ASM Metals HandBook Vol. 14 - Forming and Forging
Подождите немного. Документ загружается.

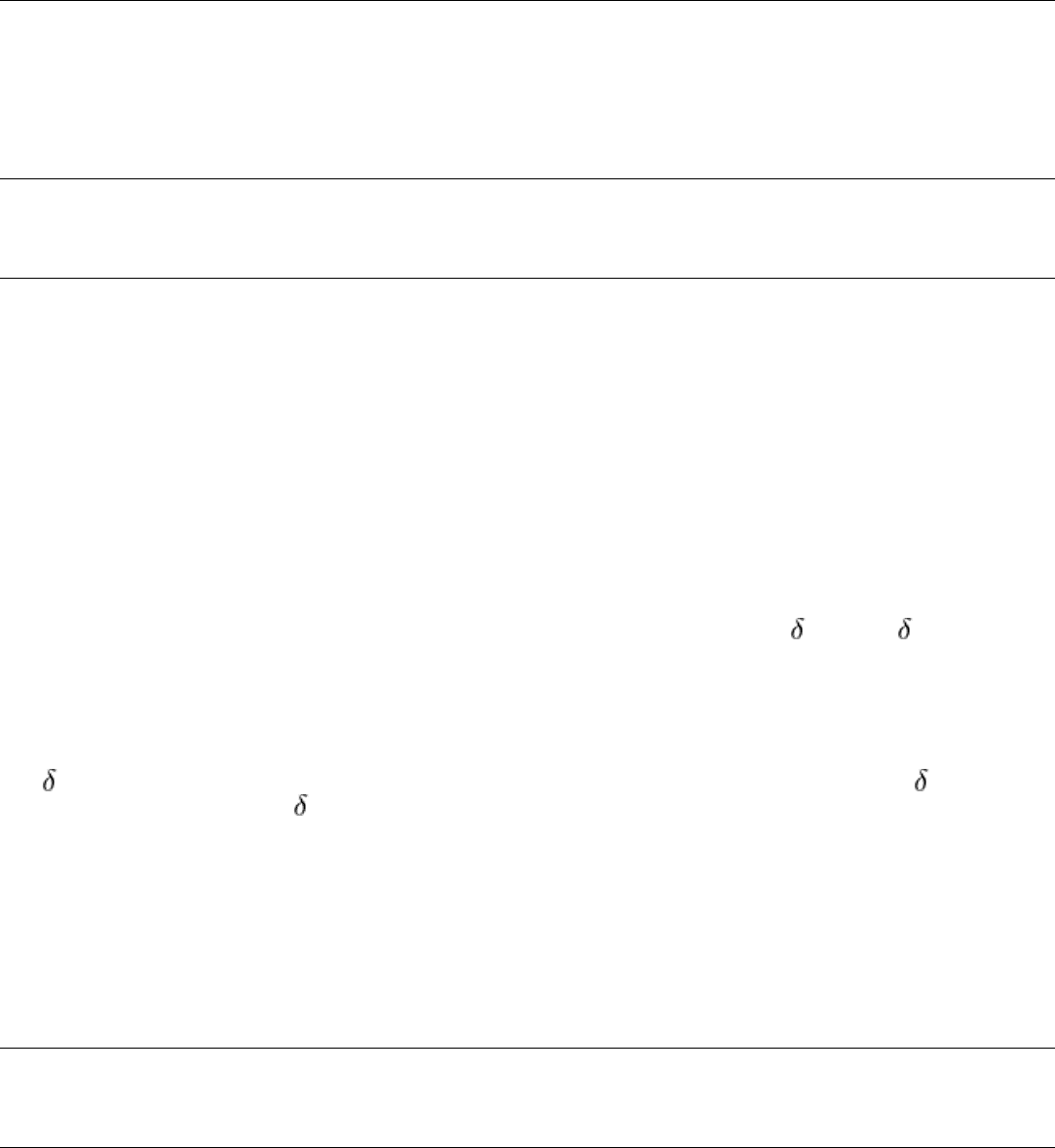
Fig. 7 Comparative dynamic hot hardness versus temperature (forgeability) for various ferrous alloys.
References cited in this section
3.
Open Die Forging Manual, 3rd ed., Forging Industry Association, 1982, p 106-107
4.
ASME Boiler and Pressure Vessel Code, Section III, Division I, Figure NB-2433.1-
1, American Society of
Mechanical Engineers, 1986
Forging of Stainless Steel
Revised by Thomas Harris and Eugene Priebe, Armco Inc.
Martensitic Stainless Steels
Martensitic stainless steels have high hardenability to the extent that they are generally air hardened. Therefore,
precautions must be taken in cooling forgings of martensitic steels, especially those with high carbon content, in order to
prevent cracking. The martensitic alloys are generally cooled slowly to about 590 °C (1100 °F), either by burying in an
insulating medium or by temperature equalizing in a furnace. Direct water sprays, such as might be employed to cool
dies, should be avoided, because they would cause cracking of the forging.
