ASM Metals HandBook Vol. 14 - Forming and Forging
Подождите немного. Документ загружается.

HM21A
400-525
750-975
370-425
700-800
EK31A 370-480
700-900
345-400
650-750
Special alloys
ZE42A 290-370
550-700
300-345
575-650
ZE62 300-345
575-675
300-345
575-675
QE22A
345-385
650-725
315-370
600-700
(a)
The strain-hardening alloys must be processed on a declining temperature scale within the given range to preclude
recrystallization.
Magnesium alloys are often forged within 55 °C (100 °F) of their solidus temperature. An exception is the high-zinc alloy
ZK-60, which sometimes contains small amounts of the low-melting eutectic that forms during ingot solidification.
Forging of this alloy above about 315 °C (600 °F)--the melting point of the eutectic--can cause severe rupturing. This
problem can be minimized by holding the cast ingot for extended periods at an elevated temperature to redissolve the
eutectic and to restore a higher solidus temperature.
Forging of Magnesium Alloys
Machines and Dies
Machines. Hydraulic presses or slow-action mechanical presses are the most commonly used machines for the open-die
and closed-die forging of magnesium alloys. In these machines, magnesium alloys can be forged with small corners and
fillets and with thin web or panel sections. Corner radii of 1.6 mm ( in.), fillet radii of 4.8 mm ( in.), and panels or
webs 3.2 mm ( in.) thick are not uncommon. The draft angles required for extraction of the forgings from the dies can
be held to 3° or less.
Magnesium alloys are seldom hammer forged or forged in a rapid-action press, because they will crack unless exacting
procedures are used. Alloys ZK60A, AZ31B, and HM21A are more easily forged by these methods than AZ80A, which
is extremely difficult to forge. Cracking can occur also in moderately severe, unsupported bending.
Magnesium alloys generally flow laterally rather than longitudinally. This characteristic must be considered in the design
of tools.
Dies. Because forging temperatures for magnesium alloys are relatively low (Table 1), conventional low-alloy hot-work
tool steels are satisfactory materials for forging dies. Dies are finished to a smooth, highly polished surface to prevent
surface roughness, scratches, or imperfections on the forging. The high polish also promotes metal flow during forging.
Wet abrasive blasting and extremely fine abrasive finishing papers are used to produce a smooth finish on die-impression
surfaces.
Forging of Magnesium Alloys

Heating for Forging
In most cases, the mechanical properties developed in magnesium forgings depend on the strain hardening induced during
forging. Strain hardening is accomplished by keeping the forging temperature as low as practical; however, if
temperatures are too low, cracking will occur.
In a multiple-operation process, the forging temperature should be adjusted downward for each subsequent operation to
avoid recrystallization and grain growth. In addition to controlling grain growth, the reduction in temperature allows for
residual strain hardening after the final operation.
Heating can be done with fuel-fired or electrically heated furnaces. Inert or reducing atmospheres are not needed at
temperatures below 480 °C (900 °F).
Because forging temperatures are well below the melting points of the various alloys, no fire hazard exists when
temperatures are controlled with reasonable accuracy. However, uniformity of temperature must be maintained (at least
throughout the final heating zone), and large gradients and hot spots must be avoided in the preliminary heating zones.
Furnaces that are equipped with fans for recirculating the air within the furnace provide the greatest uniformity of heating.
Furnaces should be loaded so that air circulates readily throughout the work load. Close stacking or "cordwood" loading
should be avoided, because it will result in low temperatures at the center of the load and possibly in overheating at the
edges and exposed surfaces. Too high a temperature will cause the work metal to develop cracks from hot shortness, and
too low a temperature will cause shear cracking.
Forging of Magnesium Alloys
Die Heating
Magnesium alloys are good conductors of heat; therefore, they are readily chilled by cold dies, causing the alloys to
crack. Because die contact during forging is extensive and is maintained for a prolonged period of time, dies must be
heated to temperatures not much lower than those used to heat the stock (Table 1).
Die temperature is less critical for ring-rolling tools, because the area of contact is small and the duration of contact is
relatively short. Furthermore, temperature buildup during rolling compensates for heat loss. Ring-rolling tools, therefore,
are heated only slightly to remove chill.
