ASM Metals HandBook Vol. 14 - Forming and Forging
Подождите немного. Документ загружается.

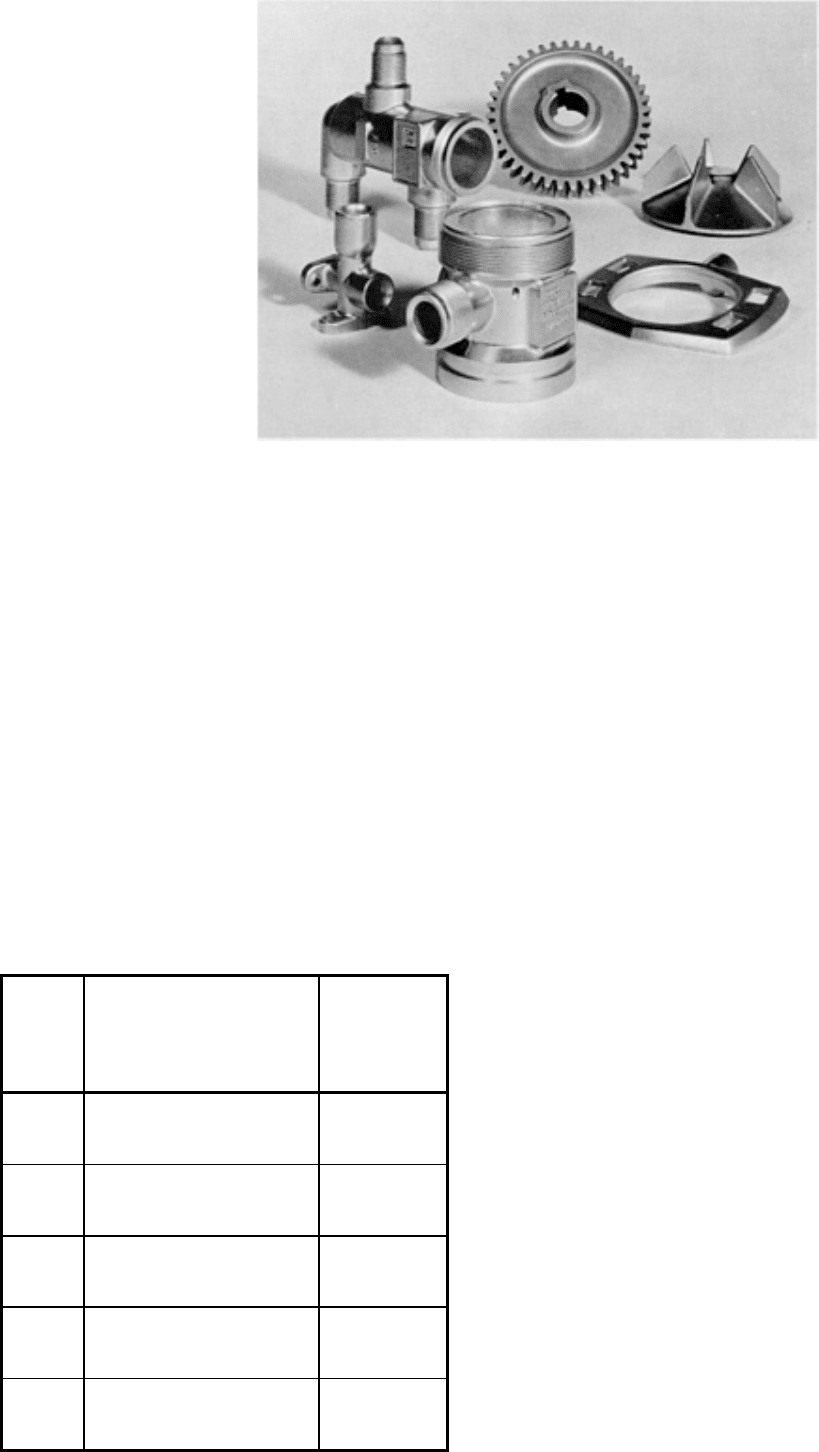
Fig. 1 Copper alloy parts made by closed-die forging. Courtesy of Mueller Brass Company
Cylindrical slugs are sometimes partially flattened before forging to promote better flow and consequently better filling of
an impression. This can usually be done at room temperature between flat dies in a hammer or a press. A rectangular slug
is occasionally obtained by extruding rectangular-section bar stock and sawing slugs from it.
