ASM Metals HandBook Vol. 14 - Forming and Forging
Подождите немного. Документ загружается.


The three critical factors in any method of forging are reduction (strain), rate of reduction (strain rate), and temperature of
the workpiece at any time during forging. Regardless of the method used, the forging of heat-resistant alloys should be
done as part of total thermomechanical processing. In some cases, forgings are deliberately processed for better stress
rupture, creep, and low-cycle fatigue life. Therefore, the objectives for the forgings are uniform grain refinement,
controlled grain flow, and structurally sound components. These objectives often depend on melting practices, ingot-mold
design, and ingot-billet breakdown practices. The soundness and uniformity of the forging billets must be ensured. In
order to impart optimal work during each stage, it may even be necessary to include redundant work if work penetration
in the subsequent processing sequence is not likely to be uniform.
Recrystallization must be achieved in each operation to obtain the desired grain size and flow characteristics.
Recrystallization also helps to eliminate the grain- and twin-boundary carbides that tend to develop during static heating
or cooling. Nonuniform distribution of inhomogeneities will likely lead to problems. Up to 80% of metal reduction
accompanying recrystallization is usually completed over falling temperatures; the remaining 20% can be warm worked
at lower temperatures for additional strengthening. The current trend in the forging of heat-resistant alloys is to lower the
strain rate and to heat the dies. Faster strain rates lead to frictional heat buildup, nonuniform recrystallization, and
metallurgical instabilities, and are also likely to cause radial-type ruptures, especially in high- ' alloys such as Astroloy
(UNS N13017) and U-700. Heat-resistant alloys can be forged by a variety of methods, and two or more of these methods
are often used in sequence.
Open-die forging (hand or flat-die forging) can be used to produce preforms for relatively large parts, such as wheels
and shafts for gas turbines. Many such preforms are completed in closed dies. Open-die forging is seldom used for
producing forgings weighing less than 9 kg (20 lb). More information on forging with open dies is available in the article
"Open-Die Forging" in this Volume.
Closed-die forging is widely used for forging heat-resistant alloys. The procedures, however, are generally different
from those used for similar shapes from carbon or low-alloy steels (see the article "Closed-Die Forging in Hammers and
Presses" in this Volume). For example, preforms made by open-die forging, upsetting, rolling, or extrusion are used to a
greater extent for the closed-die forging of heat-resistant alloys than for steel. Because of the greater difficulties
encountered in forging heat-resistant alloys as compared to forging similar sizes and shapes from steel, diemaking is also
different (see the section "Dies" in this article).
Upset forging is commonly applied to heat-resistant alloys--sometimes as the only forging operation but more often to
produce preforms (as for turbine buckets and blades). In the upset forging of heat-resistant alloys, the maximum
unsupported length of upset is about two diameters. Additional information is available in the article "Hot Upset Forging"
in this Volume.
Extrusion is also used to produce preforms for subsequent forging in closed dies, and it often competes with upsetting.
Whether the preform is produced by extruding a slug or by forming an upset on the end of a smaller cross section depends
mainly on the equipment available. Information on the extrusion process for heat-resistant alloys is available in the article
"Conventional Hot Extrusion" in this Volume.
Roll forging is sometimes used to produce preforms for subsequent forging in closed dies. The rolling techniques used
for preforming heat-resistant alloys are basically the same as those employed for preforming steel (see the article "Roll
Forging" in this Volume). Roll forging saves material and decreases the number of closed-die operations required.
Ring rolling is sometimes used to save material when producing annular parts from hollow billets. The general method
used for heat-resistant alloys is essentially the same as that for steel and is described in the article "Ring Rolling" in this
Volume. Heat-resistant alloys with forgeability ratings of 1 or 2 (see Table 1) can be ring rolled using the same
procedures as those carbon and low-alloy steels. Alloys with forgeability ratings of 3, 4, and 5 require more steps in ring
rolling as well as supplemental heating with auxiliary torches.
