ASM Metals HandBook Vol. 14 - Forming and Forging
Подождите немного. Документ загружается.

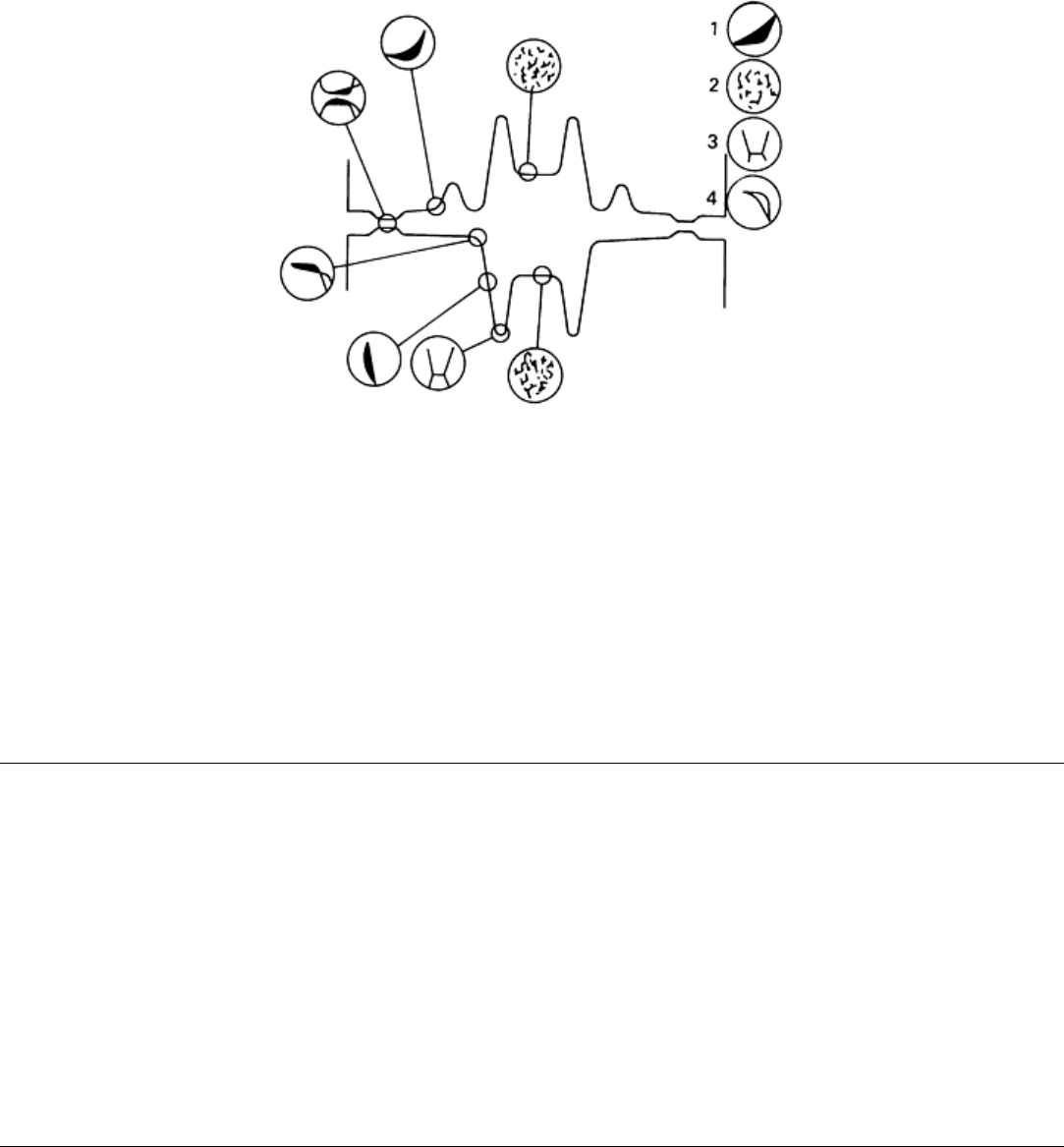
Fig. 9
Common failure mechanisms for forging dies. 1, Abrasive wear; 2, thermal fatigue; 3, mechanical
fatigue; 4, plastic deformation. Source: Ref 5
Redesigning to lower the stresses is probably the best way to minimize fatigue crack initiation and growth. Redesigning
may include changes in the die impression itself or modification of the flash configuration to lower the overall stresses.
Surface treatments may also be beneficial in reducing fatigue-related problems. Nitriding, mechanical polishing, and shot
peening are effective because they induce surface residual (compressive) stresses or eliminate notch effects, both of which
delay fatigue crack initiation. On the other hand, surface treatments such as nickel, chromium, and zinc plating, which
may be beneficial with respect to abrasive wear, have been found to be deleterious to fatigue properties.
References cited in this section
1.
"Die Steels," Latrobe Steel Company
2.
"Tool Steels," Universal Cyclops Corporation
3.
"Hot Work Die Steels," Data Sheets, A. Finkl and Sons Company
4.
V. Nagpal and G.D. Lahoti, Applicati
on of the Radial Forging Process to Cold and Warm Forging of
Common Tubes, Vol 1, Selection of Die and Mandrel Materials,
Final Report, Watervliet Arsenal, Battelle
Columbus Laboratories, May 1980
5.
A. Kannappan, Wear in Forging Dies--A Review of World Experience, Met. Form.,
Vol 36 (No. 12), Dec
1969, p 335; Vol 37, Jan 1970, p 6
Dies and Die Materials for Hot Forging
Die Inserts
Die inserts are used for economy in the production of some forgings. In general, they prolong the life of the die block into
which they fit. The use of inserts can decrease production costs when several inserts can be made for the cost of making
one solid die. The time required for changeover or replacement of inserts is brief, because a second set of inserts can be
made while the first set is being used. Finally, more forgings can be made accurately in a die with inserts than in a solid
die, because steel of higher alloy content and greater hardness can be used in inserts than would be safe or economical to
use in solid dies. However, some commercial forge shops in which most of the forging units are gravity drop hammers
make only limited use of die inserts.