Forgings of the martensitic steels are often tempered in order to soften them for machining. They are later quench
hardened and tempered.
Maximum forging temperatures for these steels are low enough to avoid the formation of -ferrite. If -ferrite stringers
are present at forging temperatures, cracking is likely to occur. Delta-ferrite usually forms at temperatures from 1095 to
1260 °C (2000 to 2300 °F). Care must be exercised so as not to exceed this temperature during forging and to avoid rapid
metal movement that might result in local overheating. Surface decarburization, which promotes ferrite formation, must
be minimized.
The -ferrite formation temperature decreases with increasing chromium content, and small amounts of -ferrite reduce
forgeability significantly. As the -ferrite increases above about 15% (Fig. 5), forgeability improves gradually until the
structure becomes entirely ferritic. Finishing temperatures are limited by the allotropic transformation, which begins near
815 °C (1500 °F). However, forging of these steels is usually stopped at about 925 °C (1700 °F), because the metal is
difficult to deform at lower temperatures.
Sulfur or selenium can be added to type 410 to improve machinability. These elements can cause forging problems,
particularly when they form surface stringers that open and form cracks. This can sometimes be overcome by adjusting
the forging temperature or the procedure. With sulfur additions, it may be impossible to eliminate all cracking of this
type. Therefore, selenium additions are preferred.
Forging of Stainless Steel
Revised by Thomas Harris and Eugene Priebe, Armco Inc.
Ferritic Stainless Steels
The ferritic straight-chromium stainless steels exhibit virtually no increase in hardness upon quenching. They will work
harden during forging; the degree of work hardening depends on the temperature and the amount of metal flow. Cooling
from the forging temperature is not critical.
The ferritic stainless steels have a broad range of forgeability, which is restricted somewhat at higher temperature because
of grain growth and structural weakness but is closely restricted in finishing temperature only for type 405. Type 405
requires special consideration because of the grain-boundary weakness resulting from the development of a small amount
of austenite. The other ferritic stainless steels are commonly finished at any temperature down to 705 °C (1300 °F). For
type 446, the final 10% reduction should be made below 870 °C (1600 °F) to achieve grain refinement and room-
temperature ductility. Annealing after forging is recommended for ferritic steels.
Forging of Stainless Steel
Revised by Thomas Harris and Eugene Priebe, Armco Inc.
Precipitation-Hardening Stainless Steels
The semiaustenitic and martensitic precipitation-hardening stainless steels can be heat treated to high hardness through a
combination of martensite transformation and precipitation. They are the most difficult to forge and will crack if
temperature schedules are not accurately maintained. The forging range is narrow, and the steel must be reheated if the
temperature falls below 980 °C (1800 °F). They have the least plasticity (greatest stiffness) at forging temperature of any
of the classes and are subject to grain growth and δ-ferrite formation. Heavier equipment and a greater number of blows
are required to achieve metal flow equivalent to that of the other types.
During trimming, the forgings must be kept hot enough to prevent the formation of flash-line cracks. To avoid these
cracks, it is often necessary to reheat the forgings slightly between the finish-forging and trimming operations. Cooling,
especially the cooling of the martensitic grades, must be controlled to avoid cracking.
Forging of Stainless Steel
Revised by Thomas Harris and Eugene Priebe, Armco Inc.
Forging Equipment
Stainless steels are generally forged with the same types of hammers, presses, upsetters, and rolling machines used to
forge carbon and alloy steels. Descriptions of these machines are provided in the articles "Hammers and Presses for
Forging," "Hot Upset Forging," "Roll Forging," and "Ring Rolling" in this Volume.
Hammers. Simple board-type gravity-drop hammers are not extensively used for the forging of stainless steel, because
of their low capacity and because greater control is obtained with other types of equipment. Power-drop hammers (steam
or air) are widely used for open-die forgings, as well as for all types of large and small closed-die forgings. The service
life of the die is usually longer in hammers than in hydraulic presses; in a hammer, the hot workpiece is in contact with
the dies (particularly the upper die) for a shorter length of time. Hammers cost less than presses of equivalent capacity and
are generally more flexible than presses in the variety of functions they can fulfill.
Presses. Mechanical presses are extensively used for small forgings; they are used less often for forgings weighing as
much as 45 kg (100 lb) each and are seldom used for forgings weighing more than 70 kg (150 lb). Mechanical presses
cost more than hammers of equivalent capacity, but they require less operator skill and can produce forgings at a higher
rate than hammers.
Hydraulic presses can be used for all steps in the forging of stainless steel. However, they are more often used to complete
intricate forgings after preforming in other types of equipment. Die life is usually shorter in a hydraulic press than in a
hammer; in a press, the work metal contacts the dies for a longer period of time. However, there is less danger of local
overheating of the metal in hydraulic presses, because their action is slower than that of hammers.
