ASM Metals HandBook Vol. 14 - Forming and Forging
Подождите немного. Документ загружается.

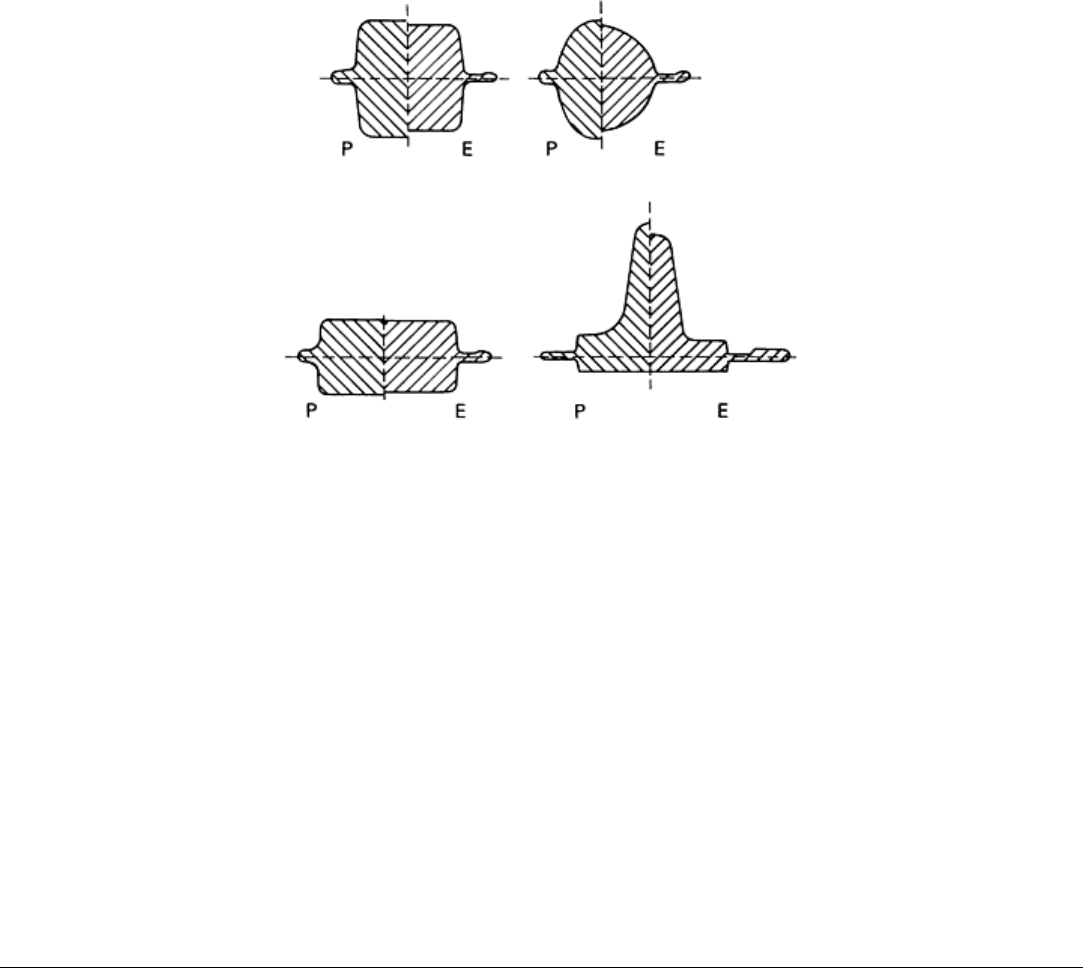
First, the area of each cross section along the length of the preform must be equal to the area of the finished cross section
augmented by the area necessary for flash. Thus, the initial stock distribution is obtained by determining the areas of cross
sections along the main axis of the forging. Second, all the concave radii (including fillet radii) of the preform should be
larger than the radii of the forged part. Finally, whenever practical, the dimensions of the preform should be larger than
those of the finished part in the forging direction so that metal flow is mostly of the upsetting type rather than of the
extrusion type. During the finishing operation the material then will be squeezed laterally toward the die cavity without
additional shear at the die/material interface. Such conditions minimize friction and forging load and reduce wear along
the die surfaces. The application of the three principles for forging steel parts is illustrated for some solid cross sections in
Fig. 17.
Fig. 17 Examples of suggested preform cross section designs for various steel forging end shapes.
P, preform;
E, end form. Source: Ref 8
Experimental and Modeling Methods for Preform Design. In order to ensure filling of a die cavity, without any
forging defects, a preform of geometry determined by experimentation may be used. In this case, an initial preform
geometry is selected based on an "educated guess," the part is forged, and if adequate cavity filling is not obtained, the
preform shape is modified by machining or open-die forging until an adequate finishing operation is designed. Once the
preform geometry is determined, the preforming dies can be modified accordingly. This trial-and-error procedure may be
time consuming and expensive and therefore practical only for rather simple finish shapes.
A more systematic and well-proved method for developing the preform shape is by use of physical modeling, using a soft
material such as lead, plasticine, or wax as model forging material, and hard plastic or mild steel dies as tooling. Thus,
with relatively low cost tooling and with some experimentation, preform shapes can be determined.
