ASM Metals HandBook Vol. 14 - Forming and Forging
Подождите немного. Документ загружается.

(Eq 14)
If the same energy were dissipated over a stroke h of 2.5 mm (0.1 in.), the load would reach approximately double the
calculated value. The simple hypothetical calculations given above illustrate the capabilities of relatively inexpensive
hammers in exerting high forming loads.
Reference cited in this section
10.
K. Lange, Machines for Warmforming, in Hutte, Handbook for Plant Engineers,
Vol 1, Wilhelm Ernst and
John Verlag, 1957, p 657 (in German)
Selection of Forging Equipment
Taylan Altan, The Ohio State University
References
1. J. Foucher, "Influence of Dynamic Forces Upon Open Back Presses," Doctoral dissert
ation, Technical
University, 1959 (in German)
2. T. Altan, Important Factors in Selection and Use of Equipment for Metal-working, in
Proceedings of the
Second Inter-American Conference on Materials Technology (Mexico City), Aug 1970
3. T. Altan, F.W. Boulger, J.R. Becker, N. Akgerman, and H.J. Henning,
Forging Equipment, Materials, and
Practices, MCIC-HB-03, Metals and Ceramics Information Center, Battelle-Columbus Laboratories, 1973
4. O. Kenzle, Development Trends in Forming Equipment, Werkstattstechni
k, Vol 49, 1959, p 479 (in
German)
5. G. Rau, A Die Forging Press With a New Drive, Met. Form., July 1967, p 194-198
6. Engineers Handbook, Vol 1 and 2, VEB Fachbuchverlag, 1965 (in German)
7. S.A. Spachner, "Use of a Four-Bar Linkage as a Slide Drive for Mechanical Presses," SME Paper MF70-
216, Society of Manufacturing Engineers, 1970
8.
T. Altan and A.M. Sabroff, Important Factors in the Selection and Use of Equipment for Forging, Part I,
II, III, and IV, Precis. Met., June-Sept 1970
9. Th. Klaprodt,
Comparison of Some Characteristics of Mechanical and Screw Presses for Die Forging,
Industrie-Anzieger, Vol 90, 1968, p 1423
10. K. Lange, Machines for Warmforming, in Hutte, Handbook for Plant Engineers,
Vol 1, Wilhelm Ernst and
John Verlag, 1957, p 657 (in German)
Dies and Die Materials for Hot Forging
Introduction
DIE MATERIALS used for hot forging include hot-work tool steels (AISI H series), some alloy steels such as the AISI
