines conventional and/or hot-die/isothermal
forging with machining to achieve the most cost-effective method of fabrication to the required tolerances on the finished
part.
Table 4 Net titanium alloy precision forging design/tolerance criteria for selected parts and processes for
metastable β and α-β alloys
Feature Current
Goal
PVA, m
2
(in.
2
) Up to 0.193 (300)
0.290 (450)
Length, mm (in.) Up to 1015 (40)
1525 (60)
Length/thickness tolerance, mm (in.)
+0.5, -0.25 (+0.020, -0.010)
+0.75, -0.25 (+0.030, -0.010)
Contour tolerance, mm (in.) ±0.38 (±0.015)
±0.63 (±0.025)
Draft
Outside
0°; +30, -0°
Same
Inside
1°; +30, -1°
Same
Corner radii, mm (in.) 1.5; +0.75, -1.5 (0.060; +0.030, -0.060)
Same
Fillet radii, mm (in.) 3.3; +0.75, -1.5 (0.130; +0.030, -0.060)
Same
Straight within, mm (in.) 0.25 each 254 mm (0.010 each 10 in.)
Same
Minimum web thickness, mm (in.) 2.3 (0.090)
(a)
2.5 (0.100)
Minimum rib thickness, mm (in.) 2.3 (0.090)
(a)
2.5 (0.100)
(a)
In some designs and under some processing conditions, minimum web thickness can be as thin as 1.5 mm (0.060 in.) and minimum rib
thickness can be as thin as 2.0 mm (0.080 in.).
The titanium precision forging design and tolerance criteria achievable may vary with the alloy type because all titanium
alloys are not necessarily equivalent in workability using either conventional forging techniques or hot-die/isothermal
forging technology. Generally, the net titanium precision forging design parameters given in Table 4 apply to more
readily workable β and metastable β alloys (such as Ti-10V-2Fe-3Al) and selected designs and forging processes for α-β
alloys (such as Ti-6Al-4V and Ti-6Al-6V-2Sn). However, with more difficult-to-fabricate α titanium alloys and certain
forging designs and/or forging processes for α-β alloys, the more cost-effective forging technique may be near-net
titanium precision forgings with modified design criteria (for example, typically 1.5 to 2.3 mm, or 0.060 to 0.090 in.,
machining allowance per surface), and modified rib/web thickness, fillet radii, corner radii, and so on) but with the same
dimensional tolerances outlined in Table 4. Table 4 also indicates that as the size of the net titanium precision forging is
increased to 0.290 m
2
(450 in.
2
), some modification in design and tolerance criteria is appropriate.
Tooling and Design. Precision titanium forging uses several tooling concepts to achieve the desired design shape, with
the specific tooling concept based on the design features of the precision forging and the forging process used. Similar
tooling design concepts outlined for aluminum alloys (see Fig. 11(a) to (c) in the article "Forging of Aluminum Alloys" in
this Volume) are also used with titanium alloys. For conventional forging processes for titanium precision forgings, of
which turbine airfoils are the primary example, the two-piece upper and lower die concept is the predominant approach.
The other tooling concepts shown in Fig. 11(b) and in the article "Forging of Aluminum Alloys" are used in the hot-die or
isothermal forging of titanium precision forgings.
For conventional titanium precision forgings, the die materials employed in tooling are either 6F2 or 6G types or hot-
work die materials such as H12 and H13. Tooling for conventional titanium precision forgings is designed and produced
using the same techniques as those described above for other forging types; however, CNC direct die sinking and/or EDM
electrode manufacture from CAD forging and tooling databases has been found to be particularly effective for the
manufacture of the close-tolerance tooling demanded by precision titanium forgings.