Radial Forging Machines. Another tool that is increasing in use is the radial forging machine. This is a precision four-
hammer forging machine that is capable of forging all grades of stainless steel into round, rectangular, square, and

octagonal shapes. Different cross sections on the same piece are possible including the forging of complicated step-down
shafts.
The machine uses four axial symmetrical hammers, which are in opposing pairs and are electromechanically controlled by
a pre-programmed processor, that simultaneously deliver 200 blows per minute to the work. Two hydraulically controlled
manipulators, one in each side of the hammer box, rotate and position the workpiece during forging.
Each hammer delivers up to approximately 9000 kN (1000 tonf) of force per blow, depending on the size of the machine.
As a result of the counter-blow configuration, the workpiece receives enough energy so that isothermal reductions are
possible, an advantage in the forging of grades with narrow hot-working ranges. The piece loses very little temperature
during forging and sometimes actually increases in temperature. Therefore, everything is finished in one heat. The feed
and rotation motions of the chuck head are synchronized with the hammers to prevent twisting or stretching during
forging.
In operation, the manipulator or chuck head on the entry side of the hammer box positions the workpiece between the four
hammers and supports it until the length is increased so as to be grasped by the manipulator or chuck head at the exit side.
Forging then continues in a back and forth mode until the desired finished cross section is achieved. At the end of each
forging pass, the trailing manipulator relinquishes its grip so that the end receives the same reduction as the rest of the
workpiece. This results in uniformity in mechanical properties as well as dimensions. In general, experience with the
radial forging machine indicates an oversize of 0.015 times the cold-finish dimension and typical tolerances for hot-
forged products to be approximately one-half the ASTM A 484 or one-fourth the DIN 7527 standards.
Forging of Stainless Steel
Revised by Thomas Harris and Eugene Priebe, Armco Inc.
Dies
In most applications, dies designed for the forging of a given shape from carbon or alloy steel can be used to forge the
same shape from stainless steel. However, because of the greater force used in forging stainless steel, more strength is
required in the die. Therefore, the die cannot be resunk as many times for the forging of stainless steel, because it may
break. When a die is initially designed for the forging of stainless steel, a thicker die block is ordinarily used in order to
obtain a greater number of resinkings and therefore a longer total life. Die practice for the forging of stainless steel varies
considerably among different plants, depending on whether forging is done in hammers or presses and on the number of
forgings produced from other metals in proportion to the number forged from stainless steel.
Multiple-cavity dies for small forgings (less than about 10 kg, or 25 lb) are more commonly used in hammers and less
commonly used in presses. If multiple-cavity dies are used, the cavities are usually separate inserts, because some cavities
have longer service lives than others. With this practice, individual inserts can be changed as required. Larger forgings
(more than about 10 kg, or 25 lb) are usually produced in single-cavity dies, regardless of whether a hammer or a press is
used.
In forge plants in which carbon and alloy steels comprise the major portion of the metals forged, the usual practice is to
use the same die system (single-cavity versus multiple-cavity) for stainless steel, accepting the fact that die life will be
shorter. This approach is generally more economical than using a separate die practice for a relatively small tonnage of
forgings.
Practice is likely to be entirely different in shops in which most of the forgings produced are from stainless steel or from
some other difficult-to-forge metal, such as heat-resistant alloys. For example, in one plant in which mechanical presses
are used almost exclusively, most of the dies are of the single-cavity design. Tolerances are always close, so practice is
the same regardless of the quantity to be produced. A die is made with a finishing cavity, and after it is worn to the extent
that it can no longer produce forgings to specified tolerances, the cavity is recut for a semifinishing, or blocker, cavity.
When it can no longer be used as a blocker die, its useful life is over because resinking would result in a thin die block.
Die Materials. In shops in which die practice is the same for stainless steel as for carbon and alloy steels, die materials
are also the same (see the article "Dies and Die Materials for Hot Forging" in this Volume). In shops in which special
consideration is given to dies for stainless steel, small dies (for forgings weighing less than 9 kg, or 20 lb) are made solid
from hot-work tool steel, such as H11, H12, or H13. For large dies, regardless of whether they are single or multiple
impression, common practice is to make the body of the block from a conventional die block low-alloy steel, such as 6G
or 6F2 (see the article "Dies and Die Materials for Hot Forging" in this Volume). Inserts are of H11, H12, or H13 hot-
work tool steel (or sometimes H26, where it has proved a better choice). In many specialty applications, nickel- and
cobalt-base superalloys are fabricated for die inserts on conventional hot-work tool steel dies. Welded inlays of these
alloys are also being used in critical areas for improved wear resistance and much higher hot strength.
Gripper dies and heading tools used for the hot upsetting of stainless steel are made from one of the hot-work tool steels.
Small tools are machined from solid tool steel. Larger tools are made by inserting hot-work tool steels into bodies of a
lower-alloy steel, such as 6G or 6F2.