Table 1 Forging temperatures and forgeability ratings for heat-resistant alloys
Forging temperature
(a)
Upset and
breakdown
Finish forging
Alloy UNS designation
°C °F °C °F
Forgeability
rating
(b)
Iron-base alloys
A-286 S66286 1095
2000
1040 1900
1
Alloy 556 R30556 1175
2150
1175 2150
3
Alloy 800 N08800 1150
2100
1040 1900
1
Nickel-base alloys
Astroloy N13017 1120
2050
1120 2050
5
Alloy X N06002 1175
2150
1175 2150
3
Alloy 214 . . . 1160
2125
1040 1900
3
Alloy 230 . . . 1205
2200
1205 2200
3
Alloy 600 N06600 1150
2100
1040 1900
1
Alloy 718 N07718 1095
2000
1040 1900
2
Alloy X-750
N07750 1175
2150
1120 2050
2
Alloy 751 N07751 1150
2100
1150 2100
3
Alloy 901 N09901 1150
2100
1095 2000
2
M-252 N07252 1150
2100
1095 2000
3
Alloy 41 N07041 1150
2100
1120 2050
4
U-500 N07500 1175
2150
1175 2150
3
U-700 . . . 1120
2050
1120 2050
5
Waspaloy N07001 1160
2125
1040 1900
3
Cobalt-base alloys
Alloy 25 . . . 1230
2250
1230 2250
3
Alloy 188 R30188 1205
2200
1175 2150 3
(a)
Lower temperatures are often used for specific forgings to conform to appropriate specifications or to achieve structural uniformity.
(b)
Based on the considerations stated in the section "Forging Alloys" in this article. 1, most forgeable; 5, least forgeable.
Isothermal forging and hot-die forging of heat-resistant alloys offer a number of advantages. Closer tolerances
than those possible in conventional forging processes can be achieved, resulting in reduced material and machining costs.
Because die chilling is not a problem in isothermal or hot-die forging, lower strain rates (hydraulic presses) can be used.
This lowers the flow stress of the work material; therefore, forging pressure is reduced, and larger parts can be forged in
existing hydraulic presses. Additional information is available in the article "Isothermal and Hot-Die Forging" in this
Volume, and a specific type of isothermal forging process is briefly discussed in the section "Powder Alloys" in this
article.
Forging of Heat-Resistant Alloys
Revised by S.K. Srivastava, Haynes International, Inc.
Forging Alloys
Table 1 lists the most commonly forged heat-resistant alloys, and their forging temperatures and forgeability ratings.
General Characteristics. The two basic material characteristics that greatly influence the forging behavior of heat-
resistant alloys are flow stress and ductility. Because these alloys were designed to resist deformation at high
temperatures, it is not surprising that they are very difficult to hot work; ductility is limited, and the flow stress is high.
Further, any alloying addition that improves the service qualities usually decreases workability. These alloys are usually
worked with the precipitates dissolved; the higher concentration of dissolved alloying elements (40 to 50% total) gives
rise to higher flow stress, higher recrystallization temperature, and lower solidus temperature, thus narrowing the useful
temperature range for hot forming. Where ductility is defined as the amount of strain to fracture, the ductility of these
alloys is influenced by the deformation temperature, strain rate, prior history of the material, composition, degree of
segregation, cleanliness, and the stress state imposed by the deformation process.
Temperature limits for forging nickel-base heat-resistant alloys are largely determined by melting and precipitation
reactions. As with all heat-resistant alloys, an intermediate temperature region of low ductility is likely to be encountered
in attempts to forge metals near a temperature between regimes of low- and high-temperature deformation. The region of
low ductility often occurs at temperatures around 0.5 of the melting point as measured on the Kelvin scale. The dividing
temperature has a physical basis. At hot-working temperatures, self-diffusion rates are high enough for recovery and
recrystallization to counteract the effects of strain hardening.