The die materials used for the hot-die/isothermal forging of titanium alloys are reviewed in the article "Isothermal and
Hot-Die Forging" in this Volume. Selection of the die material is based on the alloy to be forged, necessary forging
process conditions (for example, metal/die temperatures, die stresses, strain rate, and total deformation), forging part
design, and cost considerations. Cast, wrought, and/or consolidated powder techniques are used to fabricate die
blocks/inserts from superalloy materials, including Alloy 718, Waspaloy, Udimet 700, Astroloy, Alloy 713LC (Ni-12Cr-
6Al-4.5Mo-2Nb-0.6Ti-0.1Zr-0.05C-0.01B), and Alloy 100 (Ni - 15.0Co - 10.0Cr - 5.5Al - 4.7Ti-3.0Mo - 1.0V - 0.6Fe -
0.15C - 0.06Zr-0.015B), with these materials listed in order of increasing temperature capability from 650 to 980 °C
(1200 to 1800 °F). Most of these die materials require more expensive nonconventional machining techniques for die
sinking, with electrode discharge machining being the most prevalent technique. Computer-aided design part and tooling
databases have also been effectively combined with CAM-driven CNC EDM electrode manufacturing techniques to
reduce the cost of die manufacture. Typically, the manufacture of a set of dies for titanium precision forging with hot-
die/isothermal forging costs up to seven times that required for the dies for the manufacture of the same part in aluminum.
Heated holder and insert techniques can reduce the cost factor for titanium hot-die/isothermal precision forging dies to
three times the cost of the same dies for an aluminum alloy.
Forging Processing. Conventional and hot-die/isothermal forging processes for precision titanium forgings use the
same steps as those outlined above for other forging types. Precision titanium forgings can be produced from wrought
stock, preformed shapes, or blocker shapes, depending on the complexity of the part, the tooling system being employed,
and cost considerations. For example, for the conventional forging of airfoil shapes such as blades, multiple forging
processes are used (because of the high cost of raw materials) to prepare the preshape necessary for the successful
fabrication of the precision part in order to conserve input material and to facilitate the precision forging process.
Precision titanium forging stock fabrication and inspection criteria are similar to those described above for other titanium
alloy forging types.
Unlike aluminum alloy precision forging shapes, conventionally forged titanium alloy precision forgings are usually not
produced in multiple operations in finish dies, but rather by a progression of processes in multiple die sets. However, with
hot-die/isothermal forging processes for precision titanium parts, multiple operations in a given die set are used.
Conventionally forged titanium precision forgings are usually produced on mechanical and/or screw presses, although
hammers or hydraulic presses are occasionally used for certain designs. For hot-die/isothermally fabricated precision
titanium forgings, hydraulic presses are used exclusively to obtain the desired slow strain rates and controlled deformation
conditions. The mechanical and/or screw presses currently used for the fabrication of conventional titanium precision
forgings range up to 150 MN (17,000 tonf) (maximum press capability of up to 280 MN, or 31,000 tonf, for the largest
screw press), and hydraulic presses for the hot-die/isothermal precision forging processing of titanium alloys range up to
90 MN (10,000 tonf). Other large hydraulic presses, up to 310 MN (35,000 tonf), with necessary forging process
capabilities are available for the hot-die/isothermal forging of titanium (as well as aluminum alloy precision forging) as
this titanium alloy forging technology is scaled-up in size.
Conventional and hot-die/isothermal forging process criteria for the precision forging of titanium alloys are similar to
those described above for other titanium alloy forging types. With conventional forging, the metal and die temperatures
used are usually controlled to be near the upper limits of the temperature ranges outlined in Tables 1 and 2 to enhance
producibility and to minimize unit pressures. The hot-die and isothermal forging parameters employed in the precision
forging of titanium alloys (see the article "Isothermal and Hot-Die Forging" in this Volume) use the metal temperatures
listed in Table 1. Die temperature selection in hot-die/isothermal forging is based on the alloy, die material/die heating
system, specific forging process demands (for example, the viability of near-isothermal/hot die versus isothermal
conditions), sophistication of the forging design, and thermomechanical processing criteria.
Because of the stringent dimensional tolerances associated with conventionally and hot-die/isothermally forged titanium
precision forgings, dies are typically heated using state-of-the-art on-press heating systems, such as resistance and/or
induction heating. These heating systems maintain uniform die temperatures, typically ±14 °C (± 25 °F) or better, in order
to reduce dimensional variations. As with other forging types, precoating and die lubrication are critical elements in the
conventional forging of titanium precision forgings, and the precoats and die lubricants used are similar to those for other
forging types, although lubricant materials are often specially formulated for an individual forging design and forging
process. Insulative blankets are generally not used for the conventional forging of precision titanium forgings, because
such materials may adversely affect the dimensional integrity of the forged parts.
