ASM Metals HandBook Vol. 14 - Forming and Forging
Подождите немного. Документ загружается.


Rapidly solidified or mechanically alloyed powder in these alloys is consolidated into billets ranging in size from
approximately 45 kg (100 lb) to as large as 1360 kg (3000 lb) through the use of several consolidation techniques, such as
vacuum hot pressing and hot isostatic pressing. In this billet form, high-strength prealloyed P/M alloys can usually be
fabricated directly into forgings or, with other working techniques, such as rolling or extrusion, into bar or plate stock for
forging. As with aluminum-lithium alloys, the aluminum alloys produced using prealloyed P/M techniques are
considerably more expensive than the commercially used I/M 7xxx alloys. Therefore, high-definition and precision, net
shape forgings that reduce required metal input and subsequent machining are likely to be the most cost-effective forging
methods. Several of these alloys have found limited commercial application in forgings for aerospace applications that
require their unique property combinations.
Corrosion-Resistant Prealloyed P/M Aluminum Alloy Forgings. Alloy IN9052 (Table 4) is an intermediate-
strength prealloyed aluminum alloy with mechanical properties similar to those of I/M alloy 5083 but with superior
corrosion resistance. This alloy is forged at relatively low temperatures (<370 °C, or 700 °F), and its flow stress and
deformation characteristics are also similar to those of alloy 5083. As with the high-strength P/M aluminum alloys,
IN9052 is consolidated into billets and then into extruded stock prior to forging. The cost of this material suggests that
high-definition and/or precision forgings will be the most cost-effective forging type.
Elevated-Temperature Prealloyed P/M Aluminum Alloy Forgings. Several rapid-solidification techniques,
including atomization, melt spinning, and planar casting, have been used to develop a class of prealloyed aluminum alloys
with significantly improved elevated-temperature properties over those of existing wrought I/M aluminum alloys such as
2219 and 2618 and cast aluminum alloys such as A201. The nominal compositions of several of these alloys are listed in
Table 4. These alloys are being developed to provide enhanced properties in forgings in the range of 205 to 345 °C (400
to 650 °F), a temperature level that exceeds the useful capability of existing aluminum alloys, and to be competitive on a
density-compensated basis with some titanium alloys.
By virtue of their elevated-temperature capabilities, these alloys have been found to be difficult to fabricate into forgings,
displaying flow stresses up to twice that of alloy 7075 (Fig. 1). Recommended forging temperatures for these alloys have
not been completely established, but the alloys are typically forged at temperatures below 370 °C (700 °F) in order to
maintain their unique microstructural features. All of these elevated-temperature aluminum alloys are not heat treatable
and develop their mechanical properties through dispersion strengthening, intermetallic compounds, and/or work
hardening.
The working history of these alloys has also been shown to be a critical element in their suitability for fabrication. For
example, several alloys are not forgeable in the consolidated-billet form, but must be given primary working through
extrusion or other techniques. However, the forging process developmental work conducted to date has demonstrated that
these alloys can be successfully fabricated into sophisticated closed-die and annular forging shapes, including high-
definition and precision forgings. As with all expensive advanced aluminum alloy materials, these forgings may be the
most cost effective through the implementation of material and machining conservation.
Aluminum-Base Discontinuous Metal-Matrix Composites
An emerging advanced aluminum materials concept is the addition of ceramic particles, or whiskers, to aluminum-base
alloys through the use of either ingot-melting or casting and/or P/M techniques, creating a new class of materials termed
discontinuous metal-matrix composites. In these materials systems, the reinforcing material (for example, silicon carbide,
boron carbide, or boron nitride) is not continuous, but consists of discrete particles within the aluminum alloy matrix.
Unlike continuous metal-matrix composites, discontinuous metal matrix composites have been found to be workable by
all existing metalworking techniques, including forging. Addition of the reinforcement to the parent aluminum alloy
matrix, typically in volume percentages from 10 to 40%, modifies the properties of the alloy significantly. Typically,
compared to the matrix alloy and temper, such additions significantly increase the elastic and dynamic moduli, increase
strength, reduce ductility and fracture toughness, increase abrasion resistance, increase elevated-temperature properties,
and do not significantly affect corrosion resistance. Table 5 lists several of the developmental discontinuous metal-matrix
composite materials that are being evaluated in forgings. None of these materials yet has significant commercial
application; however, alloy and forging process development continues.
