ASM Metals HandBook Vol. 14 - Forming and Forging
Подождите немного. Документ загружается.


Almost without exception, the dies used for the forging of heat-resistant alloys are made of the same materials and by
approximately the same practice without regard for the number of forgings to be produced. Parts forged from heat-
resistant alloys are costly and are intended for critical end uses; therefore, no downgrading can be permitted in tooling.
Further, tolerances are usually the same for both small and large numbers of forgings.
In addition, because heat-resistant alloys are difficult to forge and close dimensional tolerances are usually demanded, life
of the finishing dies is short. The finishing die is often used until tolerances can no longer be met and is then recut for a
semifinishing impression or for the blocker impression.
Forging of Heat-Resistant Alloys
Revised by S.K. Srivastava, Haynes International, Inc.
Preparation of Stock
Shearing is widely used for cutting small bars in preparing stock for forging. The maximum size of bar that can be
sheared depends mainly on the available equipment. A cross section of approximately 25 mm (1 in.) is often the
maximum size cut by shearing. For cutting thicker cross sections, an abrasive cutoff wheel is satisfactory and economical.
Because heat-resistant alloys are relatively hard, sheared surfaces are generally smooth without excessive distortion,
provided shear blades are kept sharp. However, shear blades wear rapidly and often must be reconditioned after shearing
50 to 100 pieces.
Heating. Forging temperature varies widely, depending on the composition of the alloy being forged (Table 1) and to
some extent on the heat treatment and end use. Forging-temperature ranges are relatively narrow, but temperatures can be
increased for better forgeability if the end use permits. Excessively high forging temperatures cause grain growth in most
heat-resistant alloys and adversely affect subsequent heat treatment. Therefore, when maximum properties are required
for end use, forging temperatures must be precisely controlled. Lower forging temperatures are less likely to cause
damage to the workpiece, but the additional forging blows required will shorten die life.
Atmosphere protection for heating the forging stock is desirable but not essential, because heat-resistant alloys have high
resistance to oxidation at elevated temperature. Protective atmospheres provide cleaner surfaces on finished forgings and
therefore minimize subsequent cleaning problems.
Electrically heated furnaces are often preferred for heating forging stock because their temperatures can be closely
controlled and the possibility of contaminating the work metal is minimized. Fuel-fired furnaces are used less frequently
than those heated by electrical resistance. If fuel-fired furnaces are used, the fuel must have extremely low sulfur content,
especially when heating the nickel-base alloys, or contamination may occur.
Any type of pyrometric control that can maintain temperature within ±6 °C (±10 °F) is suitable for temperature control.
Recording types are preferred because they allow the operator to observe the behavior of the furnace. As the pieces of
stock are discharged from the furnace, periodic checks should be made with an optical pyrometer. This permits a quick
comparison of work metal temperature with furnace temperature.
The time at temperature is less critical than the necessity for precise temperature control. Grain growth takes place slowly
in heat-resistant alloys (unless the temperature is increased above the normal forging temperature), and oxidation is at a
minimum; consequently, heating time is less critical than for carbon or alloy steel. In the event of a major breakdown in
the equipment while at elevated temperature, the best practice is to remove heated stock from the furnace.
Reheating. Because of the narrow heating range, temperatures of the partly finished forgings must be checked carefully,
and the workpieces must be reheated as required to keep them within the prescribed temperature range. This is one reason
for using single-cavity dies. It is usually necessary to reheat the work after each forging operation, even when the
operations immediately follow each other.
Forging of Heat-Resistant Alloys
Revised by S.K. Srivastava, Haynes International, Inc.
Heating of Dies
Dies are always heated for the forging of heat-resistant alloys. The heating is usually done with various types of burners,
although embedded elements are sometimes used. Optimal die temperature for conventional hot forging varies from 150
to 260 °C (300 to 500 °F); the lubricant used is an important limitation on maximum die temperature. Die temperature is
controlled by the use of temperature-sensitive crayons or surface pyrometers.
Lubricants
Dies should be lubricated before each forging. For shallow impressions, a spray of colloidal graphite in water or in
mineral oil is usually adequate. Dies are usually sprayed manually, although some installations include automatic sprays
that are timed with the press stroke. Deeper cavities, however, may require the use of a supplemental spray (usually
manually controlled) to ensure coverage of all surfaces, or they can be swabbed with a conventional forging oil. These
oils are readily available as proprietary compounds.