Die heating and lubrication techniques for the hot-die/isothermal forging of titanium alloys are described in the article
"Isothermal and Hot-Die Forging" in this Volume. Gas-fired, infrared, resistance, and/or induction heating systems are
selected based on the die temperature to be achieved, die temperature uniformity criteria, tooling system employed, and
cost considerations. These systems must heat the die stack to the required temperature and maintain the heated dies at
consistent temperatures--typically ±14 to 28 °C (±25 to 50 °F). The precoats used in the hot-die/isothermal forging of
titanium alloys are selected or formulated for specific metal/die temperature conditions. Under some conditions, parting
agents such as boron nitride are used on the dies to facilitate part removal with minimum distortion.
Straightening is often a critical process in the manufacture of conventionally or hot-die/isothermally forged titanium
precision forgings. The straightening techniques used, with airfoils as a critical example, are predominantly die
straightening procedures with the metal and dies at elevated temperatures. In this process, time-temperature-pressure
parameters are controlled, usually with small-to-intermediate size hydraulic presses, to achieve the desired deformation
conditions and therefore the dimensional conformance. Hot-die or isothermal forming techniques (with dies at
temperatures from 705 to 925 °C, or 1300 to 1700 °F) are often used to straighten conventionally or hot-die/isothermally
forged titanium alloy precision forgings, particularly large airfoil shapes.
Forging stock preparation; thermal treatments; in-process cleaning, trimming, and repair; and in-process and final
inspection and thermal treatment verification processes, with the exception of nondestructive evaluation, are the same as
those described above for other titanium alloy forging types. Because of the highly configured nature and thin sections
typical of precision titanium parts, ultrasonic inspection cannot be used on finished parts; the exception is turbine engine
disks, which are usually inspected using highly sophisticated, automated ultrasonic inspection equipment. Frequently, for
airframe precision titanium forgings, airfoils, and other precision titanium shapes, the detailed ultrasonic inspection
performed on the forging stock before fabrication is sufficient to ensure satisfactory internal quality in the final part.
Unlike other titanium alloy forging types, precision titanium forgings, which are used in service with most (if not all) of
the as-forged surfaces intact, are frequently inspected by sensitive liquid penetrant inspection techniques to ensure
adequate surface quality.
Precision titanium forgings are frequently supplied as a completely finished product that is ready for assembly by the
user. In such cases, the forging producer can use both conventional milling and unconventional machining techniques,
such as chemical milling and electrode discharge machining, along with forging, to achieve the most cost-effective
finished titanium shape. Further, the forging producer can apply a wide variety of surface finish and/or coating processes
to this product as specified by the purchaser. More information on surface finish and coating processes for titanium alloys
is available in the article "Surface Engineering of Titanium and Titanium Alloys" in Surface Engineering, Volume 5 of
the ASM Handbook.
