ASM Metals HandBook Vol. 14 - Forming and Forging
Подождите немного. Документ загружается.

IMI 829 (Ti-5.5Al-3.5Sn-3Zr-1Nb-0.25Mo-0.3Si)
(e)
1015
1860
C/B 980-1050
1795-1925
IMI 834 (Ti-5.5Al-4.5Sn-4Zr-0.7Nb-0.5Mo-0.4Si-0.06C)
(e)
1010
1850
C/B 980-1050
1795-1925
- alloys
Ti-6Al-4V
(c)
995 1825
C
B
900-980
1010-1065
1650-1800
1850-1950
Ti-6Al-4V ELI 975 1790
C
B
870-950
990-1045
1600-1740
1815-1915
Ti-6Al-6V-2Sn 945 1735
C 845-915
1550-1675
Ti-6Al-2Sn-4Zr-6Mo 940 1720
C
B
845-915
955-1010
1550-1675
1750-1850
Ti-6Al-2Sn-2Zr-2Mo-2Cr 980 1795
C 870-955
1600-1750
Ti-17 (Ti-5Al-2Sn-2Zr-4Cr-4Mo
(f)
885 1625
C
B
805-865
900-970
1480-1590
1650-1775
Corona 5 (Ti-4.5Al-5Mo-1.5Cr) 925 1700
C
B
845-915
955-1010
1550-1675
1750-1850
IMI 550 (Ti-4Al-4Mo-2Sn) 990 1810
C 900-970
1650-1775
IMI 679 (Ti-2Al-11Sn-4Zr-1Mo-0.25Si) 945 1730
C 870-925
1600-1700
IMI 700 (Ti-6Al-5Zr-4Mo-1Cu-0.2Si) 1015
1860
C 800-900
1470-1650
/near- /metastable alloys
Ti-8Al-8V-2Fe-3Al 775 1425
C/B 705-980
1300-1800
Ti-10V-2Fe-3Al 805 1480
C
B
705-785
815-870
1300-1450
1500-1600
Ti-13V-11Cr-3Al 675 1250
C/B 650-955
1200-1750
Ti-15V-3Cr-3Al-3Sn 770 1415
C/B 705-925
1300-1700
Beta C (Ti-3Al-8V-6Cr-4Mo-4Zr) 795 1460
C/B 705-980
1300-1800
Beta III (Ti-4.5Sn-6Zr-11.5Mo) 745 1375
C/B 705-955
1300-1750
Transage 129 (Ti-2Al-11.5V-2Sn-11Zr) 720 1325
C/B 650-870
1200-1600
Transage 175 (Ti-2.7Al-13V-7Sn-2Zr) 760 1410
C/B 705-925 1300-1700
(a)
C, conventional forging processes in which most or all of the forging work is accomplished below the β
t
of the alloy for the purposes of desired
mechanical property development. This forging method is also referred to as α-β forging. B, βforging processes in which some or all of the
forging is conducted above the β
t
of the alloy to improve hot workability or to obtain desired mechanical property combinations. C/B, either
forging methodology (conventional or β) is employed in the fabrication of forgings or for alloys, such as β alloys, that are predominately
forged above their β
t
but may be finish forged at subtransus temperatures.
(b)
These are recommended metal temperature ranges for conventional α-β, or β forging processes for alloys for which the latter techniques are
reported to have been employed. The lower limit of the forging temperature range is established for open-die forging operations in which
reheating is recommended.
(c)
Alloys for which there are several compositional variations (primarily oxygen or other interstitial element contents) that may affect both β
t
and
forging temperature ranges.
(d)
This alloy is forged and used both with and without the silicon addition; however, the β
t
and recommended forging temperatures are essentially
the same.
(e)
Alloys designed to be predominately β forged.
(f)
Ti-17 has been classified as an α-β and as a near-β titanium alloy. For purposes of this article, it is classified as an α-β alloy.
Alpha/Near-Alpha Alloys. Alpha titanium alloys contain elements that stabilize the hcp α phase at higher
temperatures. These alloys (with the exception of commercially pure titanium, which is also an α alloy) are among the
most difficult titanium alloys to forge. Typically, α/near-α titanium alloys have modest strength but excellent elevated-
temperature properties. Forging and TMP processes for αalloys are typically designed to develop optimal elevated-
temperature properties, such as strength and creep resistance. The β
t
of α/near-α alloys typically ranges from 900 to 1065
°C (1650 to 1950 °F).