Iron-Base Alloys. Stock for forgings of the iron-base alloys is generally furnished as press-forged squares or hot-rolled
rounds, depending on size. As-cast ingots are sometimes used.
The inclusion content of the alloys has a significant effect on their forgeability. Alloys containing titanium and aluminum
can develop nitride and carbonitride segregation, which later appears as stringers in wrought bars and affects forgeability.
This type of segregation has been almost completely eliminated through the use of vacuum melting. Therefore, iron-base
alloys can be forged into a greater variety of shapes with greater reductions, approaching the forgeability of AISI type 304
stainless steel.
Temperature has an important effect on forgeability. The optimal temperature range for forging A-286 and similar iron-
base alloys is narrow. The forgeability of A-286, based on the forging load required for various upset reductions at four
forging temperatures, is shown in Fig. 1(a). Figure 1(b) shows that, on the basis of forging pressure, A-286 is
considerably more difficult to forge than 1020 steel, even though A-286 is among the most forgeable of the heat-resistant
alloys (Table 1). For example, as shown in Fig. 1(b), 1020 steel at 1205 °C (2200 °F) requires only about 69 MPa (10 ksi)
for an upset reduction of 30%, but for the same reduction at the same temperature, A-286 requires approximately 172
MPa (25 ksi).
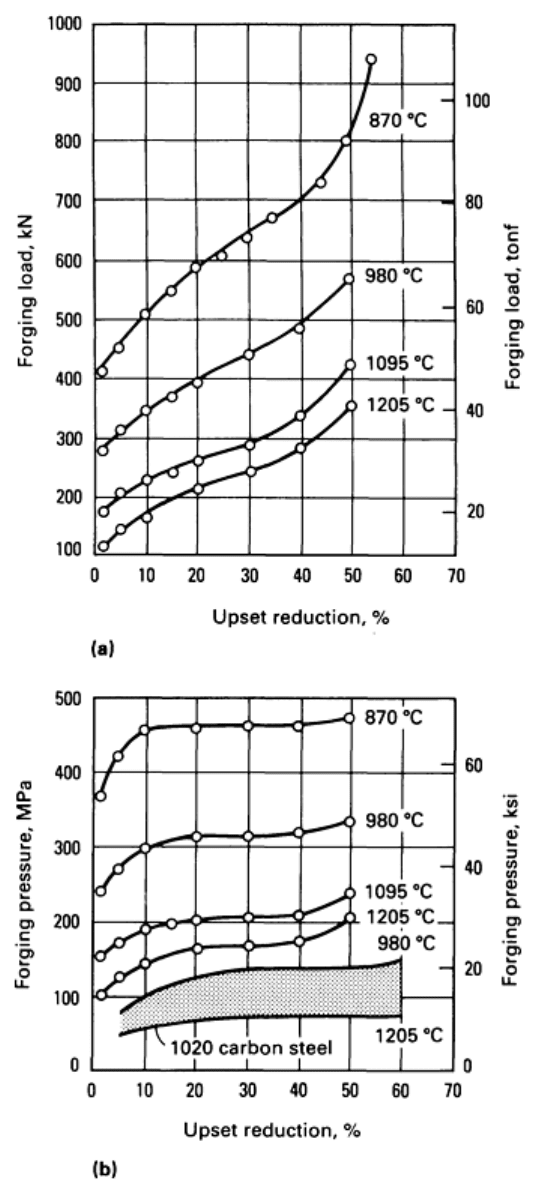
Fig. 1 Effect of upset reduction at four temperatures on forging load in the forging of A-
286 (a), and the
forging pressure for A-286 compared with that for 1020 steel (b). Source: Ref 1.
Forging pressures increase somewhat for greater upset reductions at normal forging temperatures. As shown in Fig. 2, the
pressure for a 20% upset reduction of A-286 at 1095 °C (2000 °F) is about 193 MPa (28 ksi), but for an upset reduction of
50% the pressure increases to about 241 MPa (35 ksi). Figure 2 also shows that forging pressure is up to 10 or 12 times
greater than the tensile strength of the alloy at forging temperature.