4300 or 4100 series, and a small number of proprietary, lower-alloy materials. The AISI hot-work tool steels can be
loosely grouped according to composition (see Table 1). Die materials for hot forging should have good hardenability as
well as resistance to wear, plastic deformation, thermal fatigue and heat checking, and mechanical fatigue (see the section
"Factors in the Selection of Die Materials" in this article). Die design is also important in ensuring adequate die life; poor
design can result in premature wear or breakage.
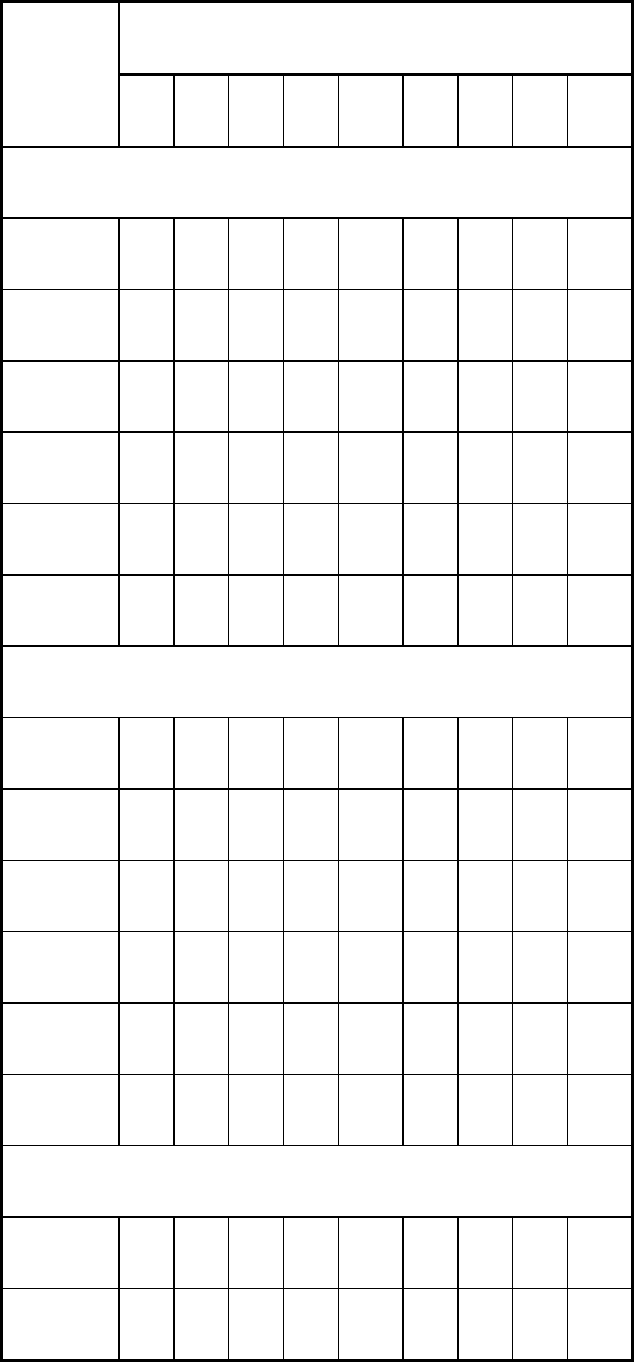
Table 1 Compositions of tool and die materials for hot forging
Nominal composition, %
Designation
C Mn Si Co Cr Mo Ni V
W
Chromium-base AISI hot-work tool steels
H10 0.40
0.40
1.00
. . . 3.30 2.50
. . . 0.50
. . .
H11 0.35
0.30
1.00
. . . 5.00 1.50
. . . 0.40
. . .
H12 0.35
0.40
1.00
. . . 5.00 1.50
. . . 0.50
1.50
H13 0.38
0.30
1.00
. . . 5.25 1.50
. . . 1.00
. . .
H14 0.40
0.35
1.00
. . . 5.00 . . . . . . . . .
5.00
H19 0.40
0.30
0.30
4.25
4.25 0.40
. . . 2.10
4.10
Tungsten-base AISI hot-work tool steels
H21 0.30
0.30
0.30
. . . 3.50 . . . . . . 0.45
9.25
H22 0.35
0.30
0.30
. . . 2.00 . . . . . . 0.40
11.00
H23 0.30
0.30
0.30
. . . 12.00
. . . . . . 1.00
12.00
H24 0.45
0.30
0.30
. . . 3.0 . . . . . . 0.50
15.00
H25 0.25
0.30
0.30
. . . 4.0 . . . . . . 0.50
15.00
H26 0.50
0.30
0.30
. . . 4.0 . . . . . . 1.00
18.00
Low-alloy proprietary steels
ASM 6G 0.55
0.80
0.25
. . . 1.00 0.45
. . . 0.10
. . .
ASM 6F2 0.55
0.75
0.25
. . . 1.00 0.30
1.00
0.10
. . .
This article will address dies and die materials used for hot forging in vertical presses, hammers, and horizontal forging
machines (upsetters). Dies used in other forging processes, such as rotary forging and isothermal forging, are discussed in
the articles in the Section "Forging Processes" in this Volume.
Dies and Die Materials for Hot Forging
Open Dies
Most open-die forgings are produced in a pair of flat dies--one attached to the hammer or to the press ram, and the other
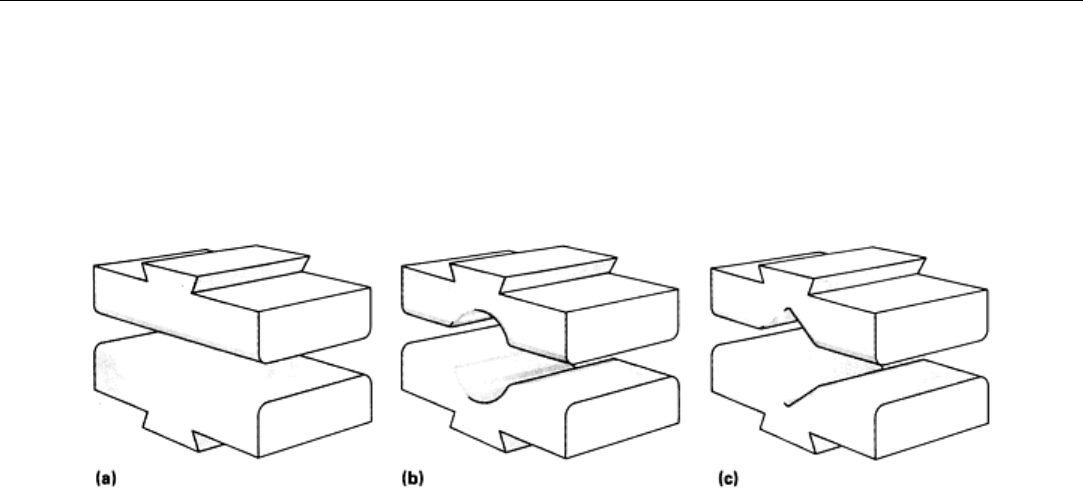
to the anvil. Swage (semicircular) dies and V-dies are also commonly used. These different types of die sets are shown in
Fig. 1. In some applications, forging is done with a combination of a flat die and a swage die.