Table 5 Aluminum-base discontinuous metal-matrix composite materials
Producer
Type Matrix
Reinforcement
(a)
Reinforcement
loading,
alloys
vol %
2xxx SiC(p)
0-30
Alcoa P/M
7xxx SiC(p)
0-30
2014 SiC(p)
0-40
6061 SiC(p)
0-40
Dural I/M
7075 SiC(p)
0-40
2024 SiC(p)
0-40
6061 SiC(p)
0-40
7090 SiC(p)
0-40
DWA P/M
7091 SiC(p)
0-40
1100 SiC(w)/SiC(p)
0-30
6061 SiC(w)/SiC(p)
0-30
2124 SiC(w)/SiC(p)
0-30
5083 SiC(w)/SiC(p)
0-30
7075 SiC(w)/SiC(p)
0-30
7090 SiC(w)/SiC(p)
0-30
Silag P/M
7091 SiC(w)/SiC(p)
0-30
2024 SiC(w)
0-30
6061 SiC(w)
0-30
Kobe P/M-I/M
7075 SiC(w) 0-30
(a)
SiC(p), particulate reinforcement; SiC(w), whisker reinforcement
The forging evaluation of these materials suggest that reinforcing additions to existing aluminum alloys modify the
deformation behavior and increase flow stresses. The fabrication history of such materials may also be critical to their
deformation behavior in forging and final mechanical property development. Although the recommended metal
temperatures in forging these materials remain to be fully defined, current efforts suggest that temperatures higher than
those listed in Table 1 for matfix alloys are typically necessary. Forging evaluations have demonstrated that discontinuous
metal-matrix composites based on existing wrought aluminum alloys in the 2xxx, 6xxx, and 7xxx series can be
successfully forged into all forging types, including high-definition and precision closed-die forgings. Some evidence
suggests that these materials are more abusive of closed-die tooling and that die lives in forging these materials may be
shorter than is typical of the parent alloys.
Forging of Aluminum Alloys
G.W. Kuhlman, Aluminum Company of America
Aluminum Alloy Precision Forgings
Precision-forged aluminum alloys are a significant commercial forging product form that has undergone major growth in
use and has been the subject of significant technological development and capital investment by the forging industry. For
the purposes of this article, the term precision aluminum forgings will be used to identify a product that requires no
subsequent machining by the purchaser other than, in some cases, the drilling of attachment holes. Figure 10 compares
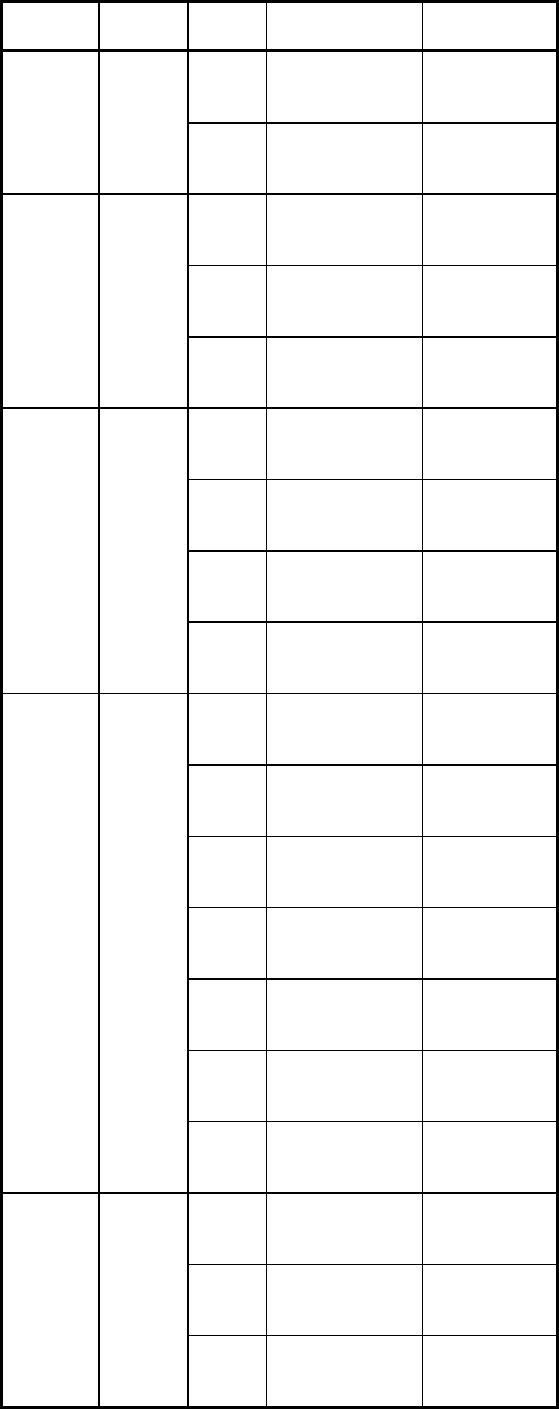
precision aluminum forging design characteristics with those of a conventional aluminum closed-die forging. Precision
aluminum forgings are produced with very thin ribs and webs; sharp corner and fillet radii; undercuts, backdraft, and/or
contours; and, frequently, multiple parting planes that may optimize grain flow characteristics.
