ASM Metals HandBook Vol. 14 - Forming and Forging
Подождите немного. Документ загружается.

Introduction to Forming and Forging Processes
S.L. Semiatin, Battelle Columbus Division
Classification of Metalworking Processes
In metalworking, an initially simple part--a billet or a blanked sheet, for example--is plastically deformed between tools
(or dies) to obtain the desired final configuration. Metal-forming processes are usually classified according to two broad
categories:
• Bulk, or massive, forming operations
• Sheet forming operations
*
In both types of process, the surfaces of the deforming metal and the tools are in contact, and friction between them may
have a major influence on material flow. In bulk forming, the input material is in billet, rod, or slab form, and the surface-
to-volume ratio in the formed part increases considerably under the action of largely compressive loading. In sheet
forming, on the other hand, a piece of sheet metal is plastically deformed by tensile loads into a three-dimensional shape,
often without significant changes in sheet thickness or surface characteristic.
Processes that fall under the category of bulk forming have the following distinguishing features (Ref 1):
•
The deforming material, or workpiece, undergoes large plastic (permanent) deformation, resulting in an
appreciable change in shape or cross section
•
The portion of the workpiece undergoing plastic deformation is generally much larger than the portion
undergoing elastic deformation; therefore, elastic recovery after deformation is negligible
Examples of generic bulk forming processes are extrusion, forging, rolling, and drawing. Specific bulk forming processes
are listed in Table 1.
Table 1 Classification of bulk (massive) forming processes
Forging
Closed-die forging with flash
Closed-die forging without flash
Coining
Electro-upsetting
Forward extrusion forging
Backward extrusion forging
Hobbing
Isothermal forging
Nosing
Open-die forging
Rotary (orbital) forging
Precision forging
Metal powder forging
Radial forging
Upsetting
Rolling
Sheet rolling
Shape rolling
Tube rolling
Ring rolling
Rotary tube piercing
Gear rolling
Roll forging
Cross rolling
Surface rolling
Shear forming
Tube reducing
Extrusion
Nonlubricated hot extrusion
Lubricated direct hot extrusion
Hydrostatic extrusion
Drawing
Drawing
Drawing with rolls
Ironing
Tube sinking
Source: Ref 1
The characteristics of sheet metal forming processes are as follows (Ref 1):
• The workpiece is a sheet or a part fabricated from a sheet
• The deformation usually causes significant changes in the shape, but not the cross-
sectional area, of the
sheet.
•
In some cases, the magnitudes of the plastic and the elastic (recoverable) deformations are comparable;
therefore, elastic recovery or springback may be significant.
Examples of processes that fall under the category of sheet metal forming are deep drawing, stretching, bending, and
rubber-pad forming. Other processes are listed in Table 2.
Table 2 Classification of sheet metal forming processes
Bending and straight flanging
Brake bending
Roll bending
Surface contouring of sheet
Contour stretch forming (stretch forming)
Androforming
Age forming
Creep forming
Die-quench forming
Bulging
Vacuum forming
Linear stretch forming (stretch forming)
Linear roll forming (roll forming)
Deep recessing and flanging
Spinning (and roller flanging)
Deep drawing
Rubber-pad forming
Marform process
Rubber-diaphragm hydroforming (fluid cell forming or fluid forming)
Shallow recessing
Dimpling
Drop hammer forming
Electromagnetic forming
Explosive forming
Joggling
Source: Ref 1
Reference cited in this section
1.
T. Altan, S.I. Oh, and H.L. Gegel, Metal Forming: Fundamentals and Applications, American Society fo
r
Metals, 1983
Note cited in this section
*
Sheet forming is also referred to as forming. In the broadest and most accepted sense, however, the term
forming is used to described bulk as well as sheet forming processes.
Introduction to Forming and Forging Processes
S.L. Semiatin, Battelle Columbus Division
Types of Metalworking Equipment
The various forming processes discussed above are associated with a large variety of forming machines or equipment,
including the following (Ref 1):
• Rolling mills for plate, strip, and shapes
• Machines for profile rolling from strip
• Ring-rolling machines
• Thread-rolling and surface-rolling machines
• Magnetic and explosive forming machines
• Draw benches for tube and rod; wire- and rod-drawing machines
• Machines for pressing-type operations (presses)
Among those listed above, pressing-type machines are the most widely used and are applied to both bulk and sheet
forming processes. These machines can be classified into three types: load-restricted machines (hydraulic presses), stroke-
restricted machines (crank and eccentric, or mechanical, presses), and energy-restricted machines (hammers and screw
presses). The significant characteristics of pressing-type machines comprise all machine design and performance data that
are pertinent to the economical use of the machine. These characteristics include:
• Characteristics for load and energy: Av
ailable load, available energy, and efficiency factor (which
equals the energy available for workpiece deformation/energy supplied to the machine)
• Time-related characteristics:
Number of strokes per minute, contact time under pressure, and velocity
under pressure.