More information on the use of physical modeling is available in the article "Modeling Techniques Used in Forging
Process Design" in this Volume.
References cited in this section
7.
A. Chamouard, General Technology of Forging, Vol 1, Dunod, 1964 (in French)
8.
K. Lange, Closed-Die Forging of Steel, Springer Verlag, 1958 (in German)

Dies and Die Materials for Hot Forging
Location of Impressions
The preform and finisher impressions should be positioned across the die block such that the forging force is as close to
the center of the striking force (ram) as possible. This minimizes tipping of the ram, reduces wear on the ram guides, and
helps maintain the thickness dimensions of the forging. When the forging is transferred manually to each impression, the
impression for the operation requiring the greatest forging force is placed at the center of the die block, and the remaining
impressions are distributed as nearly equally as possible on each side of the die block.
Symmetrical forgings usually have their centerline along the front-to-back centerline of the die block. For asymmetrical
forgings, the center of gravity can be used as a reference for positioning the preform and finisher impressions in the die
block.
The center of gravity of a forging does not necessarily correspond to the center of the forging force, because of the
influence of thin sections on the forging force. Because the increase in force is not always directly proportional to the
decrease in thickness, both the flash and the location of the thin sections must be considered when locating the
impressions in a die block. Evenly distributed flash has little effect on an out-of-balance condition; very thin sections have
a marked effect.
When the forgings are automatically transferred from station to station, the impressions must be in operational sequence
across the die block. The machine construction usually counteracts the effects of off-center loading.
Dies and Die Materials for Hot Forging
Multiple-Part Dies
Forging of more than one part in a single die is desirable under certain conditions, including:
• Costs for forging without multiple-part dies are proh
ibitively high because machine time is long and the
proportion of metal lost to flash, sprues, and tonghold is high
• Production requirements are large
• Parting face of the die is uneven, and a balance of forces is needed to avoid incorporating a counterloc
k
in the die
• The forging is so small that it cannot be produced economically in the equipment available
There are conditions, however, under which it is not practical to consider making more than one forging in a single die.
These include:
• The parts are too large to be made in multiples in the available equipment
• The parts are too large to be handled more than one at a time
• Production requirements are not sufficient to make full use of the life of a multiple-part die
The above conditions generally cannot be considered singly, because there are many applications for which labor and
machine costs, along with savings in metal, may or may not offset the cost of multiple-part dies.
Forgings that are best suited to production in multiple-part dies are those that can be arranged in pairs or other multiples
in such a way that the forging forces are balanced. A forging in which the distribution of stock is uneven from one end to
another, such as a connecting rod, is an example. When forged singly in a hammer, parts of this type require several
blows in fuller and roller impressions, but when forged in multiples, they can be nested, grain flow permitting, to
eliminate some of the blows required and to improve the production rate. A second example is a forging that, produced
singly, must be made in dies having a single plane of lock (locked dies in which the nonhorizontal parting surface is

planar). When such parts are forged in multiples in alternating positions, the forces imparted by the opposing planes of
lock can be balanced.
Forgings of uniform section can be made either singly or in multiples. For making such forgings, multiple-part dies are
used mainly to reduce per-piece forging costs or to increase the rate of production.
An advantage of multiple-part dies is that by more fully using the machine capacity and operator time they allow a
reduction in forging piece costs, even though a larger-capacity forging hammer or press may be required or the machine
cycle time may be longer.
The flash allowance for a part made in a multiple-part die is generally less than for a part made in a single-part die.
Dies and Die Materials for Hot Forging
Dies for Precision Forging
The aircraft industry requires aluminum alloy and titanium alloy airframe forgings that undergo a minimum of machining.
The forging industry has responded by developing precision, or no-draft, dies that produce forgings that require little or
no machining before assembly.
Dies are being designed and fabricated not only with zero draft, but also with an undercut and closer tolerances. These
dies consist of several pieces of steel that lock together to form a single unit. The simplest precision die has only a top and
bottom die with a knockout pin to help remove the forging during the forging operation. As the complexity of a forging
increases, the design of the die requires more pieces to form the part. The die may consist of two or more pieces to form
the outside of the forging (wraps), and a bottom and top punch to form the inside configuration. All of these pieces must
fit together--the wraps and the bottom punch, which fits into the wraps to make a bottom die, and top punch, which then
fits into the bottom assembly to make a complete set of forging dies (Fig. 18). For the forging operation, the dies are
contained in a holder or ring die designed to accept several different precision dies. During the forging operation, the
bottom assembly has to separate so that the forging can be removed.