Fig. 10 Cross sections of precision (a) and conventional (b) forgings.
Design and tolerance criteria for precision aluminum forgings have been established to provide a finished product
suitable for assembly or further fabrication. Precision aluminum forgings do not necessarily conform to the tolerances
provided by machining of other product forms; however, as outlined in Table 6, design and tolerance criteria are highly
refined in comparison to other aluminum alloy forging types and are suitable for the intended application of the product
without subsequent machining by the purchaser. If the standard design and/or tolerance criteria for precision aluminum
forgings are not sufficient, the forging producer frequently combines forging and machining to achieve the most cost-
effective method of fabricating the necessary tolerances on the finished aluminum part.
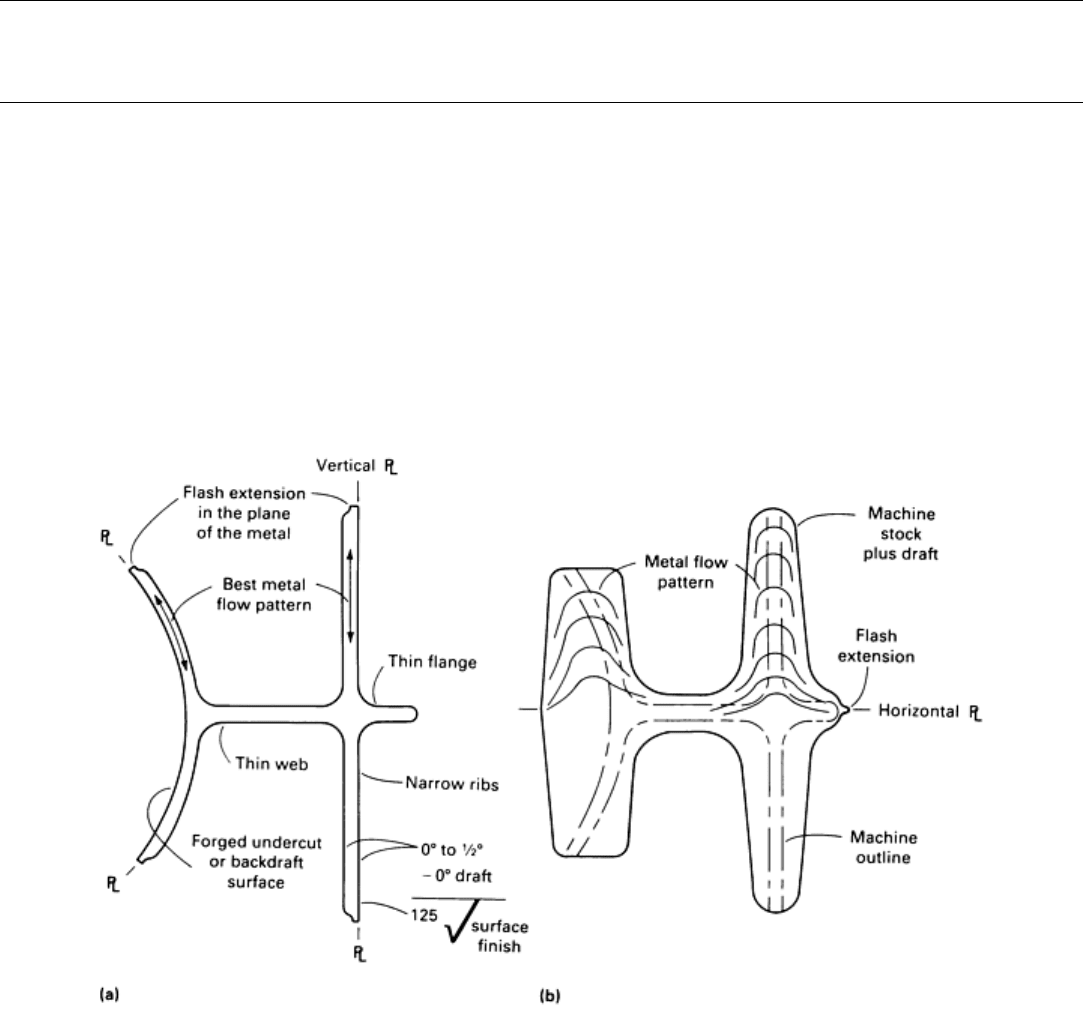
Table 6 Design and tolerance criteria for aluminum precision forgings
Characteristic Tolerance
Draft outside 0° +30', -0
Draft inside 1° +30', -0
Corner radii 1.5 ± 0.75 mm (0.060 ± 0.030 in.)