Inserts can contain the impression of only the portion of a forging that is subject to greatest wear, or they can contain the
impression of a whole forging. An example of the first type of insert is a plug type used for forging deep cavities.
Examples of the second type include master-block inserts that permit the forging of a variety of shallow parts in a single
die block, and inserts for replacement of impressions that wear the most rapidly in multiple-impression dies.
A plug-type insert (Fig. 10) is usually a projection in the center of the die, such as would be required for making a hub
or cup forging. In some impressions, the plug may not be in the center, and more than one plug can be used in a single
impression.
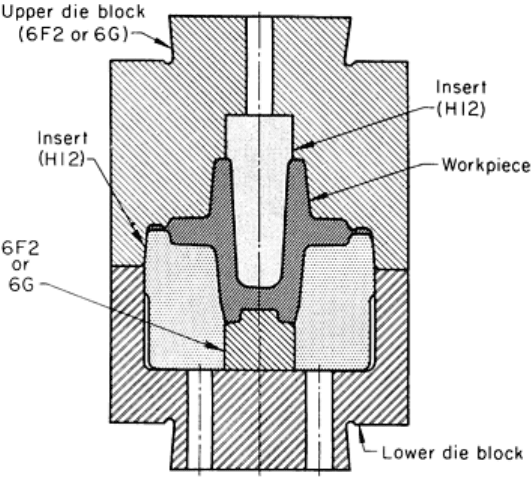
Fig. 10 Use of a plug-
type insert in combination with a nearly complete insert in the lower die block for making
a forging of extreme severity
Although plugs are used in either shallow or deep impressions, the need is usually greater in deep impressions. For
impressions of moderate depth, an insert is advantageous if medium or large quantities of forgings are required. For deep,
narrow impressions like that shown in Fig. 10, a plug-type insert is always recommended. Sometimes it is advantageous
to use a plug in combination with a complete or nearly complete insert, as in Fig. 10, where a long H12 steel plug is used
in the upper die and an almost complete female insert is used in the lower die.
Plug inserts can be made either from prehardened die steel at a higher hardness than the main die part or, for still longer
life, from one of the hot-work tool steels. If wear is extremely high, the plug can be hard faced. Plugs are held in place by
press fitting, by shrink fitting (by packing in dry ice before insertion), or by the use of plug keys.
Full inserts are generally used for making relatively shallow forgings. They offer one or more of the following
advantages: the insert can be of high hardness with less danger of breakage, because it has the softer block as a backing; a
higher-alloy steel can be used for the insert portion without a large increase in cost; changes in forging design are less
costly when inserts are used; the same die block can be used for slightly different forgings by changing inserts; and inserts
can be readily replaced if breakage occurs. Full inserts are used in many commercial forge shops, where a set of standard
master blocks is kept available for use.
Another type of insert is for use in multiple-impression dies in which the impressions wear at different rates. Fuller,
edger, or bender impressions are seldom used for close-tolerance work and may wear slowly compared with other
impressions. Inserts are used only for the impressions that wear most rapidly.
This type of insert is not necessarily limited to shallow impressions. If the insert contains a single impression, the
impression can be of any practical depth. However, if it contains several impressions, the impression depth is limited to
about 64 mm (2
1
2
in.) or less. Width of the insert must be considered: Sufficient wall thickness must be allowed between
the edge of the impression and the edge of the insert, so that the die-block walls are not weakened too greatly.
Inserts for Hot Upset Forging. Inserts are widely used in upset forging. Solid dies are used in less severe stock
gathering in short runs. A particular exception occurs with gripper dies in which the initial impressions are sunk in solid
die blocks and used until worn out. The blocks are then resunk and used thereafter with inserts. Another exception occurs
when the size of the available block and the number of required passes do not allow enough space between impressions
for the sinking of inserts.