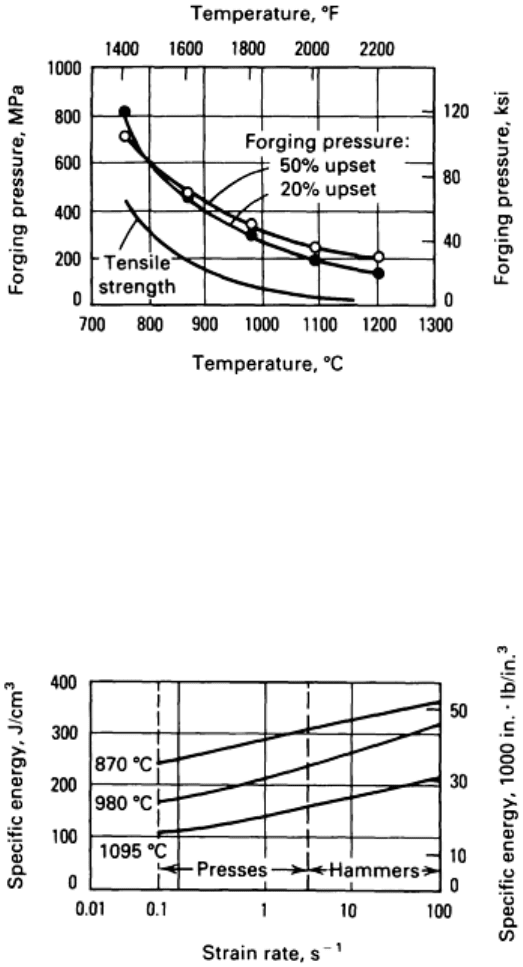
Fig. 2 Forging pressure versus temperature for A-286. Also shown is the effect of increasin
g temperature on
the tensile strength of the material. Upset strain rate: 0.7 s
-1
. Source: Ref 2.
Strain rates also influence forging pressures. Figure 3 shows that as strain rate increases, more energy is required in
presses and hammers.
Fig. 3 Specific energy versus strain rate in the press and hammer forging of A-
286 at three temperatures.
Source: Ref 2.
Nickel-base alloys initially consisted of relatively simple nickel-chromium alloys hardened by small additions of
titanium and aluminum for service to 760 °C (1400 °F). With the development of production vacuum-melting techniques,
workable alloys can be produced that contain relatively large amounts of titanium, aluminum, zirconium, niobium, and
other reactive elements. Nitrogen and oxygen levels are reduced by vacuum melting, which eliminates most of the nitrides
and oxides that contribute to poor forgeability. Therefore, current nickel-base alloys consist of numerous compositions
containing larger amounts of hardening elements.
The nickel-base alloys are available in various cogged billet and bar sizes for forging. The alloys are ordinarily melted by
one of the following methods:
• Air melting, followed by vacuum induction melting or vacuum consumable-electrode arc melting
• Vacuum induction melting followed by vacuum consumable-electrode arc melting

• Consumable-electrode arc melting under slag
Compared with ordinary arc-melting techniques, these three melting procedures have produced marked improvements in
forgeability by reducing the levels of segregation. However, most ingots made on a production basis still contain enough
segregation to influence forgeability. Ingots produced by vacuum induction melting solidify progressively toward the
center and take longer to freeze than ingots manufactured by other methods; therefore, the alloying elements and
impurities concentrate at the center. The segregation is generally less in ingots produced by consumable-electrode arc
melting.
As shown in Table 1, the nickel-base alloys are, in general, less forgeable than the iron-base alloys; almost all of the
nickel-base alloys require more force for producing a given shape. Astroloy (UNS N13017) and Alloy U-700 are the two
most difficult-to-forge nickel-base alloys. For a given percentage of upset reduction at a forging temperature of 1095 °C
(2000 °F), these alloys require about twice the specific energy needed for the iron-base A-286.