• Characteristics for accuracy: For example, deflection of the ram and frame, particularly under off-
center
loading, and press stiffness
Reference cited in this section
1.
T. Altan, S.I. Oh, and H.L. Gegel, Metal Forming: Fundamentals and Applications,
American Society for
Metals, 1983
Introduction to Forming and Forging Processes
S.L. Semiatin, Battelle Columbus Division
Recent Developments in Metalworking
Over the last 20 years, metalworking practice has seen advances with regard to the development of new processes and
new materials, the understanding and control of material response during forming, and the application of sophisticated
process design tools. Some of these technological advances will be summarized in the following sections in this article.
New Processes
A number of processes have recently been introduced or accepted. These include a variety of forging processes, such as
radial, precision, rotary, metal powder, and isothermal forging, as well as sheet forming processes, such as superplastic
forming. Laser cutting and abrasive waterjet cutting of sheet and plate materials are also finding increased use. Each of
these processes is described in greater detail in subsequent articles in this Volume.
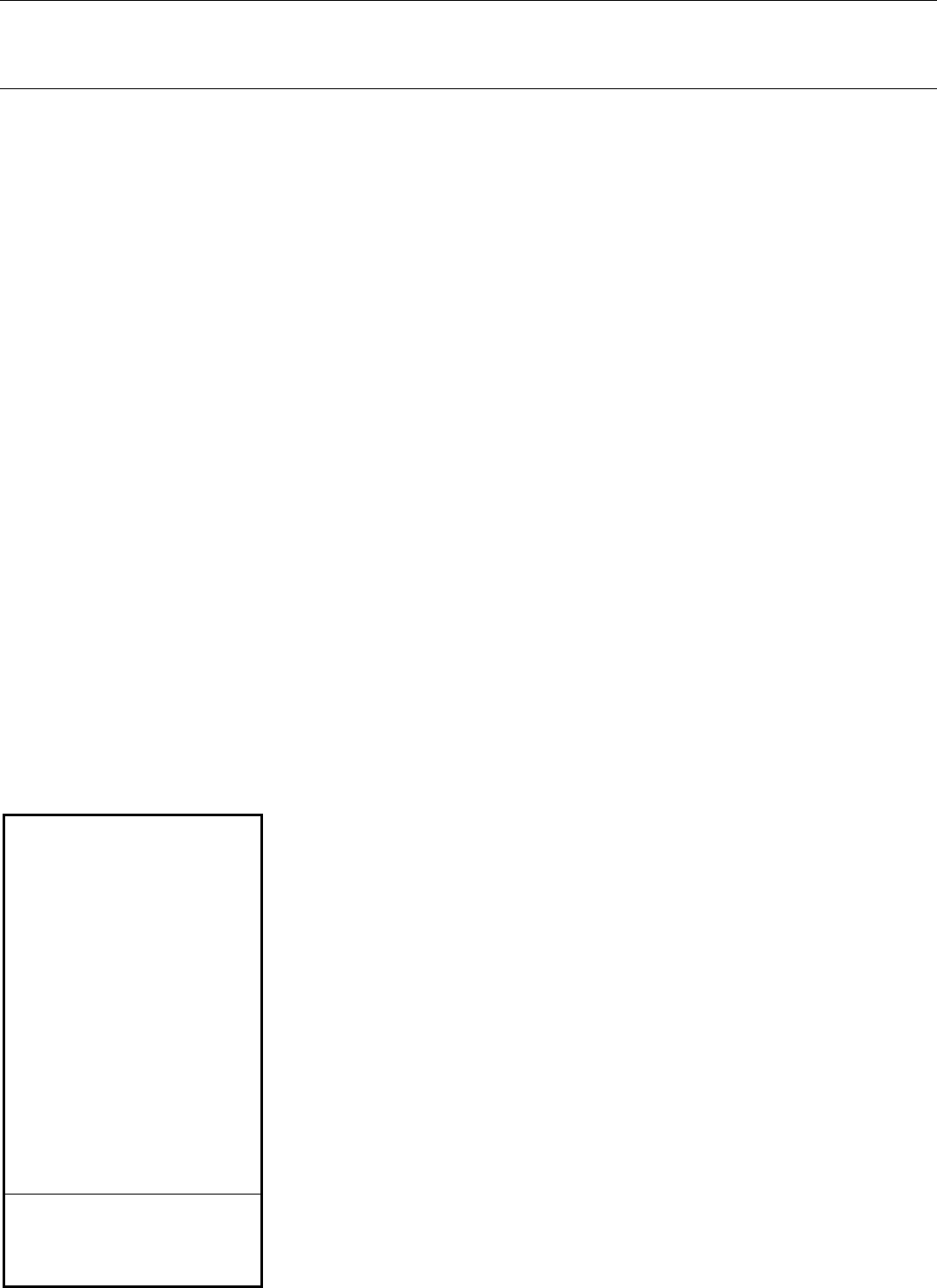
Radial forging is a technique that is most often used to manufacture axisymmetrical parts, such as gun barrels. Radial
forging machines (Fig. 1) use the radial hot- or cold-forging principle with three, four, or six hammers to produce solid or
hollow round, square, rectangular, or profiled sections. The machines used for forging large gun barrels are of a
horizontal type and can size the bore of the gun barrel to the exact rifling that is machined on the mandrel. Products
produced by radial forging often have improved mechanical and metallurgical properties as compared to those produced
by other, more conventional techniques.