Heading tools for punching, trimming, and bending are often made with inserts. Most individual inserts can be replaced
readily, and breakage of one heading tool in a multiple operation will not require replacement of the complete heading
tool set. In operations in which wear is a major factor and replacement is frequent, as in deep punching, the use of inserts
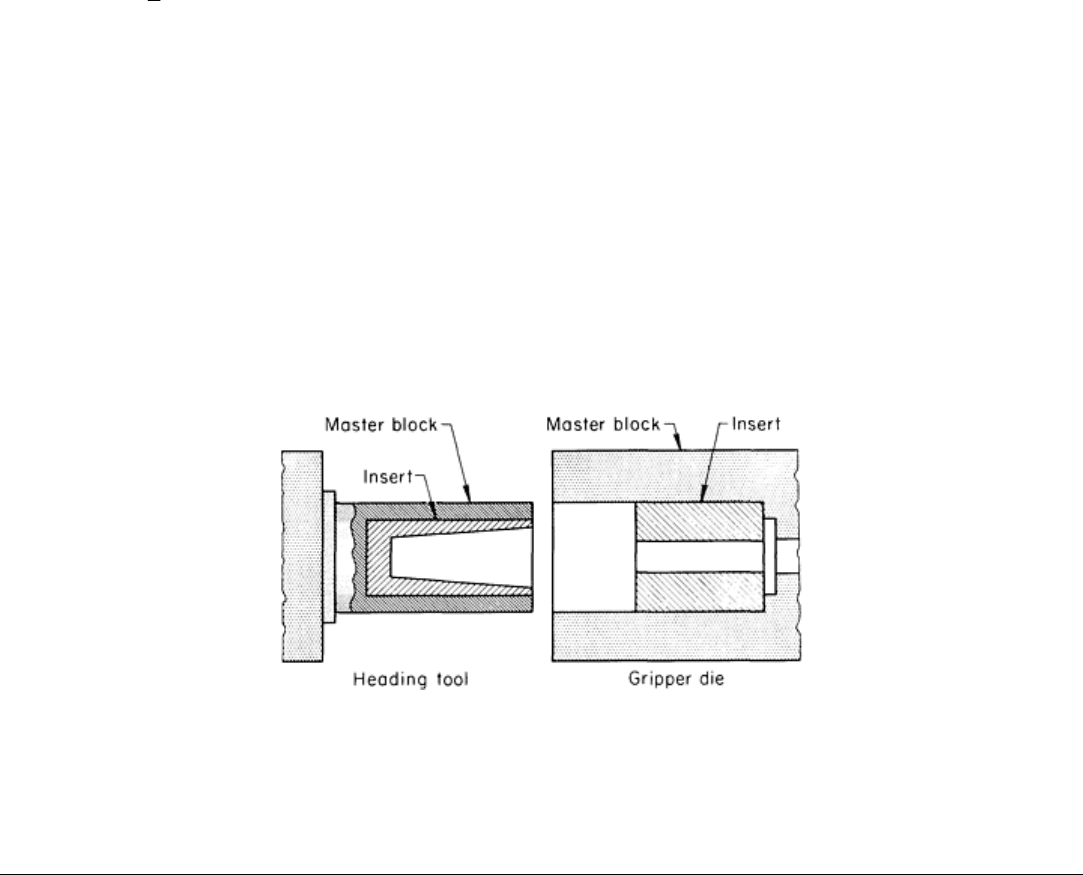
results in considerable savings in both die material and labor. Figure 11 shows heading tool and gripper die inserts used in
horizontal forging machines.
Fig. 11 Heading tool and gripper die inserts used in horizontal forging machines
Dies and Die Materials for Hot Forging
Parting Line
The parting line is the line along the forging where the dies meet. It may be in a single plane or it may be curved or
irregular with respect to the forging plane, depending on the design of the forging. The shape and location of the parting
line determine die cost, draft requirements, grain flow, and trimming procedures. A few of the considerations that
determine the most effective location and shape of the parting line are described below.
In most forgings, the parting line is at the largest cross section of the part, because it is easier to spread metal by forging
action than to force it into deep die impressions. If the largest cross section coincides with a flat side of a forging, there
may be a particular advantage in locating the parting line along the edges of the flat section, thus placing the entire
impression in one die half. Die costs can be reduced, because one die is simply a flat surface. Also, mismatch between