Fig. 1 Three types of die sets used for open-die forging
Flat Dies. The surfaces of flat dies (Fig. 1a) should be parallel to avoid tapering of the workpiece. Flat dies may range
from 305 to 510 mm (12 to 20 in.) in width, although most are from 405 to 455 mm (16 to 18 in.) in width. The edges of
flat dies are rounded to prevent pinching or tearing of the workpiece and the formation of laps during forging.
Flat dies are used to form bars, flat forgings, and round shapes. Wide dies are used when transverse flow (sideways
movement) is desired or when the workpiece is drawn out using repeated blows. Narrower dies are used for cutting off or
for necking down larger cross sections.
Swage dies are basically flat dies with a semicircular shape cut into their centers (Fig. 1b). The radius of the semicircle
corresponds to the smallest-diameter shaft that can be produced. Swage dies offer the following advantages over flat dies
in the forging of round bars:
• Minimal side bulging
• Longitudinal movement of all metal
• Greater deformation in the center of the bar
• Faster operation
Disadvantages of swage dies include the inability to:
• Forge bars of more than one size, in most cases
• Mark or cut off parts (in contrast to flat-die use)
V-dies (Fig. 1c) can be used to produce round parts, but they are usually used to forge hollow cylinders from a hollow
billet. A mandrel is used with the V-dies to form the inside of the cylinder. The optimum angle for the V is usually
between 90 and 120°.
Dies and Die Materials for Hot Forging
Impression Dies
Dies for closed-die (impression-die) forging on presses are often designed to forge the part in one blow, and some sort of
ejection mechanism (for example, knockout pins) is often incorporated into the die. Dies may contain impressions for
several parts.
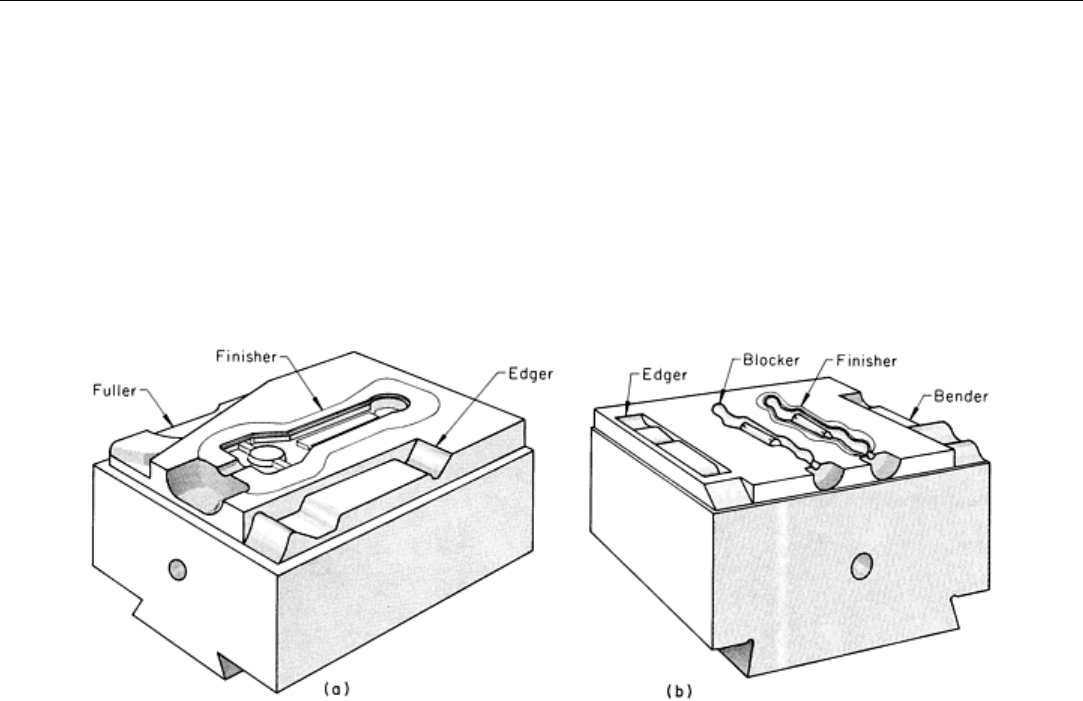
Hammer forgings are usually made using several blows in successive die impressions. A typical die used for hammer
forging is shown in Fig. 2. Such dies usually contain several different types of impressions, each serving a specific
function. These are discussed below.