Roll dies for roll forging are usually of the same material used for the roll forging of carbon or alloy steels. A typical die
steel composition is Fe-0.75C-0.70Mn-0.35Si-0.90Cr-0.30Mo.
Die hardness depends mainly on the severity of the forging and on whether a hammer or a press is used. Die wear
decreases rapidly as die hardness increases, but some wear resistance must always be sacrificed for the sake of toughness
and to avoid breaking the dies.
Most solid dies (without inserts) made from such steels as 6G and 6F2 for use in a hammer are in the hardness range of
36.6 to 40.4 HRC. This range is suitable for forgings as severe as part 3 in Fig. 1. If severity is no greater than that of part
1 in Fig. 1, die hardness can be safely increased to the next level (41.8 to 45.7 HRC). If forging is done in a press, the dies
can be safely operated at higher hardnesses for the same degree of forging severity. For example, dies for forgings of
maximum severity would be 41.8 to 45.7 HRC, and dies for minimum severity would be 47.2 to 50.3 HRC.
Inserts or solid dies made from hot-work tool steel are usually heat treated to 40 to 47 HRC for use in hammers. For
forgings of maximum severity (part 3, Fig. 1), hardness near the low end of the range is used. For minimum severity (part
1, Fig. 1), die hardness will be near the high end of the range. Adjustment in die hardness for different degrees of forging
severity is usually also needed for forging in presses, although a higher hardness range (usually 47 to 55 HRC) can be
safely used.
The hardness of gripper-die inserts for upset forging is usually 44 to 48 HRC. For the heading tools, hardness is 48 to 52
HRC.
Roll-forging dies are usually heat treated to 50 to 55 HRC. Rolls for ring rolling, when made from hot-work tool steel, are
usually operated in the hardness range of 40 to 50 HRC.
Die Life. Because of the differences in forgeability among stainless steels, die life will vary considerably, depending on