upper and lower dies cannot occur, and forging flash can be trimmed readily.
When a die set having one flat die cannot be used, the position of the parting line should allow location of the preform in
the finisher impression of the forging die and of the finished forging in the trimming die.
Because part of the metal flow is toward the parting line during forging, the location of the parting line affects the grain
flow characteristics of a forged piece (Fig. 12). For good metal flow patterns in, for example, a forging having a vertical
wall adjacent to a bottom web section, a parting line on the outer side of the wall should be placed either adjacent to the
web section and near the bottom of the wall, or at the top of the wall. Placing the parting line at any point above the center
of the bottom web but below the top of the wall may disrupt the grain flow and cause defects in the forging.
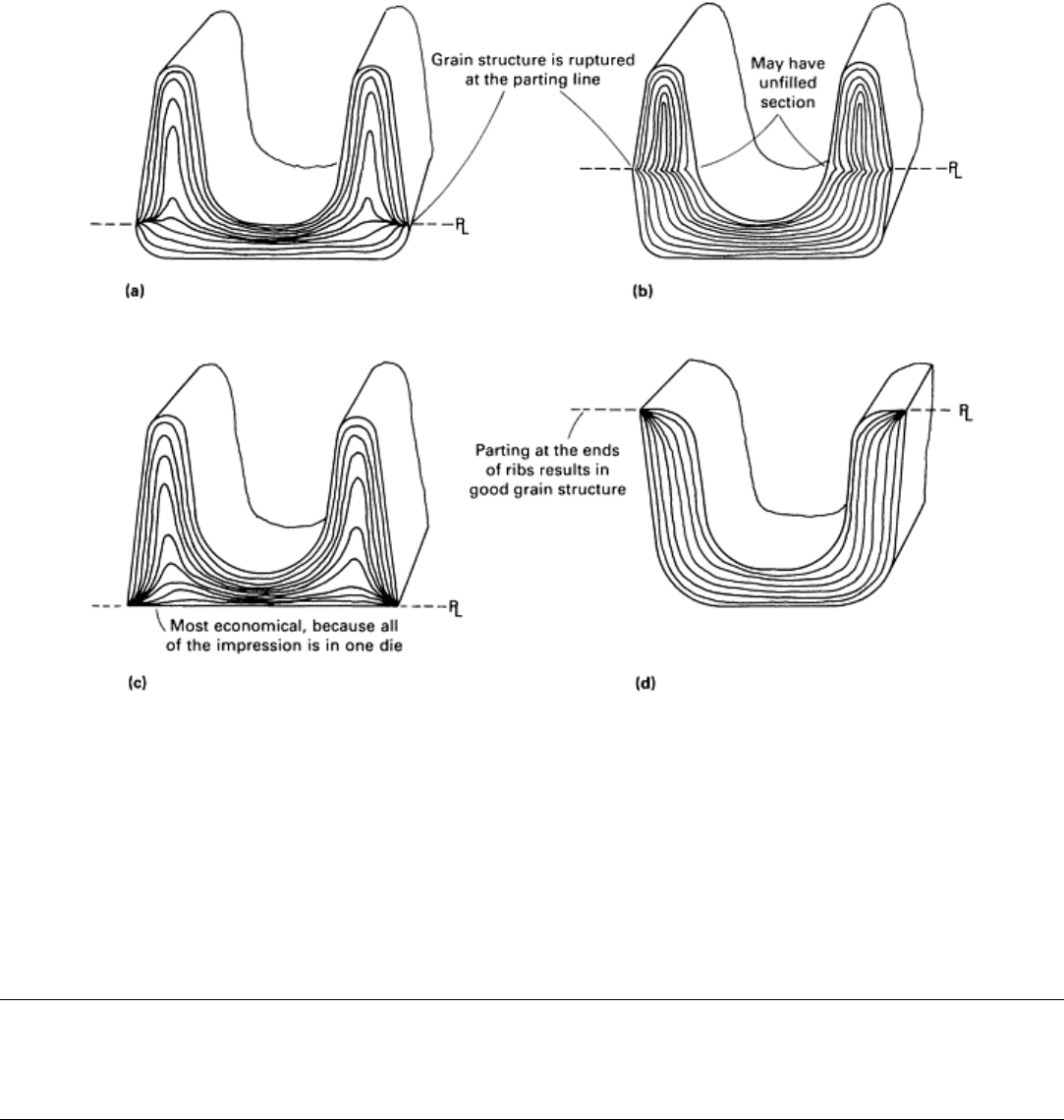
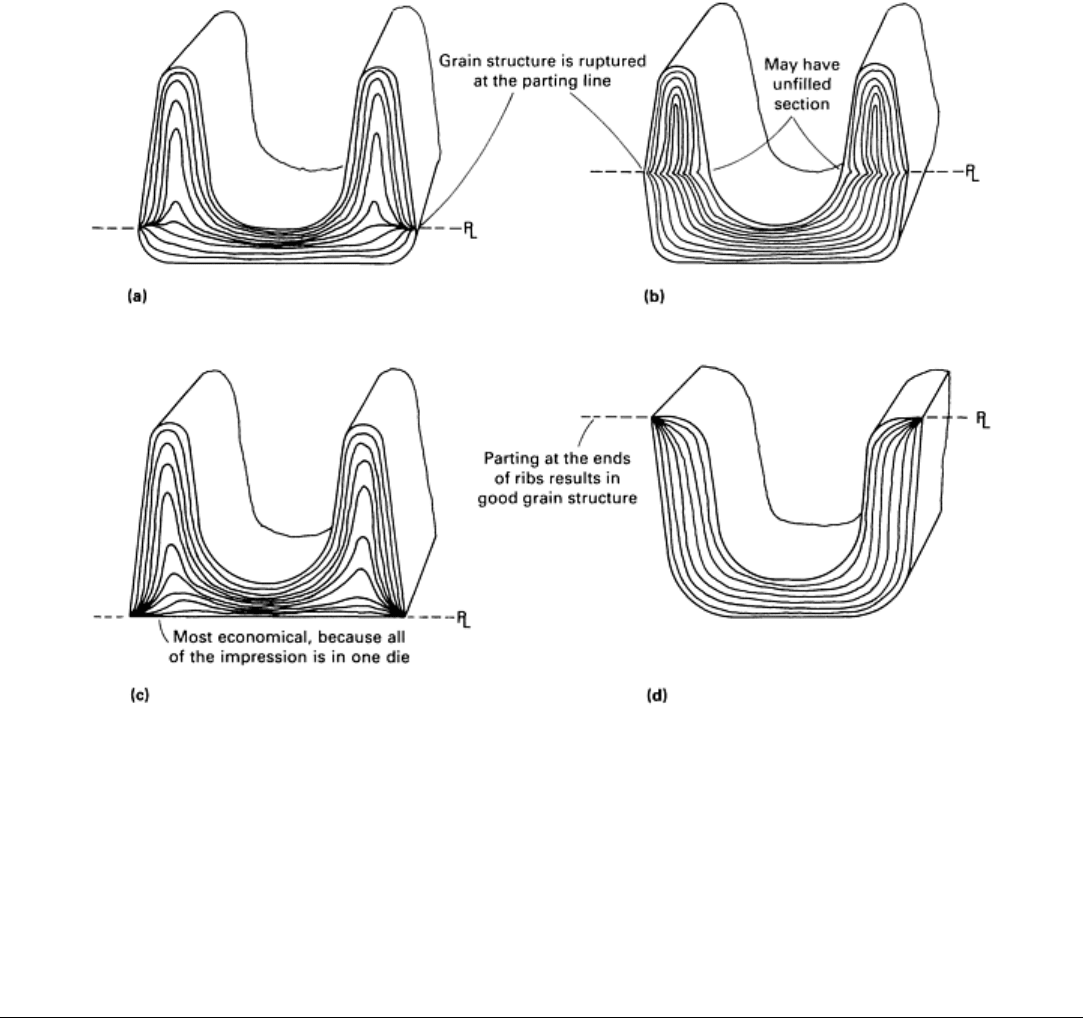
Fig. 12
Effect on metal flow patterns of various parting line locations on a channel section. (a) and (b)
Undesirable; these parting lines result in metal flow patterns that cause forging defects. (c) and (d)
Recommended; metal flow patterns are smooth at stressed sections with these parting lines. Source: Ref 6
Because the dies move only in a straight line, and because the forging must be removed from the die without damage
either to the impression or to the forging, there can be no undercuts in the die impressions. Frequently, the forging can be
inclined, with respect to the forging plane, to overcome the effect of an undercut.
Reference cited in this section
6.