Upset forging is used less frequently for copper alloys than for steels, primarily because copper alloys are so easily
extruded. A part having a long shaftlike section and a larger-diameter head can often be made at less cost by extruding the
smaller cross section from a larger one than by starting with a small cross section and upsetting to obtain the head.
In the upsetting of copper alloys, the same rule applies for maximum unsupported length as is used for steels, that is, not
more than three times stock diameter. For the forging of brass, single-blow upsetting as severe as 3 to 1 (upset three times
starting diameter) is considered reasonable. In practice, however, upsets of this severity are rare. The degree of allowable
upset for other copper alloys is somewhat less than that for forging brass, generally in proportion to forgeability (Table 1).
Table 1 Relative forgeability ratings of commonly forged copper alloys
Ratings are in terms of the most forgeable alloy, forging brass (C37700).
Alloy Nominal composition
Relative
forgeability
(a)
,
%
C10200
99.95 min Cu
65
C10400
Cu-0.027 Ag
65
C11000
99.9 min Cu
65
C11300
Cu-0.027Ag + O
65
C14500
Cu-0.65Te-0.008P
65
C18200
Cu-0.10Fe-0. 90Cr-0.10
Si-0.05Pb
80
C37700
Cu-38Zn-2Pb
100
C46400
Cu-39.2Zn-0.8Sn
90
C48200
Cu-38Zn-0.8Sn-0.7Pb
90
C48500
Cu-37.5Zn-1.8Pb-0.7Sn
90
C62300
Cu-10Al-3Fe
75
C63000
Cu-10Al-5Ni-3Fe
75
C63200
Cu-9Al-5Ni-4Fe
70
C64200
Cu-7Al-1.8Si
80
C65500
Cu-3Si
40
C67500
Cu-39Zn-1.4Fe-1Si-0.1Mn
80
(a)
Takes into consideration such factors as pressure, die wear, and hot plasticity
In most designs, the amount of upset can be reduced by using slugs cut from specially shaped extrusions or by using one
or more blocking impressions in the forging sequence. Additional information on upset forging is available in the article
"Hot Upset Forging" in this Volume.
Ring rolling is sometimes used as a means of saving material when producing ring gears or similar ringlike parts. The
techniques are essentially the same as those used for steel and are described in detail in the article "Ring Rolling" in this
Volume. Temperatures are the same as those for forging the same alloy in closed dies.
Cost usually governs the minimum practical size for ring rolling. Most rings up to 305 mm (12 in.) in outside diameter are
more economically produced in closed dies. However, if the face width is less than about 25 mm (1 in.) it is often less
expensive to produce rings no larger than 203 mm (8 in.) in outside diameter by the rolling technique. The alloy being
forged is also a factor in selecting ring rolling or closed-die forging. For example, alloys such as beryllium copper that are
difficult to forge are better adapted to ring rolling. For these alloys, ring rolling is sometimes used for sizes smaller than
the minimum practical for the more easily forged alloys.
Forging of Copper and Copper Alloys
Robert A. Campbell, Mueller Brass Company
Forging Alloys
Copper C12200 and the copper alloys most commonly forged are listed in Table 1. They comprise at least 90% of all
commercially produced copper alloy forgings. Forging brass, the least difficult alloy to forge, has been assigned an
arbitrary forgeability rating of 100.
Table 2 Recommended die materials for the forging of copper alloys
Part configurations of varying severity are shown in Fig. 2.
Total quantity to be forged
100-10,000
10,000
Maximum severity
Die material
Hardness, HB
Die material
Hardness, HB
Hammer forging
Part 1 H11
6G, 6F2
405-433
341-375
H12
405-448
Part 2 6G, 6F2 341-375 6G, 6F2
H12
(a)
341-375
405-448
Part 3 6G, 6F2 269-293 6G, 6F2
302-331
Part 4 H11 405-433 H11
405-433
Part 5 6G, 6F2 302-331 6G, 6F2
(b)
302-331
Press forging
Part 1 H12
6G, 6F2
477-514
341-375
H12
477-514
Part 2 6G, 6F2 341-375 H12
477-514
Part 3
Part normally is not press forged from copper alloys
Part 4 H11 405-433 6G, 6F2
(c)
341-375
(a)
Recommended for long runs--for example, 50,000 pieces.
