ASM Metals HandBook Vol. 14 - Forming and Forging
Подождите немного. Документ загружается.

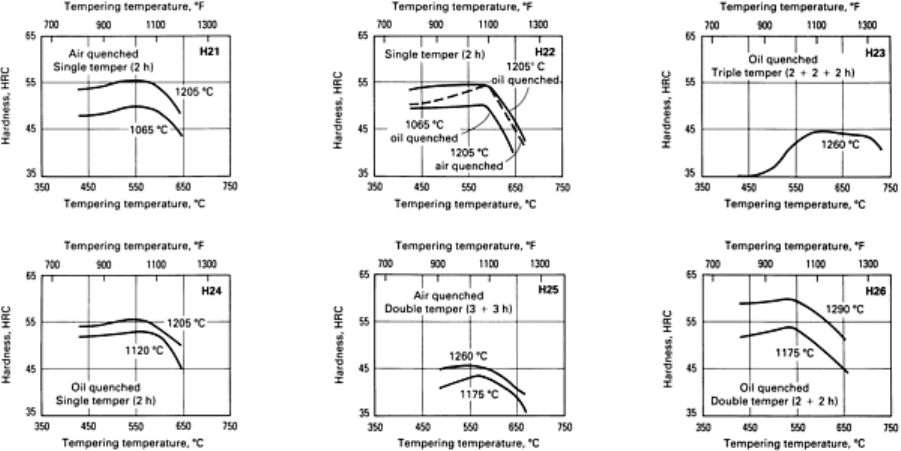
induce too severe a thermal shock and cause cracking. The effect of tempering temperature on the hardness of chromium-
base AISI hot-work tool steels is shown in Fig. 19; the effect of tempering temperature on the hardness of tungsten-base
AISI hot-work tool steels is shown in Fig. 20.
Fig. 19 Effect of tempering temperature on hardness of chromium-base AISI hot-work tool steels. See also
Fig.
20.
Fig. 20 Effect of tempering temperature on hardness of tungsten-base AISI hot-work tool steels. See also
Fig.
19.
Multiple tempering ensures that any retained austenite that transforms to martensite during the first tempering cycle is
tempered before a tool is placed in service. Multiple tempering also minimizes cracks due to stress originating from the
hardening operation.
Multiple tempering has proved to be particularly advantageous for large or sharp-cornered die blocks that are not
permitted to reach room temperature before the first tempering operation.

Dies and Die Materials for Hot Forging
Trimming and Punching Dies
Trimming is the removal of flash that is produced on the part during the forging operation. Trimming may also be used to
remove some of the draft material, thereby producing straight sidewalls on the part. It is usually performed by a top die
and bottom die that are shaped to the contour of the part. The top die acts as a punch to push the part through the lower
die containing the cutting edge. If the top die does not follow the contour of the part, the part may be deformed during the
trimming operation.
An operation similar to trimming is punching, in which excess material on an internal surface is removed. To ensure
accurate cuts, punching and trimming operations are often performed simultaneously.
Selection of materials for trimming and punching dies is based on the type of material to be trimmed and whether the part
is to be trimmed while hot or cold. Punches are normally made from proprietary tool steels when carbon and stainless
steels are to be trimmed, and from 1020 steel that has been hard faced when nonferrous alloys are to be trimmed. The
trimming die, or bottom die, can be made from D2 tool steel or from cold-rolled steel that has a high-strength alloy hard
facing applied to the cutting edge (see Table 3).