Fillet radii 3.3 ± 0.75 mm (0.130 ± 0.030 in.)
Contour ±0.38 mm (±0.015 in.)
Straightness 0.4 mm in 254 mm (0.016 in. in 10 in.)
Minimum web thickness
(a)
2.3 mm (0.090 in.)
Minimum rib thickness 2.3 mm (0.090 in.)
Length/width tolerance +0.5 mm, -0.25 mm (+0.020 in., -0.010 in.)
Die closure tolerance +0.75, -0.25 mm (+0.030, -0.010 in.)
Mismatch tolerance 0.38 mm (0.015 in.)
Flash extension 0.75 mm (0.030 in.)
(a)
Web thicknesses as small as 1.5 mm (0.060 in.) have been produced
in certain forging designs.
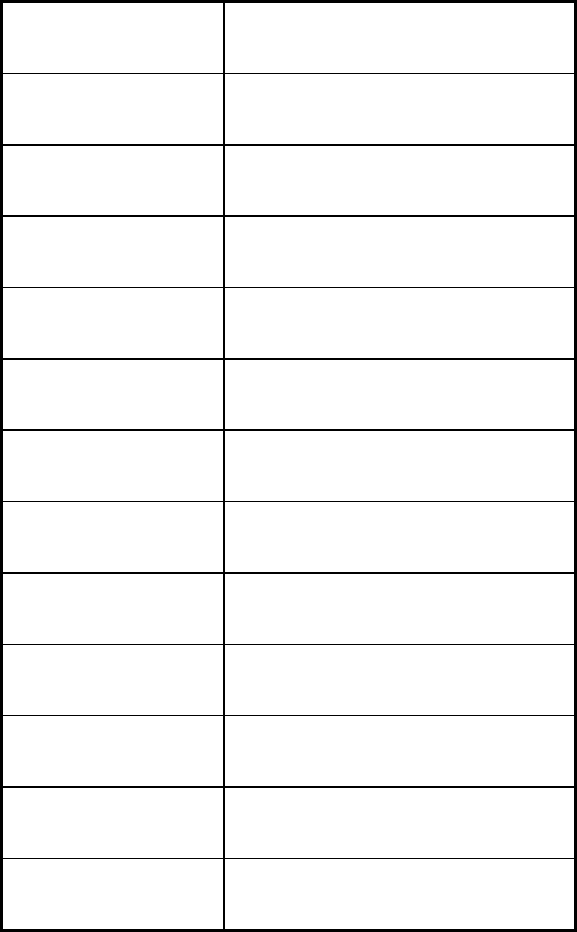
Tooling and Design. Precision aluminum forging uses several tooling concepts to achieve the desired design shape;
selection of the specific tooling concept is based on the design features of the precision-forged part. The three major
tooling systems used are illustrated in Fig. 11. A two-piece upper and lower die system (Fig. 11a) is typically employed to
precision forge shapes that can be produced with essentially horizontal parting lines. This system is very similar to the die
concepts used for the fabrication of the aluminum alloy blocker, conventional, and high-definition closed-die forgings
discussed above. The three-piece (or through-die) die system (Fig. 11b) consists of an upper die, a lower die (through-
die), and a knockout/die insert. This system is typically employed for parts without undercuts and with vertical parting
lines. The final and most complex aluminum precision-forging tooling concept is the holder (or wrap-die) system which
consists of an upper die, a lower die (or holder), and multiple, movable inserts, or wraps (Fig. 11c). The multiple-insert
holder/wrap-die system is used to produce the most sophisticated aluminum precision-forged shapes, including those with
complex contours, undercuts, and reverse drafts.
Fig. 11 Schematics of tooling concepts used in the manufacture of precision aluminum forgings. (a) Two-
piece
die system. (b) Three-piece die (through-die) system. (c) Multi-piece (wrap) die system. See also Fig. 12.
The through-die and the holder/wrap multiple-insert die systems for aluminum alloy precision forgings are critical
elements in the sophistication of the precision-forging parts that can be produced. Figure 12 provides more insight into the
components comprising these two die systems. These tooling concepts emerged in the early 1960s with the development
of aluminum alloy precision-forging technology and have since been further refined and developed to provide increases in
the size of precision part manufactured (see below).