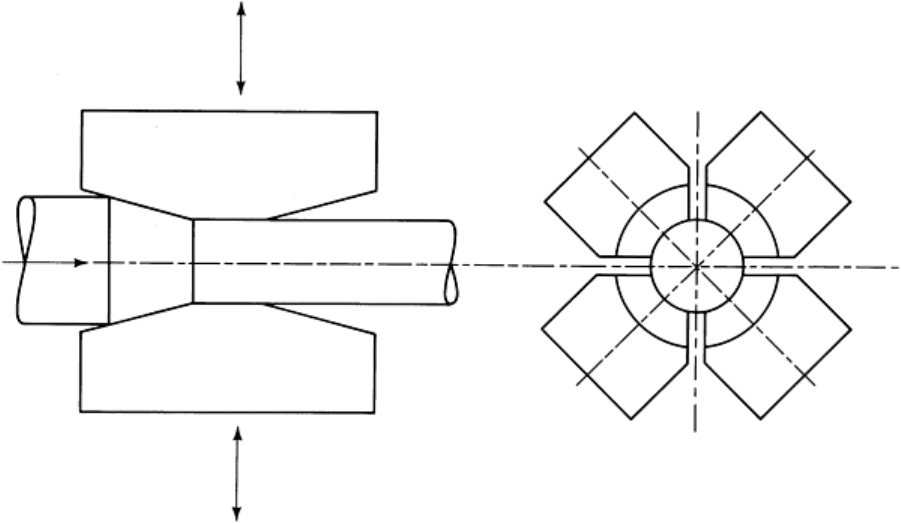
Fig. 1 Workpiece and tooling configurations for radial forging. Source: Ref 2.
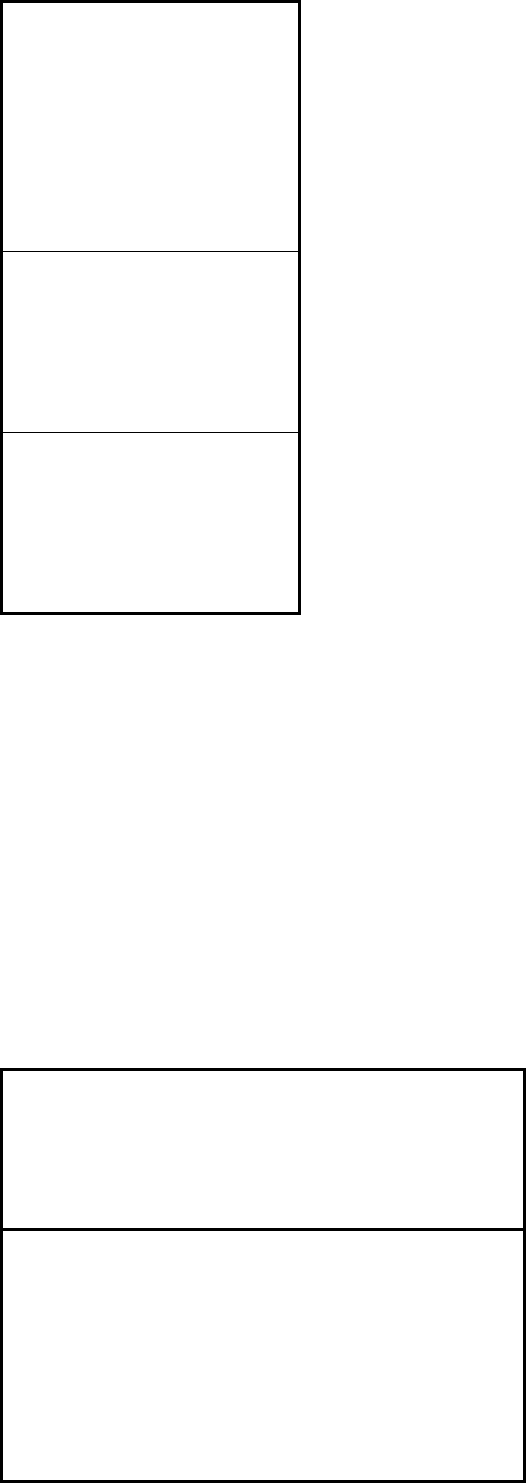
Rotary, or orbital, forging is a two-die forging process that deforms only a small portion of the workpiece at a time
in a continuous manner. As shown in Fig. 2, the axis of the upper die is tilted at a slight angle with respect to the axis of
the lower die, causing the forging force to be applied to only a small area of the workpiece. As one die rotates relative to
the other, the contact area between die and workpiece (called the footprint) continually progresses through the workpiece
until the final shape is obtained. The tilt angle between the two dies has a major effect on the size of the footprint and
therefore on the amount of forging force applied to the workpiece. Rotary forging requires as little as one-tenth the force
needed for conventional forging processes. The smaller forging forces result in lower die and machine deflections and
therefore in the ability to make intricate parts to a high degree of accuracy.