Fig. 2 Typical multiple-impression dies for closed-die forging
Fullers. A fuller is a die impression used to reduce the cross section and to lengthen a portion of the forging stock. In
longitudinal cross section, the fuller is usually elliptical or oval to obtain optimum metal flow without producing laps,
folds, or cold shuts. Fullers are used in combination with edgers or rollers, or as the only impression before use of the
blocker or finisher.
Because fullering usually is the first step in the forging sequence, and generally uses the least amount of forging energy,
the fuller is almost always placed on the extreme edge of the die, as shown in Fig. 2(a).
Edgers are used to redistribute and proportion stock for heavy sections that will be further shaped in blocker or finisher
impressions. Thus, the action of the edger is opposite to that of the fuller. A connecting rod is an example of a forging in
which stock is first reduced in a fuller to prepare the slender central part of the rod and then worked in an edger to
proportion the ends of the boss and crank shapes (Fig. 2a).
The edger impression may be open at the side of the die block, as in Fig. 2(a), or confined, as in Fig. 2(b). An edger is
sometimes used in combination with a bender in a single die impression to reduce the number of forging blows necessary
to produce a forging.
Rollers are used to round the stock (for example, from a square billet to a round, barlike shape) and often to cause some
redistribution of mass in preparation for the next impression. The stock usually is rotated, and two or more blows are
needed to roll the stock.
The operation of a roller impression is similar to that of an edger, but the metal is partially confined on all sides, with
shapes in the top and bottom dies resembling a pair of shallow bowls. Because of the cost of sinking the die impressions,
rollering is more expensive than edging, provided both operations can be done in the same number of blows.
Flatteners are used to widen the work metal, so that it more nearly covers the next impression or, with a 90° rotation, to
reduce the width to within the dimensions of the next impression. The flattener station can be either a flat area on the face
of the die or an impression in the die to give the exact size required.
Benders. A portion of the die can be used to bend the stock, generally along its longitudinal axis, in two or more planes.
There are two basic designs of bender impressions: free-flow and trapped-stock.
In bending with a free-flow bender (Fig. 2b), either one end or both ends of the forging are free to move into the bender.
A single bend is usually made. This type of bending may cause folds or small wrinkles on the inside of the bend.
The trapped-stock bender usually is employed for making multiple bends. With this technique, the stock is gripped at both
ends as the blow is struck, and the stock in between is bent. Because the metal is held at both ends, it is usually stretched
during bending. There is a slight reduction in cross-sectional area in the bend, and the work metal is less likely to wrinkle
or fold than in a free-flow bender.
Stock that is to be bent may require preforming by fullering, edging, or rollering. Bulges of extra material may be
provided at the bends to prevent the formation of kinks or folds in free-flow bending. This is particularly necessary when
sharp bends are made. The bent preform usually is rotated 90° as it is placed in the next impression.
Splitters. In making fork-type forgings, frequently part of the work metal is split so that it conforms more closely to the
subsequent blocker impression. In a splitting operation, the stock is forced outward from its longitudinal axis by the
action of the splitter. Generous radii should be used to prevent the formation of cold shuts, laps, and folds.
Blockers. The blocker impression immediately precedes the finisher impression and serves to prepare the shape of the
metal before it is forged to final shape in the finisher. Usually, the blocker imparts the general final shape to the forging,
omitting those details that restrict metal flow in finishing, and including those details that will permit smooth metal flow
and complete filling in the finisher impression.
Finishers. The finisher impression gives the final overall shape to the workpiece. It is in this impression that any excess
work metal is forced out into the flash. Despite its name, the finisher impression is not necessarily the last step in the
production of a forging. A bending or hot coining operation is sometimes used to give the final shape or dimensions to a
forged part after it has passed through the finisher impression and the trimming die.
A blocker may be a streamlined model of the finisher, used to provide a smooth transition from partially finished to
finished forging. Streamlining helps the metal flow around radii, reducing the possibility of cold shuts or other defects.