Alpha-Beta Alloys. Alpha-beta titanium alloys represent the most widely used class of titanium alloys (with Ti-6Al-4V
being the most widely used of all titanium alloys) and contain sufficient β stabilizers to stabilize some of the β phase at
room temperature. Alpha-beta titanium alloys are generally more readily forged than α alloys and are more difficult to
forge than some β alloys. Typically, α-β alloys have intermediate-to-high strength with excellent fracture toughness and
other fracture-related properties. Forging and TMP processes for α-β alloys are designed to develop optimal combinations
of strength, fracture toughness, and fatigue characteristics. The β
t
of α-β alloys typically ranges from 870 to 1010 °C
(1600 to 1850 °F).
Beta/Metastable Beta Alloys. Beta alloys are those alloys with sufficient β stabilizers that the bcc β phase is the
predominant allotropic form present at room temperature. Beta titanium alloys are usually easier to fabricate than other
classes of titanium alloys, although β alloys may be equivalent to, or more difficult to forge than α-β alloys under certain
forging conditions. Beta titanium alloys are characterized by very high strength with good fracture toughness and
excellent fatigue characteristics; therefore, forging and TMP processes are designed to optimize these property
combinations. The β
t
of β titanium alloys ranges from 650 to 870 °C (1200 to 1600 °F).
Forging of Titanium Alloys
G.W. Kuhlman, Aluminum Company of America
Forgeability
Titanium alloys are considerably more difficult to forge than aluminum alloys and alloy steels, particularly with
conventional forging techniques, which use nonisothermal die temperatures of 535 °C (1000 °F) or less and moderate
strain rates (hot-die and isothermal forging of titanium alloys are discussed in depth in the article "Isothermal and Hot-Die
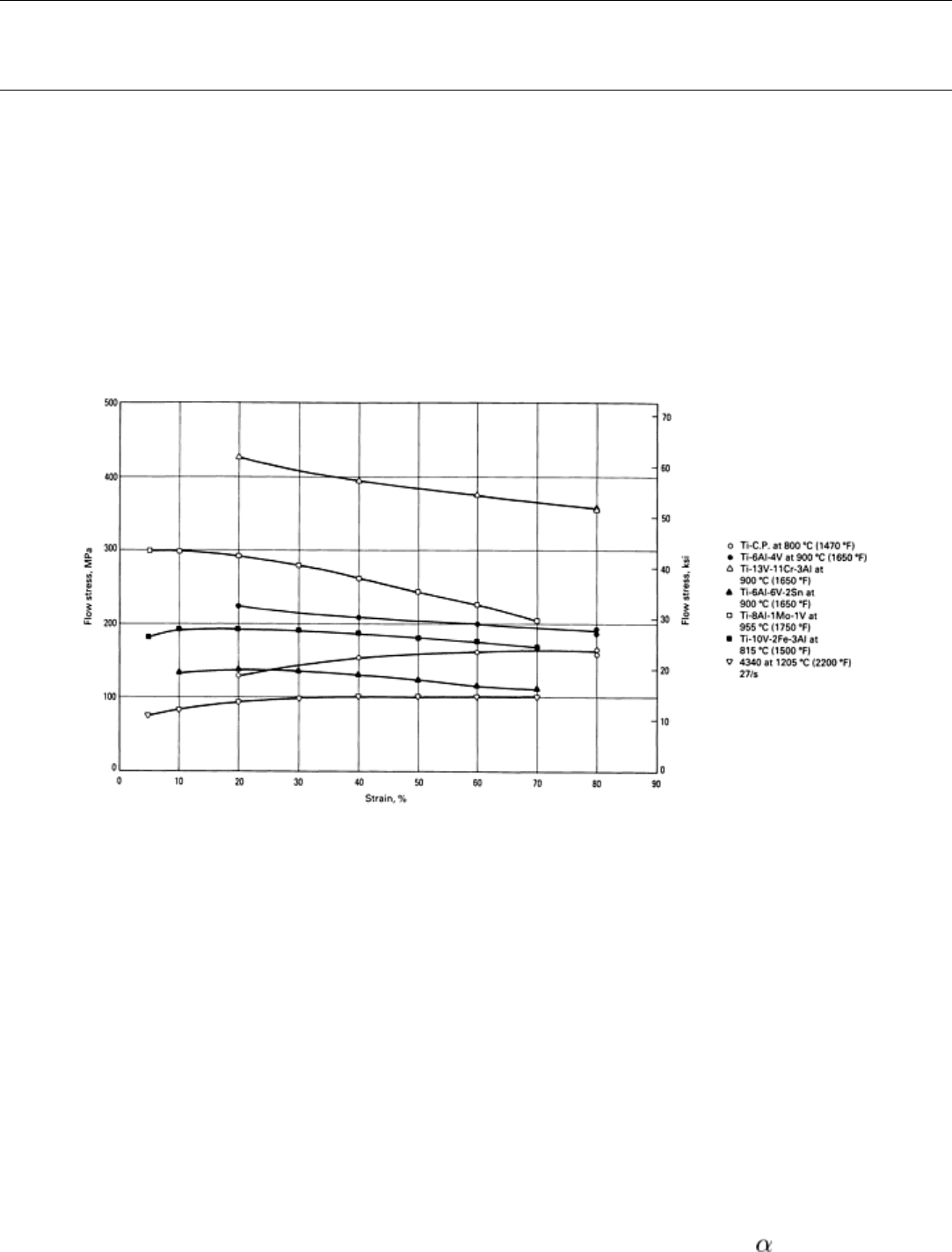
Forging" in this Volume). Figure 1 compares the flow stresses of several commonly forged titanium alloys at strain rate of
10/s with the flow stress of 4340 alloy steel at a strain rate of 27/s. In Fig. 1, commercially pure titanium and Ti-8Al-