In the forgeability ratings listed in Table 1, Astroloy and U-700 alloys have about one-fifth the forgeability of Alloy 600
(UNS N06600). However, these ratings reflect only a relative ability to withstand deformation without failure; they do not
indicate the energy or pressure needed for forging, nor can the ratings be related to low-alloy steels and other alloys that
are considerably more forgeable.
The forging of nickel-base alloys requires close control over metallurgical and operational conditions. Particular attention
must be given to control of the work metal temperature. Figure 4 shows ductility (measured by percentage of reduction in
area) versus temperature curves for several nickel-base alloys. Data on transfer time, soaking time, finishing temperature,
and percentage of reduction should be recorded. Critical parts are usually numbered, and precise records are kept. These
records are useful in determining the cause of defective forgings, and they permit metallurgical analysis so that defects
can be avoided in future products.
Fig. 4 Ductility (measured by percentage of reduction in area) versus temperature for several nickel-base heat-
resistant alloys. Source: Ref 3, 4, 5, 6, 7, 8, and 9.
The nickel-base alloys are sensitive to minor variations in composition, which can cause large variations in forgeability,
grain size, and final properties. In one case, wide heat-to-heat variations in grain size occurred in parts forged from Alloy
901 (UNS N09901) in the same sets of dies. For some parts, optimal forging temperatures had to be determined for each
incoming heat of material by making sample forgings and examining them after heat treatment for variations in grain size
and other properties.
In the forging of nickel-base alloys, the forging techniques developed for one shape usually must be modified when
another shape is forged from the same alloy; therefore, development time is often necessary for establishing suitable
forging and heat-treating cycles. This is especially true for such alloys as Waspaloy (UNS N07001), Alloy 41 (UNS
N07041), U-500 (UNS N07500), and U-700.
Cobalt-Base Alloys. Many of the cobalt-base alloys cannot be successfully forged because they ordinarily contain
more carbon than the iron-base alloys and therefore greater quantities of hard carbides, which impair forgeability.
The two cobalt-base alloys listed in Table 1 are forgeable. The strength of these alloys at elevated temperatures, including
the temperatures at which they are forged, is considerably higher than that for iron-base alloys; consequently, the
pressures required in forging them are several times greater than those for the iron-base alloys.
Even when forged at its maximum forging temperature, Alloy-25 work hardens; therefore, forging pressure must be
increased with greater reductions. Accordingly, this alloy generally requires frequent reheating during forging to promote
recrystallization and to lower the forging pressure for subsequent steps.
Forging conditions (temperature and reduction) have a significant effect on the grain size of cobalt-base alloys. Because
low ductility, notch brittleness, and low fatigue strength are associated with coarse grains, close control of forging and of
final heat treatment is important.
Cobalt-base alloys are susceptible to grain growth when heated above about 1175 °C (2150 °F). They heat slowly and
require a long soaking time for temperature uniformity. Forging temperatures and reductions, therefore, depend on the
forging operation and the part design.
The alloys are usually forged with small reductions in initial breakdown operations. The reductions are selected to impart
sufficient strain to the metal so that recrystallization (and usually grain refinement) will occur during subsequent
reheating. Because the cross section of a partly forged section has been reduced, less time is required to reach temperature
uniformity in reheating. Consequently, because reheating time is shorter, the reheating temperature may sometimes be
increased 30 to 85 °C (50 to 150 °F) above the initial forging temperature without harmful effects. However, if the part
receives only small reductions in subsequent forging steps, forging should be continued at the lower temperatures. These
small reductions, in turn, must be in excess of about 5 to 15% to avoid abnormal grain growth during subsequent
annealing. The forging temperatures given in Table 1 are usually satisfactory.