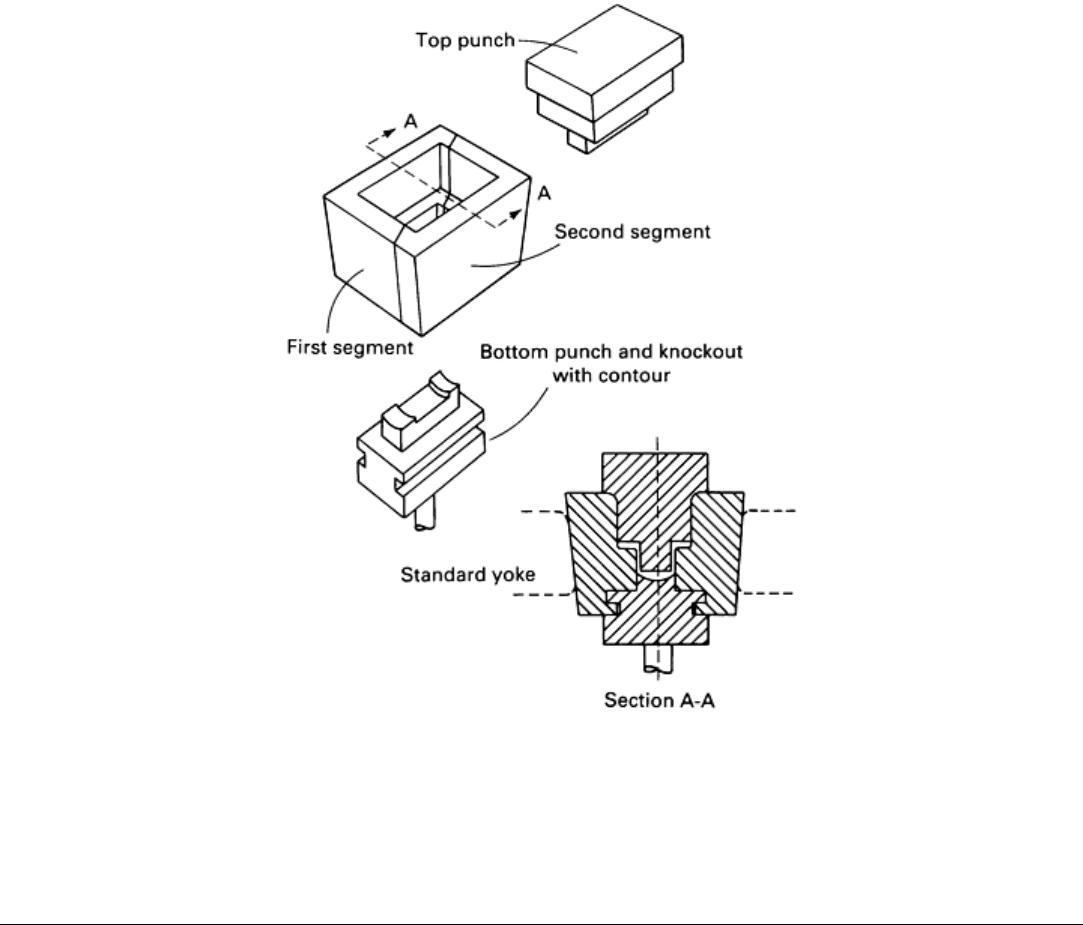
Fig. 18 Typical wrap dies for precision forging
More information on precision forging is available in the articles "Precision Forging," "Forging of Aluminum Alloys,"
and "Forging of Titanium Alloys" in this Volume.
Dies and Die Materials for Hot Forging
Fabrication of Impression Dies
Die sinking is a machine trade whereby a craftsman known as a die sinker performs certain steps to produce a forging die.
In addition to personal skills, the die sinker needs the appropriate machines and hand tools. As the forging industry has
increasingly demanded more complex forgings, the machine tool industry has developed more sophisticated machine
tools to facilitate the production of these complex dies. The die sinker still uses the same basic steps that have been used
for years, but with new machine tools and refined techniques that permit fabrication of dies that can furnish extremely
complex and close-tolerance forgings. The die-making process includes selection of materials for the die; die preparation,
taking into consideration the forging machine that will produce that particular forging; design preparation; machining the
dies; benching the dies; and taking a cast of the dies.
Quality forging dies are achieved through a blending of the skill and knowledge of both the forging engineer and the die
sinker. When the forging design has been completed and approved, the die sinker, after consulting with the designer on
any special details of the job, begins the process of sinking the desired impression in the die blocks of alloy steel. Rough
die blocks, carefully forged and heat treated, usually are obtained from firms that specialize in their manufacture. Blocks
may be purchased in a variety of shapes, sizes, and tempers, depending on the type and size of forging intended and,
accordingly, the type and size of equipment to be used. They may range from a few hundred pounds to several tons in
weight.
Generally, the die shop begins its work by following this sequence of operations: top, bottom, one side, and one end need
to be finish surfaced either on a planer, a milling machine, and/or a surface grinder. All surfaces must be flat, parallel, and
90° to each other. Because of the size and weight of the die block, handling holes are drilled in the ends or sides so that
the dies can be handled more easily. The rough blocks are then moved to a planer or planer mill where they are paired as
upper and lower die blocks of a die set. Die faces are often ground to a fine finish to obtain a smooth surface for layout
work.
After the material has been selected and prepared, the die sinker is given a print of the customer's forging and a die
design. He is now ready to sink the die. In order to make the layout lines on the die steel more visible, a solution of
copper sulfate or die blue is applied to the face of each die. The outline of the forging is scribed on the face of the dies to
the exact dimensions dictated by the drawing. Mold lines are identified first, and the draft lines are added (3°, 5°, 7°, and
so forth). Dimensions for the draft are determined by the depths of the impressions. To ensure that impressions in each die
match, the layout is located on the dies in relation to the side and end match edges. Special shrink scales are used that are
based on the shrink factor of the material to be forged. The design dictates the number of impressions--roller, fuller,
edger, cutoff, and gate--in each set of dies.