the composition of the metal being forged and the composition and hardness of the die material. Other conditions being
equal, the forging of types 309, 310, and 314 stainless steel and the precipitation-hardening alloys results in the shortest
die life. The longest die life is obtained when forging lower-carbon ferritic and martensitic steels. Die life in forging type
304 stainless steel is usually intermediate. However, die life in forging any stainless steel is short compared to the die life
obtained in forging the same shape from carbon or alloy steel.
Example 2: Die Life in the Upset Forging of Type 304 versus 4340 versus 9310.
The 100 mm (4 in.) upset shown in Fig. 8 was, at different times, produced from three different metals in the same 150
mm (6 in.) upsetter and in the same gripper dies (H12 hot-work tool steel at 44 HRC). From the bar chart shown in Fig. 8,
the effect of work metal composition on die life is obvious. Die life for upsetting type 304 stainless steel was less than
one-fifth the die life for upsetting the low-carbon alloy steel (9310) and less than one-third that for upsetting 4340.
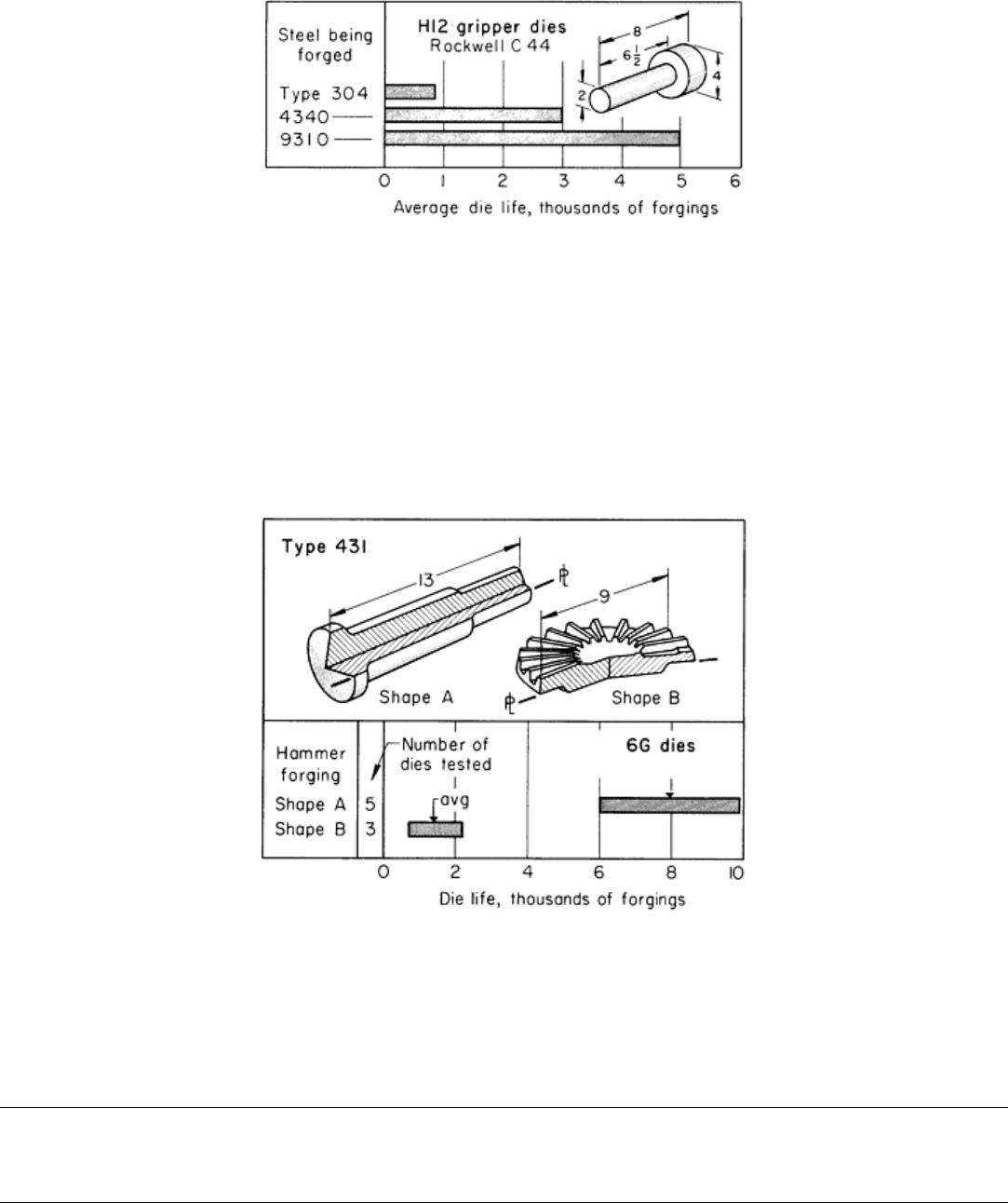
Fig. 8 Effect of steel being forged on the life of gripper dies in upsetting. Dimensions given in inches.
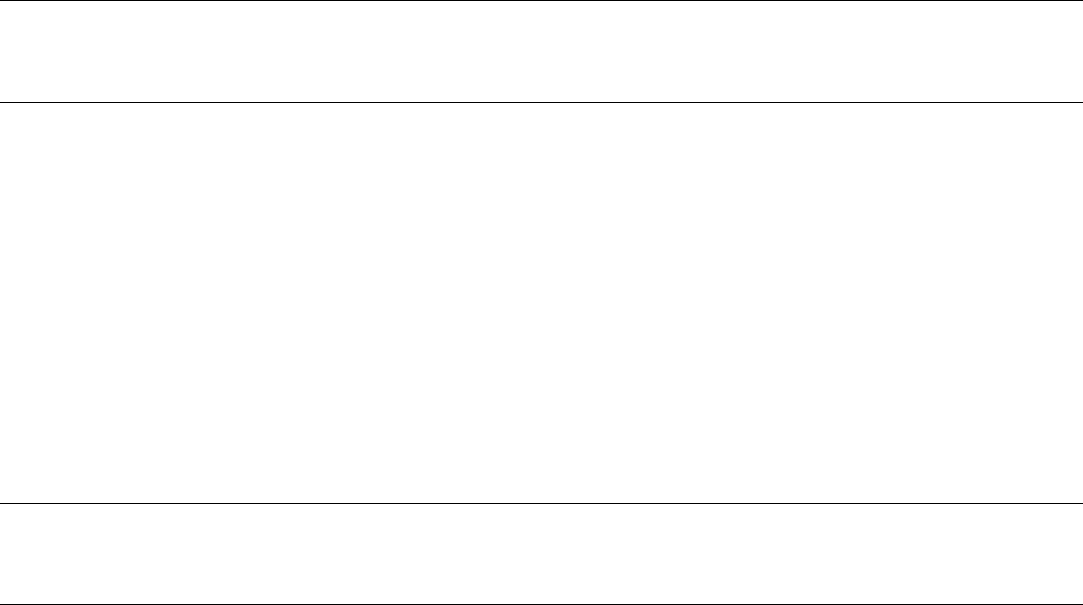
Example 3: Effect of Forging Severity on Die Life.
The effect of the forging shape (severity) on die life for forging type 431 stainless steel is shown in Fig. 9. When forging
to the relatively mild severity of shape A, the range of life for five dies was 6000 to 10,000 forgings, with an average of
8000. When forging severity was increased to that of shape B, the life of three dies ranged from approximately 700 to
2200 forgings, with an average of 1400.
Fig. 9 Effect of severity of forging on die life. Dies: 341-375 HB. Dimensions given in inches.
Shapes A and B were both forged in the same hammer. Tool material and hardness were also the same for both shapes
(6G die block steel at 341 to 375 HB).