Cooling Practice
Specific cooling procedures are rarely, if ever, needed after the forging of heat-resistant alloys. If forging temperatures are
correctly maintained, the forgings can be cooled in still air, after which they will be in suitable condition for heat treating.
Heat Treatment
The heat treatment of wrought heat-resistant alloy forgings consists largely of solution annealing and precipitation-
hardening treatments. Iron- and nickel-base heat-resistant alloys consist of a face-centered cubic (fcc) matrix at room and
elevated temperatures. This phase is typically referred to as , or austenite, and is analogous to the high-temperature fcc
phase formed during heat treatment of steels.
Alloying additions lead to the precipitation of various phases, including '[Ni
3
(Al, Ti)], '', and various carbides such as
MC (M = titanium, niobium, and so on), M
6
C (M = molybdenum and/or tungsten), or M
23
C
6
(M = chromium). In general,
the primary strength of heat-resistant alloys is derived from the ' and '' dispersion developed through heat treatment.
In nickel-base alloys such as Waspaloy and Astroloy, aluminum and, to some degree, titanium combine with nickel to
form '. In nickel-iron-base alloys, (for example, Alloy 718 and Alloy 901) and iron-base alloys (for example, A286),
titanium, niobium, and, to a lesser extent, aluminum combine with nickel to form ' or ''. Further, the nickel-iron and
iron-base alloys are all prone to the formation of other phases, such as those referred to as (Ni
3
Ti) and (Ni
3
Nb).
The solution annealing and precipitation temperature regimes for several of the important superalloys are shown in the
pseudo binary phase diagrams in Fig. 5. For both Waspaloy and Alloy 901, the solvus temperatures depend primarily on
the aluminum and titanium contents, not on other alloying elements such as molybdenum and chromium, which provide
solid-solution strength to the matrix.
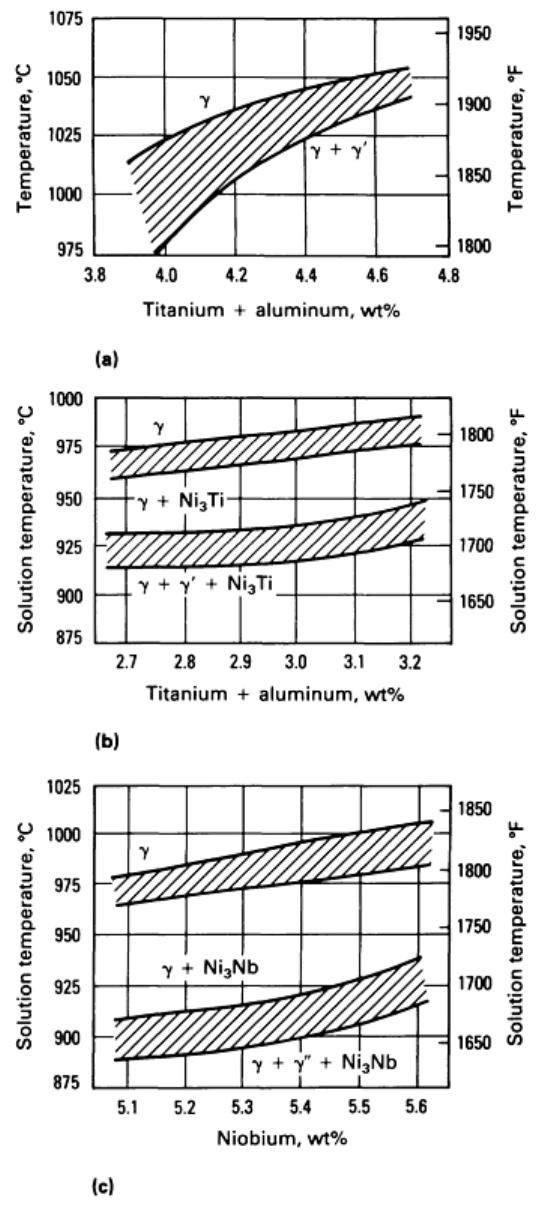
Fig. 5 Portions of pseudo binary phase diagrams for Waspaloy alloy held at temperature f
or 4 h and oil
quenched (a), Alloy 901 held at solution temperature for 1 h and oil quenched (b), Alloy 718 held at solution
temperature for 1 h and air cooled (c). Source: Ref 10.