Layout lines are scribed on each die using a square and a blade protractor, dividers, and a hardened scriber. If it is
possible to stand the dies on end or on their sides on a surface plate, a height gage can be used to scribe lines that are
parallel to the match edges. This method is very accurate; some tools have digital readouts and a programmable shrink
factor. The finishing impression is usually positioned such that its weight center will be aligned as nearly as possible with
the center of the hammer or press ram, as measured from all sides. This helps ensure perfect balance in the forging
equipment, permits full utilization of maximum ram impact as the forging is in the finishing impression, and eliminates
wear-causing side thrusts and pressures during forging. After the layout is finished and checked, the dies are ready for
machining of the impression.
The machine tools for die sinking have changed dramatically over the years. The simple vertical milling machine has
developed into a very sophisticated machine tool, with hydraulic movement of ram, table, and spindle, having the ability
to trace from a template or tracing mold. The impression (cavity) is sunk to within a few thousandths of an inch of its
finished part size.
The cutting tools used are fabricated from high-speed tool steel and have two, three, or four flutes (straight or spiral).
They may also have angles to produce drafts of 3°, 5°, 7°, and so forth. For heavy flat cutting, a carbide insert cutter is
used. As the die sinking begins, the deepest section is cut first with the largest cutter, working progressively to the
shallowest section, until all vertical walls are machined. The webs and radii are machined last. The X and Y dimensions
are machined according to the scribed lines on the face, with control of the Z dimensions or depth by means of a depth
gage or profile template. If the design calls for more than one impression, only the first impression is made until it has
been benched and a cast has been submitted for approval. Regardless of when the rest of the operations are completed, the
same procedure is used. Flashing and guttering of the dies can be done at either time.
The complexity of some forgings may dictate that a die be fabricated using a wooden pattern of the forging. The pattern is
then used to construct a plaster mold that is used to trace the impression into the die. This method requires minimal
layout. The dimensions of the impression are determined by the mold.
Finishing of impressions is primarily done by hand with the aid of power hand grinders. All tool marks and sharp corners
must be removed, and all vertical and horizontal radii made according to specifications. The surfaces are then polished.
Most of the surfaces have been machined within a few thousandths of the finish dimensions; subsequent benching is not
done to remove an appreciable amount of stock, but only to polish the surfaces to ensure that they are true in every
dimension and free of tool marks, blemishes, and sharp corners. These hand operations help ensure filling of the
impression with the least resistance to metal flow during forging. Likewise they minimize abrasive wear on the
impressions.
When the bench work on the finishing impression is completed, a parting agent is applied to the surface of the impression
to prepare for proofing of the impression. The pair of dies is clamped together in exact alignment, using the matched
edges as guides, and the cavity formed by the finishing impression is filled with molten lead, plaster, or special
nonshrinking compounds to obtain a die proof. The die proof is then checked for dimensional accuracy. When all
dimensions are correct, the die proof is submitted to the customer for approval, if requested.

Other die impressions may then be sunk (to perform edging, fullering, and bending operations), depending on the
complexity of the forging. These impressions for preliminary forging operations may also be sunk in a separate set of
dies. The arrangement and sequence of preliminary operations differ widely according to variations in practice throughout
the forging industry.
Ordinarily, the final machining operations on the faces of a set of dies are performed on the flash gutter. After guttering of
dies, dowel pockets are usually milled into one side of the shank of each die block. The dowel pocket accommodates the
dowel key, which is inserted by the hammer or press operator to maintain die alignment in the equipment from front to
back.
Another close inspection of the dies is generally scheduled as a final precaution. All dimensions of blocking, as well as
finishing impressions, are again carefully compared with the blueprint dimensions and specifications.
Extreme care is required in bringing the dies into exact alignment as they are placed in the forging equipment so that
forgings will be on match and there will be a minimum of strain on the equipment and wear on the dies. Dies correctly
and properly handled are normally capable of producing thousands of uniform forgings of identical shape and size.
An alternative method for sinking dies uses electrodischarge machining (EDM) in place of a vertical mill. This method is
used when minimal draft angles and very narrow ribs are required, and it has the ability to produce dies accurately. Also,
if several of the same cavities are to be sunk in one die, use of EDM ensures reproducibility.
The machine tool for this method of die fabrication has a hydraulic-powered ram and table. The table is a large tank that
is open at the top. All metal removal is done with the die block submerged in a dielectric solution, which is used as a
flushing agent to keep the burning area clean. The solution also acts as the carrier for electric current between the
electrode and the die block. The solution is constantly circulated through a separate filter system to keep it clean and free
of contaminants from the burning operation. A clean solution is necessary for an efficient burn. The electrode never
makes contact with the die block as the electric current passes through the dielectric solution to the die block and erodes
the die steel to create the impression.