Forging of Stainless Steel
Revised by Thomas Harris and Eugene Priebe, Armco Inc.
Heating for Forging
Recommended forging temperatures for most of the standard stainless steels are listed in Table 1. The thermal
conductivity of stainless steels is lower than that of carbon or low-alloy steels. Therefore, stainless steels take longer to
reach the forging temperature. However, they should not be soaked at the forging temperature, but should be forged as
soon as possible after reaching it. The exact time required for heating stock of a given thickness to the established forging
temperature depends on the type of furnace used. Time and stock thickness relationships for three types of furnaces are
shown in Fig. 10.
Fig. 10 Effect of section thickness on time for heating stainless steel in various types of furnaces. Source:
Ref
5.
The preheating of forging stock will be dictated by the grade, size, and condition of the stock to be forged. Austenitic and
ferritic grades, for example, are generally considered safe from thermal shock and can be charged directly into hot
furnaces. Certain martensitic grades and precipitation-hardening grades should be preheated, with the preheat
temperatures in the range of 650 to 925 °C (1200 to 1700 °F), depending on section size and the condition of the material.
Section sizes larger than 150 × 150 mm (6 × 6 in.) require consideration, because the rapid heating of larger sections will
result in differential expansion that could locally exceed the tensile strength of the interior of the section. The resulting
internal crack, frequently termed klink, will often open transversely upon further reductions. Generally, the greater the
ability of the stainless grade to be hardened to high hardness levels, the more susceptible it is to thermal shock.
The physical condition of the stainless steel must also be taken into consideration. Cast material (that is, ingot or
continuous cast) will be more susceptible to thermal shock than semiwrought or wrought product.
Equipment. Gas-fired and electric furnaces are used with equal success for heating the stock. Gas-fired furnaces are
more widely used, because heating costs are usually lower. The gas employed should be essentially free from hydrogen
sulfide and other sulfur-bearing contaminants. Oil-fired furnaces are widely used for heating the 400-series stainless steels
and the 18-8 varieties, but because of the danger of contamination from sulfur in the oil, they are considered unsafe for
heating the high-nickel grades. Trace amounts of vanadium present in the fuel oil can also cause surface problems
because the resulting vanadium oxide will fuse with the high chrome scale.
Although not absolutely necessary, heating of stainless steel is preferably done in a protective atmosphere. When gas
heating is used, an acceptable protective atmosphere can usually be obtained by adjusting the fuel-to-air ratio. When the
furnace is heated by electricity, the protective atmosphere (if used) must be separately generated. Induction heating is
most often used to heat local portions of the stock for upsetting.
Temperature control within ±5 °C (10 °F) is achieved by the use of various types of instruments. A recording
instrument is preferred, because it enables the operator to observe the behavior of the furnace throughout the heating
cycle.
It is recommended that the temperature of the pieces of forging stock be checked occasionally with an optical or probe-
type pyrometer as the pieces are removed from the furnace. This practice not only provides a check on the accuracy of the
furnace controls but also ensures that the stock is reaching the furnace temperature.
Control of Cooling Rate. Cooling from the forging operations should also be considered in terms of grade and size.
Austenitic grades are usually quenched from the forge. This is done to minimize the formation of intergranular chromium
carbides and to facilitate cutting and machining after forging. Because martensitic grades are characterized by high
hardenability, special precautions are taken in cooling them from forging temperatures. Common practice is to place hot
forgings in insulating materials for slow cooling. For parts that have either heavy sections or large variation in section, it
is often desirable to charge the forged parts into an annealing furnace immediately after forging.
In particular, the higher-carbon grades, such as 440A, 440B, and 440C, and the modified 420 types, such as UNS 41800
(ASTM A565, Grade 615), must be carefully slow cooled after forging. These steels often require furnace-controlled
interrupted cooling cycles to ensure against cracks. A suitable cycle consists of air cooling the forgings to temperatures at
which the martensite transformation is partially complete (between 150 and 250 °C, or 300 and 500 °F), then reheating
the forgings in a furnace at a temperature of about 650 °C (1200 °F) before final cooling to room temperature. This
procedure also prevents the formation of excessive grain-boundary carbides, which sometimes develop during continuous
slow cooling.
The control cooling of 17-4 PH, 15-5 PH, and PH 13-8 Mo grades after forging must also be considered. These grades are
austenitic upon cooling from forging or solution-treating temperatures until a temperature of approximately 120 to 150 °C
(250 to 300 °F) is reached. At this temperature, transformation to martensite begins; this transformation is not complete
until the piece has reached approximately 30 °C (90 °F) for 17-4 PH and 15-5 PH and 15 °C (60 °F) for PH 13-8 Mo.
Cooling in this transformation range should be as uniform as possible throughout the cross section of the piece to prevent
thermal cracking.