Forging of Magnesium Alloys
Lubrication
The lubricant used in the forging of magnesium alloys is usually a dispersion of fine graphite in a light carrier oil or
kerosene. This lubricant is swabbed or sprayed onto the hot dies, so that the carrier burns off and leaves a light film of
graphite. Frequently, dies are lightly relubricated after billets have been partially forged. The forging billet is sometimes
dipped in the lubricant before forging. Although less convenient, lampblack may be applied directly from the sooty flame
of a torch. When low die temperatures can be employed, the use of aqueous colloidal graphite contributes to cleaner
working conditions.
Regardless of the lubricant selected, it is important that the coating of lubricant be thin and have complete coverage.
Heavy deposits of graphite adhering to a forging can present a cleaning problem, because severe pitting or galvanic
corrosion can occur if cleaning with acid is attempted. This graphite film is more readily removed by sand blasting.
Forging of Magnesium Alloys
Forging Practice
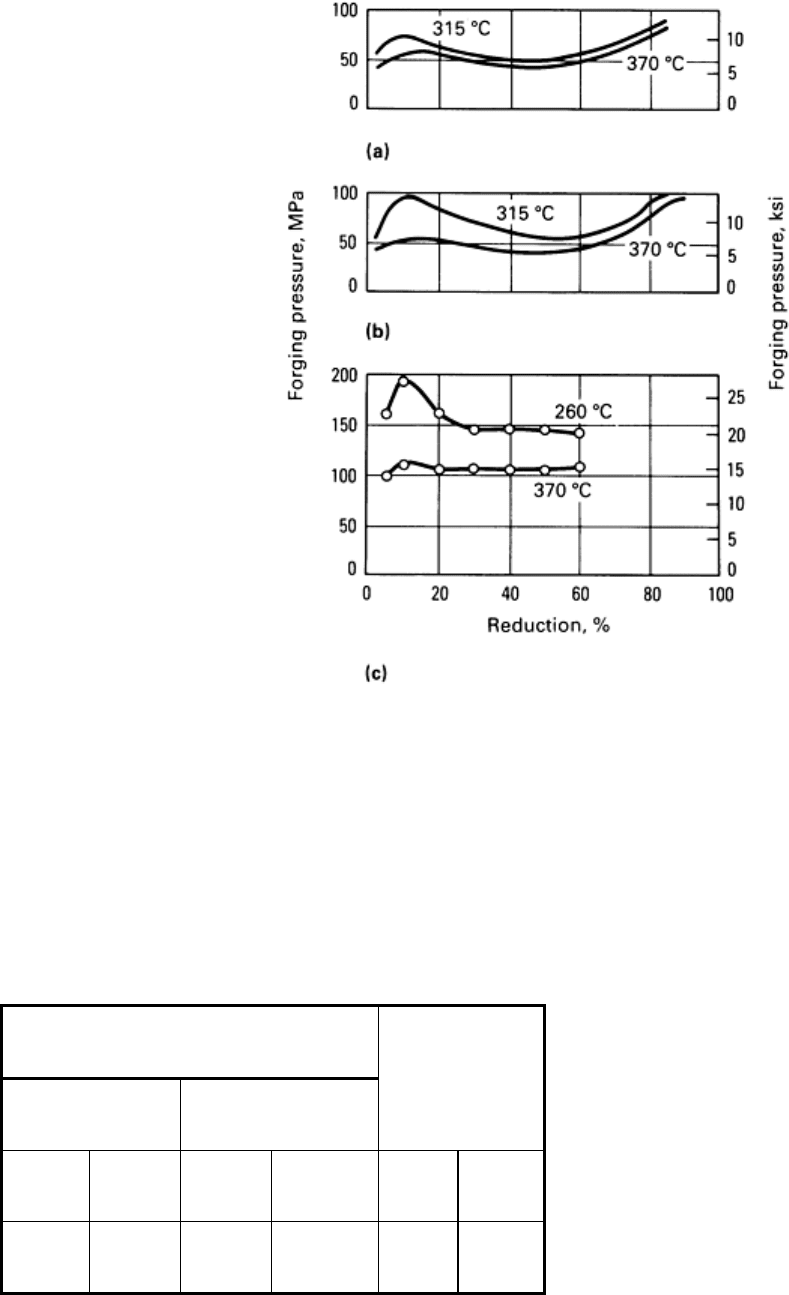
Forging pressures for the upsetting of magnesium alloy billets between flat dies are shown in Fig. 1. At normal press-
forging speeds, the forging pressure increases and then decreases slightly with increased upset reduction, probably
because work metal temperature increases during forging.