Table 3 Typical materials for trimming and punching dies
Cold trimming
Normal trim Close trim
Hot trimming
(a)
Material to be
trimmed
Punch Blade Punch Blade Punch
Blade
Carbon and alloy
steels
6F2 or 6G at
341 to 375
HB
D2 at 54 to 56 HRC Generally hot trim 6F2 or 6G at
341 to 375
HB
Hard facing alloy 4A
on 1035 steel
(b)
; or D2
at 58 to 60 HRC
Stainless steels and
heat-resisting alloys
Generally hot trim Generally hot trim 6F2 to 6G at
388 to 429
HB
D2 at 58 to 60 HRC
Aluminum,
magnesium, and
6150 at 461
to 477 HB
Hard facing alloy 4A
on 1020 steel
(b)
; or O1
D2 at 58
to 60
D2 at 58
to 60
1020 soft Hard facing alloy 4A
on 1020 steel
(b)
(a)
Both normal and close trimming.
(b)
Hard facing alloy 4A has nominal composition of Co-1C-30Cr-4.5W-3Ni-1.5Fe.
Dies and Die Materials for Hot Forging
Causes of Die Failure
The three basic causes of premature die failure are overloading of the die, abrasive action, and overheating.
Overloading. Although fewer die failures can be ascribed to overloading than to abrasion or overheating, an overloaded
die wears rapidly and may break. Overloading can be avoided by careful selection of die steel and hardness, use of blocks

and inserts of adequate size, proper application of working pressures, proper die design to ensure correct metal flow, and
proper seating of the dies in the hammer or press. Overloading from inadequate hammer or press capacity should not be
compensated for by overheating the work metal.
Abrasive action is inherent in the flow and spreading of hot metal in the impression of a forging die. Abrasion is
particularly severe if the design of the forging is complex or in other respects difficult to forge, if the metal being forged
has a high hot strength, or if there is scale on the work metal.
Although abrasion cannot be eliminated, its effects can be minimized by good die design (including provision for a
smooth progression in the shape of the forging from one die impression to the next, with work in the finisher at the
minimum that is practical), careful selection of die composition and hardness, and a forging technique that includes
proper heating, any necessary descaling, and correct die lubrication.
Overheating. As a die becomes hotter, its resistance to wear decreases. Overheating causes most of the premature die
wear that occurs in forging.
Overheating is likely to occur in areas of the die impression that project into the cavity. In addition, overheating may
result from continuous production. If an internal die-cooling system that is adequate to prevent overheating cannot be
provided economically, dies, or portions of dies, that are susceptible to overheating should be constructed of steels with
high heat resistance.
Cold dies may break in a brittle manner; for this reason, preheating to 260 to 315 °C (500 to 600 °F) is recommended.
Preheating may be accomplished by installing heating devices to maintain temperature during idle periods. Inadequate
preheating of dies has often resulted in die failure.
Dies and Die Materials for Hot Forging
Die Life
Die life depends on several factors, including die material and hardness, work metal composition, forging temperature,
condition of the work metal at forging surfaces, type of equipment used, workpiece design, and a variety of other factors.
Changing one factor almost always changes the influence of another, and the effects are not constant throughout the life
of the die.
Die material and hardness have a great influence on die life. A die made of well-chosen material at the proper
hardness can withstand the severe strains imposed by both high pressure and heavy shock loads, and can resist abrasive
wear, cracking, and heat checking.
Work Metal. Each material being forged has a different resistance to plastic deformation and, therefore, a different
abrasive action against the die surfaces. The resistance of hot steel to plastic deformation increases as the carbon or alloy
content increases. Other factors being constant, the higher the carbon or alloy content of the steel being forged, the shorter
the life expectancy of the forging die.
Of all the work metal factors influencing die life, the temperature of the metal being forged is one of the most difficult to
analyze. The surface temperature of the metal as it leaves the furnace can be determined, but unless the proper heating
technique has been used, ensuring that the temperature is the same throughout the cross section, the measured temperature
will not be an accurate indication of metal temperature. In addition, the time used for performing all the operations
involved in forging works against maintenance of the optimum forging temperature. The metal loses heat during transfer
from the heating source to the forging machine. Cooling of the metal during forging is accompanied by an increase in its
resistance to plastic deformation and, correspondingly, in its abrasiveness.