Similarly, the solution and precipitation temperatures in Alloy 718 are strongly dependent on niobium content. It can also
be seen in Fig. 5 that the heat treatment of the alloys must be carried out at very high temperatures. These temperatures
are usually only several hundred degrees Fahrenheit below those at which incipient melting occurs. Therefore, the forging
of these alloys is quite difficult. However, these same characteristics enable superalloy forgings to be used at very high
temperatures that are often substantially above those at which high-strength quenched-and-tempered steels are
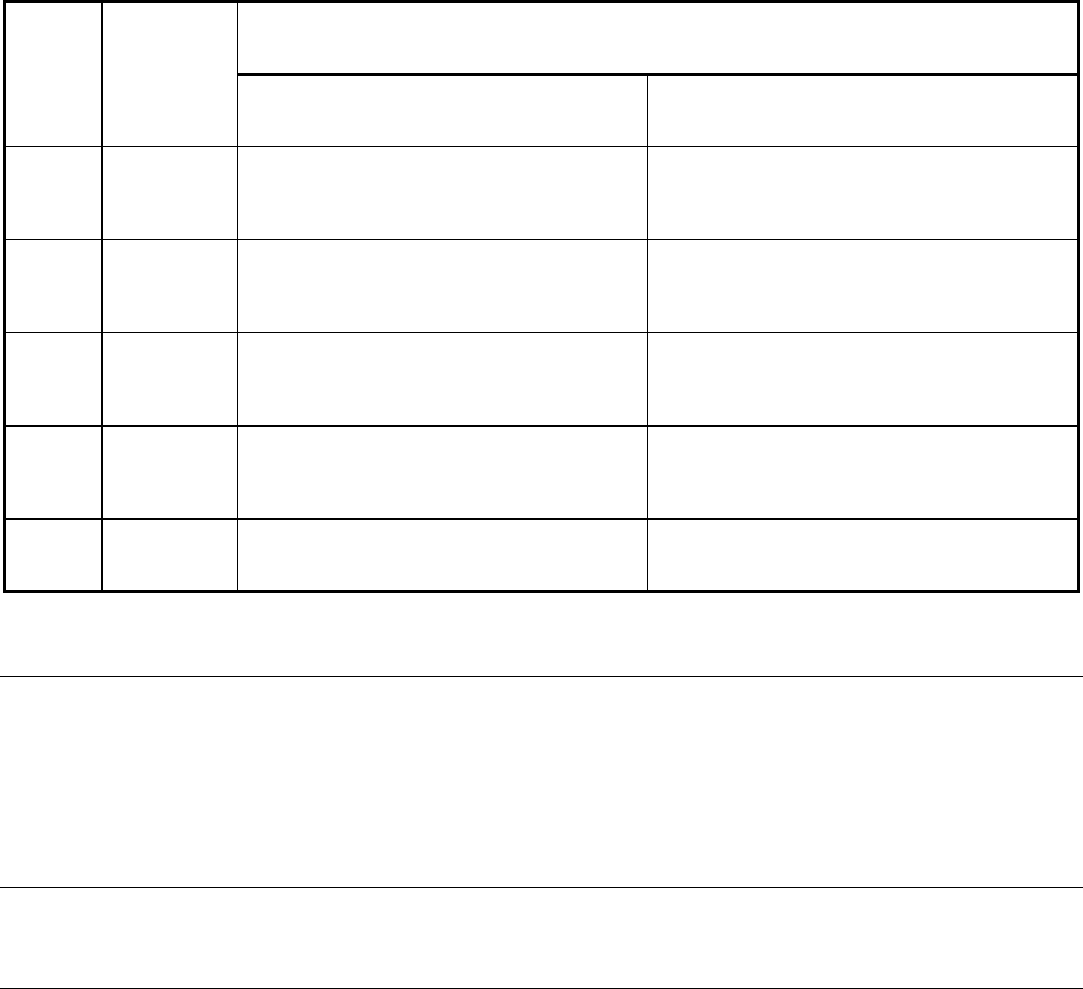
appropriate. Heat treatments for several heat-resistant alloys are summarized in Table 2.