Aluminum Forging Design Manual, 1st ed., Aluminum Association, Nov 1967
Dies and Die Materials for Hot Forging
Parting Line
The parting line is the line along the forging where the dies meet. It may be in a single plane or it may be curved or
irregular with respect to the forging plane, depending on the design of the forging. The shape and location of the parting
line determine die cost, draft requirements, grain flow, and trimming procedures. A few of the considerations that
determine the most effective location and shape of the parting line are described below.
In most forgings, the parting line is at the largest cross section of the part, because it is easier to spread metal by forging
action than to force it into deep die impressions. If the largest cross section coincides with a flat side of a forging, there
may be a particular advantage in locating the parting line along the edges of the flat section, thus placing the entire
impression in one die half. Die costs can be reduced, because one die is simply a flat surface. Also, mismatch between
upper and lower dies cannot occur, and forging flash can be trimmed readily.
When a die set having one flat die cannot be used, the position of the parting line should allow location of the preform in
the finisher impression of the forging die and of the finished forging in the trimming die.
Because part of the metal flow is toward the parting line during forging, the location of the parting line affects the grain
flow characteristics of a forged piece (Fig. 12). For good metal flow patterns in, for example, a forging having a vertical
wall adjacent to a bottom web section, a parting line on the outer side of the wall should be placed either adjacent to the
web section and near the bottom of the wall, or at the top of the wall. Placing the parting line at any point above the center
of the bottom web but below the top of the wall may disrupt the grain flow and cause defects in the forging.
Fig. 12
Effect on metal flow patterns of various parting line locations on a channel section. (a) and (b)
Undesirable; these parting lines result in metal flow patterns that cause forging defects. (c) and (d)
Recommended; metal flow patterns are smooth at stressed sections with these parting lines. Source: Ref 6
Because the dies move only in a straight line, and because the forging must be removed from the die without damage
either to the impression or to the forging, there can be no undercuts in the die impressions. Frequently, the forging can be
inclined, with respect to the forging plane, to overcome the effect of an undercut.
Reference cited in this section
6.
Aluminum Forging Design Manual, 1st ed., Aluminum Association, Nov 1967
Dies and Die Materials for Hot Forging
Locks and Counterlocks
Many forgings require a parting line that is not flat and, correspondingly, die parting surfaces that are neither planar nor
perpendicular to the direction in which the forging force is applied. Dies that have a change in the plane of their mating
surfaces, and that therefore mesh ("lock") in a vertical direction when closed, are called locked dies.
In forging with locked dies, side or end thrust is frequently a problem. A strong lateral thrust during forging may cause
mismatch of the dies or breakage of the forging equipment. There are several ways to eliminate or control side thrust.
Individual forgings can be inclined, rotated, or otherwise placed in the dies so that the lateral forces are balanced (see Fig.
13c). Flash can be used to cushion the shock and help absorb the lateral forces. When the production quantity is large
enough and the size of the forging is small enough to permit forging in multiple-part dies, the impressions can be arranged
so that the side thrusts cancel one another out.
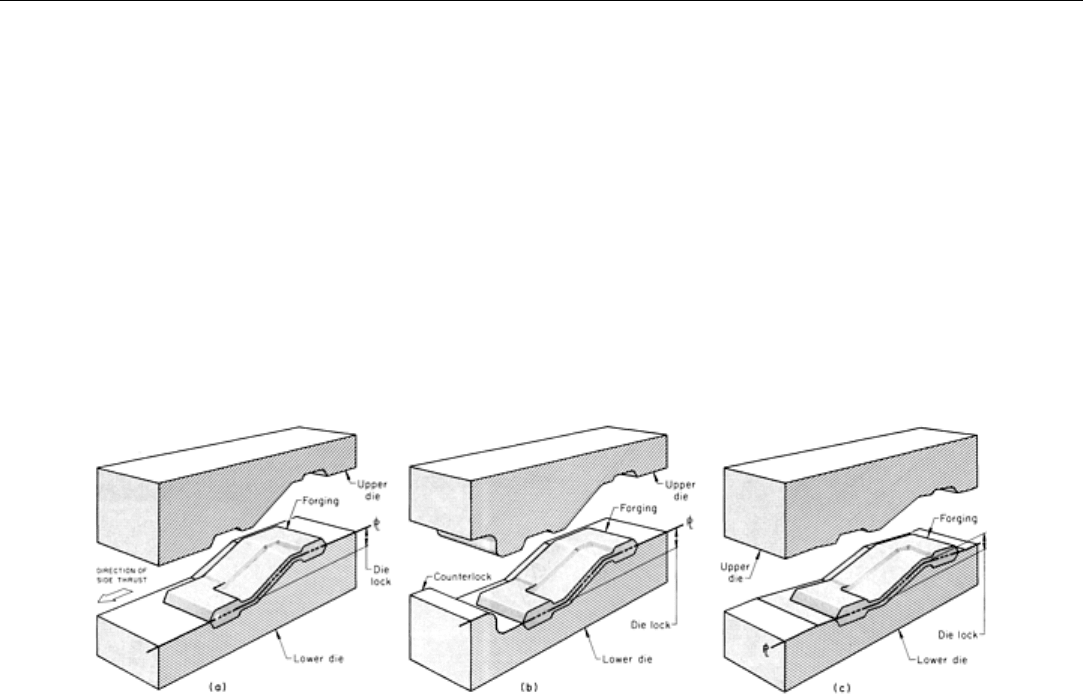
Fig. 13 Locked and counterlocked dies. (a) Locked dies with no means to
counteract side thrust. (b)
Counterlocked dies. (c) Dies requiring no counterlock because the forging has been rotated to minimize side
thrust
Generally, with optimum placement of the impression in the die, and with the clearance between the guides on the
hammer or press absorbing some side thrust, alignment between the upper and lower die impression can be maintained.