The life of the finisher impression can be increased by reheating the preform before finish forging. Even though the metal
may be hot enough to forge satisfactorily without reheating, forging of cooled metal in the finisher impression may cause
premature flash cooling and premature wear of the flash land.
When the temperature of the flash is reduced several hundred degrees and forging is continued, the cushioning effect that
otherwise would be provided by freely flowing flash is either greatly reduced or lost completely. If the dies do not crack,
they suffer a peening effect on the flash land, which may cause a bulge in the die impression.

Scale is a hard, abrasive substance formed by the combining of iron and atmospheric oxygen on the surface of heated
steel, particularly at the high temperatures of hot forging. The amount of scale formed varies with the grade of steel, type
of furnace, and the atmosphere, or air-to-fuel ratio, in which the metal is heated. Lifting the forging and blowing the scale
away after every blow or every two blows in the hammer or press helps reduce die wear due to scale. Hydraulic descaling,
scraping, or using a preforming impression in which the scale is broken reduces die wear.
Workpiece Design. The shape and design of the workpiece often have a greater influence on die life than any other
factor. For instance, records in one plant showed that in hammer forging of simple, round parts (near minimum severity),
using dies made of 6G tool steel at 341 to 375 HB, the life of five dies ranged from 6000 to 10,000 forgings. In contrast,
with all conditions essentially the same except that the workpiece had a series of narrow fibs about 25 mm (1 in.) deep
(near maximum severity), the life of five dies ranged from 1000 to 2000 forgings.
In thin sections of a forging, the metal cools relatively rapidly. Upon cooling, it becomes resistant to flow and causes
greater wear on the die. Thin sections, therefore, should be forged in the shortest time possible.
Pads or surfaces on the forging designated as tooling points, or those used for locating purposes during machining, should
be as far from the parting line as practicable to increase die life. Draft angles in the die cavity and, correspondingly, draft
on the part increase as more forgings are made in the die. This is because wear on the die wall is greatest at the parting
line, and least on the sidewall at the bottom of the cavity. Maximum wear near the parting line is caused by metal being
forced to flow into the cavity and then along the flash land.
Deep, narrow depressions in a forging must be formed by high, thin sections in the die. The life of thin die sections
usually is less than that of other die sections, because the thin sections may become upset after repeated use.
Workpiece tolerance also has an influence on die life. Its effect on die life can be demonstrated by assuming a
constant amount of die wear for a given number of forgings, assigning different tolerances to a single hypothetical forging
dimension, and then comparing the number of forgings that can be made before the tolerances are exceeded. For instance,
if a dimension on a forging increased 0.025 mm (0.001 in.) during the production of 1000 forgings and the dimension had
a total tolerance of 0.76 mm (0.030 in.), die life would be no greater than 30,000 forgings, assuming a uniform rate of die
wear. If the tolerance on the dimension were reduced to 0.5 mm (0.020 in.), all other factors being the same, die life
would be reduced to no more than 20,000 forgings.
In assuming a constant rate of die wear, this calculation does not give an accurate reflection of the relation between
number of forgings made and amount of die wear. In particular, experience has shown that die wear is not constant during
the forging of carbon and alloy steels. The first few hundred forgings cause more wear on the die than an intermediate
group of a larger number of forgings. Near the end of the die life, a small number of forgings cause a large amount of die
wear. The actual effect of a change in dimensional tolerance on die life therefore depends on the slope of the curve that
shows the relationship of die wear to the number of forgings made.
Rapidity and Intensity of Blow. The best die life is obtained when the forging energy is applied rapidly, uniformly,
and without excessive pressure. A single high-energy blow does not necessarily result in maximum die life: A blow that is
too hard causes the metal to flow too fast and high pressures to develop on the die surfaces. Therefore, if all the energy
needed to make a forging is applied in one blow, the dies may split. If the blows are softened, die wear due to pressure
may decrease; on the other hand, the increase in number of blows will add to forging time, and the additional time the hot
metal is in contact with the lower die can decrease die life. The amount of heat transferred to the dies also can be reduced
by stroking the hammer or press as rapidly as practicable.
