ASM Metals HandBook Vol. 14 - Forming and Forging
Подождите немного. Документ загружается.

done under carefully controlled forging process conditions to avoid nonuniform working, excessive grain growth, and/or
poorly worked structures, all of which can result in final forgings with unacceptable or widely variant mechanical
properties within a given forging or from lot to lot of the same forging.
Example 2: Comparison of α-β and βForging of a Wing Spar Airframe
Component in Ti-6Al-4V.
The wing spar forging shown in Fig. 6 is an example of a large titanium alloy component forged in a heavy hydraulic
press. This forging weighs 262 kg (578 lb) and is produced using three press operations on a 310 or 450 MN (35,000 or
50,000 tonf) press with three sets of dies: first block, second block, and finish. For conventional α-β forging, all forging
operations are conducted below the β
t
of the alloy, using metal temperatures of 940 to 970 °C (1725 to 1775 °F).
Fig. 6 Titanium alloy wing spar forged in a closed-die using α-β and β
forging techniques. The part is 2.8 m
(110 in.) long and weighs 262 kg (578 lb).
For β forging, two forging methods were investigated:
• Beta 1: first block only above the β
t
of the alloy with second block and finish below the transus of the
alloy
•
Beta 2: first and second block above the transus of the alloy and finish forging only below the transus of
the alloy
The metal temperature used for the β forging processes was 1040 to 1065 °C (1900 to 1950 °F). Table 3 lists the typical
mechanical properties achieved in this wing spar forging with all three forging processes where the final heat treatment
was an anneal at 705 to 730 °C (1300 to 1350 °F). Therefore, when β forging processes are used to produce this wing spar
forging in annealed Ti-6Al-4V, the resulting yield and tensile strengths and ductilities (elongation and reduction in area)
are reduced, but fracture toughness is improved over conventional α-β forging.
Table 3 Typical mechanical properties of wing spar forging obtained with three distinct forging processes
Yield
strength
Ultimate
strength
Plain-strain fracture
toughness, K
Ic
Forging process
Direction
(a)
MPa
ksi MPa
ksi
Elongation,
%
Reduction
in area,
%
MPa
ksi
Alpha-beta L 938 136
979 142
15 29 62
56
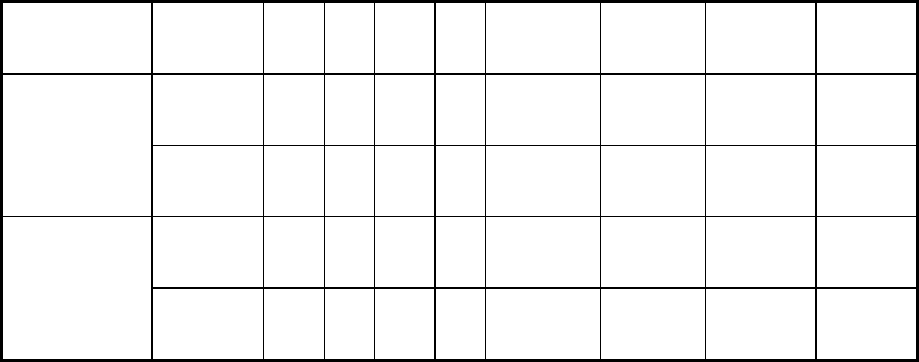
T 938 136
958 139
14 30 57
52
L 890 129
959 139
12 25 70
64
Beta 1
T 848 123
917 133
11 24 69
63
L 841 122
917 133
11 21 79
72
Beta 2
T 814 118
903 131
9 15 80 73
(a)
L, longitudinal; T, transverse
Open-die forging is used to produce small quantities of titanium alloy forgings for which closed-dies may not be
justified (see the article "Open-Die Forging" in this Volume). The quantity of forgings that warrants the use of closed dies
varies considerably, depending largely on the size and shape of the forging. The open-die forging of titanium is also used
to produce prototypes or small quantities of parts that might be machined from a solid billet or plate. However, because of
the high cost of titanium alloys, considerable metal and machining costs can often be saved by using open-die forgings
rather than machining from a solid shape. Finally, open-die forging is frequently used to make preform shapes, ranging
from pancakes or biscuits to highly contoured shapes, for subsequent closed-die forgings. As with other materials, the
complexity of open-die forged shapes can be consistently reproduced with state-of-the-art flat die forging equipment (see
the article "Forging of Aluminum Alloys" in this Volume).
Closed-Die Forging. By far the greatest tonnage of conventionally forged titanium alloys is produced in closed dies.