Sometimes, however, the methods suggested above are insufficient or unsuitable for maintaining the required alignment,
and it is necessary to counteract side thrust by machining mating projections and recesses (counterlocks) into the parting
surfaces of the dies.
Counterlocks can be relatively simple. A pin lock that consists of a round or square peglike section with a mating section
may be all that is required to control mismatch. Two such sections, or even sections at each corner of the die, may be
necessary. A simple raised section with a mating countersunk section running the width and the length of the die can
control side and end match. Counterlocks of these types should not be used in long production runs.
Counterlocks in high-production dies should be carefully designed and constructed. The height of the counterlock usually
is equal to, or slightly greater than, the depth of the locking portion of the die. The thickness of the counterlock should be
at least 1.5 times the height, so that it will have adequate strength to resist side thrust. Adequate lubrication of the sliding
surfaces is difficult to maintain, because of the temperature of the die and the heat radiated from the workpiece.
Therefore, the surfaces of the counterlock wear rapidly and need frequent reworking. Because of the cost of constructing
and maintaining counterlocks, they should be used only if a forging cannot be produced more economically without them.
To forge the connecting link shown in Fig. 13 requires a locked die because of the part shape. With the die design shown
in Fig. 13(a), side thrust is particularly large because of the angle at which the die faces meet the inclined portion of the
work metal. Because no means is provided to counteract side thrust, it is impossible to avoid mismatch of the upper and
lower dies. The position of the forging in the die in Fig. 13(b) is the same as in Fig. 13(a), but a counterlock is machined
into the die to counteract side thrust. With this arrangement, the possibility of mismatch is eliminated, but the cost of
making and maintaining the dies is high. Figure 13(c) shows a position of the forging in the die that is preferable for
production. The workpiece has been rotated so that the side thrusts produced when forging the ends and the web cancel
each other out. No counterlock is required, and accurate forgings can be produced.
Dies and Die Materials for Hot Forging
Mismatch
Mismatch between the top and bottom dies is sometimes the cause of serious forging problems. Such mismatch can often
be related to the design of the forging dies. An unacceptable amount of mismatch may persist despite optimum die design.
When this happens, it may be possible to compensate for mismatch in forgings by the use of dies with built-in mismatch.
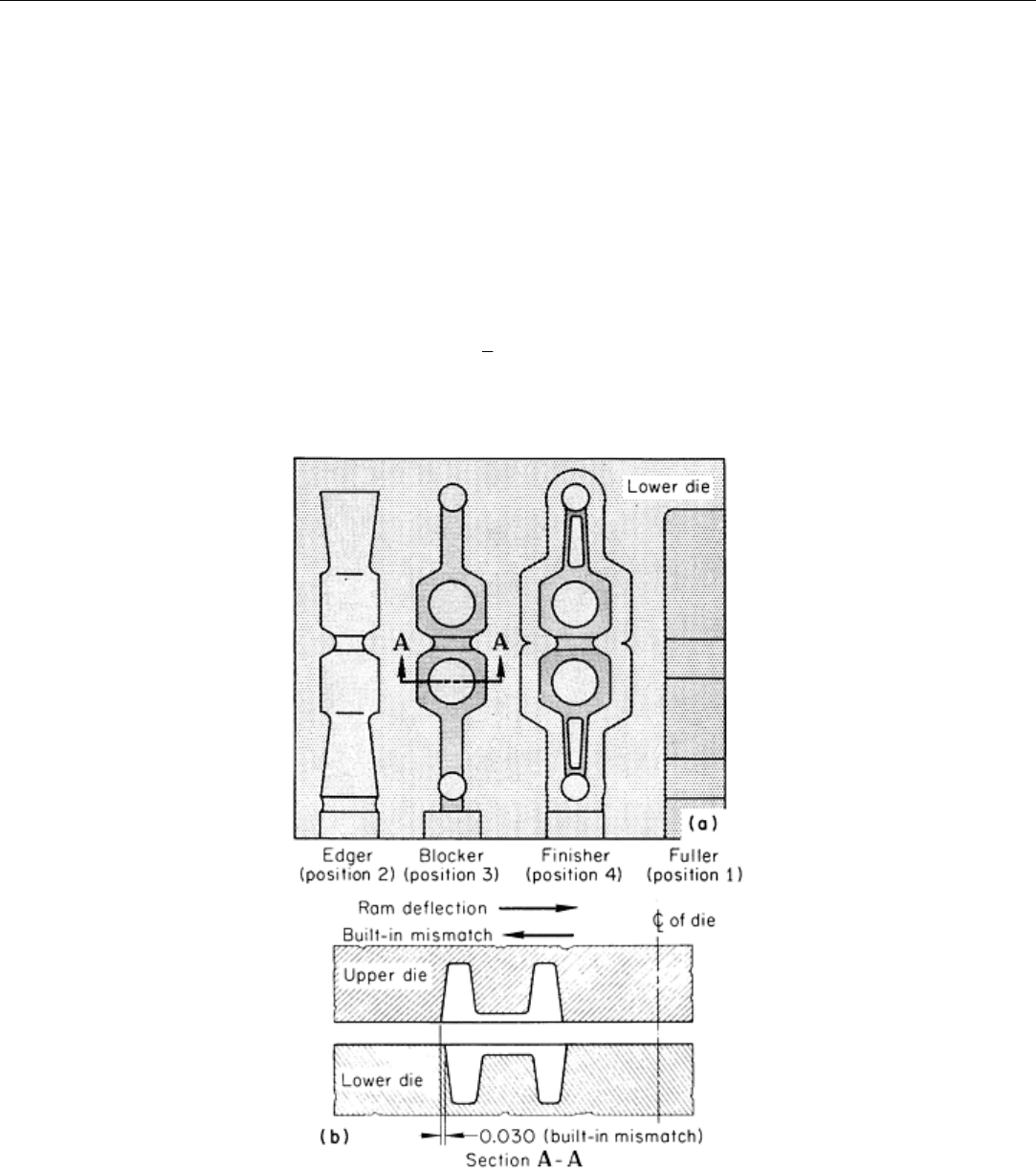
For example, nonsymmetrical parts like connecting rods can often be forged in pairs (Fig. 14a), minimizing off-center
force. Furthermore, ram deflection is minimized by locating the blocker and finisher impressions as close to the center of
the die as possible. Some deflection still occurs, but it can be corrected by building a compensating mismatch into the die
impressions. Because the blocker impression does most of the work in the forging of connecting rods, the mismatch is
built into this impression, in a direction opposite that of ram deflection, as shown in Fig. 14(b). The amount of built-in
mismatch varies with the offset from center, the size and shape of the forging stock, and the equipment used. In the
forging of automotive connecting rods from 35 mm (1
3
8
in.) diam stock in a 13.3 kN (3000 lbf) hammer, a 0.76 mm
(0.030 in.) mismatch in the dies (Fig. 14b) was optimum.