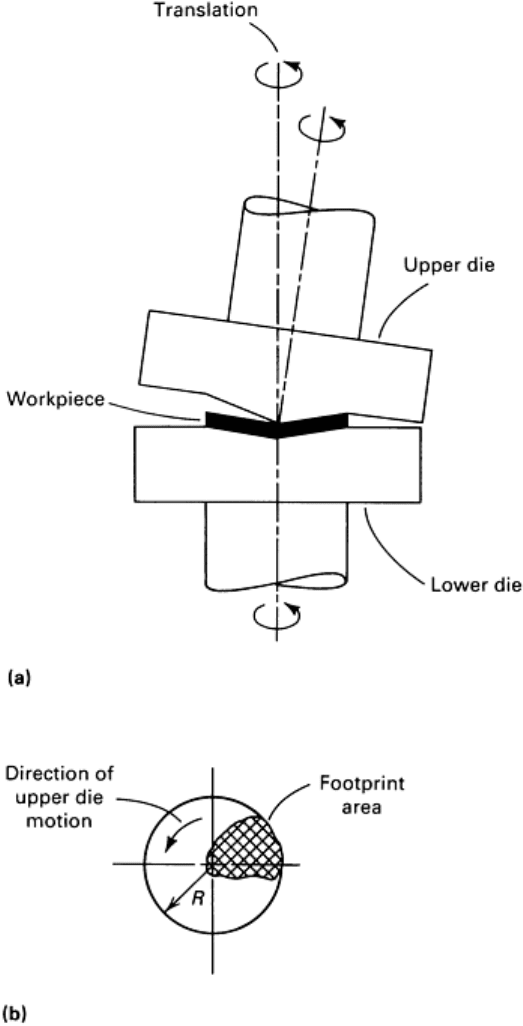
Fig. 2 Rotary (orbital) forging. Die arrangement (a) and top view (b) of the workpiece indicating the die-
workpiece contact area (footprint). Source: Ref 3.
Precision forging, also known as draftless forging, is a relatively recent development that is distinguished from other
types of forging principally by finished products with thinner and more detailed geometric features, virtual elimination of
drafted surfaces and machining allowances, varying die parting line locations, and closer dimensional tolerances. These
types of parts are most commonly manufactured from light metals, such as aluminum, and more recently from titanium
for aerospace applications in which weight, strength, and intricate shaping are important considerations, along with price
and delivery (see the articles "Forging of Aluminum Alloys" and "Forging of Titanium Alloys," respectively, in this
Volume).