Dies and Die Materials for Hot Forging
Computer Applications
Computer-aided design and manufacturing (CAD/CAM) techniques are being increasingly applied in forging technology.
Use of the three-dimensional description of a machined part, which may have been computer designed, makes it possible
to generate the geometry of the associated forging. For this purpose, it is best to use a CAD/CAM system with software
for handling geometry, drafting, dimensioning, and numerical control (NC) machining. Thus, the forging sections can be
obtained from a common database.

Using well-proved analyses based on the slab method or other techniques, the forging load and stresses can be obtained
and flash dimensions can be selected for each section, permitting metal flow to be regarded as approximately two-
dimensional (plane strain or axisymmetric). In some relatively simple section geometries, a computer simulation can be
used to evaluate initial estimates on blocker or preform sections. Once the blocker and finisher sections are obtained to
the designer's satisfaction, this geometric database can be used to write NC part programs and thereby obtain NC tapes or
disks for cutting the forging die (or the die used for EDM of the forging die).
This CAD/CAM procedure is still developing. In the near future, this technology can be expected to evolve in two main
directions: handling the geometry of complex forgings, for example, three-dimensional description, automatic drafting
and sectioning, and NC machining; and use of design analysis, for example, calculation of stresses in the forging and
stress concentrations in the dies, prediction of elastic deflections in the dies, metal flow analysis, and blocker/preform
design.
More information on computer applications for forging design, die design, and process modeling is available in the
Section "Computer-Aided Process Design for Bulk Forming" in this Volume.
Dies and Die Materials for Hot Forging
Safety
Flying flash may be a result of faults in die design, including inadequate gutters, incorrect flash land, or incorrect flash
clearance. It is a hazard in forging and requires the use of protective equipment. Flash guards on the die and protective
clothing are needed to minimize the danger to the operator; movable shields placed in back of the hammer will protect the
passerby. Although such devices help to provide protection should flying flash occur, the problem can best be met by
careful die construction and, if necessary, by correction in the die.
A hazard in the production of dies for closed-die forging involves the practice of making lead casts (proofs) of die
impressions to check die dimensions. Personnel handling the lead must take precautions against lead absorption. Aprons,
face shields, goggles, and gloves should be worn. Workers should be trained in personal hygiene precautions specific to
the use of lead. Dies should be dry when the molten lead is poured into them, to prevent the formation of steam and the
accompanying expulsion of hot metal. Overheating of the lead pot can be avoided by close temperature control. An
exhaust system should be installed over the lead pot, and skimmings kept in a container.
References containing information on die safety are included in the list of Selected References on safety at the end of the
article "Hammers and Presses for Forging" in this Volume.
Dies and Die Materials for Hot Forging
References
1.
"Die Steels," Latrobe Steel Company
2.
"Tool Steels," Universal Cyclops Corporation
3.
"Hot Work Die Steels," Data Sheets, A. Finkl and Sons Company
4.
V. Nagpal and G.D. Lahoti, Application of the Radial Forging Process to Cold and Warm Forging of
Common Tubes, Vol 1, Selection of Die and Mandrel Materials,
Final Report, Watervliet Arsenal, Battelle
Columbus Laboratories, May 1980
5.
A. Kannappan, Wear in Forging Dies--A Review of World Experience, Met. Form.,
Vol 36 (No. 12), Dec
1969, p 335; Vol 37, Jan 1970, p 6
6.
Aluminum Forging Design Manual, 1st ed., Aluminum Association, Nov 1967
7.
A. Chamouard, General Technology of Forging, Vol 1, Dunod, 1964 (in French)
8.