(b)
With either steel, use H12 insert at 405-448 HB.
(c)
With either steel, use H12 insert at 429-448 HB.
Some copper alloys cannot be forged to any significant degree, because they will crack. Leaded copper-zinc alloys, such
as architectural bronze, which may contain more than 2.5% Pb, are seldom recommended for hot forging. Although lead
content improves metal flow, it promotes cracking in those areas of a forging, particularly deep-extruded areas, that are
not completely supported by, or enclosed in, the dies. This does not mean that the lead-containing alloys cannot be forged,
but rather that the design of the forging may have to be modified to avoid cracking.
The solubility of lead in -brass at forging temperatures is about 2% maximum, but lead is insoluble in -brass at all
temperatures. Consequently, although a lead content of up to 2.5% is permissible in Cu-40Zn - brasses, lead in excess
of 0.10% in a Cu-30Zn -brass will contribute to catastrophic cracking.
Other copper alloys, such as the copper-nickels, can be forged only with greater difficulty and at higher cost. The copper-
nickels, primarily because of their higher forging temperatures, are sometimes heated in a controlled atmosphere, thus
complicating the process. The silicon bronzes, because of their high forging temperatures and their compositions, cause
more rapid die deterioration than the common forging alloys.
Forging of Copper and Copper Alloys
Robert A. Campbell, Mueller Brass Company
Machines
Most copper alloy forgings are produced in crank-type mechanical presses. With these presses, the production rate is
high, and less operator skill is needed and less draft is required than in forging copper alloys in hammers.
Press size is normally based on the projected (plan) area of the part, including flash. The rule of thumb is 0.5 kN of
capacity per square millimeter of projected area (40 tonf/in.
2
). Therefore, a forging with a projected area of 32.2 cm
2
(5
in.
2
) will require a minimum of 1780 kN (200 tonf) capacity for forgings of up to medium severity. If the part is
complicated (for example, with deep, thin ribs), the capacity must be increased.
Speed of the press is not critical in forging copper alloys, but minimum duration of contact between the hot forging and