Powder Alloys. Some alloys, such as Alloy IN-100 and Alloy 95, contain very high proportions of ', and their cast
ingots cannot be forged. Powders of these alloys, however, can be compacted by a number of techniques to produce
billets having a very fine grain structure. Such billets can then be superplastically forged. Pratt and Whitney Aircraft has
used its patented Gatorizing process to produce preforms for engine compressor and turbine disks with IN-100 billets. In
Gatorizing, which is a type of isothermal forging process, both the workpiece and the dies are maintained at 1175 °C
(2150 °F). Boron nitride is used as the lubricant. The process is done in vacuum in order to protect the heated dies from
oxidation. The use of Gatorizing has led to substantial reductions in material use and finish machining.
References cited in this section
1.
H.J. Henning, A.M. Sabroff, and F.W. Boulger, "A Study of Forging Variables," Report ML-TDR-64-
95,
U.S. Air Force, 1964
2.
A.M. Sabroff, F.W. Boulger, and H.J. Henning, Forging Materials and Practices, Reinhold, 1968

3.
R.S. Cremisio and N.J. McQueen, Some Observations of Hot Working Behavior of Superalloys Accor
ding to
Various Types of Hot Workability Tests, in Superalloys--Processing,
Proceedings of the Second
International Conference, MCIC-72-10, Metals and Ceramics Information Center, Battelle-
Columbus
Laboratories, 1972
4.
S. Yamaguchi et al., Effect of Minor Elements on Hot Workability of Nickel Base Superalloys,
Met.
Technol., Vol 6, May 1979, p 170
5.
B. Weiss, G.E. Grotke, and R. Stickler, Physical Metallurgy of Hot Ductility Testing, Weld. Res. Supp.,
Vol
49, Oct 1970, p 471-s
6.
A.L. Beiber, B.L. Lake, and D.F. Smith, A Hot Working Coefficient for Nickel Base Alloys,
Met. Eng.
Quart., Vol 16 (No. 2), May 1976, p 30-39
7.
W.F. Savage, Apparatus for Studying the Effects of Rapid Thermal Cycles and High Strain Rates on the
Elevated Temperature Behavior of Materials, J. Appl.Polymer Sci., Vol VI (No. 21), 1962, p 303
8.
W.A. Owczarski et al., A Model for Heat Affected Zone Cracking in Nickel Base Superalloys, Weld. J.
(supplement), Vol 45, April 1966, p 145-s
9.
"Manufacture of Large Waspaloy Turbine Disk," Internal Report, Kobe Steel Company
Forging of Heat-Resistant Alloys
Revised by S.K. Srivastava, Haynes International, Inc.
Machines
The hammers, presses, upsetters, roll and ring forging machines, and rotary forging machines used in the forging of steel
are also used in the forging of heat-resistant alloys, except that more power is needed for forging a given shape from a
heat-resistant alloy than for steel. Detailed information on hammers and presses is available in the articles "Hammers and
Presses for Forging" and "Selection of Forging Equipment" in this Volume.
Steam or air hammers are extensively used for producing preforms in open dies, particularly for forgings that weigh
45 kg (100 lb) or more. For smaller forgings, particularly for those weighing less than 9 kg (20 lb), preforms are more
often produced in rolls, presses, or upsetters.
Steam hammers are also extensively used for producing large forgings (generally over 45 kg, or 100 lb, and up to about
910 kg, or 2000 lb) in closed dies. A distinct advantage of a power hammer for this type of work is the short time of
contact between the dies and the hot work metal; therefore, less heat is transferred to the dies than in press forging. A
disadvantage of hammer forging is that, because of the severe impact blows, temperature may be excessively increased
locally in the metal being forged. As a result, localized grain growth can take place. Also, the very high strain rates
experienced in hammer forging can be detrimental in forging of strain-rate sensitive materials.
Mechanical presses are most often used for producing closed-die forgings that weigh less than 9 kg (20 lb)--turbine
buckets and blades, for example. Mechanical presses are used less often for forgings that weigh 9 to 45 kg (20 to 100 lb)
and are seldom used for closed-die forgings weighing over 45 kg (100 lb). Mechanical presses are preferred for small
forgings that require close tolerances because closer control of dimensions and longer die life can be obtained in presses
than in hammers.