1Mo-1V are α alloys, Ti-6Al-4V and Ti-6Al-6V-2Sn are α-β alloys, and Ti-13V-11Cr-3Al and Ti-10V-2Fe-3Al are β
alloys.
Fig. 1 Flow stress o
f commonly forged titanium alloys at 10/s strain rate compared to 4340 alloy steel at 27/s
strain rate.
At this rapid strain rate (representative of a strain rate typical of a mechanical press or other rapid strain rate forging
equipment), the β alloy Ti-13V-11Cr-3Al has the highest flow stress even at a temperature well above the β
t
of the alloy;
at rapid strain rates, very highly alloyed titanium alloys retard dislocation glide and other mechanisms that hasten
deformation behavior. The α alloy Ti-8Al-1Mo-1V has the next highest flow stress and is typical of this class of titanium
alloys. The α-β alloys Ti-6Al-4V and Ti-6Al-6V-2Sn have intermediate flow stresses at temperatures below their β
t
, with
the more highly βstabilized Ti-6Al-6V-2Sn having lower flow stresses than Ti-6Al-4V. Commercially pure titanium flow
stress for the noted strain rate and sub-β
t
temperature is similar to that for the α-β alloys. Finally, at a temperature slightly
above its β
t
, the metastable β alloy Ti-10V-2Fe-3Al has flow stresses lower than those of the α-β alloy Ti-6Al-4V. The
flow stresses of all of the noted titanium alloys exceed that of the alloy steel 4340--in some cases by four to five times.
Effect of Temperature. The deformation characteristics of all classes of titanium alloys are very sensitive to metal
temperature during deformation processes such as forging. This effect is illustrated in Fig. 2 for three alloys, each
representative of one class of titanium alloy. For each of these alloys, forging pressure increases dramatically with
relatively small changes in metal temperatures. For example, the forging pressure for the alloy Ti-8Al-1Mo-1V
increases nearly three times as the metal temperature decreases by approximately 95 °C (200 °F). Therefore, it is
important in forging titanium alloys to minimize metal temperature losses in the transfer of heated pieces from furnace to
the forging equipment and to minimize contact with the much cooler dies during conventional forging processes.