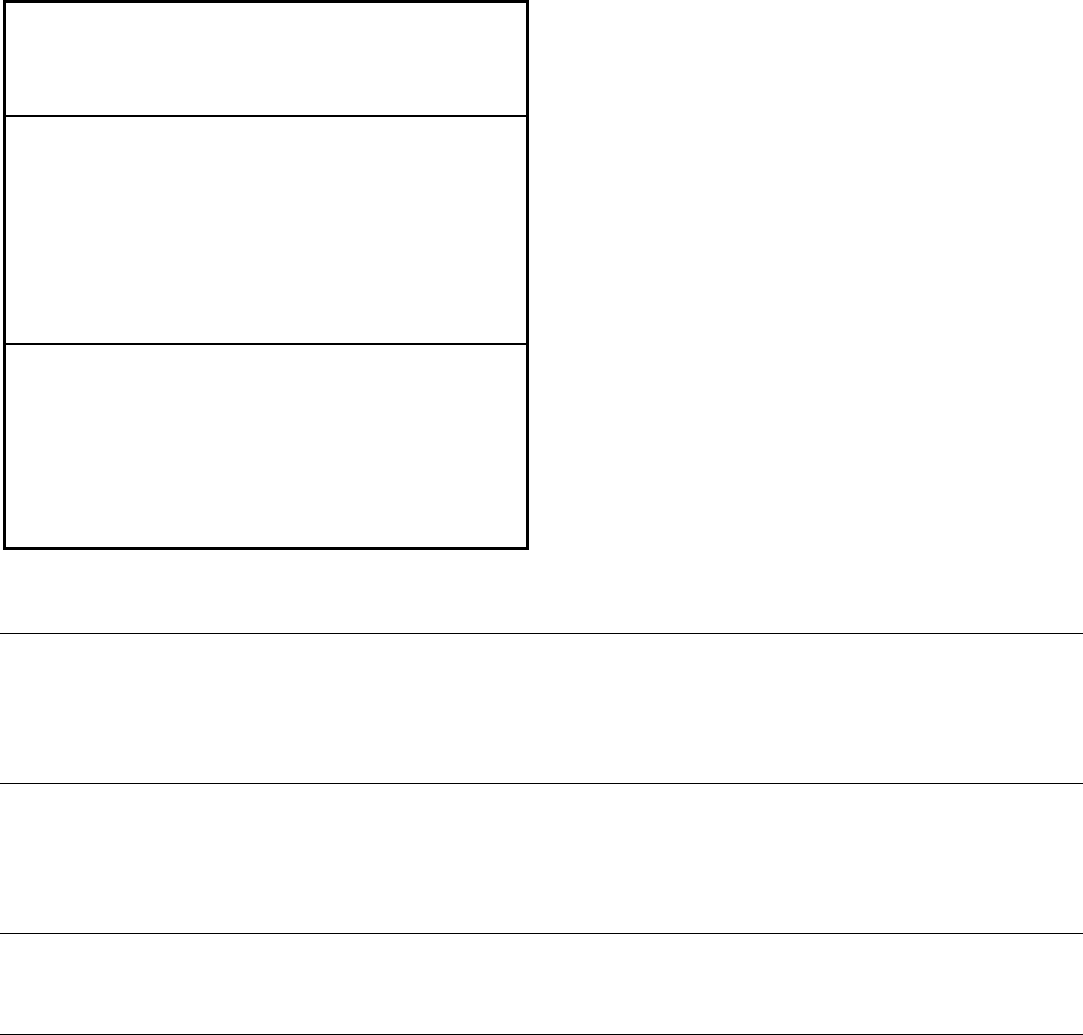
Precision forging achieves close tolerances and low drafts through the use of die inserts, improved accuracy in die
sinking, and close control of process temperatures and pressures during forging. Modified die designs are also frequently
used. One such design is known as through die (Fig. 3), and it derives its name from the fact that the outer periphery of
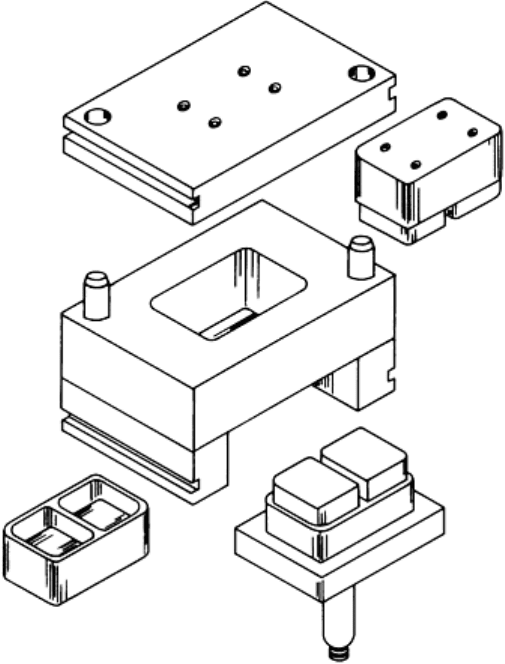
the forging cavity is machined completely through the die. An upper and lower punch enter and forge the part entirely
within this ring. The top punch is then retracted by the press stroke, and the completed forging is ejected by raising the
lower punch attached to a knockout mechanism below.
Fig. 3 Through-die design for precision forging. Source: Aluminum Precision Products, Inc.