Upon completion of the forging of precipitation hardening grades, sections less than 75 mm (3 in.) in thickness should be
air cooled to between 30 and 15 °C (90 and 60 °F) before any further processing. Intricate forgings should first be
equalized for a short period of time (30 min to 1 h, depending on size) in the temperature range of 1040 °C (1900 °F) to
the forging temperature. The part can then be allowed to air cool to between 30 and 15 °C (90 and 60 °F). This
equalization relieves forging stresses and improves temperature uniformity on the part. Nonuniformity in cooling may
promote cracking. Forgings that are more than 75 mm (3 in.) in section, after equalizing, should be air cooled until dull
red or black, covered immediately and completely on all sides with a light gage metal cover (do not use galvanized) or
thin ceramic thermal sheeting, then allowed to cool undisturbed to between 30 and 15 °C (90 and 60 °F). Cooling should
be done in areas that are free from drafts and away from furnaces where temperatures in the surrounding area are above
30 °C (90 °F). The covered, cooling steel should not be placed too near other large forged sections that have been cooled
or are practically cooled, because this can interfere with the uniformity of the cooling.
Furnace cooling of 17-4 PH and 15-5 PH large or intricate sections may be desirable in cold weather. This extends the
cooling time considerably, but if necessary, the heated forgings should be air cooled to approximately 315 to 370 °C (600
to 700 °F), charged into a furnace, and equalized at that temperature. The furnace is then shut off, and the furnace and
forgings should be allowed to cool to room temperature.
Reference cited in this section
5.
The Making, Shaping, and Treating of Steel, 8th ed., United States Steel Corporation, 1964, p 617
Forging of Stainless Steel
Revised by Thomas Harris and Eugene Priebe, Armco Inc.
Heating of Dies
Dies are always heated for the forging of stainless steel. Large dies are heated in ovens; small dies, by burners of various
design.
There is no close agreement among forge shops on the maximum die temperature that should be maintained, although it is
generally agreed that 150 °C (300 °F) should be the minimum temperature. A range of 150 to 205 °C (300 to 400 °F) is
common. Dies are sometimes heated to 315 °C (600 °F). Die temperature is determined by means of temperature-
sensitive crayons or surface pyrometers.
Forging of Stainless Steel
Revised by Thomas Harris and Eugene Priebe, Armco Inc.
Die Lubrication
Dies should be lubricated before each blow. For forging in shallow impressions, a spray of colloidal graphite in kerosene
or in low-viscosity mineral oil is usually adequate. Ordinarily, dies are sprayed manually, but in press forging, automatic
sprays timed with the press stroke are sometimes used. For deeper cavities, however, it is often necessary to use a
supplemental spray (usually manual) to reach the deep areas of the cavity or to swab the cavity with a conventional
forging oil. Forging oils are usually mixtures of oil and graphite; the oil should be free of lead and sulfur. Forging oils are
often purchased as greases and are then diluted with mineral oil to the desired viscosity. Any volatile lubricant should be
used sparingly. With even a slight excess, vapor explosions are likely, and greater amounts can cause explosions that will
eject the workpiece, possibly injuring personnel.
Glass is sometimes used as a lubricant or billet coating in press forging. The glass is applied by dipping the heated forging
in molten glass or by sprinkling the forging with glass frit. Glass is an excellent lubricant, but its viscosity must be
compatible with the forging temperature used. For optimal results, the viscosity of the glass should be maintained at 10 Pa
· s (100 cP). Therefore, when different forging temperatures are used, a variety of glass compositions must be stocked.
Another disadvantage of glass is that it will accumulate in deep cavities, solidify, and impair metal flow. Therefore, the
use of glass is generally confined to shallow forgings that require maximum lateral flow.
Forging of Stainless Steel
Revised by Thomas Harris and Eugene Priebe, Armco Inc.
Trimming
When production quantities justify the cost of tools, forgings are trimmed in dies. Hot trimming is preferred for all types
of stainless steel, because less power is required and because there is less danger of cracking than in cold trimming. The
precipitation-hardening stainless steels must be hot trimmed to prevent flash-line cracks, which can penetrate the forging.
It is often practical to hot trim immediately after the forging operation, before the workpiece temperature falls below a red
heat. Less often, forgings are reheated to 900 to 950 °C (1650 to 1750 °F) and then trimmed.
Tool Materials. Punches for the hot trimming of closed-die forgings are often made of 6G or 6F2 die block steel at 41.8
to 45.7 HRC, and the blades are made of a high-alloy tool steel, such as D2, at 58 to 60 HRC (compositions of tool steels
are given in the article "Dies and Die Materials for Hot Forging" in this Volume). In some forge shops, both punches and
blades for hot trimming are made of a carbon or low-alloy steel (usually with less than 0.30% C) and then hard faced,
generally with a cobalt-base alloy (a typical composition is Co-1.10C-30Cr-3Ni-4.50W).