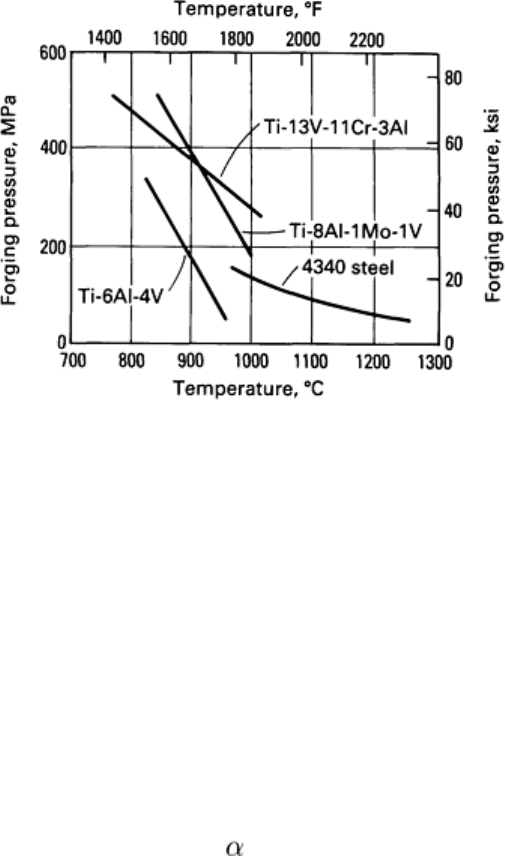
Fig. 2 Effect of forging temperature on forging pressure for three titanium alloys and 4340 alloy steel.
Source:
Ref 1.
The effect of temperature variations on the flow stresses of common titanium alloys does vary with alloy class. These
effects are illustrated in Fig. 3(a), 3(b), and 3(c) for representative α, α-β, and β alloys, respectively. In comparing Fig.
3(a) to (c), it is evident that the more difficult-to-forge α alloys such as Ti-8Al-1Mo-1V (Fig. 3a) display the greatest
sensitivity to metal temperature. For example, the flow stress at 10/s and 900 °C (1650 °F) is two to three times that of the
alloy at 1010 °C (1850 °F) (the latter temperature is below the β
t
of the alloy). In Fig. 3(b), the α-β alloy Ti-6Al-4V also
displays sensitivity to metal temperature, but to a lesser extent than the α alloy Ti-8Al-1Mo-1V, especially at higher levels
of total strain. In Fig. 3(b), at 1000 °C (1830 °F), Ti-6Al-4V is being deformed at or above the nominal β
t
of the alloy, in
which the structure is entirely bcc and considerably easier to deform. Finally, for the βalloy Ti-10V-2Fe-3Al less metal
temperature sensitivity is displayed, also at higher levels of total strain. At 815 °C (1500 °F), Ti-10V-2Fe-3Al is being
deformed above the β
t
of the alloy, with an attendant reduction in flow stresses in comparison to sub β
t
deformation at 760
°C (1400 °F). However, at this high strain rate, the flow stress reduction achieved by deforming βalloys above their β
t
is
less than the flow stress reduction achieved by deforming -β alloys above their β
t
.
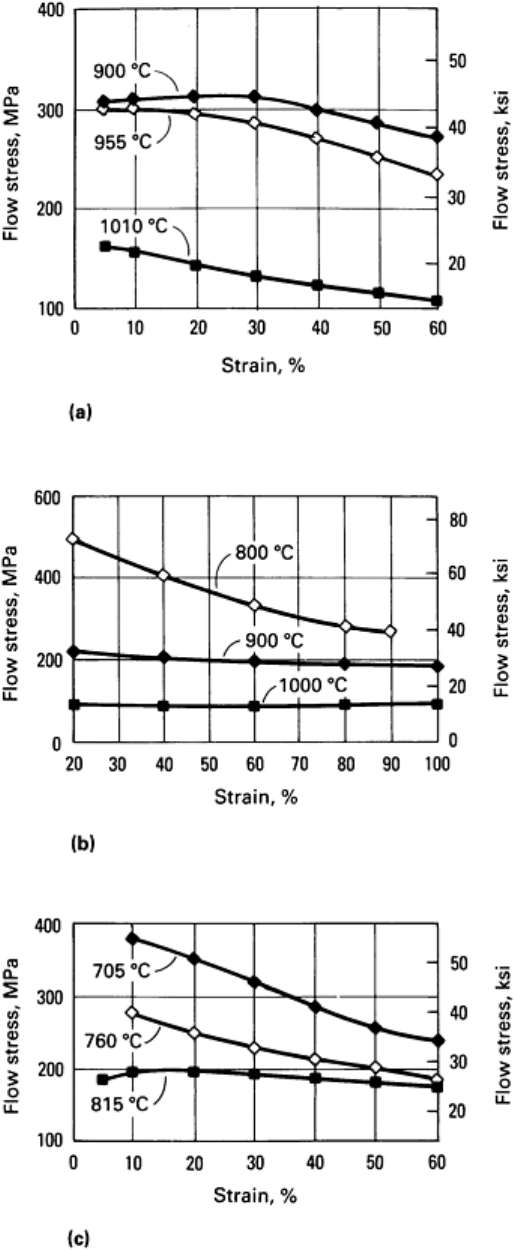
Fig. 3 Effect of forging temperature on flow stress of titanium alloys at 10/s strain rate. (a) α alloy Ti-8Al-1Mo-
1V. (b) α-β alloy Ti-6Al-4V. (c) Metastable βalloy Ti-10V-2Fe-3Al.