Hydraulic presses are used for producing large forgings (up to several tons) from heat-resistant alloys. One advantage
of a hydraulic press is that the temperature throughout the metal being forged remains more nearly uniform than in
hammer forging.
The main disadvantage of forging in a hydraulic press is the long die contact time with the hot workpiece. This causes
cooling of the workpiece (cracks may occur in chilled regions) and buildup of heat in the dies.

Forging of Heat-Resistant Alloys
Revised by S.K. Srivastava, Haynes International, Inc.
Dies
Because of the forces required for forging heat-resistant alloys, special attention must be given to die design, die material,
and diemaking practice (see also the article "Dies and Die Materials for Hot Forging" in this Volume).
Die Design. Die cavities need not be different from those used to forge the same shape from steel. However, because of
the greater forces required for forging heat-resistant alloys, more attention must be given to the strength of the die in order
to prevent breakage; the original dies must be thicker or the number of resinkings will be fewer. For very deep dies,
support rings must be used to prevent die breakage.
Iron-base alloys have been forged in dies previously used for producing the same shapes from steel. For forging some
nickel-base alloys, however, the dies formerly used for steel are not used; these alloys require more rugged dies.
Die Material. Die life is a major problem in forging heat-resistant alloys, and dies often must be reworked after forging
as few as 400 pieces. In contrast, if carbon steel were forged to the same shape, the dies would generally produce 10,000
to 20,000 forgings before major rework. The difference is due to the greater strength of heat-resistant alloys at high
temperature and the closer tolerances that are usually required for heat-resistant alloy forgings. As a result, every effort is
made through the selection of die material and hardness to prolong die life.
Most dies for forging in hammers and mechanical presses are made of hot-work tool steel such as AISI H11, H12, or
H13. Optimal die life can be obtained by heat treating dies to as high a hardness as possible, although some hardness must
be sacrificed to obtain toughness and to prevent the possibility of premature die breakage. For example, in forging turbine
buckets in a mechanical press, the hardness of the bottom die may range from 47 to 56 HRC. For forgings of minimum
severity, the bottom die is heat treated to 53 to 56 HRC. As severity increases, the hardness of the bottom die is
decreased; 47 to 49 HRC is used for forgings of maximum severity.
The bottom die is always given primary consideration because it is in contact with the heated workpiece longer than the
top die and is more likely to break from the wedging effect. The top die is operated at a lower temperature than the
bottom die; therefore, it can be made from a die steel having greater wear resistance--but at some sacrifice of shock
resistance.
When hydraulic presses are used, as in the forging of large turbine disks, it may be necessary to use heat-resistant alloys
as the die material. If die temperatures do not exceed 595 °C (1100 °F), dies made from steels such as H11 or H13 are
generally satisfactory. However, in hydraulic presses, it is not unusual for the dies, or parts of dies, to reach 925 °C (1700
°F). To resist such high temperatures, dies or die inserts are sometimes made from nickel-base alloys such as Alloy 41.
Inserts are used in areas that are excessively heated during forging.
Isothermal forging requires strength and integrity of the dies at temperatures of the workpiece. In the superplastic forging
of Alloy IN-100, TZM molybdenum alloy dies have been used. However, this requires either a vacuum or an inert
atmosphere to prevent oxidation of the die.
Diemaking Practice. Multiple-cavity dies, such as those used in the forging of steel, are seldom used in the forging of
heat-resistant alloys. Blocking, semifinishing, and finishing operations are performed separately in single-cavity dies,
often in different hammers or presses and at different times. This procedure is used because:
•
The heating range is usually quite narrow, so that there is time for only one operation before the
workpiece is too cold
• Tolerances are usually close, so that all forging is best done in the center of the hammer or press
•
Because of the short die life, a more economical diemaking and die reconditioning program can be
established by using single-cavity dies