Sometimes, the blocker impression is made by duplicating the finisher impression in the die block and then rounding it
off as required for smooth flow of metal. When this practice is used, the volume of metal in the blockered preform is
greater than will be needed in the finisher impression. Also, the blocker impression is larger at the parting line than is the
finisher impression. The excess metal causes the finisher impression to wear at the flash land--where the excess metal
must be extruded as flash--and around the top of the impression. With wear, the finisher will produce forgings that cannot
be properly trimmed or that are out of tolerance. The impression must be reworked more frequently, or the die must be
scrapped prematurely.
It is better practice to make the blocker impression slightly narrower and deeper than the finisher impression, with a
volume that is equal to, or only slightly greater than, that of the finisher. The use of a blocker impression having this
narrower design minimizes die wear at the parting line in the finisher impression. Moreover, it eliminates the occurrence
of the type of lap that is likely to be produced in a finished forging made from a blockered preform of the rounded,
finisher-duplicate sort described above, namely, the lap made when the finisher shaves excess metal from the sides of the
blockered preform. An added benefit of the narrower design is that it allows for some wear of the blocker impression.
Forging of parts that include deep holes or bosses can cause trouble in the finisher. For producing such parts, the blocker
sometimes serves as a gathering operation: A volume of metal that is sunk to one side of a forging in the blocker
impression can be forced through to the other side in the finisher impression, filling a high boss.
Use of a blocker impression, in addition to promoting smooth metal flow in the finisher impression, reduces wear.

Dies and Die Materials for Hot Forging
Die Materials
Hot-work die steels are commonly used for hot-forging dies subjected to temperatures ranging from 315 to 650 °C (600 to
1200 °F). These materials contain chromium, tungsten, and in some cases, vanadium or molybdenum or both. These
alloying elements induce deep hardening characteristics and resistance to abrasion and softening. These steels usually are
hardened by quenching in air or molten salt baths. The chromium-base steels contain about 5% Cr (Table 1). High
molybdenum content gives these materials resistance to softening; vanadium increases resistance to abrasion and
softening. Tungsten improves toughness and hot hardness; tungsten-containing steels, however, are not resistant to
thermal shock and cannot be cooled intermittently with water. The tungsten-base hot-work die steels contain 9 to 18% W,
2 to 12% Cr, and sometimes small amounts of vanadium. The high tungsten content provides resistance to softening at
high temperatures while maintaining adequate toughness, but it also makes water cooling of these steels impossible.
Low-alloy proprietary steels are also used frequently as die materials for hot forging. Steels with ASM designations 6G,
6F2, and 6F3 have good toughness and shock resistance, with good resistance to abrasion and heat checking. These steels
are tempered at lower temperatures (usually 450 to 500 °C, or 840 to 930 °F); therefore, they are more suited for
applications that do not result in high die surface temperatures, for example, die holders for hot forging or hammer die
blocks.
The origin of the "ASM" designations for these steels dates back to the 1948 edition of Metals Handbook. ASM
International does not issue standards of any kind. However, because these steels were never given designations by AISI,
SAE, or the Unified Numbering System (UNS), they are still often referred to by their ASM designations. In the 1948
Handbook, tool steels were grouped into six broad categories. The steels under discussion here were grouped under
category VI (6), "Miscellaneous Tool Steels." The letters of the designation referred to the principal alloying elements.
Thus, 6G is a chromium-molybdenum steel, while the 6F steels are nickel-chromium-molybdenum compositions. The
difference between 6F2 and 6F3 is in the amounts of these principal alloying elements (see Table 1).
Dies and Die Materials for Hot Forging
Factors in the Selection of Die Materials
Properties of materials that determine their selection as die materials for hot forging are:
• Ability to harden uniformly
• Wear resistance (ability to resist the abrasive action of hot metal during forging)
• Resistance to plastic deformation (ability to withstand pressure and resist deformation under load)
• Toughness
• Resistance to thermal fatigue and heat checking
• Resistance to mechanical fatigue
Ability to Harden Uniformly. The higher the hardenability of a material, the greater the depth to which it can be
hardened. Hardenability depends on the composition of the tool steel. In general, the higher the alloy content of a steel,
the higher its hardenability, as measured by the hardenability factor D
1
(in inches). The D
1
of a steel is the diameter of an
infinitely long cylinder which would just transform to a specific microstructure (50% martensite) at the center if heat
transfer during cooling were ideal, that is, if the surface attained the temperature of the quenching medium instantly. A
larger hardenability factor D
1
means that the steel will harden to a greater depth on quenching, not that it will have a
higher hardness. For example, the approximate nominal hardenability factors D
1
(inches) for a few die steels are as
follows: ASM 6G, 0.6; ASM 6F2, 0.6; ASM 6F3, 1.4; AISI H10, 5; AISI H12, 3.5.