Technology Development Effectiveness. Figure 19 presents a summary of the history and future of the state-of-
the-art in the size of titanium alloy precision forging that can be produced. Figure 19 differentiates between net and near-
net precision titanium alloy forging technology development because not all titanium alloys are equally producible under
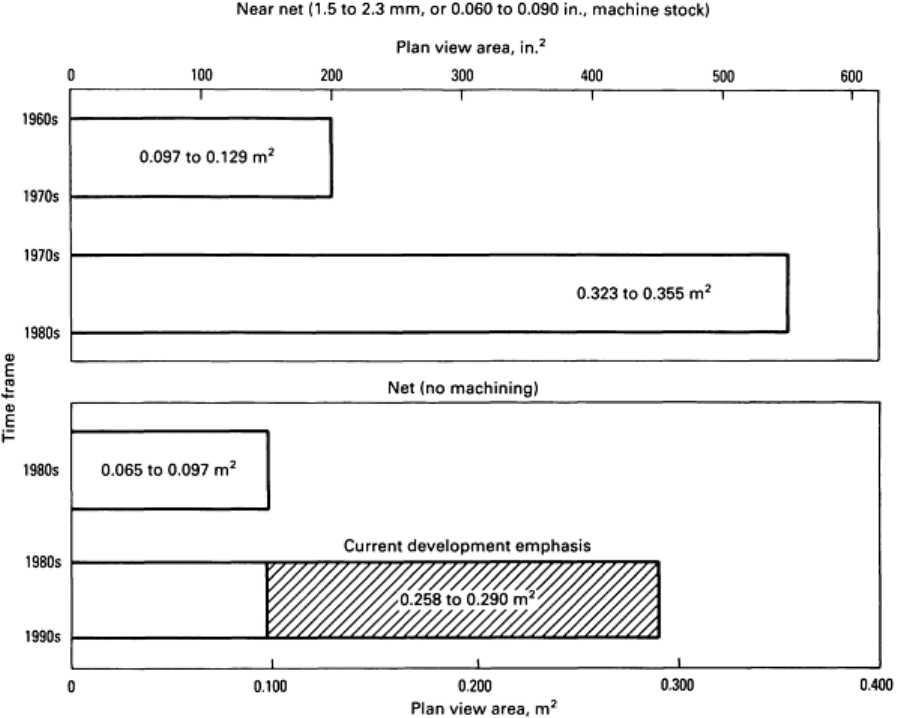
either conventional or hot-die/isothermal forging approaches, and in order to ensure the fabrication of the most cost-
effective final product, as described above, both net and near-net titanium precision forgings are used commercially.
Fig. 19 Past and future near-
net and net titanium alloy precision forging capabilities gaged in terms of plan
view area.
As a result of both conventional and hot-die/isothermal forging technology developmental efforts, the size of the net
titanium precision forging that can be fabricated to the design and tolerance criteria given in Table 4 has tripled--from
0.081 m
2
(125 in.
2
) to over 0.194 m
2
(300 in.
2
) PVA. The critical elements in projected changes in the state-of-the-art for
titanium precision forgings, both in terms of size and cost effectiveness, are enhanced precision forging process control,
CAD/CAM/CAE technologies, advanced and/or integrated manufacturing technologies, enhanced die heating systems,
improved lubrication systems, and the availability of large superalloy die blocks necessary for the hot-die/isothermal
forging of these alloys.
The selection of precision titanium forging from the various methods available for achieving a final titanium shape is
based on the value analyses conducted for each individual shape in question. Figure 20 shows a cost comparison for an
engine mount part (Fig. 20a) manufactured by machining from Ti-6Al-4V plate, by machining from a Ti-6Al-4V
conventional forging, and produced as a precision forging in Ti-10V-2Fe-3Al using hot-die/isothermal forging. In the
analysis shown in Fig. 20(b), the precision forging is always less costly than the machined conventional forging, and the
break-even point between the precision forging and the machined plate hog-out occurs in as few as 40 pieces. The costs
used in this analysis included all material, tooling, setup, and fabrication costs for each method of manufacture. Analyses
of other parts have also shown that titanium precision forged shapes are highly cost effective in comparison with other
fabrication approaches, particularly when the other methods require multiple-axis machining techniques to achieve the
final part geometry.