Powder forging is a process in which sintered preforms are hot forged to 100% of theoretical density. Powder forging
is primarily used for ferrous parts and difficult-to-work superalloys that require high service integrity, and it is most
suitable for symmetrical shapes containing large holes and parts that would otherwise require a large amount of
machining. In addition to the article "Powder Forging" in this Volume, detailed information and property data related to
forged powder metallurgy products can be found in Powder Metal Technologies and Applications, Volume 7 of the ASM
Handbook.
Isothermal and hot-die forging are hot-forging processes in which the dies are at the same (isothermal forging) or
nearly the same (hot-die forging) temperature as the workpiece. The processes are primarily used for costly materials,
such as titanium and nickel-base alloys, which possess fine, stable two-phase microstructures at hot-working
temperatures. Such microstructures often give rise to a property known as superplasticity. Superplasticity is characterized
by good die-filling capacity in bulk forming processes and high tensile elongations in sheet forming applications.
The total (or partial) elimination of die chilling in isothermal (or hot-die) forging, in addition to the superplastic properties
of the workpiece material, allows forging to closer tolerance than is possible with conventional hot forging, in which the
die temperature is typically only slightly above ambient. As a result, machining and material costs are reduced. Moreover,
elimination of die chilling permits a reduction in the number of preforming and blocking dies necessary for forging a
given part. In addition, because die chilling is not a problem, a slow ram speed machine, such as a hydraulic press, can be
used. The lower strain rate imposed gives rise to a lower material flow stress and therefore a lower forging pressure. The
net result is that larger parts can be forged in equipment of capacity smaller than that required for conventional forging.
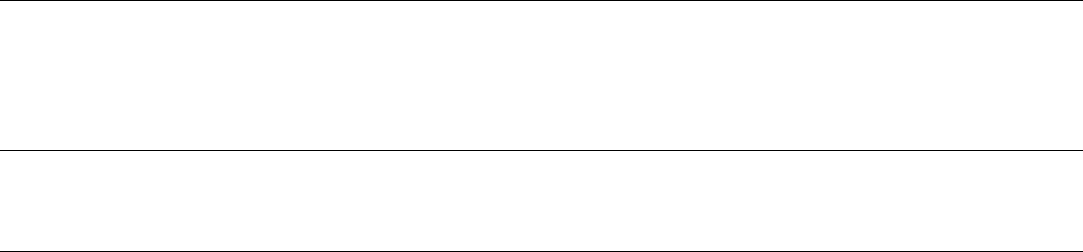
Figure 4 shows a number of Alloy 100 (UNS N13100) jet engine disks made using a version of isothermal forging known
as "Gatorizing."
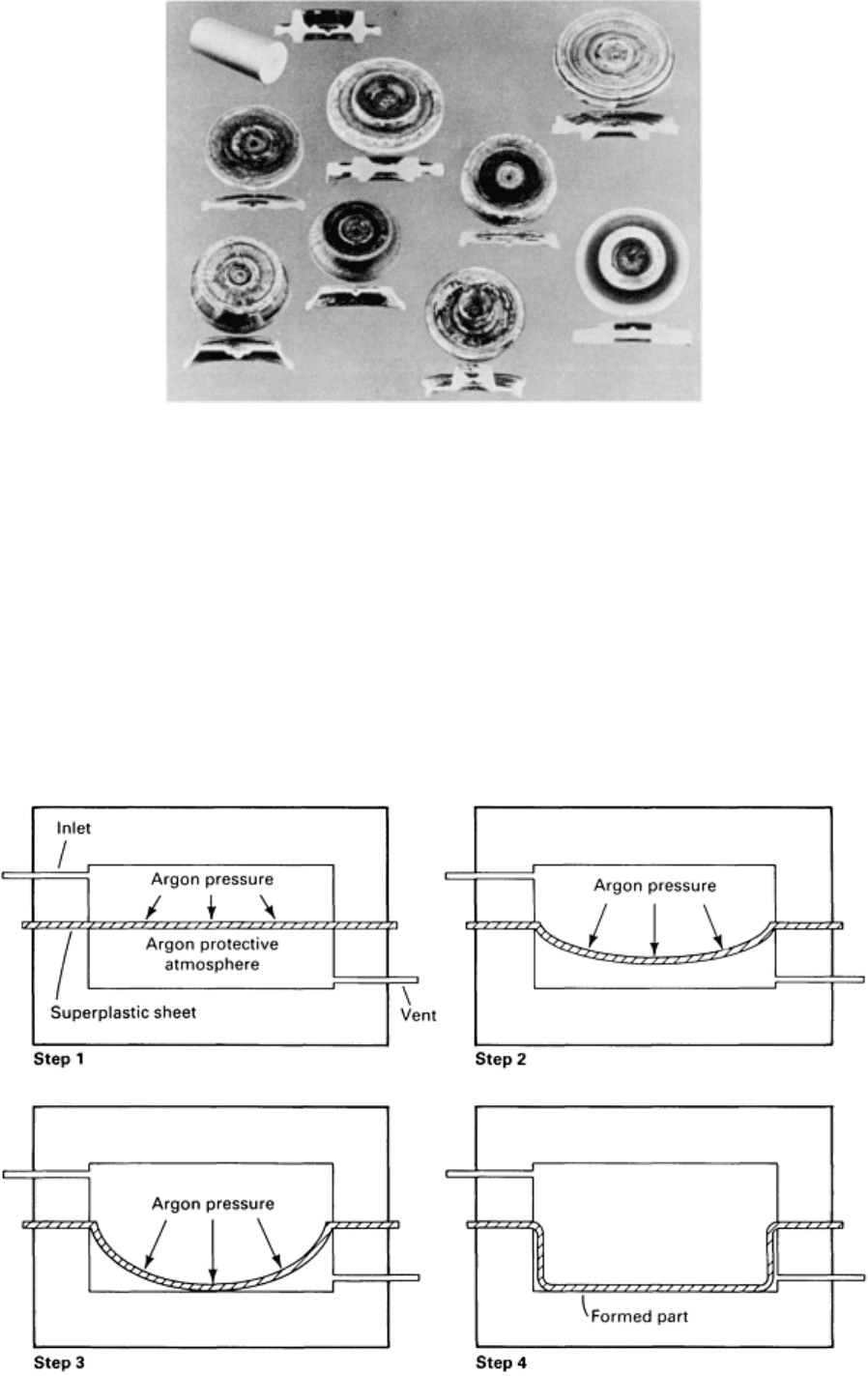
Fig. 4
Typical isothermally forged (Gatorized) jet engine disks made from Alloy 100. A starting billet preform is
shown in the upper left-hand corner of the photograph. Source: Ref 4.
Superplastic forming is the sheet forming counterpart to isothermal forging. The isothermal, low strain rate conditions
in superplastic forming result in low workpiece flow stress. Therefore, gas pressure, rather than a hard punch, is most
often used to carry out a stretching-type operation; the only tooling requirement is a female die (Fig. 5). The very high
tensile ductilities characteristic of superplastically formed sheet alloys such as Ti-6Al-4V, Zn-22Al, and aluminum alloy