Wear Resistance. Wear is a gradual change in the dimensions or shape of a component caused by corrosion,
dissolution, or abrasion and removal or transportation of the wear products. Abrasion resulting from friction is the most
important of these mechanisms in terms of die wear. The higher the strength and hardness of the steel near the surface of
the die, the greater its resistance to abrasion. Thus, in hot forming, the die steel should have a high hot hardness and
should retain this hardness over extended periods of exposure to elevated temperatures.
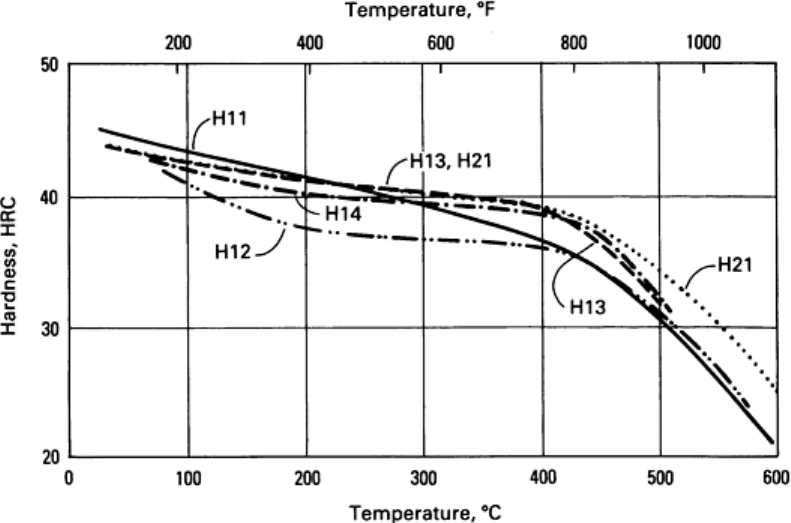
Figure 4 shows hot hardnesses of five AISI hot-work die steels at various temperatures. All of these steels were heat
treated to about the same initial hardness. Hardness measurements were made after holding the specimens at testing
temperature for 30 min. Except for H12, all the die steels considered have about the same hot hardness at temperatures
below about 315 °C (600 °F). The differences in hot hardness show up only at temperatures above 480 °C (900 °F).
Fig. 4 Hot hardnesses of AISI hot-
work tool steels. Measurements were made after holding at the test
temperature for 30 min. Source: Ref 1
Figure 5 shows the resistance of some hot-work die steels to softening at elevated temperatures after 10 h of exposure. All
of these steels have about the same initial hardness after heat treatment. For the die steels shown, there is not much
variation in resistance to softening at temperatures below 540 °C (1000 °F). However, for longer periods of exposure at
higher temperatures, high-alloy hot-work steels, such as H19, H21, and H10 modified, retain hardness better than do