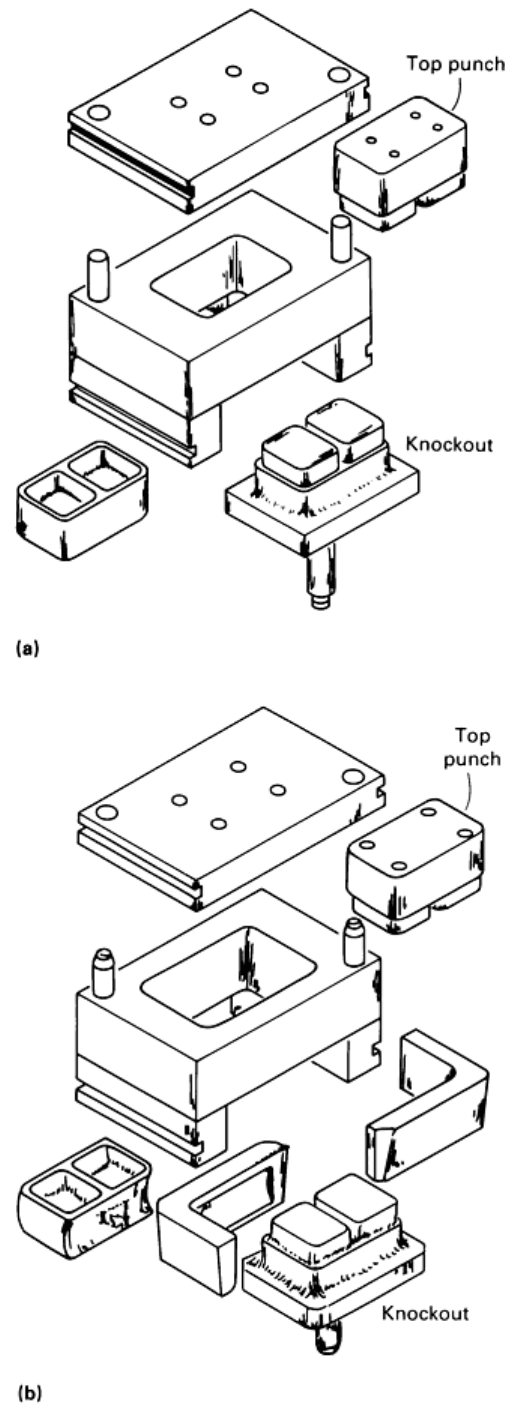
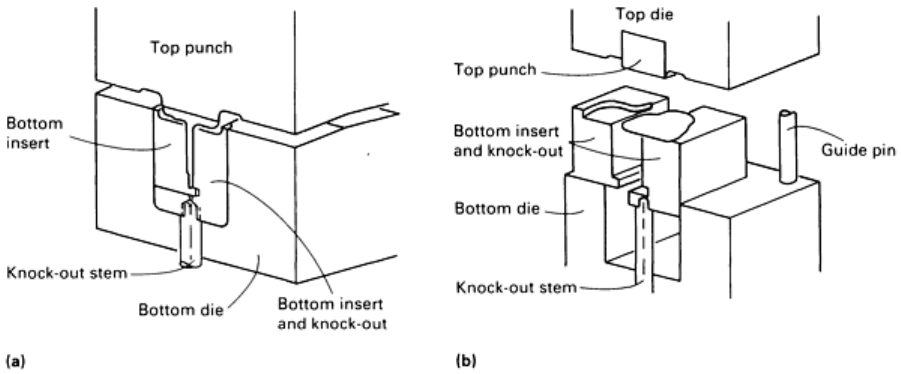
Fig. 12 Components of a three-piece (through-die) system (a) and a multi-
piece (wrap) die system (b) used
for aluminum precision forgings. Source: Document D6-72713, Boeing Company, July 1985.
Because the through-die and holder/wrap-die systems are based on the commonality of significant portions of the tooling
to a range of parts or to families of parts, the fabrication of dies for given precision forging is typically restricted to that
necessary to produce the inserts. Thus, the cost of die manufacture for precision forgings is reduced when compared to
that necessary to produce individual dies for each precision shape. However, aluminum precision-forging dies/inserts are
usually two to four times more expensive than dies for other forging types for the same part.
The holder/wrap multiple-insert die concept is a highly engineered die system that can use two to six movable segments.