the die is desirable to increase die life. Detailed information on hammers and presses is available in the articles "Hammers
and Presses for Forging" and "Selection of Forging Equipment" in this Volume.
Forging of Copper and Copper Alloys
Robert A. Campbell, Mueller Brass Company
Dies
Dies designed for forging copper or copper alloys usually differ from those designed for forging the same shapes from
steel, as follows:
• The draft angle can be decreased for forging copper (3° max and often less than 3°)
• The die cavity is usually machined to dimensions that are 0.005 in./in. less than those for forging steels
• The die cavity is usually polished to a better surface finish for forging copper and copper alloys
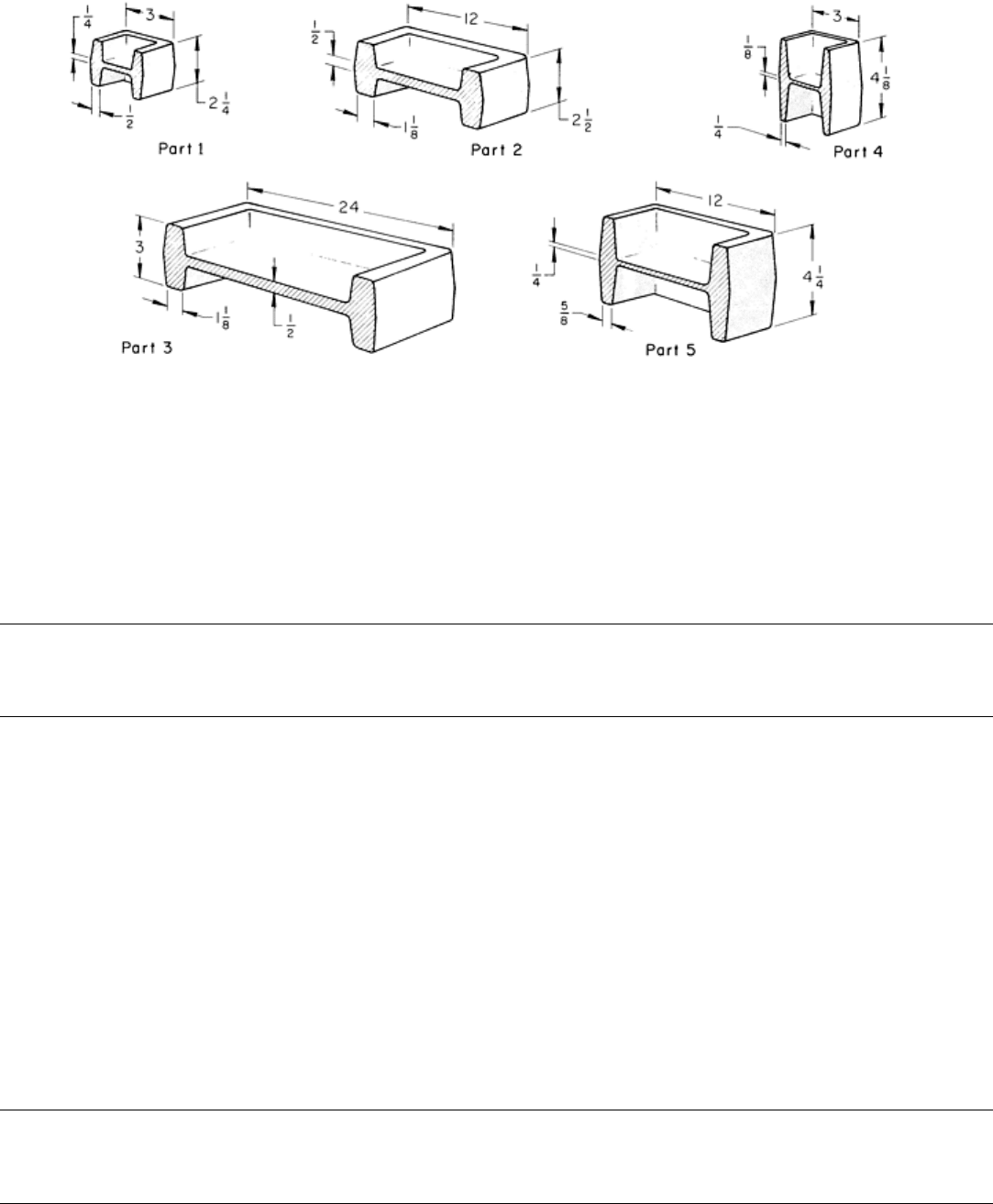
Die materials and hardnesses selected for forging copper alloys depend on part configuration (forging severity) and
number of parts to be produced. Figure 2 illustrates the forging severities of parts listed in Table 2.
Fig. 2 Forged copper alloy parts of varying severity. See Table 2 for recommended die materials.
Whether the dies are made entirely from a hot-work steel such as H11 or H12 or whether or not inserts are used depends
largely on the size of the die. Common practice is to make the inserts from a hot-work steel and to press them into rings or
holders made from a low-alloy die block steel (Table 2) or L6 tool steel. Hardness of the ring or holder is seldom critical;
a range of 341 to 375 HB is typical. Details on the selection of die material and data on die wear and life are available in
the article "Dies and Die Materials for Hot Forging" in this Volume.
Forging of Copper and Copper Alloys
Robert A. Campbell, Mueller Brass Company
Preparation of Stock
The two methods most often used for cutting stock into slugs for forging are shearing and sawing.
Shearing is faster than other methods of cutting stock. In addition, no material is wasted in kerf. However, the ends of
sheared stock are rougher than those of sawed sections. Rough or torn ends usually cannot be permitted, because forging
defects are likely to nucleate from the rough ends. If shearing is used, best practice is to condition the sheared ends--for
example, with a radiusing machine.