As with other forged materials, many titanium alloys display a strain-softening behavior at the strain rates typically used
in conventional forging techniques. As shown in Fig. 3(a) to (c), strain softening is typically observed when such alloys
are forged below their β
t
and is observed to a much lesser extent when these alloys are deformed above their β
t
(for

example, Fig. 3b and c for Ti-6Al-4V and Ti-10V-2Fe-3Al). The differences in strain-softening behavior are a function of
the differences in microstructure present during the deformation above or below the β
t
of the alloy. The equiaxed α in a β
matrix structure, typical of subtransus forging, has been found to redistribute strain and to promote dislocation movement
more effectively than acicular α in a transformed β structure, leading to increased strain softening in the former.
Flow stresses describe the lower limit of the deformation resistance of titanium alloys as represented by ideal deformation
conditions and are therefore rarely present during actual forging processes. However, flow stress information, as a
function of such forging process variables as temperature and strain rate, is useful in designing titanium alloy forging
processes. Because of other forging process variables, such as die temperature, lubrication, prior working history, and
total strain, actual forging pressures or unit pressure requirements may significantly exceed the pure flow stress of any
given alloy under similar deformation conditions.
Table 1 lists recommended metal temperatures for 27 commonly forged α, α-β, and βtitanium alloys. With some
exceptions, these alloys can be forged to the same degree of severity; however, the power and/or pressure requirements
needed to achieve a given forging shape may vary with each individual alloy and particularly with alloy class. As a
general guide, metal temperatures of β
t
- 28 °C (50 °F) for α/β forging and β
t
+ 42 °C (75 °F) for β forging, are
recommended.
Table 1 lists the recommended range of forging temperatures, with the upper limit based on prudent proximity (from
furnace temperature variations and minor composition variations) to the nominal β
t
of the alloy in the case of
conventional, sub-β
t
forging (see below) and without undue metallurgical risks in the case of super-β
t
forging (see below).
The lower limit of the specified ranges is the temperature at which forging should be discontinued in the case of open-die
forging to avoid excessive cracking and/or other surface quality problems.
Effect of Deformation Rate. Titanium alloys are highly strain rate sensitive in deformation processes such as
forging--considerably more so than aluminum alloys or alloy steels. The strain rate sensitivity for representative alloys
from each of the three classes is illustrated in Fig. 4(a) for the alloy Ti-8Al-1Mo-1V, in Fig. 4(b) for the α-β alloy Ti-
6Al-4V, and in Fig. 4(c) for the β alloy Ti-10V-2Fe-3Al. For each of these alloys, as the deformation rate is reduced from
10/s to 0.001/s, the flow stress can be reduced by up to ten times. For example, the flow stress for Ti-6Al-4V at 900 °C
(1650 °F), 50% strain, and 10/s is 205 MPa (30 ksi); at 0.001/s, the flow stress is 50 MPa (7 ksi), a fourfold reduction.