Extraction of the part is achieved by lateral opening of the segments (wraps) once they have cleared the bottom die
holder. Figure 13 illustrates the components of the wrap-die system first when the part has been forged (Fig. 13a) and
then during extraction of the completed forging (Fig. 13b).
Fig. 13 Multi-
piece (wrap) die system (a) during forging. (b) After forging, the die system opens to allow
extraction of the completed part.
Aluminum alloy precision-forging part and tooling design are engineering-intensive activities that draw heavily on the
experience of forging engineers and require interchange between producer and user to define the optimal precision-
forging design for utilization, producibility, and cost control. As discussed in the section "Die Materials, Design, and
Manufacture" in this article, computer-aided design, computer-aided manufacture, and computer-aided engineering
(CAE) technologies have been found to be particularly effective in design and tooling manufacture activities for precision
forgings to improve the design process, to assist in necessary forging process definition, and to reduce the costs of tooling
manufacture.
The die materials used in dies, holders, and inserts for precision aluminum forgings are typically of the ASM 6F2 and 6G
types. In some cases, inserts for high-volume precision aluminum alloy forgings are produced from hot-work grades, such
as H12 and H13. Tooling for precision aluminum alloy forgings is produced by using the same techniques described
above for other aluminum alloy forging types; however, CNC direct die sinking or electrical discharge machining has
been found to be particularly effective for the manufacture of the close-tolerance tooling demanded by the design and
tolerance criteria for precision aluminum alloy forgings.
Processing. Precision aluminum forgings can be produced from wrought stock, preformed shapes, or blocker shapes,
depending on the complexity of the part, the tooling system being used, and cost considerations. Precision aluminum
forgings are usually produced with multiple operations in finish dies; trimming, etching, and repair are conducted
between operations.
Precision aluminum forgings are typically produced on hydraulic presses, although in some cases mechanical and/or
screw presses have been effectively employed. Until recently, most precision aluminum forgings were produced on small-
to-intermediate hydraulic presses with capacities in the range of 9 to 900 kN (1 to 100 tonf); however, as the size of
precision parts demanded by users has increased, heavy hydraulic presses in the range of 135 to 310,000 kN (15 to 35,000
tonf) have been added or upgraded to produce this product. Forging process criteria for precision aluminum forgings are
similar to those described above for other aluminum alloy forging types, although the metal and die temperatures used are
usually controlled to near the upper limits of the temperature ranges outlined in Tables 1 and 2 to enhance producibility
and to minimize forging pressures. The three-die systems described above are heated with state-of-the-art die heating
techniques. As with other aluminum forging processes, die lubrication is a critical element in precision aluminum forging,
and the die lubricants employed, although of the same genetic graphite-mineral oil formulations used for other aluminum
forging processes, frequently use other organic and inorganic compounds tailored to the process demands.
Because of the design sophistication of precision aluminum forgings, this aluminum forging product is not supplied in
mechanically stress-relieved tempers. However, because of the thin sections and the design complexity of this product,
controlled quench rates following solution treatment, using such techniques as synthetic quenchants, are routinely
employed to reduce residual stresses in the final product and/or to reduce distortion and necessary straightening to meet
dimensional tolerances. In-process and final inspection for precision aluminum forgings are the same as described above
for other forging products, including extensive use of automated inspection equipment, such as coordinate-measuring
machines.
Precision aluminum forgings are frequently supplied as a completely finished product that is ready for assembly. In such
cases, the producer may use both conventional and nonconventional machining techniques, such as chemical milling,
along with forging to achieve the most cost-effective finished shape. Further, the forging producer may apply a wide
variety of surface-finishing and coating processes to this product as specified by the purchaser.
Technology Development and Cost Effectiveness. Table 7 presents a summary of the history and future of the
state-of-the-art in the size of aluminum precision forging producible. Within the last 5 years, the size that can be
fabricated to the design and tolerance criteria listed in Table 6 has nearly doubled from 1775 cm
2
(275 in.
2
) for H cross
sections to more than 2580 cm
2
(400 in.
2
) through enhancements of the precision aluminum forging process and
equipment by forging producers. The precision forging shown in Fig. 14 illustrates the very large precision aluminum
shapes being fabricated commercially. The difficult H cross-sectional forging shown in Fig. 14 has a plan view area of
2840 cm
2
(440 in.
2
). This part incorporates some machining in its manufacture in selected regions where standard
precision-forging tolerances were insufficient for assembly. Critical elements in projected changes in the state-of-the-art
for aluminum precision parts are enhanced precision forging process control CAD/CAM/CAE technologies, advanced
and/or integrated manufacturing technologies, and advanced die heating and die lubrication systems.