Table 2 Heat treatments for several wrought heat-resistant alloys
Heat treatment
Alloy UNS
designation
Solution treatment
Aging treatment
Waspaloy
N07001 Hold at 1080 °C (1975 °F) for 4 h; air cool.
Hold at 840 °C (1550 °F) for 24 h and air cool;
hold at 760 °C (1400 °F) for 16 h and air cool.
Astroloy N13017 Hold at 1175 °C (2150 °F) for 4 h and air cool;
hold at 1080 °C (1975 °F) for 4 h and air cool.
Hold at 840 °C (1550 °F) for 24 h and air cool;
hold at 760 °C (1400 °F) for 16 h and air cool.
Alloy
901
N09901 Hold at 1095 °C (2000 °F) for 2 h and water
quench.
Hold at 790 °C (1450 °F) for 2 h and air cool; hold
at 720 °C (1325 °F) for 24 h and air cool.
Alloy
718
N07718 Hold at 980 °C (1800 °F) for 1 h and air cool.
Hold at 720 °C (1325 °F) for 8 h and furnace cool;
hold at 620 °C (1150 °F) for 8 h and air cool.
A-286 S66286 Hold at 980 °C (1800 °F) for 1 h and air cool. Hold at 720 °C (1525 °F) for 16 h and air cool.
References cited in this section
10.
D.R. Muzyka, in
MiCon '78: Optimization of Processing, Properties, and Service Performance Through
Microstructural Control, STP 672, M. Abrams et al.,
Ed., American Society for Testing and Materials,
1979, p 526
11.
High-Temperature, High-Strength Nickel Base Alloys, International Nickel Company, Inc., 1977
Forging of Heat-Resistant Alloys
Revised by S.K. Srivastava, Haynes International, Inc.
Surface Finish
Because heat-resistant alloys resist scaling, better surface finishes can be produced on forgings than are possible with
most other forged metals. Die finish is a major factor affecting surface finish; to produce the best finish on forgings, all
dies, new or reworked, must be carefully polished and stoned. The type of alloy forged and the amount of draft have only
minor influence on final surface finish.
Forging of Heat-Resistant Alloys
Revised by S.K. Srivastava, Haynes International, Inc.
References
1. H.J. Henning, A.M. Sabroff, and F.W. Boulger, "A Study of Forging Variables," Report ML-TDR-64-
95,
U.S. Air Force, 1964
2. A.M. Sabroff, F.W. Boulger, and H.J. Henning, Forging Materials and Practices, Reinhold, 1968
3.
R.S. Cremisio and N.J. McQueen, Some Observations of Hot Working Behavior of Superalloys According
to Various Types of Hot Workability Tests, in Superalloys--Processing,
Proceedings of the Second
International Conference, MCIC-72-10, Metals and Ceramics Information Center, Battelle-
Columbus
Laboratories, 1972
4. S. Yamaguchi et al., Effect of Minor Elements on Hot Workability of Nickel Base Superalloys,
Met.
Technol., Vol 6, May 1979, p 170
5. B. Weiss, G.E. Grotke, and R. Stickler, Physical Metallurgy of Hot Ductility Testing, Weld. Res. Supp.,
Vol
49, Oct 1970, p 471-s
6. A.L. Beiber, B.L. Lake, and D.F. Smith, A Hot Working Coefficient for Nickel Base Alloys,
Met. Eng.
Quart., Vol 16 (No. 2), May 1976, p 30-39
7. W.F. Savage, Apparatu
s for Studying the Effects of Rapid Thermal Cycles and High Strain Rates on the
Elevated Temperature Behavior of Materials, J. Appl.Polymer Sci., Vol VI (No. 21), 1962, p 303
8. W.A. Owczarski et al., A Model for Heat Affected Zone Cracking in Nickel Base Superalloys, Weld. J.
(supplement), Vol 45, April 1966, p 145-s
9. "Manufacture of Large Waspaloy Turbine Disk," Internal Report, Kobe Steel Company
10.