K. Lange, Closed-Die Forging of Steel, Springer Verlag, 1958 (in German)
Open-Die Forging
Revised by the ASM Committee on Open-Die Forging
*
; Chairman: Ashok K. Khare, National Forge Company
Introduction
OPEN-DIE FORGING, also referred to as hand, smith, hammer, and flat-die forging, can be distinguished from most
other types of deformation processes in that it provides discontinuous material flow as opposed to continuous flow.
Forgings are made by this process when:
• The forging is too large to be produced in closed dies
• The required mechanical properties of the worked metal that can be developed by open-
die forging
cannot be obtained by other deformation processes
• The quantity required is too small to justify the cost of closed dies
• The delivery date is too close to permit the fabrication of dies for closed-die forging
All forgeable metals can be forged in open dies.
Note
*
R.L. Bodnar and E. Erman, Bethlehem Steel Corporation; N.M. Medei and R.R. Cappellini, Beth Forge--
Bethlehem Steel Corporation; C.A. Johnson and D.J. Stuart, National Forge Company
Open-Die Forging
Revised by the ASM Committee on Open-Die Forging
*
; Chairman: Ashok K. Khare, National Forge Company
Size and Weight
The size of a forging that can be produced in open dies is limited only by the capacity of the equipment available for
heating, handling, and forging. Items such as marine propeller shafts, which may be several meters in diameter and as
long as 23 m (75 ft), are forged by open-die methods. Similarly, forgings no more than a few inches in maximum
dimension are also produced in open dies. An open-die forging may weigh as little as a few kilograms or as much as 540
Mg (600 tons).
Open-Die Forging
Revised by the ASM Committee on Open-Die Forging
*
; Chairman: Ashok K. Khare, National Forge Company
Shapes
Highly skilled hammer and press operators, with the use of various auxiliary tools, can produce relatively complex shapes
in open dies. However, the forging of complex shapes is time consuming and expensive, and such forgings are produced
only under unusual circumstances. Generally, most open-die forgings can be grouped into four categories: cylindrical
(shaft-type forgings symmetrical about the longitudinal axis), upset or pancake forgings, hollow (including mandrel and
shell-type forgings), and contour-type forgings. Some examples of the various shapes generated are:

• Rounds, squares, rectangles, hexagons, and octagons forged from ingots, concast mat
erial, or billet
stock (Example 1), in order to develop mechanical properties that are superior to those of rolled bars or
to provide these shapes in compositions for which the shapes are not readily available as as-
rolled
products. These shapes are usually forged in lengths of 3 to 5 m (10 to 16 ft) and then sawed to obtain
desired multiple lengths
• Hub forgings that have a small diameter adjacent to a large diameter (Example 2
). Hub forgings are
machined into gears, pulleys, and similar components of machinery
• Spindle, pinion gear, and rotor forgings (Examples 3 and 4
). These forgings are for shaftlike parts and
have their major or functional diameters either in the center or at one end, with one or more smaller
diameters extending from one or both sides of the major diameter in shaftlike extensions
•
Simple pancake forgings, made by upsetting a length of stock. Finished parts made from these forgings
include gears, wheels, and milling cutter and tubesheet blanks
• Forged and pierced blanks, for subsequent conversion to rolled or saddle-forged rings (see Examples 5
and 6
). When saddle forging is used to produce symmetrical forgings, the forging process includes
expanding in the tangential direction by working on a loose-fitting mandrel bar
•
Mandrel forgings to produce symmetrical, long, hollow forgings. The forging process includes
expanding in the longitudinal (axial) direction by working on a tight-fitting mandrel (Example 7)
•
Various basic shapes that are developed between open dies with the aid of loose tooling. Depending on
the design of the tooling, these forgings may be of the open-die type, or they may be closed-die blocker-
type forgings. Such forgings are discussed in the article "Dies and Die Materials for Hot Forging"
in this
Volume
•
Contour forgings, such as turbine wheels and pressure vessel components with extruded nozzles and
bottleneck-shaped forgings (see the section "Contour Forging" in this article)
Open-Die Forging
Revised by the ASM Committee on Open-Die Forging
*
; Chairman: Ashok K. Khare, National Forge Company
Hammers and Presses
Because the length of the hammer ram stroke and the magnitude of the force must be controllable over a wide range
throughout the forging cycle, gravity-drop hammers and most mechanical presses are not suitable for open-die forging.