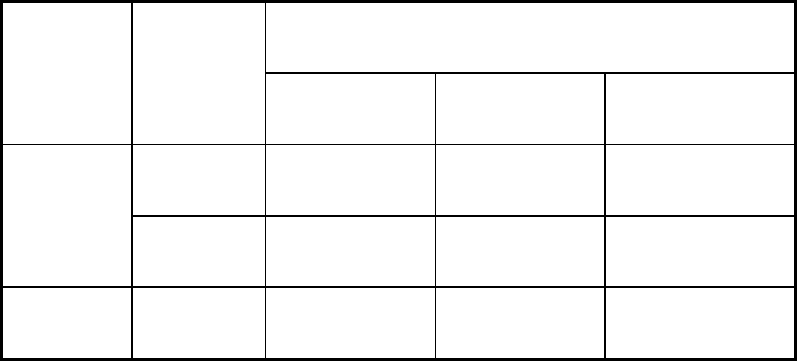
Table 7 Capabilities of the precision aluminum forging process based on part size
Maximum size that can be processed Forging type Feature
Past Present Future
Plan view area
2580 cm
2
(400 in.
2
)
3870 cm
2
(600 in.
2
)
>6450 cm
2
(1000 in.
2
)
T or U section
Length 1015 mm (40 in.) 1525 mm (60 in.) >2540 mm (100 in.)
H section Plan view area
1775 cm
2
(275 in.
2
)
2580 cm
2
(400 in.
2
)
>3870 cm
2
(600 in.
2
)
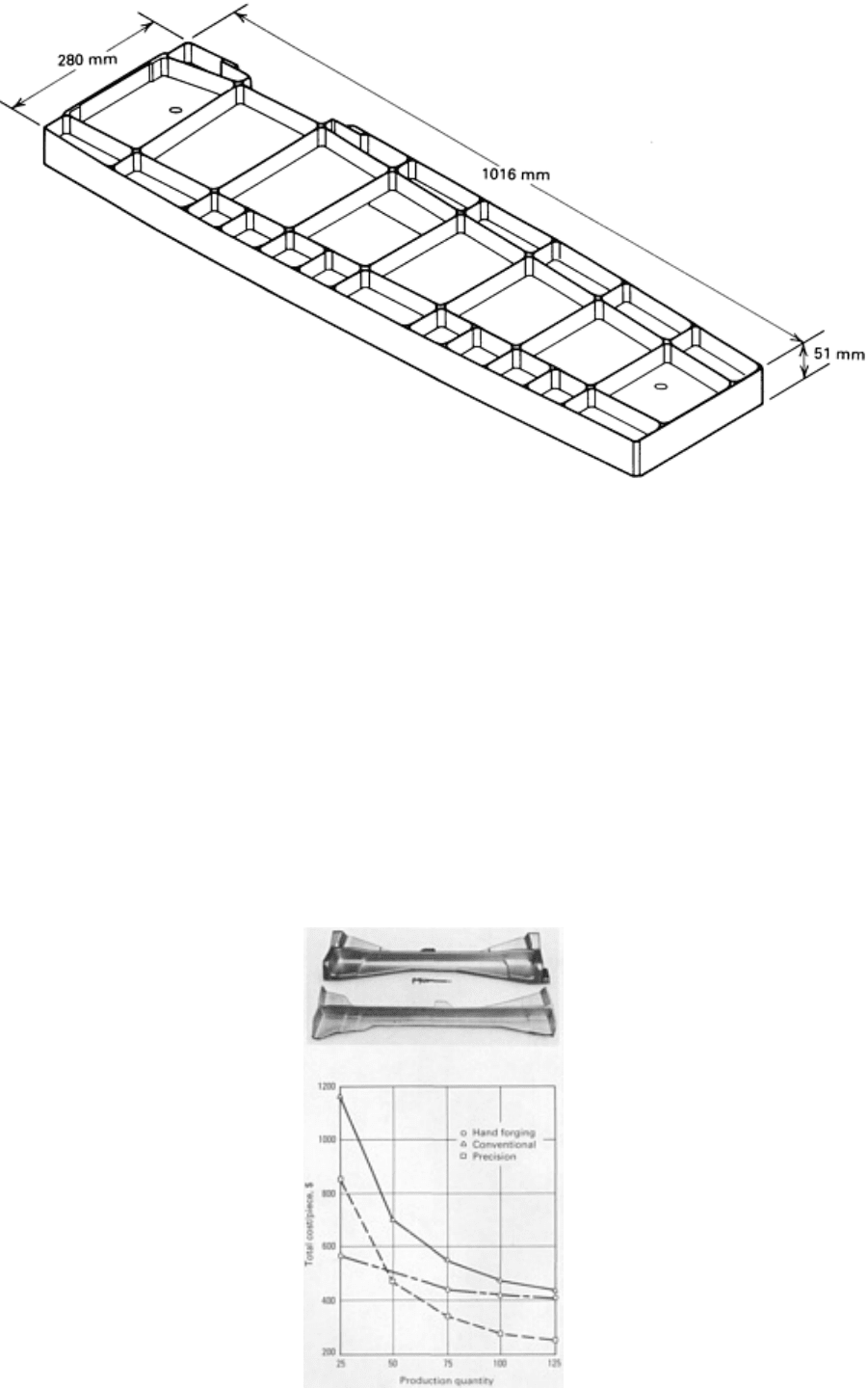
Fig. 14 Very large aluminum alloy 7075-T73 H section precision forging. Plan view area: 2840 cm
2
(440 in.