D.R. Muzyka, in
MiCon '78: Optimization of Processing, Properties, and Service Performance Through
Microstructural Control, STP 672, M. Abrams et al.,
Ed., American Society for Testing and Materials,
1979, p 526
11.
High-Temperature, High-Strength Nickel Base Alloys, International Nickel Company, Inc., 1977
Forging of Refractory Metals
Introduction
REFRACTORY METALS are forged from as-cast ingots or from billets that have been previously broken down by
forging or extrusion. Forgeability depends to some extent on the method used to work the ingot into a billet. The forging
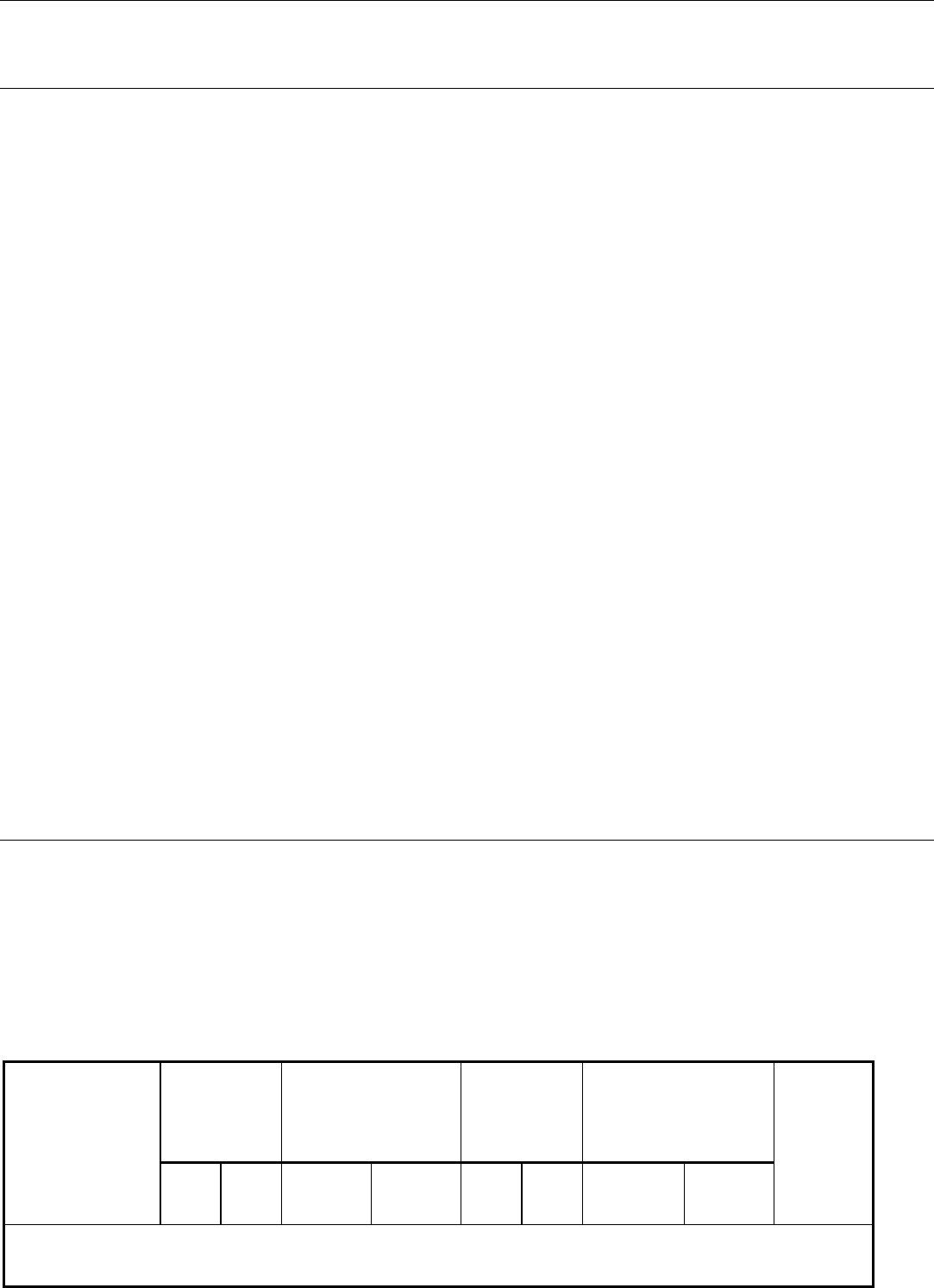
characteristics of refractory metals and alloys are listed in Table 1.