Power forging hammers (air or steam driven) and hydraulic presses are most commonly used for the production of open-
die forgings that weigh up to 4.5 Mg (5 tons). Larger forgings are usually made in hydraulic presses. Further information
on hammers and presses is available in the article "Hammers and Presses for Forging" in this Volume.
Open-Die Forging
Revised by the ASM Committee on Open-Die Forging
*
; Chairman: Ashok K. Khare, National Forge Company
Dies
Most open-die forgings are produced in a pair of flat dies--one attached to the hammer or to the press ram, and the other
to the anvil. Swage dies (curved), V-dies, V-die and flat-die combinations, FM (free from Mannesmann Effect) dies and
FML (free from Mannesmann Effect with low load) dies are also used. The Mannesmann Effect refers to a tensile stress
state as a result of compressive stresses in a perpendicular orientation. These die sets are shown in Fig. 1. In some
applications, forging is done with a combination of a flat die and a swage die. The dies are attached to platens and rams
by either of the methods shown in Fig. 1(a) and (b). Figure 1 also shows several types of dies that are held on the anvil
manually by means of handles similar to those on the cutting and fullering bars shown in Fig. 4. Information on die
materials, die parallelism, and die life for open-die forging is presented in the article "Dies and Die Materials for Hot
Forging" in this Volume.
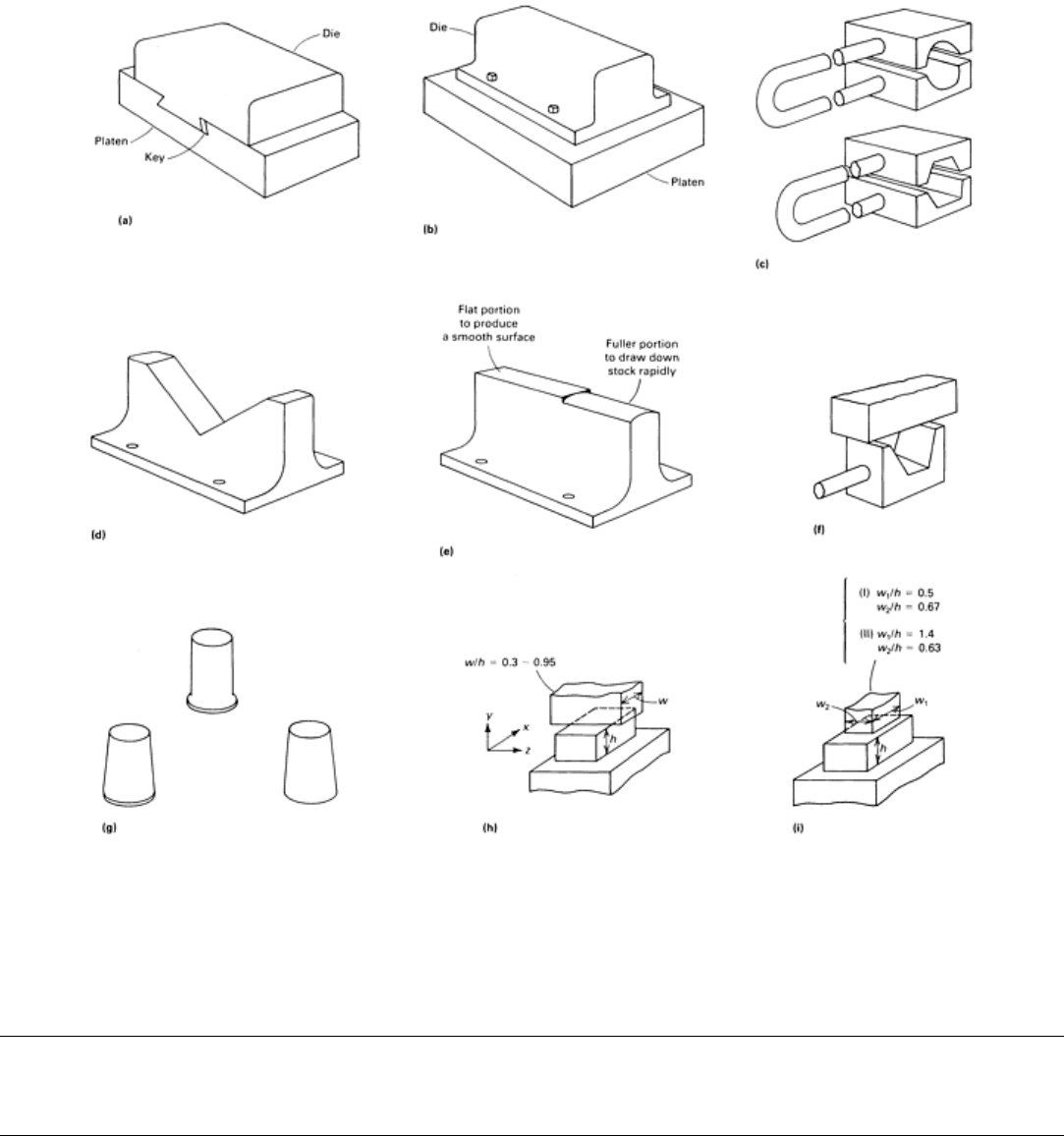