2
);
ribs 2 to 2.5 mm (0.080 to 0.100 in.) thick, 51 mm (2 in.) deep; webs typically 3 mm (0.120 in.), 2 mm (0.080
in.) in selected areas; finished weight: 5.6 kg (12.3 lb).
Selection of precision aluminum forging from the candidate methods of achieving a final aluminum alloy shape is based
on value analyses for the individual shape in question. Figure 15 presents a cost comparison for a channel-type aluminum
alloy part machined from plate, as machined from a conventional aluminum forging, and produced as a precision forging;
costs as a function of production quantity include application of all material, tooling, setup, and fabrication costs. The
breakeven point for the precision-forging method versus a conventional forging occurs with a quantity of 50 pieces, and
when compared to the cost of machining the part from plate, the precision forging is always less expensive. Figure 15 also
illustrates the potential cost advantages of precision aluminum alloy forgings. It has generally been found that precision
aluminum forgings are highly cost effective when alternate fabrication techniques include multiple-axis machining in
order to achieve the final part.
Fig. 15 Cost comparison for the manufacture of an aluminum alloy 7075-T73 component.
Recent forging industry and user evaluations have shown that precision aluminum forgings can reduce final part costs by
up to 80 to 90% in comparison to machined plate and 60 to 70% in comparison to machined conventional forgings.
Machining labor can be reduced by up to 90 to 95%. With such possible cost reductions in existing aluminum alloys and
with the advent of more costly advanced aluminum materials, it is evident that further growth of precision aluminum
forging use can be anticipated.
Forging of Aluminum Alloys
G.W. Kuhlman, Aluminum Company of America
References
1. T.G. Byrer, Ed., Forging Handbook, Forging Industry Assoc
iation and American Society for Metals, 1985,
p 34-69
2. J.E. Hatch, Ed., Aluminum: Properties and Physical Metallurgy, American Society for Metals, 1984, p 134-
199
Forging of Copper and Copper Alloys
Robert A. Campbell, Mueller Brass Company
Introduction
COPPER AND COPPER ALLOY FORGINGS offer a number of advantages over parts produced by other processes,
including high strength as a result of working, closer tolerances than competing processes such as sand casting, and
modest overall cost. The most forgeable copper alloy, forging brass (alloy C37700), can be forged into a given shape with
substantially less force than that required to forge the same shape from low-carbon steel. A less forgeable copper alloy,
such as an aluminum bronze, can be forged with approximately the same force as that required for low-carbon steel.
Copper and copper alloy forgings, particularly brass forgings, are used in valves, fittings, refrigeration components, and
other high-pressure liquid and gas handling applications. High-strength bronze forgings find application as mechanical
parts such as gears, bearings, and hydraulic pumps.
Closed-Die Forging. Most copper alloy forgings are produced in closed dies. The sequence of operations is the same
as that used for forging a similar shape from steel, that is, fullering, blocking, and finishing, as required (see the article
"Closed-Die Forging in Hammers and Presses" in this Volume). However, it is estimated that 90% of the forgings
produced from forging brass are forged completely in one or two blows in a finishing die. The starting slugs or blanks are
usually cut from extruded bars or tubes to eliminate the blocking operation. Excessive flash is produced, but it is easily
trimmed and remelted. In the forging of parts of mild to medium severity, in plants where remelting facilities are
available, cutting slugs from bars or tubes is usually the least expensive approach. However, in plants that do not remelt
their scrap, the flash must be sold as scrap, and it is sometimes more economical to use blocking. Figure 1 illustrates
forged copper alloy parts in a variety of configurations.