medium-alloy steels, such as H11.
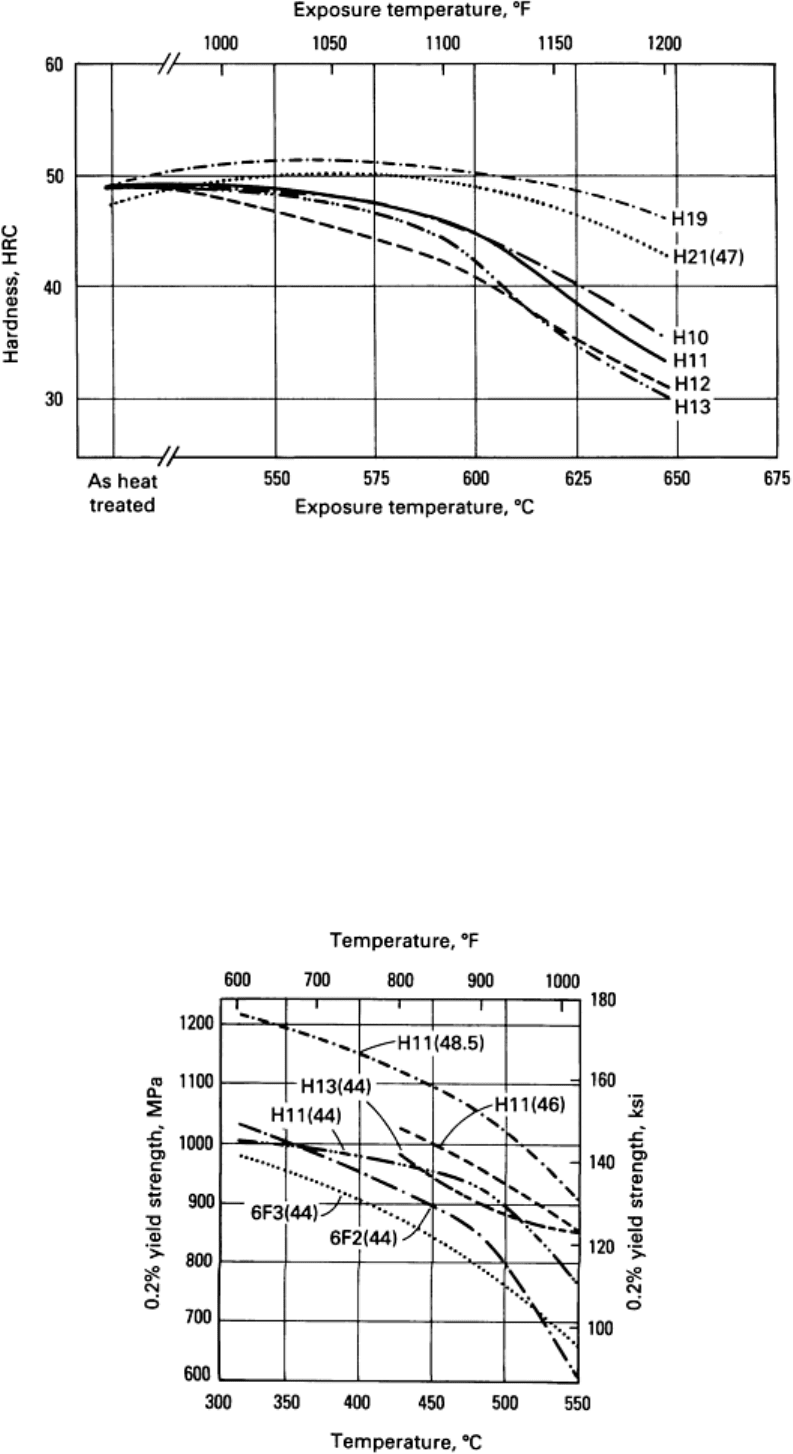
Fig. 5 Resistance of AISI hot-work tool steels to softening during 10 h elevated-temperature
exposure as
measured by room-
temperature hardness. Unless otherwise specified by values in parentheses, initial hardness
of all specimens was 49 HRC. Source: Ref 2
Resistance to Plastic Deformation. As shown in Fig. 6, the yield strengths of steels decrease at higher
temperatures. However, yield strength also depends on prior heat treatment, composition, and hardness. The higher the
initial hardness, the greater the yield strength at various temperatures. In normal practice, the level to which a die steel is
hardened is determined by toughness requirements: the higher the hardness, the lower the toughness of a steel. Thus, in
metal-forming applications, the die block is hardened to a level at which it should have enough toughness to avoid
cracking. Figure 6 shows that, for the same initial hardness, 5% Cr-Mo steels (H11, and so forth) have better hot strengths
than 6F2 and 6F3 at temperatures above 370 °C (700 °F).
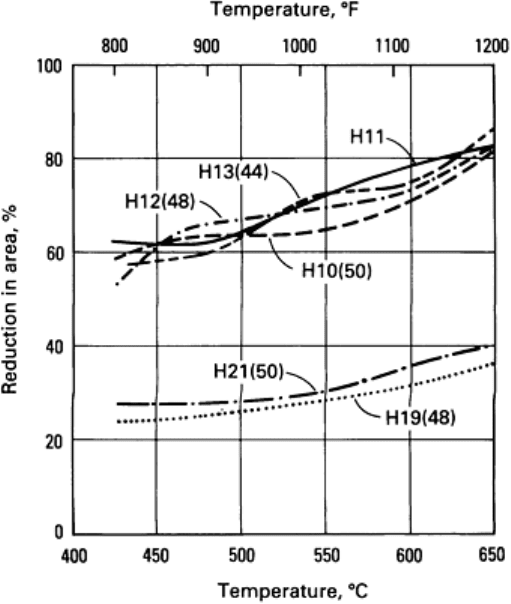
Fig. 6 Resistance of die steels to plastic deformation at elev
ated temperatures. Values in parentheses indicate
room-temperature Rockwell C hardness. Source: Ref 2, 3
Toughness can be defined as the ability to absorb energy without breaking. The energy absorbed before fracture is a
combination of strength and ductility. The higher the strength and ductility, the higher the toughness. Ductility, as
measured by reduction in area or percent elongation in a tensile test, can therefore be used as a partial index of toughness
at low strain rates.