Closed-die titanium alloy forgings can be classified similarly to other materials, such as aluminum, as blocker-type
(achieved with single set of dies or block/finish dies), conventional (achieved with two or more sets of dies), high-
definition (also requiring two or more sets of dies), and precision forgings (frequently employing hot-die or isothermal
forging techniques). Precision titanium alloy forgings are discussed below. Blocker-type titanium alloy forgings are
typically produced in relatively less expensive dies, with design and tolerance criteria between those of open-die and
conventional forgings. Conventional closed-die titanium forgings cost more than blocker-type, but the increase in cost is
usually justified because of reduced machining costs. Finally, high-definition titanium alloy forgings are also more costly
than conventional forging, but may also be justified by reduced machining. Preforming using open-die, upsetting, and/or
roll forging frequently precedes all types of titanium alloy closed-die forging processes (see the article "Closed-Die
Forging in Hammers and Presses" in this Volume).
In comparison with aluminum alloy closed-die forgings, all types of closed-die forgings in titanium alloys are typically
produced to more generous design and/or tolerance criteria, reflecting the increased difficulty in forging these alloys.
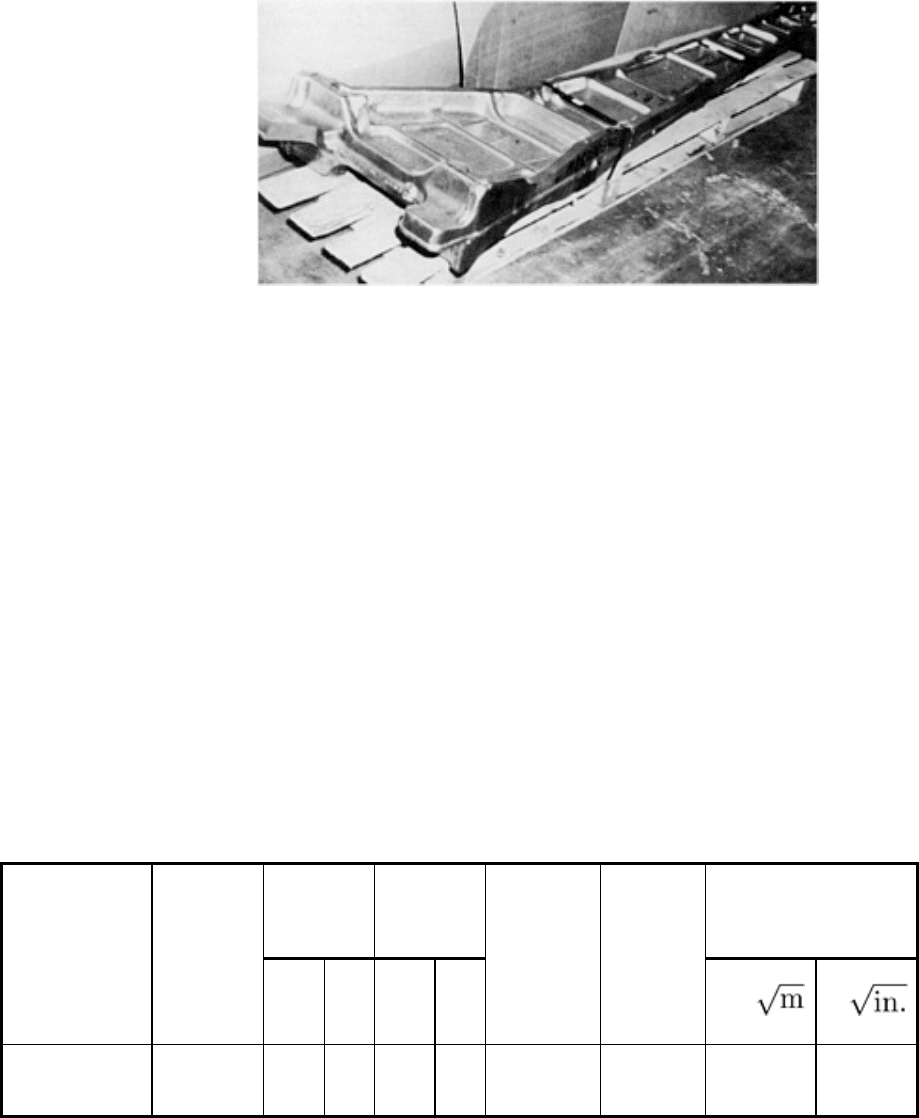
Figure 7 shows a large main landing gear beam forging produced in the α-β alloy Ti-6Al-4V. This relatively high volume
main landing gear beam has been fabricated with a progression of closed-die forging designs in an effort to reduce the
overall cost of the final machined part. Figures 8(a), 8(b), and 8(c) illustrate one cross section from this forging and the
three types of closed-die forging approaches used to manufacture this part.