Fig. 1
Forging pressures required for the upsetting of magnesium alloy billets between flat dies. (a) Alloy
AZ80A; strain rate: 0.11 s
-1
. (b) Alloy AZ61A; strain rate: 0.11 s
-1
. (c) Alloy AZ31B; strain rate: 0.7 s
-1
.
Forging load and pressure in closed-die forging vary greatly with the shape being forged. Relatively small changes in
flash dimensions, for example, can result in appreciable changes in the forging load:
Flash dimensions
Land Thickness
Forging
load
mm in. mm in. mn
tonf
3.8 0.15 1.2 0.046 2.7
300
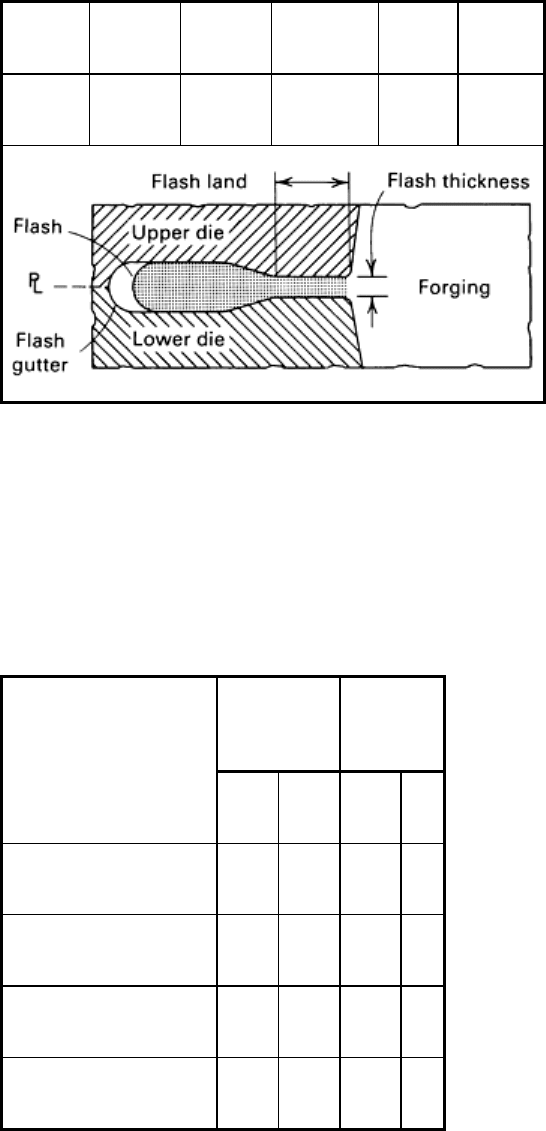
2.5 0.1 0.64 0.025 3.5
385
5.0 0.2 0.64 0.025 4.9
550
Forging temperature has a marked effect on forging pressure requirements. Figure 2 shows the magnitude of this effect
for magnesium alloy AZ31B in comparison with aluminum alloy 6061. As Table 2 shows, at normal forging
temperatures, AZ31B requires greater forging pressure than carbon steel, alloy steel, or aluminum and requires less than
stainless steel. Magnesium alloys flow less readily than aluminum into deep vertical die cavities. If two dies are needed
for a typical aluminum structural forging, the same part in a magnesium alloy may require three dies for successful
forging.