Figure 7 shows the ductility of various hot-work steels at elevated temperatures, as measured by percent reduction in area
of a specimen before fracture in a standard tensile test. As the curves show, high-alloy hot-work steels, such as H19 and
H21, have less ductility than medium-alloy hot-work steels, such as H11. This explains the lower toughness of H19 and
H21 in comparison to that of H11.
Fig. 7 Elevated-temperature ductilities of various hot-work die steels. Values in parentheses indicate room-
temperature Rockwell C hardness.
Fracture toughness and resistance to shock loading are often measured by the notched-bar Charpy test. This test measures
the amount of energy absorbed in introducing and propagating fracture, or the toughness of a material at high rates of
deformation (impact loading). Figure 8 shows the results of Charpy V-notch tests on various die steels. The data show
that toughness decreases as the alloy content of the steel increases. Medium-alloy steels, such as H11, H12, and H13,
have better resistance to brittle fracture in comparison with H14, H19, and H21, which have higher alloy contents.
Increasing the hardness of a steel lowers its impact strength. On the other hand, wear resistance and hot strength decrease
with decreasing hardness. Thus, a compromise is made in actual practice, and the dies are tempered to near-maximum
hardness levels at which they have sufficient toughness to withstand loading.
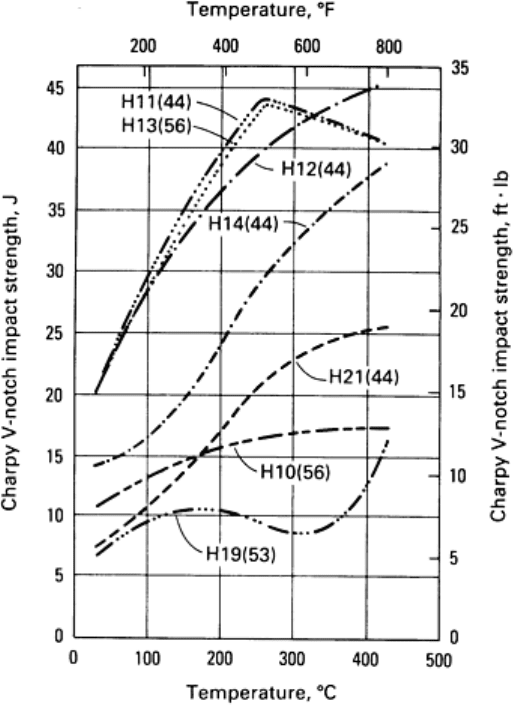
Fig. 8 Effect of hardness, composition, and testing temperature on Charpy V-notch impact strength of hot-
work
die steels. Values in parentheses indicate Rockwell C hardness at room temperature. Source: Ref 4
The data shown in Fig. 8 also illustrate the importance of preheating the dies before hot forming. Steels such as H10 and
H21 require preheating and attain reasonable toughness only at high temperatures. For general-purpose steels, such as 6F2
and 6G, preheating to a minimum temperature of 150 °C (300 °F) is recommended; for high-alloy steels, such as H14 and
H19, a higher preheating temperature is desirable to improve toughness.
Resistance to Heat Checking. Nonuniform expansion, caused by thermal gradients from the surface to the center of
a die, is the chief factor contributing to heat checking. Therefore, a material with high thermal conductivity will make dies
less prone to heat checking by conducting heat rapidly away from the die surface, reducing surface-to-center temperature
gradients, and lessening expansion/contraction stresses. The magnitudes of thermal stresses caused by nonuniform
expansion or temperature gradients also depend on the coefficient of thermal expansion of the steel; the higher the
coefficient of thermal expansion, the greater the stresses.
From tests in which the temperature of the specimen fluctuated between 650 °C (1200 °F) and the water-quench bath
temperature, it was determined that H10 was slightly more resistant to heat checking or cracking after 1740 cycles than
were H11, H12, and H13. After 3488 cycles, H10 exhibited significantly more resistance to cracking than did H11, H12,
and H13.
Fatigue Resistance. Mechanical fatigue of forging dies is affected by the magnitude of the applied loads, the average
die temperature, and the condition of the die surface. Fatigue cracks usually initiate at points at which the stresses are
highest, such as at cavities with sharp radii of curvature whose effects on the fatigue process are similar to notches (Fig.
9). Other regions where cracks may initiate include holes, keyways, and deep stamp markings used to identify die sets.