7475 enable the forming of parts of very complex shape. Although cycle times for superplastic forming are relatively long
(of the order of 10 min per part), economies of manufacture are realized primarily through reduced machining and
assembly costs. The latter savings is a result of the fact that individual superplastically formed parts are usually used as
replacements for assemblies of many separate component parts.
Fig. 5 Illustration of the blow-forming method of superplastic forming. Source: Ref 5.
Laser cutting is an increasingly popular method of cutting sheet materials accurately. Laser cutting typically makes use
of a computer numerical control program that allows new cutting paths to be quickly generated. In addition to rapid
cutting, laser cutting offers such advantages as precision (cutting accuracy of 0.13 mm, or 0.005 in., or less), the ability to
cut most materials (including metals, ceramics, plastics, and glass), minimal heat-induced distortion, and very clean
straight-sided cuts. The fact that cutting is done under computer control also provides ease of cutting complex shapes in
sheet stock, high material utilization, excellent pattern reproducibility, and economical low-volume production. Laser
cutting systems are generally used for cutting prototypes or small production runs from sheet stock. Hard tooling is
usually more economical for high volumes. However, one high-volume application of lasers is the trimming of
automobile parts. These parts, are being made of thinner materials, and trim dies capable of cutting to the required
tolerances are so expensive that laser cutting is cost-competitive even for the large lot sizes involved.
Abrasive waterjet cutting is a process developed in the late 1960s which relies on the impingement of a high-
velocity, high-pressure, abrasive-laden waterjet onto the workpiece for the purpose of cutting. Among the advantages of
the technique are high cutting rates, high quality of the cut surface, almost total absence of heat generation within the
workpiece (thus minimizing the development of a heat-affected zone), and a relatively narrow kerf. Applications of
abrasive waterjet cutting can be found in the machining of hard metals (for example, superalloys, high-strength steels, and
titanium alloys) and a number of nonmetals (for example, concrete, ceramics, composites, and plastics). The only major
limitation of the process is the inability to mill, turn, or drill blind holes or perform other operations that involve cutting or
drilling to a partial depth.
New Materials Developments
An increased understanding of material behavior during deformation has led to the improved design of metalworking
processes. Two areas of particular significance in this regard are the emergence of thermal-mechanical processing
techniques and the development of metal workability/formability relationships.