Table 1 Forging characteristics of refractory metals and alloys
Approximate
solidus
temperature
Recrystallization
temperature,
minimum
Hot-working
temperature,
minimum
(a)
Forging
temperature
Metal or alloy
°C °F °C °F °C °F °C °F
Forgeability
Niobium and niobium alloys
99.2% Nb 2470 4475 1040 1900 815 1500 20-1095 70-2000
Excellent
Nb-1Zr 2400 4350 1040 1900 1150 2100 20-1260 70-2300
Excellent
Nb-33Ta-1Zr 2520 4570 1205 2200 1315 2400 1040-1480 1900-2700
Good
Nb-28Ta-10W-1Zr 2590 4695 1230 2250 1315 2400 1260-1370
(b)
2300-2500
Good
(b)
Nb-10Ti-10Mo-0.1C
2260 4100 1205 2200 1370 2500 1040-1480 1900-2700
Moderate
Nb-10W-1Zr-0.1C 2595 4700 1150 2100 1205 2200 1095-1205
(b)
2000-2200
Moderate
(b)
Nb-10W-2.5Zr . . . . . . 1150 2100 1260 2300 1205-1425
(b)
2200-2600
Good
(b)
Nb-15W-5Mo-1Zr 2480 4500 1425 2600 1650 3000 1315-1650 2400-3000
Fair
Nb-10Ta-10W 2600 4710 1150 2100 1315 2400 925-1205 1700-2200
Good
Nb-5V-5Mo-1Zr 2370 4300 1150 2100 1315 2400 1205-1650 2200-3000
Moderate
(b)
Nb-10W-10Hf-0.1Y . . . . . . 1095 2000 1205 2200 1095-1650
(b)
2000-3000
Good
(b)
Nb-30Ti-20W >2760
>5000
1260 2300 1150 2100 1150-1260 2100-2300
Good
Tantalum and tantalum alloys
99.8% Ta 2995 5425 1095 2000 1315 2400 20-1095
(b)
70-2000
Excellent
(b)
Ta-10W 3035 5495 1315 2400 1650 3000 980-1260
(b)
1800-2300
Good
(b)
Ta-12.5W 3050 5520 1510 2750 >1650
>3000
>1095
(b)
>2000
Good
(b)
Ta-30Nb-7.5V 2425 4400 1150 2200 1540 2800 1150-1315
(b)
2200-2400
Good
(b)
Ta-8W-2Hf 2980 5400 1540 2800 >1650
>3000
>1095
(b)
>2000
Good
(b)
Ta-10Hf-5W 2990 5420 1315 2400 1650 3000 >1095
(b)
>2000
Good
(b)
Ta-2.5W >2760
>5000
1260 2300 1150 2100 20-1150 70-2100
Excellent
Molybdenum and molybdenum alloys
Unalloyed Mo 2610 4730 1150 2100 1315 2400 1040-1315 1900-2400
Good
Mo-0.5Ti 2595 4700 1315 2400 1480 2700 1150-1425 2100-2600
Good-fair
Mo-0.5Ti-0.08Zr 2595 4700 1425 2600 1650 3000 1205-1480 2200-2700
Good
Mo-25W-0.1Zr 2650 4800 1425 2600 1650 3000 1040-1315 1900-2400
Fair
Mo-30W 2650 4800 1260 2300 1370 2500 1150-1315 2100-2400
Fair
Tungsten and tungsten alloys
Unalloyed W 3410 6170 1370-1595
2500-2900
. . . . . . 1205-1650 2200-3000
. . .
W-1ThO
2
3410 6170 1595-1650
2900-3000
. . . . . . 1315-1925 2400-3500
. . .
W-2ThO
2
3410 6170 1650-1760
3000-3200
. . . . . . 1315-1370 2400-2500
. . .