Sawing with circular saws having carbide-tipped blades is widely used as a method of preparing stock because sawed
ends are usually in much better condition than sheared ends. The principal disadvantage of sawing is the loss of metal
because of the kerf. In addition, if the burrs left by sawing are not removed, defects are likely to develop in the forging.
Deburring of the saw sections by grinding, radiusing or barrel tumbling is always recommended.
Forging of Copper and Copper Alloys
Robert A. Campbell, Mueller Brass Company
Heating of Billets or Slugs
Optimal forging temperature ranges for ten alloys are given in Table 3. Atmosphere protection during billet heating is not
required for most alloys, especially when forging temperatures are below 705 °C (1300 °F). For temperatures toward the
top of the range in Table 3, a protective atmosphere is desirable and is sometimes required. An exothermic atmosphere is
usually the least costly, and it is satisfactory for heating copper alloys at temperatures above 705 °C (1300 °F).
Table 3 Recommended forging temperature ranges for copper alloys
Temperature range
Alloy
°C
°F
C12200
730-845
1350-1550
C18200
650-760
1200-1400
C37700
650-760
1200-1400
C46400
595-705
1100-1300
C62400
705-815
1300-1500
C64200
730-900
1350-1650
C67000
595-705
1100-1300
C67300
595-730
1100-1350
C67400
595-730
1100-1350
Gas-fired furnaces are almost always used, and furnace design is seldom critical. Open-fired conveyor chain or belt types
are those most commonly used.
Any type of pyrometric control that can maintain temperature within ±5 °C (± 10 °F) is suitable. As billets are discharged,
a periodic check with a prod-type pyrometer should be made. This permits a quick comparison of billet temperature with
furnace temperature.
Heating Time. The time at temperature is critical for all copper alloys, although to varying degrees among the different
alloys. For forging brass (alloy C37700), the time is least critical, but for aluminum bronze, naval brass, and copper, it is
most critical. Time in excess of that required to bring the billet uniformly to forging temperature is detrimental, because it
causes grain growth and increases the amount of scale.
Reheating Practice. When forging in hammers, all of the impressions are usually made in one pair of dies, and
reheating is rarely required. In press forging, particularly in high-production applications, blocking is often done
separately, followed by trimming before the forging is completed. The operations are likely to be performed in different
presses; therefore the partially completed forging is reheated to the temperature originally used.
Forging of Copper and Copper Alloys
Robert A. Campbell, Mueller Brass Company
Heating of Dies
Dies are always heated for forging copper and copper alloys, although because of the good forgeability of copper alloys,
die temperature is generally less critical than for forging aluminum. Dies are seldom preheated in ovens. Heating is
usually accomplished by ring burners. Optimal die temperatures vary from 150 to 315 °C (300 to 600 °F), depending on
the forging temperature of the specific alloy. For alloys having low forging temperatures, a die temperature of 150 °C
(300 °F) is sufficient. Die temperature is increased to as much as 315 °C (600 °F) for the alloys having the highest forging
temperatures shown in Table 3.
Forging of Copper and Copper Alloys
Robert A. Campbell, Mueller Brass Company
Lubricants
Dies should be lubricated before each forging operation. A spray of colloidal graphite and water is usually adequate.
Many installations include a spray that operates automatically, timed with the press stroke. However, the spray is often
inadequate for deep cavities and is supplemented by swabbing with a conventional forging oil.
Forging of Copper and Copper Alloys
Robert A. Campbell, Mueller Brass Company
Trimming
Brass forgings are nearly always trimmed at room temperature. Because the forces imposed on the trimming tools are less
than those for trimming steel forgings, the trimming of brass forgings seldom poses problems. Large forgings, especially
in small quantities, are commonly trimmed by sawing off the flash and punching or machining the web sections.
Trimming tools usually are used for trimming large quantities, especially of small forgings that are relatively intricate and
require several punchouts.
Materials for trimming dies vary considerably among different plants. In some plants, it is common practice for
normal trimming to make the punch from low-alloy die steel at a hardness of 46 to 50 HRC. One reason for using this
steel is economy; the punches are often made from pieces of worn or broken dies. Blades for normal trimming are
sometimes made by hardfacing low-carbon steels such as 1020.