Fig. 1 Typical dies and punches used in open-die forging. (a) Die mounted with dovetail and key. (b) Flange-
mounted die. (c) Swages for producing smooth round and hexagonal bars. (d) V-
die. (e) Combination die (bar
die). (f) Single loose die with flat top for producing hexagonal bars. (g) Three styles of hole-
punching tools. (h)
FM process. (i) FML process
Open-Die Forging
Revised by the ASM Committee on Open-Die Forging
*
; Chairman: Ashok K. Khare, National Forge Company
Auxiliary Tools
Mandrels, saddle supports, sizing blocks (spacers), ring tools, bolsters, fullers, punches, drifts (expansion tools), and a
wide variety of special tools (for producing shapes) are used as auxiliary tools in forging production. Because most
auxiliary tools are exposed to heat, they are usually made from the same steels as the dies.
Saddle Supports. An open-die forging can be made with an upper die that is flat, while the lower die utilizes another
type of tool. Two or more hammers or presses and die setups are often needed to complete a shape (or operations are done
at different times in the same hammer or press by changing the tooling). For example, large rings are made by upsetting
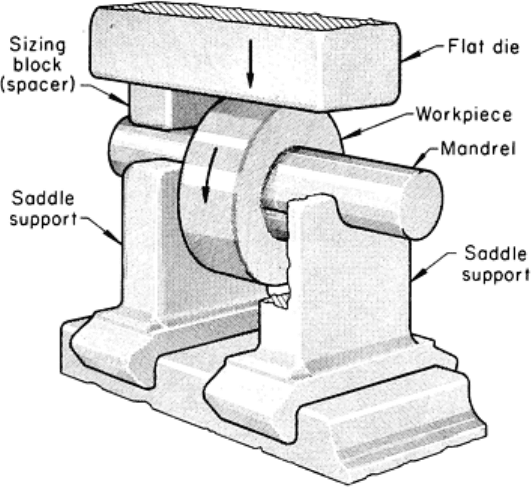
the stock between two flat dies, punching out the center, and then saddle forging (Examples 5 and 6). As shown in Fig. 2,
the lower die is replaced by a saddle arrangement that supports a mandrel inserted through the hollow workpiece.