Thermal-mechanical processing refers to the design and control of the individual metalworking and heat treatment
steps in a manufacturing process in order to enhance final properties. Originally used as a method of producing high-
strength or high-toughness alloy steels, thermal-mechanical processing is now routinely used for other alloy systems,
especially those based on nickel.
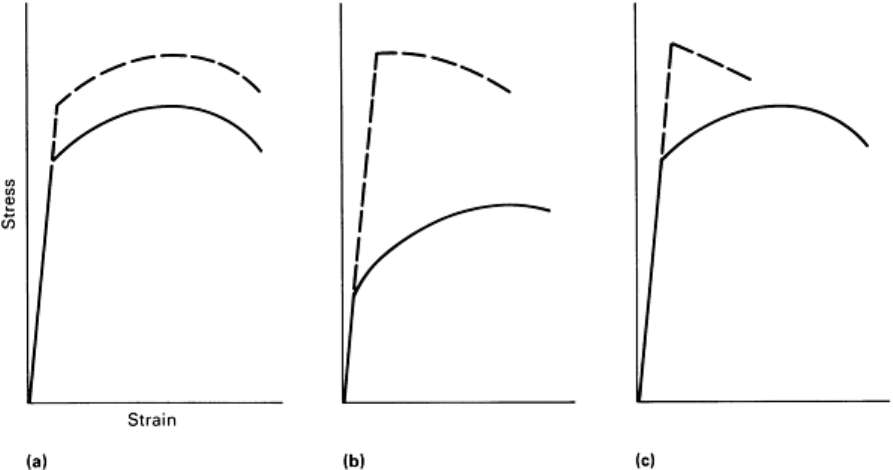
Most thermal-mechanical processing treatments for steels rely on deformation that is imposed before, during, or after
austenite transformation. The various types of treatments are summarized in Table 3. This classification, based on the
relative positions of deformation and transformation in the treatment cycle, has other justification in that the tensile stress-
strain curves and the rate of increase in yield strength with increasing deformation (Fig. 6) have been found to be broadly
similar for a variety of steels subjected to a given class of treatment and have been found to differ for each of the classes.
Table 3 Classification of thermal-mechanical processing treatments for high-strength steels
Type I
Deformation before austenite transformation
Normal hot-working processes
Deformation before transformation to martensite
Type II
Deformation during austenite transformation
Deformation during transformation to martensite
Deformation during transformation to ferrite-carbide aggregates
Type III
Deformation after austenite transformation
Deformation of martensite followed by tempering
Deformation of tempered martensite followed by aging
Deformation of isothermal transformation products
Source: Ref 6
Fig. 6 Effects of different classes of thermal-mechanical treatments on the shape of the tensile stress-
strain
curve. (a) Type I. (b) Type II. (c) Type III. See Table 3 for description of the types of treatments. Source:
Ref
6.
In the thermal-mechanical processing of nickel-base superalloys, metalworking temperature is carefully controlled
(especially during finish forming) to make use of the structure control effects of second phases (see, for example, the
articles "Forging of Heat-Resistant Alloys" and "Forging of Nickel-Base Alloys" in this Volume). Above the optimal
working temperature range, the structure control phases go into solution and lose their effect in controlling grain size and
structure. Below this range, extensive fine precipitates are formed, and the alloy becomes too stiff to process. Proper
thermal-mechanical processing leads to excellent combinations of tensile, fatigue, and creep properties.
Workability and formability are the terms that are commonly used to refer to the ease with which metal can be
shaped during bulk and sheet forming operations, respectively. In the broadest sense, workability and formability indices
provide quantitative estimates of the strength properties of a metal (and therefore the required working loads) and its
resistance to failure. However, the latter characteristics (that is, ductility or failure resistance) is usually of primary
concern. The techniques used to estimate this property vary, depending on the class of forming operation.
In bulk forming, the most common types of failures are those known as free surface fracture (at cold-working
temperatures) or triple-point cracking/cavitation (at hot-working temperatures). A vast array of mechanical tests and
theoretical analyses have been developed for predicting failures of these and other types during forging, extrusion, rolling,
and other bulk forming operations. These tests and analyses are summarized in Ref 7 and are discussed in the Section
"Evaluation of Workability" in this Volume. Other common test techniques used to gage bulk workability include the
uniaxial upset, flanged or tapered compression, notched-bar upset, and wedge tests.
One of the most successful and useful design tools to come from bulk workability research is the workability diagram for
free surface fracture during the cold working of wrought and powder metals. An example of a workability diagram of this
type is shown in Fig. 7. The graph indicates the locus of free surface normal strains (one tensile and one compressive) that
cause fracture. These diagrams are determined by mechanical tests such as those mentioned above. For many metals, the