In other plants both punches and blades are made from L6 steel and are heat treated to 52 to 56 HRC. Worn tools of this
material can be repaired by welding with an L6 rod, remachining, and heat treating; O1 tool steel heat treated to 58 to 60
HRC has also been used for punches and blades for cold trimming. When close trimming is required, blades and punches
fabricated from a high-alloy tool steel such as D2, hardened to 58 to 60 HRC, will give better results and longer life.
Hot trimming is sometimes used for one or both of the following reasons:
• For alloys such as aluminum bronzes that are brittle at room temperature
• When flash is heavy and sufficient power is not available for cold trimming
Hot trimming is usually done at 425 °C (800 °F).
Because of the lower forces involved, tools for hot trimming are simpler than those for cold trimming. Although the tool
materials discussed above can also be used for hot trimming, unhardened low-carbon steel will usually suffice as a punch
material. The same grade of steel with a hardfacing is commonly used as blade material.
Forging of Copper and Copper Alloys
Robert A. Campbell, Mueller Brass Company
Cleaning
Scale and excess lubricants are easily removed from copper and copper alloy forgings by chemical cleaning. Pickling in
dilute sulfuric acid is the most common method for cleaning brass and most other copper alloy forgings, although
hydrochloric acid can also be used. The compositions of sulfuric and hydrochloric acid solutions, the pickling procedures,
and the typical uses are given in Table 4.
Table 4 Cleaning solutions and conditions for copper and copper alloy forgings
Solution Composition Use
temperature,
°C (°F)
Uses
Sulfuric acid 4-15 vol% H
2
SO
4
(1.83 specific gravity);
rem H
2
O
Room-60 (140)
Removal of black copper oxide scale from brass
forgings; removal of oxide from copper forgings
Hydrochloric
acid
40-90 vol% HCl (35% conc); rem H
2
O Room
Removal of scale and tarnish from brass forgings;
removal of oxide from copper forgings
"Scale" dip A 40% conc HNO
3
; 30% conc H
2
SO
4
; 0.5%
conc HCl; rem H
2
O
Room
Used with pickle and "bright" dip to give a bright,
lustrous finish to copper and copper alloy forgings
"Scale" dip B 50% conc HNO
3
; rem H
2
O Room
Used with pickle and "bright" dip to give bright,
lustrous finish to copper and copper alloy forgings
"Bright" dip 25 vol% conc HNO
3
; 60 vol% conc
H
2
SO
4
; 0.2% conc HCl; rem H
2
O
Room Used with pickle and "scale" dip to give bright,
lustrous finish to copper and copper alloy forgings
Aluminum bronzes form a tough, adherent aluminum oxide film during forging. An effective method of cleaning
aluminum bronze forgings is first to immerse them in a 10% solution (by weight) of sodium hydroxide in water at 75 °C
(170 °F) for 2 to 6 min. After rinsing in water, the forgings are pickled in acid solutions in the same way as brasses.
Alloys containing substantial amounts of silicon may form oxides of silicon removable only by hydrofluoric acid or a
proprietary fluorine-bearing compound. Alloys containing appreciable quantities of nickel are difficult to pickle in
solutions used for brasses, because nickel oxide has a limited solubility in these solutions. For these alloys, billets should
be heated in a controlled atmosphere, so that scale is kept to a minimum and can be removed by using the practice
outlined above and in Table 4 for brass.
Other methods of chemical cleaning can be used, depending largely on the desired finish. Additional information is
available in the article "Surface Engineering of Copper and Copper Alloys" in Surface Engineering, Volume 5 of the ASM
Handbook.
Appearance. When a bright, lustrous finish is desired, the metal can be pickled in the sulfuric or hydrochloric acid
pickles listed in Table 4 and then given two additional dips. Pickling removes surface oxides, and the second dip, a
"scale" dip, prepares the metal for the "bright" dip that follows. "Scale" dips and "bright" dips are mixtures of sulfuric and
nitric acids in proportions that vary widely from plant to plant. Generally, nitric acid accelerates the action of the dip,
while sulfuric acid slows it down. These solutions are used at room temperature. Parts are first dipped in the "scale" dip,
rinsed in water, dipped in the "bright" solution, rinsed in cold running water, and then rinsed in hot water and dried.