Dies and Die Materials for Hot Forging
Resinking
Solid dies must be resunk after they have worn out of tolerance. The number of resinkings that can be made in a set of
dies is a function of block thickness less maximum depth of impression. For a block of a given thickness, the number of
resinkings depends mainly on the depth of the impression. Shallow impressions such as those used for making open-end
wrenches or adjustable wrench handles may be resunk as many as six times before the blocks are too thin for further use.
With deeper impressions, the number of possible resinkings decreases to one or, in extreme cases, none. In general, the
thickness of the block remaining beneath (or above) the impression should be at least three times the depth of the
impression. That is, if the impression is 51 mm (2 in.) deep, the total thickness of the block should be at least 203 mm (8
in.). These figures are only approximate, and the thickness required will depend somewhat on the severity of the
impression (radii and draft angles) as well as on the depth. For extremely shallow forgings such as thin open-end
wrenches, the block thickness should be more than three times the depth of the impression; otherwise, the block might not
have enough thickness to provide adequate backing.
For long production runs, some shops resink the dies by small amounts (for example, 1.6 mm, or
1
16
in.) at shorter
intervals instead of waiting until the impression is worn completely out of tolerance and needs a deeper resink.
Dies and Die Materials for Hot Forging
Cast Dies
Most forging dies are fabricated by machining the impressions in wrought steel (die sinking; see the section "Fabrication
of Impression Dies" in this article). For some applications, however, cast dies have proved to be economical alternatives.
Advantages. The principal advantage of cast dies is the savings in diemaking costs that can be effected by minimizing
the amount of machining necessary for die fabrication. Usually, only a polishing operation is necessary to finish cast dies.
Another advantage of cast dies is improved microstructure over wrought dies, with smaller, more evenly dispersed
carbides and less grain-boundary segregation of carbides. Nonuniform carbide distribution in some wrought tool steels
can lead to early wear (in areas lean in carbides) and premature heat checking (in areas rich in carbides). A further
advantage provided by cast dies is more equiaxed grain structure than wrought products formed by rolling or forging.
Grain direction in wrought alloys improves properties in some directions (parallel to the grain) but results in reduced
properties transverse to the grain direction. Castings have no grain directionality and therefore display more uniform