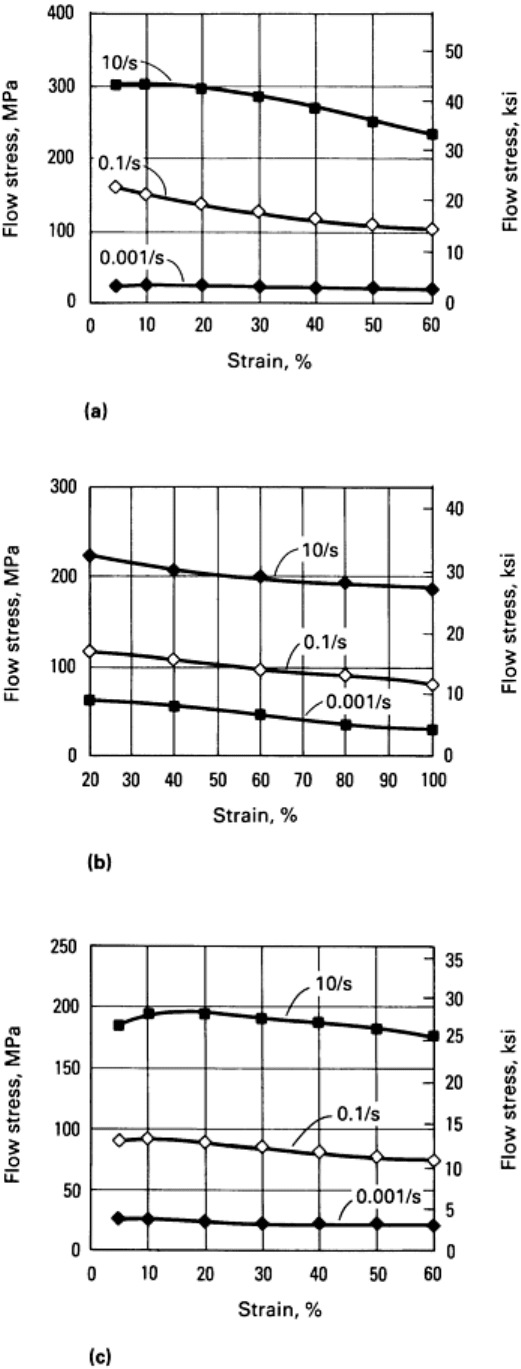
Fig. 4
Effect of three strain rates (0.001, 0.1, and 10/s) on flow stress of three titanium alloys forged at
different temperatures. (a) α alloy Ti-8Al-1Mo-1V at 955 °C (1750 °F). (b) α-β alloy Ti-6Al-
4V at 900 °C (1650
°F). (c) Metastable β alloy Ti-10V-2Fe-3Al at 815 °C (1500 °F).
From the known strain rate sensitivity of titanium alloys, it appears to be advantageous to deform these alloys at relatively
slow strain rates in order to reduce the resistance to deformation in forging; however, under the nonisothermal conditions
present in the conventional forging of titanium alloys, the temperature losses encountered by such techniques far
outweigh the benefits of forging at slow strain rates. Therefore, in the conventional forging of titanium alloys with
relatively cool dies, intermediate strain rates are typically employed as a compromise between strain rate sensitivity and
metal temperature losses in order to obtain the optimal deformation possible with a given alloy. As discussed in the article
"Isothermal and Hot-Die Forging" in this Volume, major reduction in resistance to deformation of titanium alloys can be
achieved by slow strain rate forging techniques under conditions where metal temperature losses are minimized through
dies heated to temperatures at or close to the metal temperature.
With rapid deformation rate forging techniques, such as the use of hammers and/or mechanical presses, deformation
heating during the forging process becomes important. Because titanium alloys have relatively poor coefficients of
thermal conductivity, temperature nonuniformity may result, giving rise to nonuniform deformation behavior and/or
excursions to temperatures that are undesirable for the alloy and/or final forging mechanical properties. As a result, in the
rapid strain rate forging of titanium alloys, metal temperatures are often adjusted to account for in-process heat-up, or the
forging process (sequence of blows, and so on) is controlled to minimize undesirable temperature increases, or both.
Therefore, within the forging temperature ranges out-lined in Table 1, metal temperatures for optimal titanium alloy
forging conditions are based on the type of forging equipment to be used, the strain rate to be employed, and the design of
the forging part.