W-2Mo 3385 6125 1540-1650
2800-3000
. . . . . . 1150-1370 2200-2500
. . .
W-15Mo 3300 5970 1480-1595
2700-2900
. . . . . . 1095-1370 2000-2500
. . .
W-26Re 3120 5650 >1870 >3400 . . . . . . >1480 >2700
. . .
W-0.5Nb 3405 6160 1705-1870
3100-3400
. . . . . . 1205-1650 2200-3000
. . .
(a)
Minimum hot-working temperature is the lowest forging temperature at which alloys begin to recrystallize during forging.
(b)
Based on breakdown forging and rolling experience
Forging of Refractory Metals
Niobium and Niobium Alloys
Niobium and several of its alloys, notably, Nb-1Zr and Nb-33Ta-1Zr, can be forged directly from the as-cast ingot. Most
impression-die forging experience, however, has been with unalloyed niobium.
Unalloyed niobium and the two alloys mentioned above can be cold worked. Other alloys, such as Nb-15W-5Mo-1Zr,
generally require initial hot working by extrusion to break down the coarse grain structure of as-cast ingots before finish
forging.
The billets are usually heated in a gas furnace using a slightly oxidizing atmosphere. Niobium alloys tend to flow laterally
during forging. This results in excessive flash that must be trimmed from forgings.
Niobium and its alloys can be protected from oxidation during hot working by dipping the billets in an Al-10Cr-2Si
coating at 815 °C (1500 °F), then diffusing the coating in an inert atmosphere at 1040 °C (1900 °F). The resulting coating
is about 0.05 to 0.1 mm (2 to 4 mils) thick and provides protection from atmospheric contamination at temperatures to
1425 °C (2600 °F). Glass frit coatings can also be applied to the workpiece before heating in a gas-fired furnace.
Forging of Refractory Metals
Molybdenum and Molybdenum Alloys
The forging behavior of molybdenum and molybdenum alloys depends on the preparation of the billet. Billets prepared
by pressing and sintering can be forged directly. Large billets are open die forged or extruded before closed-die forging.
Arc-cast billets are usually brittle in tension; they cannot be forged before extruding, except at extremely high
temperatures. A minimum extrusion ratio for adequate forgeability is 4 to 1.
Workpieces subjected to large reductions usually exhibit anisotropy and will recrystallize at lower temperatures than parts
given less reduction. Forging temperature and reduction must be carefully controlled to avoid premature recrystallization
in service and the resulting loss in strength.
Gas- or oil-fired furnaces can be used to heat molybdenum and its alloys to approximately 1370 °C (2500 °F). Induction
heating is required for higher forging temperatures. Above 760 °C (1400 °F), molybdenum forms a liquid oxide that
volatilizes rapidly enough that surface contamination is rarely a problem. If metal losses are excessive, protective
atmospheres such as argon, carbon monoxide, or hydrogen can be used during heating. The liquid oxide formed during
heating also serves as a lubricant. Glass coatings are also used; in addition to providing lubrication, glass coatings reduce
heat losses during forging. Molybdenum disulfide and colloidal graphite are suitable lubricants for small forgings.
Forging of Refractory Metals
Tantalum and Tantalum Alloys
Unalloyed tantalum and most of the single-phase alloys listed in Table 1 can be forged directly from cast ingots.
However, breakdown operations are usually required in order to avoid laps, wrinkles, internal cracks, and other forging
defects. The breakdown temperature is 1095 to 1315 °C (2000 to 2400 °F). After about 50% reduction, the forging
temperature may be permitted to drop slightly below 1095 °C (2000 °F). Billets produced by powder metallurgy
techniques do not lend themselves to direct forging and must be subjected to breakdown.
Most of the forging experience to date has been with the Ta-10W alloy. Billets are heated to 1150 to 1205 °C (2100 to
2200 °F) in gas-fired furnaces using an oxidizing atmosphere. Breakdown forging below 980 °C (1800 °F) or continued
working below 815 °C (1500 °F) can cause internal cracking. Forgeability of the tantalum alloys decreases sharply as
tungsten content exceeds about 12.5%. Interstitial elements such as carbon, oxygen, and nitrogen also have a deleterious
effect on forgeability.