properties.
Disadvantages. There are also some disadvantages in using cast dies. Sections around the die cavity must be of a fairly
uniform thickness to avoid excessive residual stresses in the casting of the die. Also, because of the lower strength of cast
dies, the sections around the die cavity must be relatively thick; the dies can therefore become rather massive. Finally,
inspection can be difficult; radiographic inspection is virtually the only method available to test for soundness.
Where Cast Dies Are Used. Large cast dies are used when it is not convenient to make the die as a forging either
because of its mass or because of a lack of capacity to produce a forging of the required size. Cast dies can be used as
inserts when intricate detail is required in the die cavity. Cast dies also are sometimes used for isothermal forging because
the alloys used for these dies (for example, nickel-base alloys and TZM molybdenum alloy) are difficult to machine.
Dies and Die Materials for Hot Forging
Heat Treating
Nominal compositions of chromium- and tungsten-base AISI hot-work tool steels are given in Table 1. The group of
steels denoted low-alloy proprietary steels in Table 1 is included here in the discussion of hot-work tool steels because
they are also used extensively for hot-work applications. Table 2 summarizes the heat-treating practices commonly
employed for this composite group of tool steels.
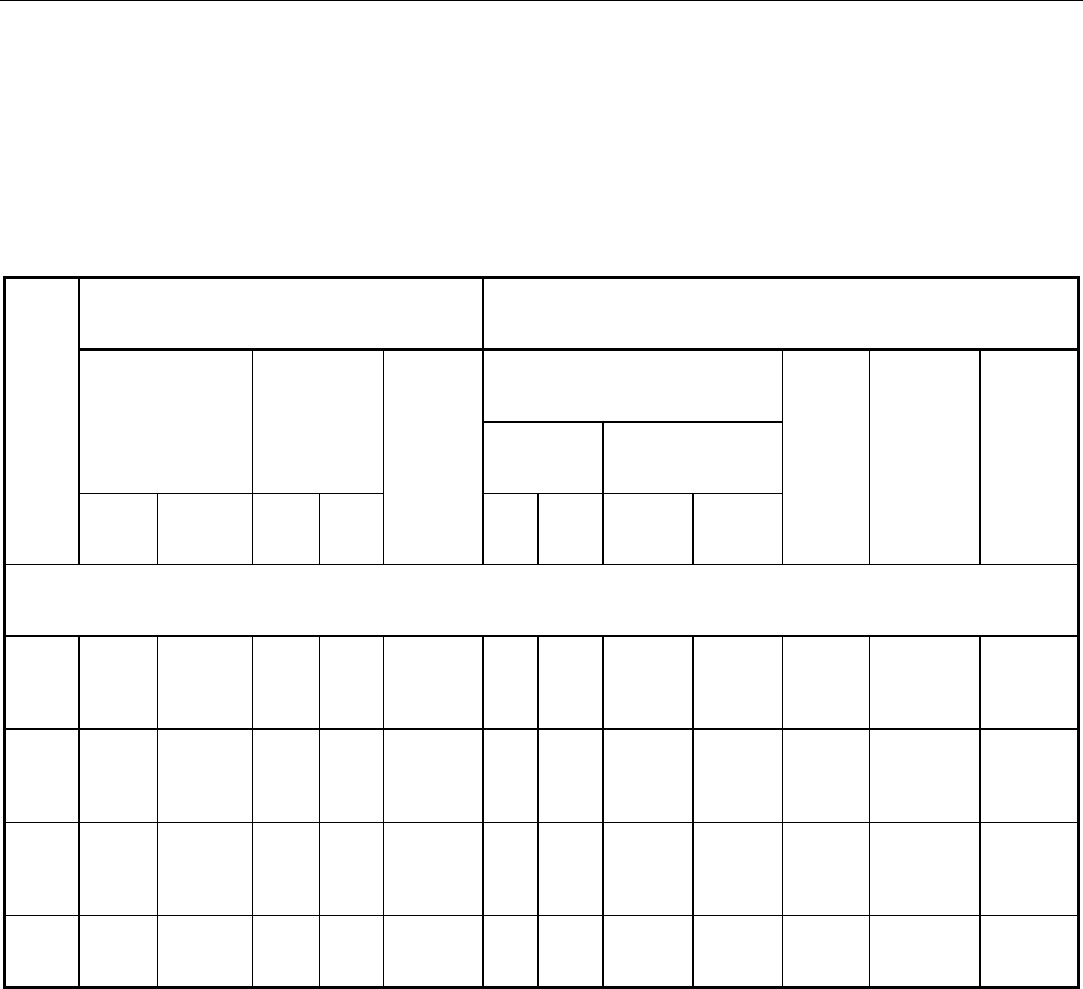
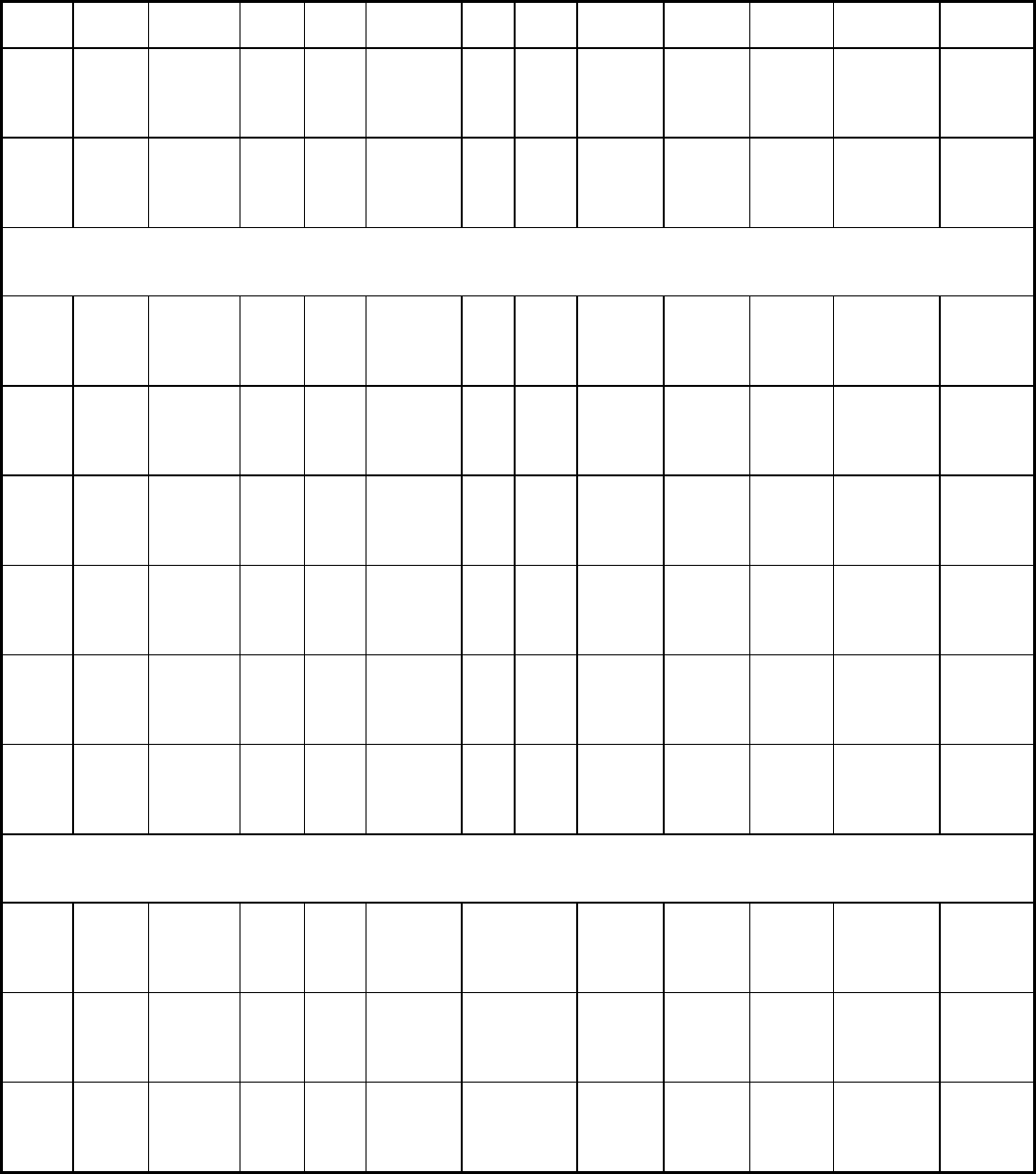
Table 2 Recommended heat-treating practice for hot-work tool steels listed in Table 1
Annealing
Hardening
Temperature Temperature
(b)
, Cooling
rate
(c)
,
Preheat Austenitize
Steel
(a)
°C °F °C/h °F/h
Annealed
hardness,
HB
°C °F °C °F
Holding
time,
min
Quenching
medium
Quenched
hardness,
HRC
Chromium-base AISI hot-work tool steels
H10 845-
900
1550-
1650
22 40 192-229 815 1500 1010-
1040
1850-
1900
15-40
(d)
A
56-59
H11 845-
900
1550-
1650
22 40 192-229 815 1500 995-
1025
1825-
1875
15-40
(d)
A
53-55
H12 845-
900
1550-
1650
22 40 192-229 815 1500 995-
1025
1825-
1875
15-40
(d)
A
52-55
H13 845-1550-22 40 192-229 815 1500 995-1825-15-40
(d)
A
49-53
900 1650 1040 1900
H14 870-
900
1600-
1650
22 40 207-235 815 1500 1010-
1065
1850-
1950
15-40
(d)
A
55-56
H19 870-
900
1600-
1650
22 40 207-241 815 1500 1095-
1205
2000-
2200
2-5 A, O
52-55
Tungsten-base AISI hot-work tool steels
H21 870-
900
1600-
1650
22 40 207-235 815 1500 1095-
1205
2000-
2200
2-5 A, O
43-52
H22 870-
900
1600-
1650
22 40 207-235 815 1500 1095-
1205
2000-
2200
2-5 A, O
48-57
H23 870-
900
1600-
1650
22 40 212-255 815 1500 1205-
1260
2200-
2300
2-5 O
33-35