Fig. 14 Built-in die mismatch to compensate for ram defle
ction. (a) Arrangement of die impression for forging
pairs of connecting rods. (b) Upper and lower dies with mismatch built into the blocker impression
Die locks and counterlocks are sometimes used to ensure proper alignment of the upper and lower dies. These locks
consist of male and female components (projections and recesses) that are located on the parting surfaces of the dies to
provide close-fitting junctions when the dies are closed. Because they are expensive to produce and require frequent
maintenance or replacement, die locks are generally used only when the contours of the forging prevent the use of
alternative methods for limiting or eliminating mismatch.
Dies and Die Materials for Hot Forging
Draft
Draft, or taper, is added to straight sidewalls of a forging to permit easier removal from the die impression. Forgings
having round or oval cross sections or slanted sidewalls form their own draft. Forgings having straight sidewalls, such as
square or rectangular sections, can be forged by parting them across the diagonal and tilting the impression in the die so
that the parting line is parallel to the forging plane. Another method is to place the parting line at an angle to the forging
plane and machine a straight-wall cavity and a counterlock in each die. If ejectors or die kickouts are used, draft angles
can be minimized.
The draft used in die impressions normally varies from 3 to 7° for external walls of the forging. Surfaces that surround
holes or recesses have draft angles ranging from 5 to 10°. More draft is used on walls surrounding recesses to prevent the
forging from sticking in the die as a result of natural shrinkage of the metal as it cools.
Dies and Die Materials for Hot Forging
Flash
The excess material in an impression die surrounds the forged part at the parting plane and is referred to as flash. Flash
consists of two parts: the flash at the land and that in the gutter. The flash land is the portion of the flash adjacent to the
part, and the gutter is outside the land. Flash is normally cut off in the trimming die.
The flash land impression in the die is designed so that as the dies close and metal is forced between the dies, the
pressure in the part cavity is sufficient to fill the cavity without breaking the die. The pressure is controlled through land
geometry, which determines the flash thickness and width. The flash land is generally constructed as two parallel surfaces
that have the proper thickness-to-width ratio when the dies are closed.
The land thickness is determined by the forging equipment used, the material being forged, the weight of the forging, and
the complexity of the forged part. The ratio of flash land width to flash land thickness varies from 2:1 to 5:1. Lower ratios
are used in presses, and higher ratios are used in hammers.
Flash Gutter. The gutter is thicker than the flash land and provides a cavity in the die halves for the excess material.
The gutter should be large enough so that it does not fill up with excess material or become pressurized. The four gutter
designs commonly used are parallel, conventional, tapered open, and tapered closed (Fig. 15). Choice of gutter design is
generally determined by the type of forging equipment used, the properties of the material being forged, the forging
temperature, and the overall pressures exerted in the die cavity.
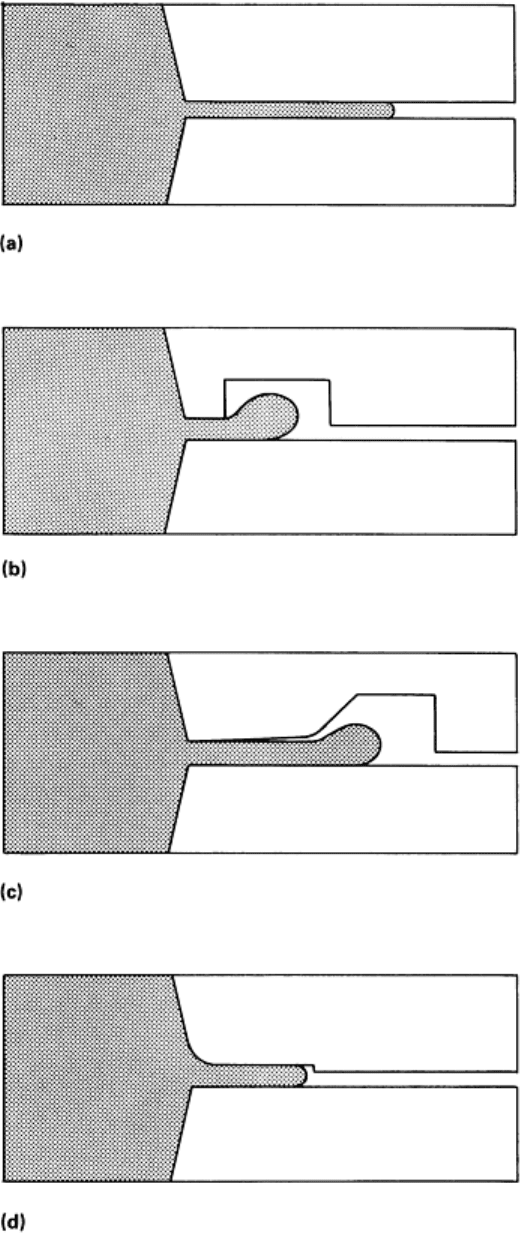
Fig. 15 Four designs commonly used for flash gutters. (a) Parallel. (b) Conventional. (c) Tapered open.