Fig. 2 Setup for saddle forging a ring
Sizing Blocks. A sizing block can be used between the mandrel and the ram to prevent the cross section of the
workpiece from being forged too thin. Most state-of-the-art presses have automatic sizing or thickness controls.
Bolsters. The open-die forging of hubs requires a bolster (Example 2). Hub forgings are forged to the shape shown in
Fig. 13, Operation 2. A bolster is then placed on the lower die, the smaller diameter of the workpiece is inserted into the
bolster, and the larger diameter is upset. Depending on the size and shape of the workpiece, it may be necessary to
remove the lower die and to use the anvil to support the bolster.
Ring Tools. A tonghold can be retained on a forging so that the forging can be more easily handled after upsetting, as
shown in Fig. 3. A ring tool with a center opening is placed on the workpiece. During the upsetting, the hot work metal at
the ring tool opening is protected from being upset, and it is back extruded to a tonghold with a length equal to the
thickness of the ring tool. Alternatively, the tonghold can be forged on one end of the workpiece prior to upsetting; a hole
in the lower die protects the tonghold during the upsetting operation.
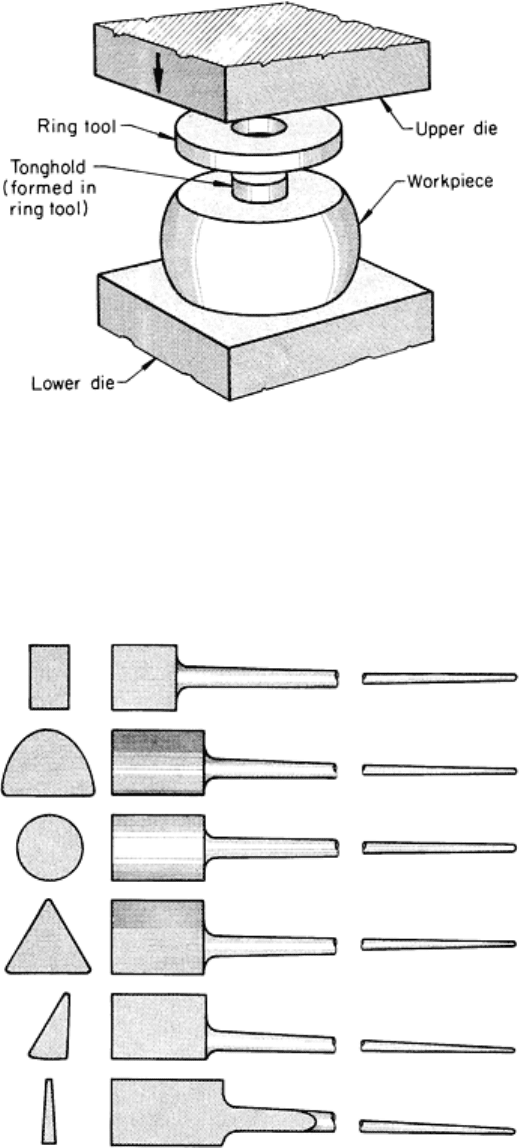
Fig. 3 Setup showing use of a ring tool for forming and retaining a tonghold in the workpiece during upsetting
Fullers are required for starting stepped-down diameters on workpieces such as spindle forgings. They are often used in
pairs (see Example 3). Figure 4 illustrates some of the commonly used cutting and fullering bars.
Fig. 4 Cutting and fullering bars
Mandrels are used to produce long, symmetrical, hollow forgings. The workpiece is elongated in the longitudinal (axial)
direction while positioned on the mandrel and is worked between the top flat die and bottom V-die combination (Example
7). The mandrel has a slight taper on the outside diameter in order to facilitate removal of the finished hollow forging. In
addition, a 25 to 50 mm (1 to 2 in.) hole in the center helps to provide water cooling of the mandrel inside diameter in
order to avoid the hot forge welding of the workpiece onto the mandrel. The length and outside diameter of the mandrel
bar is governed by the inside diameter and the length of the hollow forging.