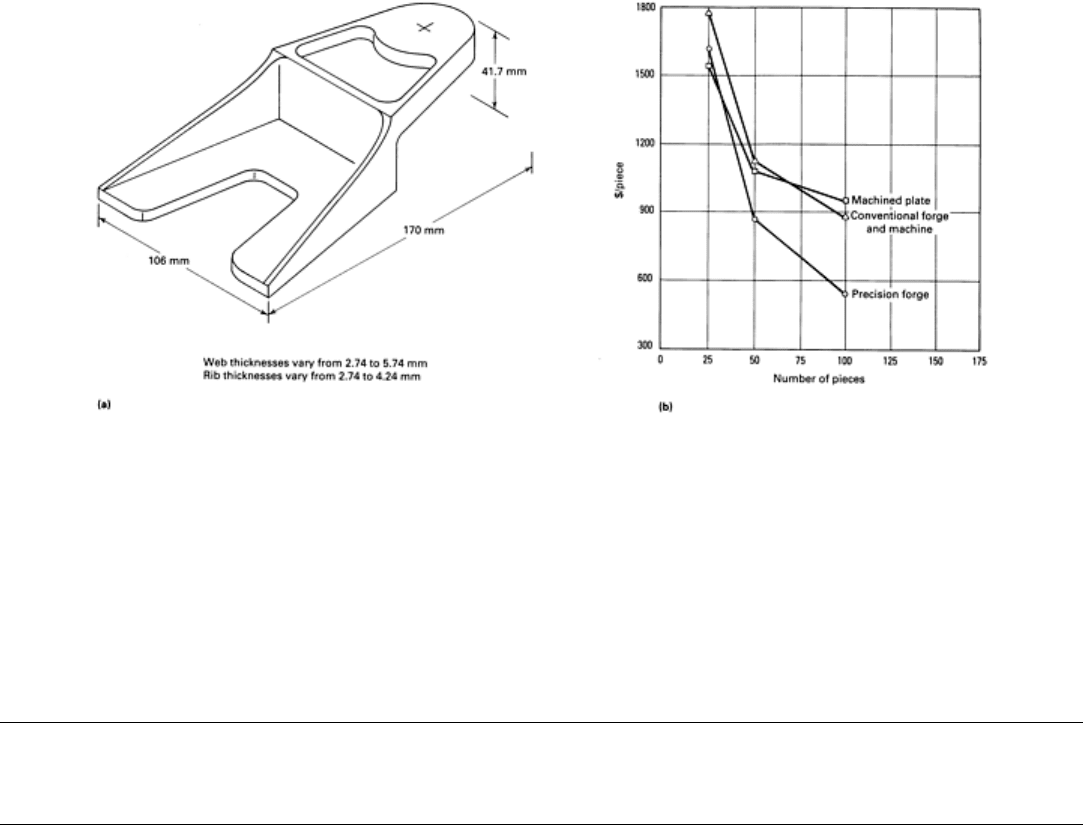
Fig. 20 Cost comparison for an engine mount part. (a) Net-shape precision forged Ti-10V-2Fe-
3Al engine
mount produced by hot-die/isothermal forging. (b) Cost comp
ression of the engine mount shown to illustrate
the cost-effectiveness of precision forging.
As outlined in the article "Forging of Aluminum Alloys" in this Volume, forging industry and user evaluations of
precision titanium alloy forgings have indicated that final part costs can be reduced by 80 to 90% or more in comparison
to machined plate, and by 60 to 70% or more in comparison to machined conventional forgings. With potential cost
reductions such as these, it is evident that further growth in precision titanium forging usage can be anticipated.
Forging of Titanium Alloys
G.W. Kuhlman, Aluminum Company of America
References
1.
A.M. Sabroff, F.W. Boulger, and H.J.Henning, Forging Materials and Practices, Reinhold, 1968
2.
T.G. Byrer, Ed., Forging Handbook,
Forging Industry Association and American Society for Metals, 1985, p
69-78
3.
"Approval and Control of Premium-Quality Titanium Alloys," AMS 2380, Aerospace Material Specification
4.