(e)
H24 870-
900
1600-
1650
22 40 217-241 815 1500 1095-
1230
2000-
2250
2-5 A, O
44-55
H25 870-
900
1600-
1650
22 40 207-235 815 1500 1150-
1260
2100-
2300
2-5 A, O
46-53
H26 870-
900
1600-
1650
22 40 217-241 870 1600 1175-
1260
2150-
2300
2-5 A, O, S
63-64
Low-alloy proprietary steels
6G 790-
815
1450-
1500
22
(f)
40
(f)
197-229 Not required
845-855 1550-
1575
. . . O
(g)
63 min
(h)
6F2 780-
795
1440-
1460
22
(i)
40
(f)
223-235 Not required
845-870 1550-
1600
. . . O
(g)
63 min
(h)
6F3 760-
775
1400-
1425
22
(j)
40
(f)
235-248 Not
required
900-925 1650-
1700
. . . A
(k)
63 min
(h)
Note: A, air; O, oil; S, salt.
(a)
Holding time, after uniform through heating, varies from about 15 min, for small sections, to about 1 h, for large sections. Work is cooled from
temperature in still air.
(b)
Lower limit of range should be used for small sections, upper limit should be used for large sections. Holding time varies from about 1 h for
light sections and small furnace charges to about 4 h for heavy sections and large charges; for pack annealing, hold for 1 h per inch of pack
cross section.

(c)
Maximum rate, to 425 °C (800 °F) unless footnoted to indicate otherwise.
(d)
For open-furnace heat treatment. For pack hardening, hold for h per inch of pack cross section.
(e)
Temper to precipitation harden.
(f)
To 370 °C (700 °F).
(g)
To 205 to 175 °C (400 to 350 °F), then air cool.
(h)
Temper immediately.
(i)
For isothermal annealing, furnace cool to 650 °C (1200 °F), hold for 4 h, furnace cool to 425 °C (800 °F), then air cool.
(j)
For isothermal annealing, furnace cool to 670 °C (1240 °F), hold for 4 h, furnace cool to 425 °C (800 °F), then air cool.
(k)
Cool with forced-air blast to 205 to 175 °C (400 to 350 °F), then cool in still air.
Normalizing. Because these steels as a group are either partially or completely airhardening, normalizing is not
recommended.
Annealing. Recommended annealing temperatures, cooling practice, and expected hardness values are given in Table 2.
Heating for annealing should be slow and uniform to prevent cracking, especially when annealing hardened tools. Heat
losses from the furnace usually determine the rate of cooling; large furnace loads will cool at a slower rate than light
loads. For most of these steels, furnace cooling to 425 °C (800 °F), at 22 °C max (40 °F max) per hour, and then air
cooling, will suffice.
For types 6F2 and 6F3, an isothermal anneal (Table 2) may be employed to advantage for small tools that can be handled
in salt or lead baths or for small loads in batch-type furnaces; however, isothermal annealing has no advantage over
conventional annealing for large die blocks or large furnace loads of these steels.