Table 2 Approximate forging pressures required for
a 10% upset reduction of various materials at normal
forging temperature in flat dies
Forging
temperature
Forging
pressure
Work metal
°C °F MPa
ksi
1020 steel 1260
2300
55
8
4340 steel 1260
2300
55
8
Aluminum alloy 6061 455 850 69
10
Magnesium alloy AZ31B
370 700 110
16
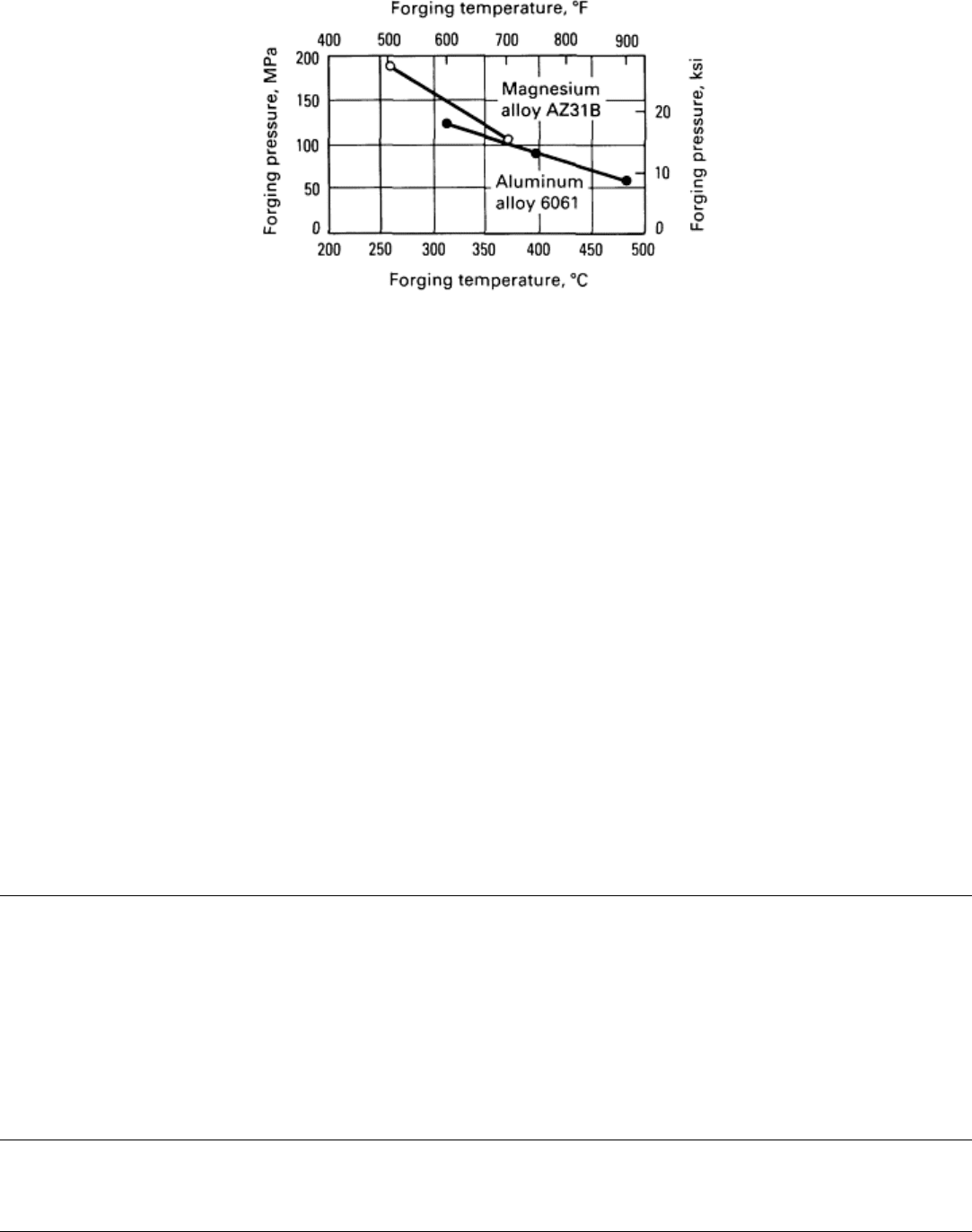
Fig. 2 Effect of forging t
emperature on forging pressure required for upsetting to a 10% reduction at hydraulic
press speeds for a magnesium alloy and an aluminum alloy.