Two types of coatings--glasses and aluminides--have been successfully used to protect tantalum from oxidation during
forging. A 0.076 mm (3 mil) thick coating of aluminum has provided protection for the Ta-10W alloy when it was heated
in air at 1370 °C (2500 °F) for 30 min. Glass coatings are generally preferred for their lubricating properties. Various
borosilicate glasses are available that can be used for forging operations carried out in the range of 1095 to 1315 °C (2000
to 2400 °F).
Forging of Refractory Metals
Tungsten and Tungsten Alloys
Tungsten-base materials, like the other refractory alloy systems, can be classified into two broad groups: unalloyed
tungsten, and solid-solution or dispersion-strengthened alloys. These classifications are convenient because they group the
alloys in terms of metallurgical behavior and applicable consolidation methods. Solid-solution alloys and unalloyed
tungsten can be produced by powder metallurgy or conventional melting techniques; dispersion-strengthened alloys can
be produced only by powder metallurgy methods.
The forgeability of tungsten alloys, like that of molybdenum alloys, is dependent on the consolidation technique used.
Billet density, grain size, and interstitial content all affect forgeability.
Metallurgical principles in the forging of tungsten are much the same as those for molybdenum. Tungsten is usually
forged in the hot/cold-working temperature range, in which hardness and strength increase with increasing reductions.
Both systems exhibit increasing forgeability with decreasing grain size.
Tungsten requires considerably higher forging pressures than molybdenum; therefore, in-process annealing is often
necessary in order to reduce the load requirements for subsequent forging operations. Because the need for lateral support
during forging is greater for tungsten than for molybdenum, the design of preliminary forging tools is more critical. This
is especially true for pressed and sintered billets, which have some porosity and are less than theoretical density.
Tungsten oxide, which becomes molten and volatilizes at forging temperatures, serves as an effective lubricant in the
forging of tungsten. Mixtures of graphite and molybdenum disulfide are also used. Sprayed on the dies, these films
provide lubricity and facilitate removal of the part from the dies. Glass coatings are also used, but they can accumulate in
the dies and interfere with complete die filling.

Forging of Aluminum Alloys
G.W. Kuhlman, Aluminum Company of America
Introduction
ALUMINUM ALLOYS can be forged into a variety of shapes and types of forgings with a broad range of final part
forging design criteria based on the intended application. Aluminum alloy forgings, particularly closed-die forgings, are
usually produced to more highly refined final forging configurations than hot-forged carbon and/or alloy steels, reflecting
differences in the high-temperature oxidation behavior of aluminum alloys during forging, the forging engineering
approaches used for aluminum, and the higher material costs associated with aluminum alloys in comparison to carbon
steels. For a given aluminum alloy forging shape, the pressure requirements in forging vary widely, depending primarily
on the chemical composition of the alloy being forged, the forging process being employed, the forging strain rate, the
type of forging being manufactured, the lubrication conditions, and the forging and die temperature.
Figure 1 compares the flow stresses of some commonly forged aluminum alloys at 350 to 370 °C (660 to 700 °F) and at a
strain rate of 4 to 10 s
-1
to 1025 carbon steel forged at an identical strain rate but at a forging temperature typically
employed for this steel. Flow stress represents the low limit of forging pressure requirements; however, actual forging
pressures are usually higher because of the other forging process factors outlined above. For some low-to-intermediate
strength aluminum alloys, such as 1100 and 6061, flow stresses are lower than those of carbon steel. For high-strength
alloys, particularly 7xxx series alloys such as 7075, 7010, 7049, and 7050, flow stresses, and therefore forging pressures,
are considerably higher than those of carbon steels. Finally, other aluminum alloys, such as 2219, have flow stresses quite
similar to those of carbon steels. As a class of alloys, however, aluminum alloys are generally considered to be more
difficult to forge than carbon steels and many alloy steels. The chemical compositions, characteristics, and typical
mechanical properties of all wrought aluminum alloys referred to in this article are reviewed in the article "Properties of
Wrought Aluminum and Aluminum Alloys" in Properties and Selection: Nonferrous Alloys and Special-Purpose
Materials, Volume 2 of the ASM Handbook.