Compositions of "scale" and "bright" dips are listed in Table 4.
Surface Finish. In normal practice, the surface finish of cleaned forgings is expected to be 5 m (200 in.) or better.
By more precise control, a finish of 2.5 m (100 in.) or better can be obtained. Die finish is the major factor affecting
the surface finish of forgings. The type of alloy forged and the amount of draft have a minor influence on surface finish.
Forging of Copper and Copper Alloys
Robert A. Campbell, Mueller Brass Company
Minimum-Draft Forgings
Zero-draft forgings can be produced from copper alloys, but are usually impractical. However, the minimum-draft
concept is a practical approach for producing locating and clamping surfaces for machining operations, mating surfaces in
assemblies, or other functional shapes where dimensional tolerances on such surfaces are broad enough to include normal
forging tolerances but too close for normal draft angles.
Forging Design. The most obvious consideration is that any shape that has a negative draft angle would be impossible
to eject without damage to the die or workpiece. With zero draft, the smallest error of form or dimension can damage the
die and the workpiece. Therefore, a draft angle of ° should be considered the absolute minimum for production forging.
This very small amount of positive draft is sufficient to eliminate the possibility of negative draft while producing
forgings that have essentially zero draft.
Tolerances on closed-die forgings are normally ±0.25 mm (±0.010 in.) or better for small-to-medium forgings. It can be
seen from Table 5 that a small draft angle can easily be accommodated within these tolerance limits. For example, a draft
of ° would produce a taper of only 0.083 mm (0.00327 in.) on each side of a cavity 19 mm ( in.) deep. Because the
total taper of 0.166 mm (0.00654 in.) (both sides of the cavity) would be less than the usual 0.51 mm (0.020 in.) total
tolerance on the cavity diameter, the part would be within tolerance for a specification of parallel sides.
Table 5 Relation of draft angle to draft for minimum-draft forgings
Draft angle,
degrees
Draft, in./in.
Total taper on
diameter, in./in.
0.00219
0.00438
0.00436
0.00872
0.00873
0.01746
1 0.01745 0.03490
Die Design. Conventional forging practice calls for draft angles of 2° or more on press forgings and up to 5 to 7° for
hammer forgings. Draft angles of 1° or less increase cost. In general, as the draft angle is decreased, more force is
required to eject the forging from the die cavity or to withdraw the punch from a hole. Conventional forgings can usually
be ejected by a simple knockout pin. This method is not practical for minimum-draft forgings, because pin pressure would
be sufficient to damage the part.
Ejection of minimum-draft forgings is nearly always accomplished through the use of inserted dies built on die cushions
to provide a secondary action within the die. This provides a stripper action to the die so that ejection pressure is
distributed over an entire surface rather than concentrated on a pin. Such double-action dies are more expensive to build
and to maintain than solid dies, and their use slows the production rate.
Alloy Selection. Draft angles have no effect on the relative forgeability of copper-base alloys. Any alloy that can be
forged by conventional means can be forged to minimum draft angles.
Forging of Magnesium Alloys
Introduction
The forgeability of magnesium alloys depends on three factors: the solidus temperature of the alloy, the deformation rate,
and the grain size. Only forging-grade billet or bar stock should be used in order to ensure good workability. This type of
product has been conditioned and inspected to eliminate surface defects that could open during forging, and it has been
homogenized by the supplier to ensure good forgeability. Table 1 lists the compositions of magnesium alloys that are
commonly forged, along with their forging temperatures.
Table 1 Recommended forging temperature ranges for magnesium alloys
Recommended forging temperature
(a)
Workpiece
Forging dies
Alloy
°C °F °C
°F
Commercial alloys
ZK21A 300-370
575-700
260-315
500-600
AZ61A 315-370
600-700
290-345
550-650
AZ31B 290-345
550-650
260-315
500-600
High-strength alloys
ZK60A 290-385
550-725
205-290
400-550
AZ80A 290-400
550-750
205-290
400-550
Elevated-temperature alloys