Grain-Size Control. An important objective in the forging of magnesium alloys is to refine the grain size. Alloys that
are subject to rapid grain growth at forging temperatures (AZ31B, AZ61A, and AZ80A) are generally forged at
successively lower temperatures for each operation. Common practice is to reduce the temperature about 15 to 20 °C (25
to 35 °F) after each step. For parts containing regions that receive only small reductions, all forging is often done at the
lowest practical temperature to permit strain hardening. Grain growth in ZK60A and HM21A is slow at forging
temperatures, and there is little risk of extensive grain growth.
Cooling Practice. Magnesium alloy forgings are water quenched directly from the forging operation to prevent further
recrystallization and grain growth. With some of the age-hardening alloys, the quench retains the hardening constituents
in solution so that they are available for precipitation during subsequent aging treatments.
Trimming. When only small quantities are being processed, magnesium alloy forgings are usually trimmed cold on a
bandsaw. Hot trimming using a trimming press is done at 205 to 260 °C (400 to 500 °F).
Cleaning. Magnesium alloy forgings are usually cleaned in two steps. First, the workpiece is blast cleaned to remove
any lubricant residue. This is followed by dipping in a solution of 8% nitric acid and 2% sulfuric acid and rinsing in warm
water. The clean forgings can be dipped in a dichromate solution to inhibit corrosion if necessary.
Forging of Magnesium Alloys
Subsequent Heat Treatment
Forgings of some magnesium alloys, such as ZK21A, AZ31B, and AZ61A, are always used in the as-forged condition (F
temper). Forgings of AZ80A, ZK60A, or HM21A can be used in either the F or T5 (artificially aged) condition. Solution
treatment followed by artificial aging (T6 temper) can be used for EK31A forgings. More information on the heat treating
of magnesium alloys is available in the article "Heat Treating of Magnesium Alloys" in Heat Treating, Volume 4 of the
ASM Handbook.
Forging of Nickel-Base Alloys
Revised by H.H. Ruble, Inco Alloys International and S.L. Semiatin, Battelle Columbus Division
Introduction
NICKEL-BASE ALLOYS are often closed die forged into turbine blades, turbine disks, exhaust valves, chain hooks, heat
exchanger headers, valve bodies, and pump bodies. Shafts and seamless rings are made by open-die forging. Seamless
rings are also made by ring rolling.
Most nickel-base alloys (Table 1) are stronger and stiffer than steel. Alloy 200 (UNS N02200) and alloy 400 (UNS
N04400), however, are softer than many steels. As an indication of the relative resistance to hot deformation, Table 2 lists
the pressures developed in the roll gap at 20% reduction in hot rolling for five nickel-base alloys and two steels at four
hot-working temperatures. Higher pressures indicate greater resistance. Sufficiently powerful equipment is of particular
importance when forging alloys 800 (UNS N08800), 600 (UNS N06600), 625 (UNS N06625), and the precipitation-
hardenable alloys such as 718 (UNS N07718) and X-750 (UNS N07750). These alloys were specifically developed to
resist deformation at elevated temperatures.
Table 1 Nominal compositions of some nickel-base high-temperature alloys
Composition, %
(a)
Alloy
C Cr Mo Al Ti Co Fe B Mn Si
Other
200 0.08 . . . . . . . . . . . .
(c)
0.4
(b)
. . . 0.18 0.35
(b)
. . .
201 0.01 . . . . . . . . . . . .
(c)
0.4
(b)
. . . 0.18 0.35
(b)
. . .
301 0.15 . . . . . . 4.38 0.63
(c)
0.30 . . . 0.25 0.5
. . .
400 0.15 . . . . . . . . . . . .
(c)
1.25 . . . 1.0 0.25
. . .
K-500 0.13 . . . . . . 3.00 0.63
. . . 1.00 . . . 0.75 0.5
. . .