Effect of Die Temperature. The dies used in the conventional forging of titanium alloys, unlike some other materials,
are heated to facilitate the forging process and to reduce metal temperature losses during the forging process--particularly
surface chilling, which may lead to inadequate die filling and/or excessive cracking. Table 2 lists the recommended die
temperatures used for several titanium alloy forging processes employing conventional die temperatures. Dies are usually
preheated to these temperature ranges using the die heating techniques discussed below. In addition, because the metal
temperature of titanium alloys exceeds that of the dies, heat transfer to the dies occurs during conventional forging,
frequently requiring that the dies be cooled to avoid die damage. Cooling techniques include wet steam, air blasts, and, in
some cases, water.
Table 2 Die temperature ranges for the conventional forging of titanium alloys
Die temperature
Forging process/equipment
°C
°F
Open-die forging
150-260
300-500
Ring rolling
95-260
200-500
Closed-die forging
Hammers 95-260
200-500
Upsetters 150-260
300-500
Mechanical presses 150-315
300-600
Screw presses 150-315
300-600
Orbital forging 150-315
300-600
Spin forging 95-315
200-600
Roll forging 95-260
200-500
Hydraulic presses 315-480
600-900
Reference cited in this section
1.
A.M. Sabroff, F.W. Boulger, and H.J.Henning, Forging Materials and Practices, Reinhold, 1968
Forging of Titanium Alloys
G.W. Kuhlman, Aluminum Company of America
Forging Methods
Titanium alloy forgings are produced by all of the forging methods currently available, including open-die (or hand)
forging, closed-die forging, upsetting, roll forging, orbital forging, spin forging, mandrel forging, ring rolling, and
forward and backward extrusion. Selection of the optimal forging method for a given forging shape is based on the
desired forging shape, the sophistication of the design of the forged shape, the cost, and the desired mechanical properties
and microstructure. In many cases, two or more forging methods are combined to achieve the desired forging shape, to
obtain the desired final part microstructure, and/or to minimize cost. For example, open-die forging frequently precedes
closed-die forging to preshape or preform the metal to conform to the subsequent closed dies, to conserve the expensive
input metal, and/or to assist in overall microstructural development.
The hot deformation processes conducted during the forging of all three classes of titanium alloys form an integral part of
the overall thermomechanical processing of these alloys to achieve the desired microstructure and therefore the first- and
second-tier mechanical properties. By the design of the working process history from ingot to billet to forging, and
particularly the selection of metal temperatures and deformation conditions during the forging process, significant
changes in the morphology of the allotropic phases of titanium alloys are achieved that in turn dictate the final mechanical
properties and characteristics of the alloy. Fundamentally, there are two principal metallurgical approaches to the forging
of titanium alloys:
• Forging the alloy predominantly below the β
t
• Forging the alloy predominantly above the β
t
However, within these fundamental approaches, there are several possible variations that blend these two techniques into
processes that are used commercially to achieve controlled microstructures that tailor the final properties of the forging to
specification requirements and/or intended service applications. The following sections in this article describe the two
basic forging techniques used for titanium alloys, particularly the α/near-α, α-β, and metastable β alloys. In fully β
stabilized alloys, manipulation of the α phase through forging process techniques is less prevalent; therefore, fully β
stabilized alloys are typically forged above the β
t
of the alloy.
Conventional (α-β) forging of titanium alloys, in addition to implying the use of die temperatures of 540 °C (1000
°F) or less, is the term used to describe a forging process in which most or all of the forging deformation is conducted at
temperatures below the β
t
of the alloy. For α, α-β, and metastable β alloys, this forging technique involves working the
material at temperatures where both α and βphases are present, with the relative amounts of each phase being dictated by
the composition of the alloy and the actual temperature used. With this forging technique, the resultant as-forged
microstructure is characterized by deformed or equiaxed primary in a transformed β matrix; the volume fraction of
primary α is dictated by the alloy composition and the actual working history and temperature (Fig. 5a). Alpha-Beta
forging is typically used to develop optimal strength/ductility combinations and optimal high/low-cycle fatigue properties.
With conventional α-β forging, the effects of working on microstructure, particularly αmorphology changes, are
cumulative; therefore, each successive α/β working operation adds to the structural changes achieved in earlier operations.