E.W. Collings, Ed., The Physical Metallurgy of Titanium Alloys, American Society for Metals, 1984, p 181-
207
Cold Heading
Introduction
COLD HEADING is a cold-forging process in which the force developed by one or more strokes (blows) of a heading
tool is used to upset (displace) the metal in a portion of a wire or rod blank in order to form a section of different contour
or, more commonly, of larger cross section than the original. The process is widely used to produce a variety of small-
and medium-sized hardware items, such as bolts and rivets. Cold heading, however, is not limited to the cold deformation
of the ends of a workpiece nor to conventional upsetting; metal displacement may be imposed at any point, or at several
points, along the length of the workpiece and may incorporate extrusion in addition to upsetting. In cold heading, the
cross-sectional area of the initial material is increased as the height of the workpiece is decreased. Advantages of the
process over machining of the same parts from suitable bar stock include:
• Almost no waste material
• Increased tensile strength from cold working
• Controlled grain flow
Although cold heading is principally used for the production of heads on rivets or on blanks for threaded fasteners, a
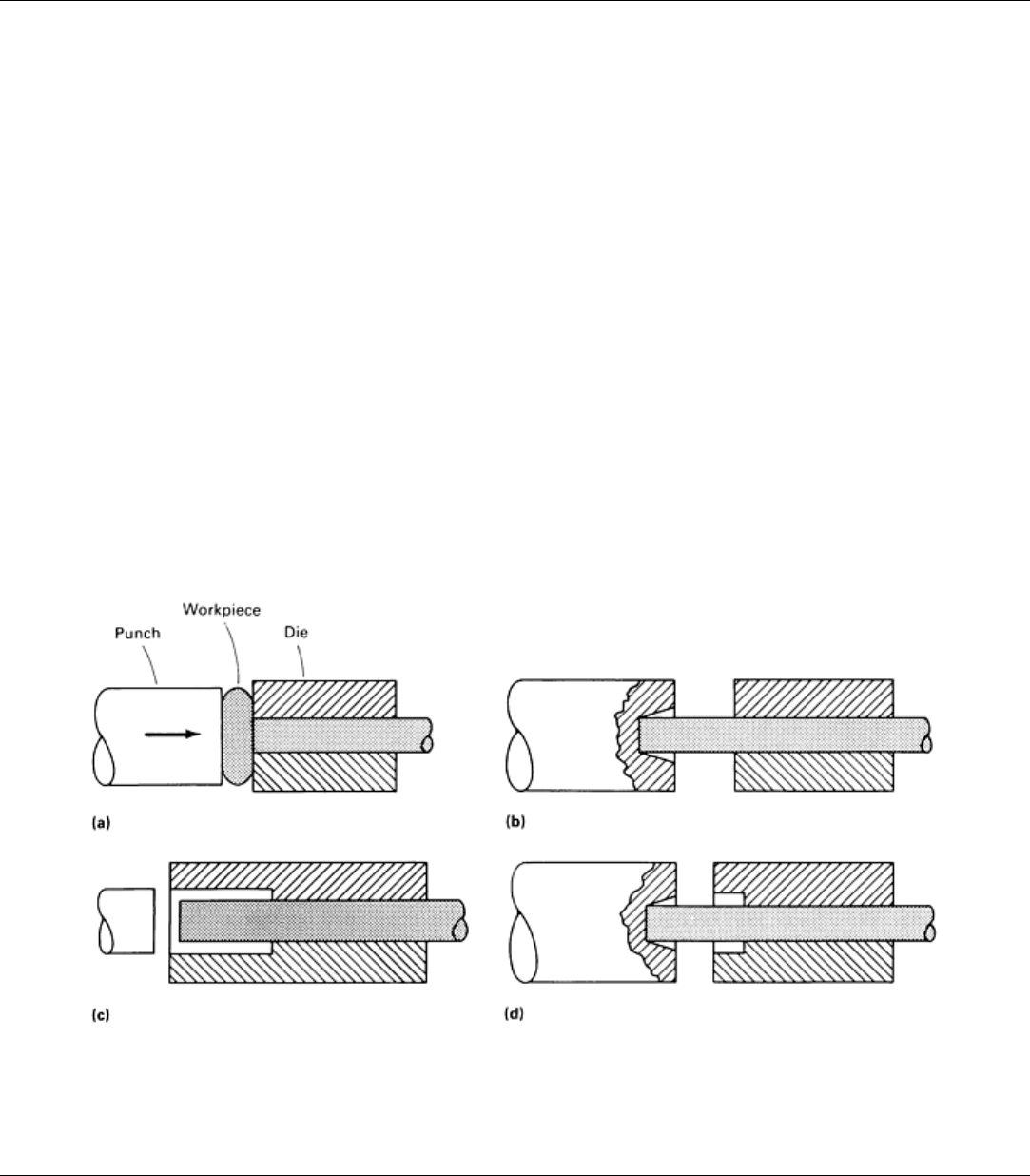
variety of other shapes can also be successfully and economically formed by the process. Figure 1 illustrates the cold
heading of an unsupported bar or wire on a horizontal machine.