625 0.05 21.5
9.0 0.2 0.2 1.0
(b)
2.5 . . . 0.25 0.25
3.65 Nb + Ta
702 0.05 15.5
. . . 3.25 0.63
. . . 1.0 . . . 0.50 0.35
. . .
721 0.04 16.0
. . . . . . 3.05
. . . 4.0 . . . 2.25 0.08
. . .
722 0.04 15.5
. . . 0.70 2.38
. . . 7.0 . . . 0.50 0.35
. . .
751 0.05 15.5
. . . 1.20 2.30
. . . 7.00 . . . 0.5 0.25
0.95 Nb + Ta
800 0.05 21.0
. . . 0.38 0.38
. . . 46.0 . . . 0.75 0.50
. . .
801 0.05 20.5
. . . . . . 1.13
. . . 44.5 . . . 0.75 0.50
. . .
802 0.35 21.0
. . . 0.58 0.75
. . . 46.0 . . . 0.75 0.38
. . .
804 0.25 29.5
. . . 0.30 0.60
. . . 25.4 . . . 0.75 0.38
. . .
825 0.03 21.5
3.0 0.10 0.90
. . . 30.0 . . . 0.50 0.25
. . .
B 0.05 1.0 28.0
. . . . . . 2.5 5.5 . . . 1.0 1.0
0.4V
W 0.10 5.0 25.0
. . . . . . 1.5 5.0 . . . 0.5 0.5
0.25V
901 0.05 13.5
6.2 0.25 2.5 1.0 34.0 Trace 0.45 0.4
. . .
D-979 0.04 15.0
4.0 1.0 3.0 . . . 27.0 0.01 0.4 0.4
4.0W
X-750 0.04 15.0
. . . 0.6 2.4 0.4 6.5 . . . 0.5 0.2
0.85Nb
600 0.04 15.5
. . . . . . . . . . . . 8.2 . . . 0.5 0.2
. . .
R-235 0.10 16.0
5.5 2.0 2.5 1.9 10.0 Trace 0.25 0.5
. . .
C 0.08
(b)
16.5
16.0
. . . . . . . . . 6.0 . . . 1.0 1.0
4.5W
X 0.10 22.0
9.0 . . . . . . 1.5 18.5 . . . 0.5 0.5
0.6W
718 0.04 19.0
3.0 0.6 0.8 . . . 18.0 . . . 0.2 0.2
5.2Nb
Nimonic 90 0.07 19.5
. . . 1.4 2.4 18.0 . . . . . . 0.5 0.7
. . .
Nimonic 115 0.15 15.0
3.5 5.0 4.0 15.0 . . . . . . . . . . . .
. . .
Unitemp 1753 0.25 16.5
1.5 2.0 3.2 7.5 9.5 0.008 . . . . . .
8.5W; 0.05Zr
M252 0.11 19.0
9.5 1.0 2.5 10.0 2.5 0.005 0.20 0.30
. . .
René 41 0.09 19.0
9.6 1.5 3.2 11.0 . . . 0.005 0.01 0.02
. . .
Astroloy 0.06 15.5
5.3 4.5 3.6 15.5 0.2 0.030 0.05 0.3
. . .
Waspaloy 0.06 19.5
4.2 1.2 3.0 13.5 1.0 0.08 0.5 0.4
0.09Zr
U700 0.09 15.0
5.2 4.2 3.5 18.5 0.5 0.008 . . . . . .
. . .
U500 0.09 19.0
4.0 2.8 3.0 17.0 2.0 0.008 . . . . . .
. . .
Refractaloy 26 0.04 18.0
3.2 0.2 2.6 20.0 19.0 . . . 0.8 1.0
. . .
700 0.12 15.0
3.8 3.0 2.2 28.5 0.7 . . . 0.1 0.3
. . .
MAR-M 421 0.15 15.5
1.75
4.25 1.75
10.0 1.0 0.015 0.20
(b)
0.20
(b)
3.5W; 1.75Nb; 0.05Zr
Pyromet 860 0.05 12.6
6.0 1.25 3.0 4.0 . . . 0.010 0.05 0.05
. . .