(d)
Tapered closed
Dies and Die Materials for Hot Forging
Preform Design
One of the most important aspects of the closed-die forging process is the design of preforms (or blockers) to achieve
adequate metal distribution. With proper preform design, defect-free metal flow and complete die fill can be achieved in
the final forging operation and metal losses into flash can be minimized. The determination of the preform configuration
is an especially difficult task and art in itself requiring skills achieved only with years of experience. In attempting to
develop quantitative and objective engineering guidelines for preform design, one must have a thorough understanding of
metal flow. Metal flow during forging can be considered to take place in two basic modes: extrusion (parallel to the
direction of die motion) and upsetting (perpendicular to the direction of die motion). In most forgings, the geometry of the
part is such that both modes of flow occur simultaneously. In the study of metal flow for designing the preform, it is very
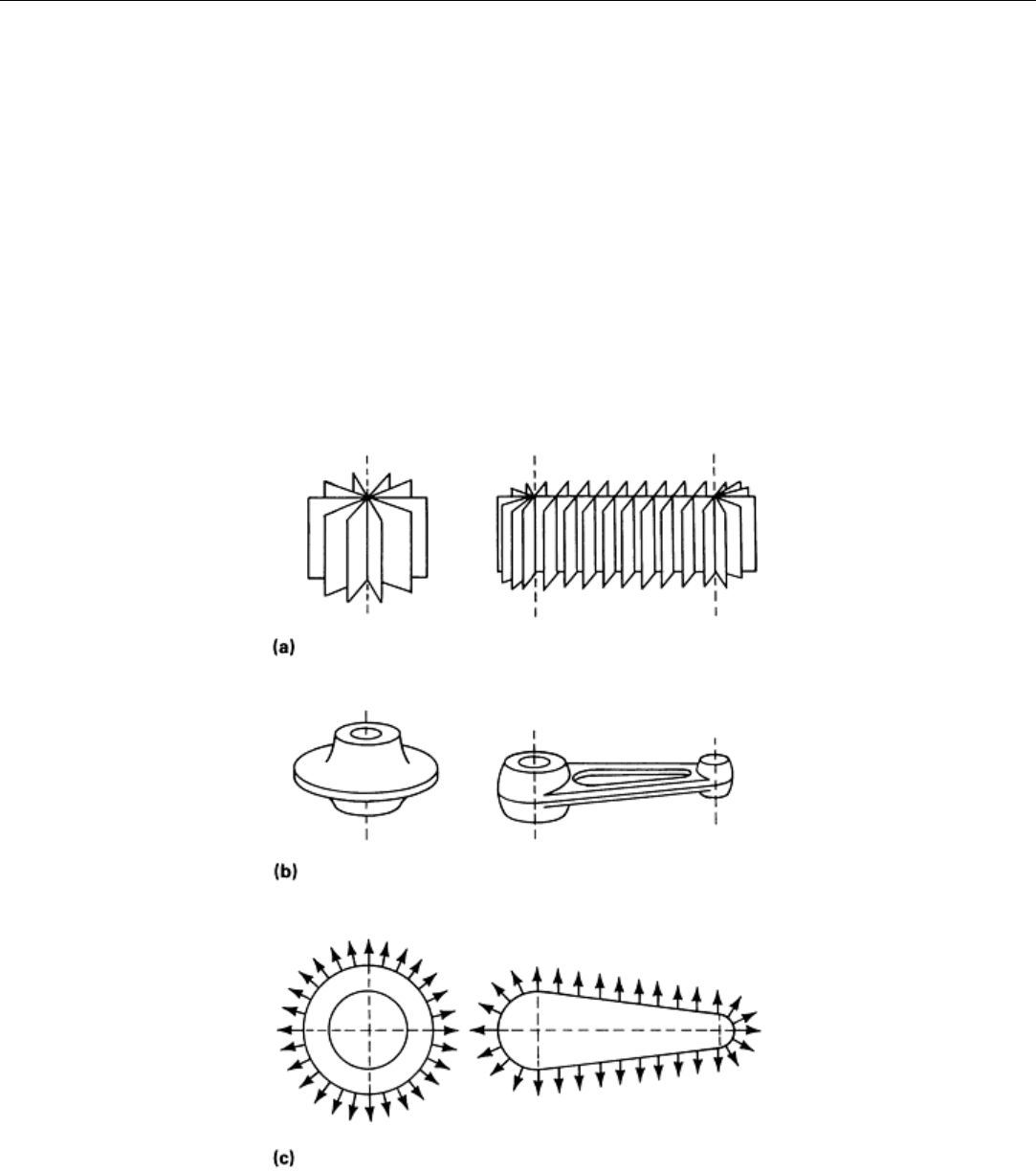
useful to consider various cross sections of a forging at which the flow is approximately in one plane. Figure 16 illustrates
the planes of metal flow for some simple parts. The surface connecting the centers of the planes of flow is the neutral
surface of the forging. The neutral surface can be thought of as the surface on which all movement of metal is parallel to
the direction of die motion. Thus, metal flows away from the neutral surface, in a direction perpendicular to die motion.
Fig. 16 Planes and directions of metal flow in the forging of two simple shapes. (a)
Planes of flow. (b) Finished
forging shape. (c) Directions of flow. Source: Ref 7
It is common practice in designing a preform to consider planes of metal flow, that is, selected cross sections of the
forging, and to design the preform configuration for each cross section based on metal flow. The basic design guidelines
are given below.