Upset forgings can be hot trimmed in a final pass in the upsetter or in a separate press. For trimming in the upsetter, H11
tool steel at 46 to 50 HRC has performed successfully on a variety of forgings with a normal flash thickness. For the
trimming of heavy flash in the upsetter, H21 at 50 to 52 HRC is recommended. Tools for hot trimming in a separate press
are usually made of a 0.30% C carbon or low-alloy steel and are hard faced with a cobalt-base alloy (a typical
composition is Co-1.10C-30Cr-3Ni-4.50W).
Forging of Stainless Steel
Revised by Thomas Harris and Eugene Priebe, Armco Inc.
Cleaning
Stainless steels do not form as much scale as carbon or alloy steels, especially when a protective atmosphere is provided
during heating. However, the scale that does form is tightly adherent, hard, and abrasive. It must be removed prior to
machining, or tool life will be severely impaired.
Mechanical or chemical methods, or a combination of both, can be used to remove scale. Abrasive blast cleaning is an
efficient method and is applicable to forgings of various sizes and shapes in large or small quantities. When surfaces will
not be machined or passivated, blasting must be done with only silica sand; the use of steel grit or shot will contaminate
the surfaces and impair corrosion resistance.
Abrasive blast cleaning is usually followed by acid pickling. The forgings are then thoroughly washed in water.
Barrel finishing (tumbling) is sometimes used for descaling. Acid pickling is recommended after tumbling.
Wire brushing is sometimes used for removing scale from a few forgings. Brushes with stainless steel wire must be used
unless the forgings will be machined or passivated.
Salt bath descaling followed by acid cleaning and brightening is an efficient method of removing scale. A typical
procedure is detailed in Table 2. Additional information on scale removal is available in the articles "Classification and
Selection of Cleaning Processes" and "Surface Engineering of Stainless Steels" in Surface Engineering, Volume 5 of the
ASM Handbook.
Table 2 Cycle for sodium hydride (reducing) descaling of annealed stainless steel forgings
Operation sequence
Bath composition Bath temperature,
°C (°F)
Treatment
time, min
Descale 1.5 to 2.0% NaH 400-425 (750-800)
20
Quench Water (circulated in tank) Cold
1-3
Acid clean 10% H
2
SO
4
65 (145)
20
Acid brighten 10% HNO
3
-2% HF 65 (145)
30
Rinse Water (high-pressure spray)
Ambient
2
Rinse Water 80 (175) 1-2
Forging of Stainless Steel
Revised by Thomas Harris and Eugene Priebe, Armco Inc.
References
1. A.M. Sabroff, F.W. Boulger, and H.J. Henning, Forging Materials and Practices, Reinhold, 1968
2. H.J. Henning, A.M. Sabroff, and F.W. Boulger, A Study of Forging Variables, Report ML-TDR-64-
95, U.S.
Air Force, 1964
3. Open Die Forging Manual, 3rd ed., Forging Industry Association, 1982, p 106-107
4. ASME Boiler and Pressure Vessel Code, Section III, Division I, Figure NB-2433.1-
1, American Society of
Mechanical Engineers, 1986
5. The Making, Shaping, and Treating of Steel, 8th ed., United States Steel Corporation, 1964, p 617
Forging of Heat-Resistant Alloys
Revised by S.K. Srivastava, Haynes International, Inc.
Introduction
THE FORGING INDUSTRY has incorporated numerous technological innovations during the last two decades. The use
of computer-aided design, manufacture, and engineering is particularly significant in the forging of heat-resistant alloys
because of the premium placed on higher quality and lower cost. On one hand, the thrust of alloy development has been to
increase the service temperature, which means lower forgeability of the alloys. On the other hand, near-net shape
manufacturing demands even closer control on the final shape. Machining of these alloys is difficult and expensive and
can sometimes amount to 40% of the cost of production. The complexity of these demands makes computers more
relevant to the portion of the forging industry concerned with heat-resistant alloys. Computers can analyze and simulate
the forging process, predict material flow, optimize the energy consumption, and perform design and manufacturing
functions. More information on the use of computers in the modeling of the forging process is available in the Section
"Computer-Aided Process Design for Bulk Forming" in this Volume.
Forgings of heat-resistant alloys are widely used in the power, chemical, and nuclear industries; as structural components
for aircraft and missiles; and for gas-turbine and jet-engine components such as shafts, blades, couplings, and vanes.
Because of their greater strength at elevated temperatures, these alloys are more difficult to forge than most metals. Heat-
resistant alloys are more difficult to forge than stainless steels (see the article "Forging of Stainless Steel" in this Volume).
Generally, these alloys can be grouped into two categories:
• Solid solution strengthened alloys such as Alloy X (UNS N06002)
• ' strengthened alloys such as Waspaloy (UNS N07001)
The latter group is much more difficult to forge than the former.
Forging of Heat-Resistant Alloys
Revised by S.K. Srivastava, Haynes International, Inc.
Forging Methods