Unitemp AF2-1DA
0.35 12.0
3.0 4.6 3.0 10.0 0.50
(b)
0.015 0.10 0.10
60W; 1.5Ta; 3.0Nb; 0.10Zr
IN-100 0.15 10.0
3.0 5.5 5.0 15.0 . . . 0.015 . . . . . .
1.0V; 0.06Zr
U710 0.07 18.0
3.0 2.5 5.0 15.0 0.5 0.02 0.10
(b)
0.20
(b)
1.5V
René 95 0.15 14.0
3.5 3.5 2.5 8.0 . . . 0.01 0.15
(b)
0.20
3.5Nb; 3.5W; 0.05Zr
706 0.06
(b)
16.0
. . . 0.4
(b)
1.8 1.0
(b)
. . . 0.006
(b)
0.35
(b)
0.35
(b)
. . .
FA375 0.17 10.0
2.5 . . . . . . 10.0 . . . 0.02 . . . . . .
4.0W
617 0.07 22.0
9.0 1.0 . . . 12.5 . . . . . . . . . . . . . . .
(a)
All compositions include balance nickel.
(b)
Maximum.
(c)
For these alloys, a balance of alloying is specified as nickel and cobalt.
Table 2 Hot-forming pressures for several nickel-base alloys
Pressures developed in the hot forming of 1020 steel and AISI type 302 stainless steel are shown for comparison.
Pressure developed at working temperature
(a)
870 °C (1800 °F)
1040 °C (1900 °F)
1095 °C (2000 °F)
1150 °C (2100 °F)
Alloy UNS No.
MPa ksi MPa ksi MPa ksi MPa
ksi
400 N04400 124 18 106 15.3 83 12 68
9.8
600 N06600 281 40.8 239 34.6 195 28.3 154
22.3
625 N06625 463 67.2 379 55 297 43 214
31
718 N07718 437 63.3 385 55.8 333 48.3 283
41
X-750 N07750 335 48.6 299 43.3 265 38.4 230
33.3
1020 steel G10200 154 22.4 126 18.3 99 14.3 71
10.3
Type 302 stainless steel
S30200 192 27.8 168 24.3 148 21.4 124 18
(a)
Pressure developed in the roll gap at 20% reduction in hot rolling
Forging of Nickel-Base Alloys
Revised by H.H. Ruble, Inco Alloys International and S.L. Semiatin, Battelle Columbus Division
Die Materials and Lubrication
The die materials used to forge nickel-base alloys are similar to those used for stainless steel (see the articles "Forging of
Stainless Steel," and "Dies and Die Materials for Hot Forging" in this Volume). The service lives of alloy steel dies used
in forging nickel alloys usually range from 3000 to 10,000 pieces.
Dies can be lubricated to facilitate removal of the workpiece after forging. Sulfur-free lubricants are necessary; those
made with colloidal graphite give good results.
Lubricants can be applied by swabbing or spraying. Spraying is preferred because it produces more uniform coverage.
Forging of Nickel-Base Alloys
Revised by H.H. Ruble, Inco Alloys International and S.L. Semiatin, Battelle Columbus Division
Heating for Forging
Nickel-base alloy billets can be induction heated or furnace heated before hot forging. Regardless of the heating method
used, the material must be cleaned of all foreign substances. Although nickel-base alloys have greater resistance to scaling
at hot-working temperatures than steels, they are more susceptible to attack by sulfur during heating. Exposure of hot
metal to sulfur must be avoided. Marking paints and crayons, die lubricants, pickling liquids, and slag and cinder that
accumulate on furnace hearths are all possible sources of sulfur and should be removed from the metal before heating.
Metal surfaces that have been attacked by sulfur at high temperatures have a distinctly burned appearance. If the attack is
severe, the material is mechanically weakened and rendered useless.
If furnace heating is used, nickel-base alloy forging preforms should be supported on metal rails or by other means in
order to avoid contamination. The metal should not touch the furnace bottom or sides. Protection against spalls from the
roof may also be necessary.
Fuels. Many standard fuels are suitable for the furnace heating of nickel-base alloys. An important requirement is that
they be of low sulfur content.