In controlled-atmosphere furnaces, the work should be supported so that it does not touch the bottom of the furnace. This
will ensure uniform heating and permit free circulation of the atmosphere around the work. Workpieces should be
supported in such a way that they will not sag or distort under their own weight.
Stress Relieving. It is sometimes advantageous to stress relieve tools made of hot-work steel after rough machining but
before final machining, by heating them to 650 to 730 °C (1200 to 1350 °F). This treatment minimizes distortion during
hardening, particularly for dies or tools that have major changes in configuration or deep cavities. However, closer
dimensional control can be obtained by hardening and tempering after rough machining and before final machining,
provided that the final hardness obtained by this method is within the machinable range.
Preheating before austenitizing is nearly always recommended for all hot-work steels, with the exception of 6G, 6F2,
and 6F3. These steels may or may not require preheating, depending on size and configuration of the workpieces.
Recommended preheating temperatures for all the other types are given in Table 2.
Die blocks or other tools for open-furnace treatment should be placed in a furnace that is not over 260 °C (500 °F). Work
that is packed in containers may be safely placed in furnaces at 370 to 540 °C (700 to 1000 °F). Once the workpieces (or
containers) have attained furnace temperature, they are heated slowly and uniformly, at 85 to 110 °C (150 to 200 °F) per
hour, to the preheating temperature (Table 2) and held for 1 h per inch of thickness (or per inch of container thickness, if
packed). Thermocouples should be placed adjacent to the pieces in containers. Controlled atmospheres or other protective
means must be used above 650 °C (1200 °F) to minimize scaling and decarburization.
Austenitizing temperatures recommended for the hardening of hot-work tool steels are given in Table 2. Rapid heating
from the preheating temperature to the austenitizing temperature is preferred for types H19 through H26.
Except for steels H10 through H14 (see Table 2), time at the austenitizing temperature should only be sufficient to heat
the work completely through; prolonged soaking is not recommended.
The equipment and method employed for austenitizing are frequently determined by the size of the workpiece. For tools
weighing less than about 227 kg (500 lb), any of the methods would be suitable. However, larger tools or dies would be
difficult to handle in either a salt bath or a pack.
Tools or dies made of hot-work steel must be protected against carburization and decarburization when being heated for
austenitizing. Carburized surfaces are highly susceptible to heat checking. Decarburization causes decreased strength,
which may result in fatigue failures. However, the principal detrimental effect of decarburization is to mislead the heat
treater as to the actual hardness of the die. To obtain specified hardness of the decarburized surface, the die is tempered at
too low a temperature. The die then goes into operation at excessive internal hardness and breaks at the first application of
load.
An endothermic atmosphere produced by a gas generator is probably the most widely used protective medium. The dew
point is normally held from 2 to 7 °C (35 to 45 °F) in the furnace, depending on the carbon content of the steel and the
operating temperature. A dew point of 3 to 4 °C (38 to 40 °F) is ideal for most steels of type H11 or H13 when
austenitized at 1010 °C (1850 °F).
Quenching. Hot-work steels range from high to extremely high in hardenability. Most of them will achieve full
hardness by cooling in still air; however, even with those types having the highest hardenability, sections of die blocks
may be so large that insufficient hardening results. In such instances, an air blast or an oil quench is required to achieve
full hardness. Hot-work steels are never water quenched. Recommended quenching media are listed in Table 2.
If blast cooling is used, dry air should be blasted uniformly on the surface to be hardened. Dies or other tools should not
be placed on concrete floors or in locations where water vapor may strike them during air quenching.
Some of the hot-work steels will scale considerably during cooling to room temperature in air. An interrupted quench
reduces this scaling by eliminating the long period of contact with air at elevated temperature, but it also increases
distortion. The best procedure is to quench from the austenitizing temperature in a salt bath held at 595 to 650 °C (1100 to
1200 °F), holding the workpiece in the quench until it reaches the temperature of the bath, and then with-drawing it and
allowing it to cool in air. An alternative, but less precise, procedure is to quench in oil at room temperature or slightly
above and judge by color (faint red) when the workpiece has reached 595 to 650 °C (1100 to 1200 °F); the piece is then
quickly withdrawn and permitted to cool to room temperature in air. While cooling, the piece should be placed in a
suitable rack, or be supported by wires, in such a manner as to allow air to come in contact with all surfaces.
Steel H23 requires a different type of interrupted quench, because ferrite precipitates rapidly in this steel at 595 °C (1100
°F), and M
S
is below room temperature. This steel should be quenched in molten salt at 165 to 190 °C (325 to 375 °F) and
the air cooled to room temperature. This steel will not harden in quenching but will do so by secondary hardening during
the tempering cycle.
Parts quenched in oil should be completely immersed in the oil bath, held until they have reached bath temperature, and
then transferred immediately to the tempering furnace. Oil bath temperatures may range from 55 to 150 °C (130 to 300
°F), but should always be below the flash point of the oil. Oil baths should be circulated and kept free of water.
Tempering. Hot-work tool steels should be tempered immediately after quenching, even though sensitivity to cracking
in this stage varies considerably among the various types. These steels are usually tempered in air furnaces of the forced-
convection type. Salt baths are used successfully for smaller parts, but for large, complex parts, salt bath tempering may