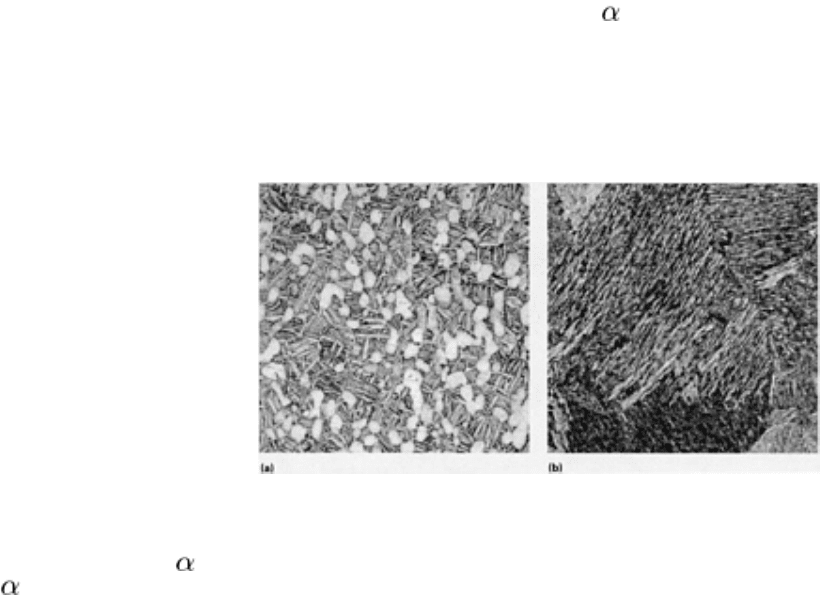
Fig. 5 Typical microstructure of forged titanium alloys. (a) α -β forging/heat treatment of alloy Ti-6Al-
4V.
Equiaxed primary in transformed β. 200×. (b) β forging of alloy Ti-6Al-4V.
Widmanstätten or acicular primary
in transformed β. 200×.
Example 1: Conventional α-β Forging of a Compressor Disk in Three Operations.
A 660 mm (26 in.) diam compressor disk, with a rim 44.5 mm (1.75 in.) thick and a web 19 mm (0.75 in.) thick was α-β
forged from Ti-6Al-4V in three operations, as follows:
• Upset forged in a 160 kN
(35,000 lbf) hammer, using a starting stock temperature of 980 °C (1800 °F)
to reduce the stock height from 250 to 75 mm (10 to 3 in.)
•
Blocked in a 160 kN (35,000 lbf) hammer to a rough contour, using a starting temperature of 955 °C
(1750 °F), reducing rim thickness to 50 mm (2 in.) and web thickness to 25 mm (1 in.)
•
Finish forged in a 160 kN (35,000 lbf) hammer to the final outline, starting at 955 °C (1750 °F),
reducing rim thickness to 44.5 mm (1.75 in.) and web thickness to 19 mm (0.75 in.)
Beta forging, as the term implies, is a forging technique for α, α-β, and metastable β alloys in which most or all of the
forging work is done at temperatures above the β
t
of the alloy. In commercial practice, β forging techniques typically
involve supertransus forging in the early and/or intermediate stages with controlled amounts of final deformation below
the β
t
of the alloy. Actual final subtransus working criteria are dependent on the alloy, the forging design, and the
mechanical property combinations sought.
In β forging, the working influences on microstructure are not fully cumulative; with each working-cooling-reheating
sequence above the β
t
, the effects of the prior working operations are at least partially lost because of recrystallization
from the transformation upon heating above the β
t
of the alloy. Beta forging techniques are used to develop
microstructures characterized by Widmanstätten or acicular primary α morphology in a transformed β matrix (Fig. 5b).
This forging process is typically used to enhance fracture-related properties, such as fracture toughness and fatigue crack
propagation resistance, and to enhance the creep resistance of α and α-β alloys. In fact, several recently developed α
alloys (such as IMI 829 and 834) are designed to be β forged to develop the desired final mechanical properties. There is
often a loss in strength and ductility with β forging as compared to α-β forging. Beta forging, particularly of α and α-β
alloys, has the advantages of significant reduction in forging unit pressures and reduced cracking tendency, but it must be