Gaseous fuels such as natural gas, manufactured gas, butane, and propane are the best fuels and should always be used if
available. They must not contain more than 2 g (30 grains) of total sulfur per 2.8 m
3
(100 ft
3
) of gas and preferably not
more than 1 g (15 grains) of total sulfur per 2.8 m
3
(100 ft
3
) of gas.
Oil is a satisfactory fuel provided it has a low sulfur content. Oil containing more than 0.5% sulfur should not be used.
Coal and coke are generally unsatisfactory, because of the difficulty in providing for proper heating conditions,
inflexibility in heat control, and excessive sulfur content.
The furnace atmosphere should be sulfur free and should be continuously maintained in a slightly reducing
condition, with 2% or more carbon monoxide. The atmosphere should not be permitted to alternate from reducing to
oxidizing. The slightly reducing condition is obtained by reducing the air supply until there is a tendency to smoke, which
indicates an excess of fuel and a reducing atmosphere. The air supply should then be increased slightly to produce a hazy
atmosphere or a soft flame. Excessive amounts of carbon monoxide or free carbon are not harmful; nickel-base alloys,
unlike steels, will not carburize under these conditions. However, a slight excess of fuel over air is all that is required, and
the closer the atmosphere is to the neutral condition, the easier it is to maintain the required temperature. The true
condition of the atmosphere is determined by analyzing gas samples taken at various points near the metal surface.
It is important that combustion take place before the mixture of fuel and air contacts the work, or the metal may be
embrittled. Proper combustion is ensured by providing ample space to burn the fuel completely before the hot gases enter
the furnace chamber.
General Guidelines for the Breakdown of Nickel-Base Alloys (Ref 1). Because of their high alloy content and
generally narrow working temperature range, nickel-base alloys must be converted from cast ingots with care. Initial
breakdown operations are generally conducted well above the γ' solvus temperature, with subsequent deformation
completed below it but still high enough to avoid excessive warm working and an unrecrystallized microstructure. The
original cast structure must be completely refined during breakdown, that is, before final forging, particularly when
substantial levels of reduction are not imposed during closed-die forging.
Good heat retention practice during ingot breakdown is an important factor in obtaining a desirable billet microstructure.
Rapid transfer of the ingot from the furnace to the forging press, as well as the use of such techniques as reheating during
breakdown, is necessary to promote sufficient recrystallization during each forging pass. In addition, it has been found
that diffusion of precipitation-hardening elements is associated with recrystallization during ingot conversion. Mechanical
factors such as cycling speed (which affects heat losses), reduction, length of pass, die design, and press capacity all
influence the degree of work penetration through the billet cross section and therefore the rate of ingot conversion.
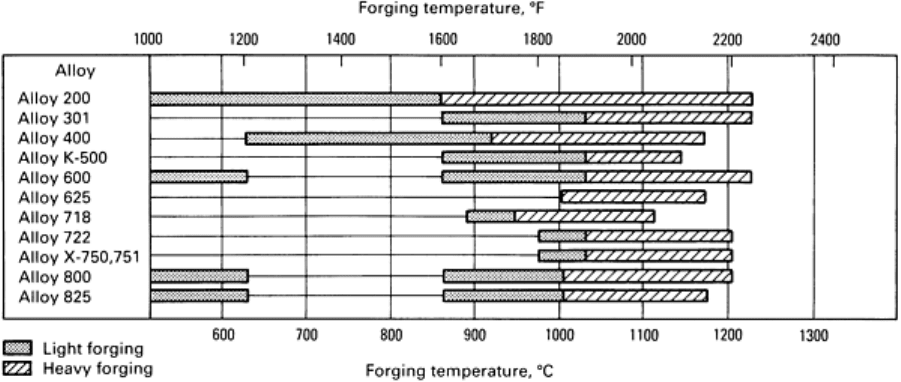
General Guidelines for the Finish Forging of Nickel-Base Alloys. Figure 1 shows the temperature ranges for
the safe forging of 12 nickel-base alloys. Use of the lower part of the temperature range may be required for the
development of specific mechanical properties.