Fig. 1
Schematics of the cold heading on an unsupported bar in a horizontal machine. (a) Head formed
between punch and die. (b) Head formed in punch. (c) Head formed in die. (d) Head formed in punch and die.
Cold Heading
Materials for Cold Heading
Cold heading is most commonly performed on low-carbon steels having hardnesses of 75 to 87 HRB. Copper, aluminum,
stainless steels, and some nickel alloys can also be cold headed. Other nonferrous metals and alloys, such as titanium,
beryllium, magnesium, and the refractory metals and alloys, are less formable at room temperature and may crack when
cold headed. These metals and alloys are sometimes warm headed (see the section "Warm Heading" in this article).
Carbon and Alloy Steels. Steels containing up to about 0.20% C are the easiest materials to cold head. Medium-
carbon steels containing up to 0.40 to 0.45% C are fairly easy to cold work, but formability decreases with increasing
carbon and manganese content. Alloy steels with more than 0.45% C, as well as some grades of stainless steel, are very
difficult to cold head and result in shorter tool life than that obtained when heading low-carbon steels.
Microstructure also influences the upsettability of steels. The work material can sometimes be cold worked during the
wire-drawing process, resulting in an increase in tensile strength and difficulty in cold heading. Large deformations or
difficult-to-work materials often require process or spheroidization annealing before cold heading.
Stainless Steels. Some stainless steels, such as the austenitic types 302, 304, 305, 316, and 321 and the ferritic and
martensitic types 410, 430, and 431, can be cold headed. These materials work harden more rapidly than carbon steels and
are therefore more difficult to cold head. More power is required, and cracking of the upset portion of the work metal is
more likely than with carbon or low-alloy steels. These problems can be alleviated by preheating the work metal (see the
section "Warm Heading" in this article).
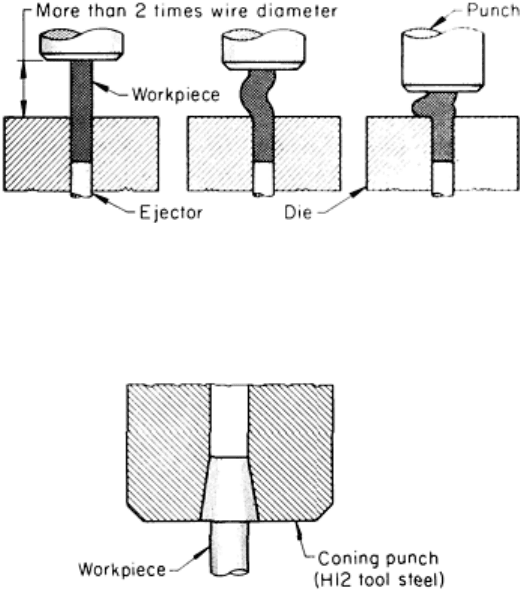
Rating Formability. Metals and alloys are rated for cold heading on the basis of the length of stock, in terms of
diameter, that can be successfully upset. Equipped with flat-end punches, most cold-heading machines can upset to
approximately two diameters of low-carbon steel wire per stroke. If the unsupported length is increased beyond about two
diameters, the stock is likely to fold onto itself, as shown in Fig. 2. For more formable metals, such as copper and some
copper alloys, the length of upset per stroke may be up to four diameters (Ref 1). Punches and dies can, however, be
designed to increase the headable length of any work metal. For example, with a coning punch (Fig. 3) or a bulbing
punch, it is possible to head as much as 6 diameters of low-carbon steel stock in two strokes.
Fig. 2 Typical folding effect obtained with a flat-end punch when heading low-
carbon steel having an
unsupported length of more than about 2 diameters.
Fig. 3 Use of a coning punch in the first blow of a two-blow heading operation to enable upsetting of up to
6
diameters in two strokes.
Headability is sometimes expressed as the heading limit, which is the ratio of the diameter of the largest possible
headed portion to the diameter of the stock. There is usually a direct relationship between reduction of area in a tensile
test and heading limit as defined above.