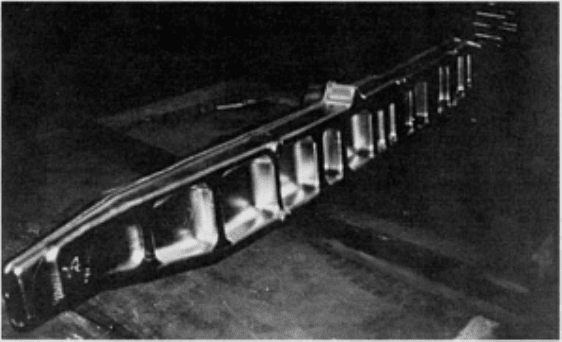
Fig. 7 Boeing 757 main landing gear beam forged of alloy Ti-6Al-4V using three available closed-
die forging
methods (blocker type, conventional, and high definition); see Fig. 8. The part weighs 1400 kg (3000
lb) and
has 1.71 m
2
(2650 in.
2
) plan view area (PVA); it is 498.3 mm (19.62 in.) high, 4467.1 mm (175.87 in.) long,
and 339.3 mm (13.36 in.) deep.
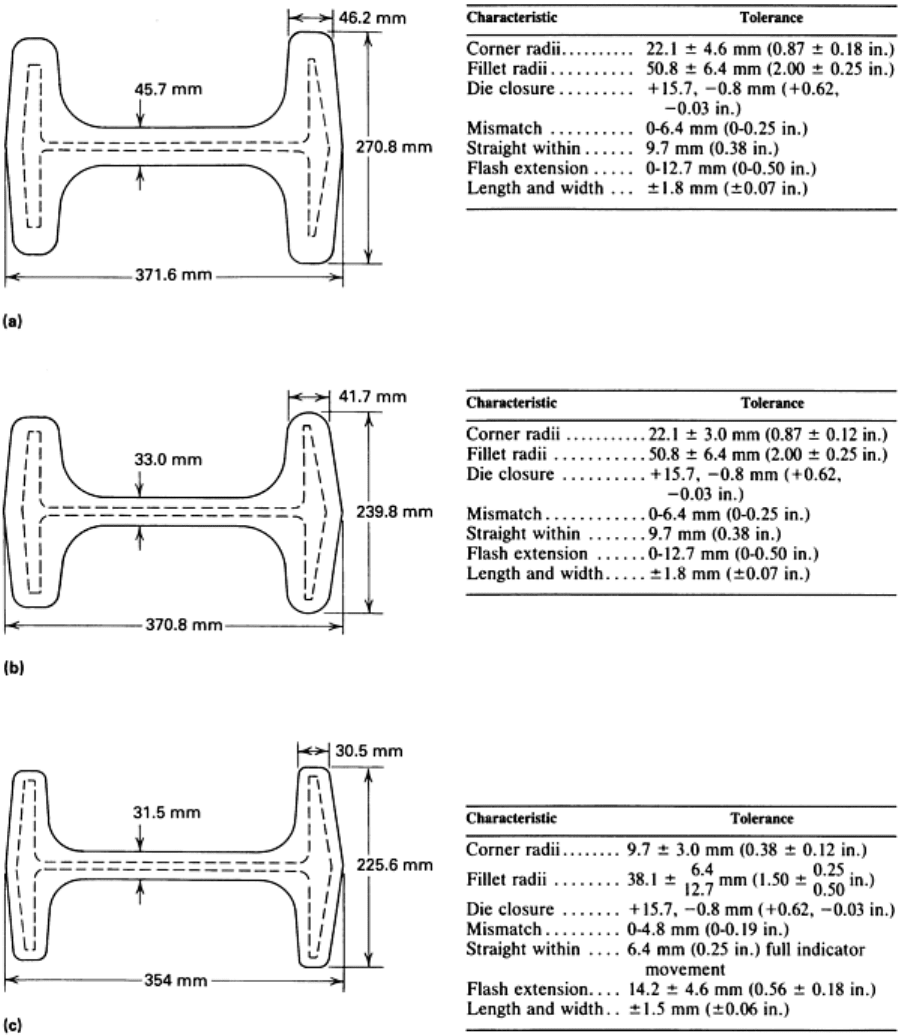
Fig. 8 Cross sections of Boeing 757 part shown in Fig. 7 illustrating design and tolerance crit
eria for the 272 kg
(600 lb) machined weight forging obtained from three closed-
die forging methods, along with their respective
forging weights. (a) Blocker type, 1364 kg (3007 lb). (b) Conventional, 1087 kg (2397 lb). (c) High definition,
879 kg (1937 lb).
Figure 8(a) shows the original blocker-type configuration (designed prior to finalization of the machined part) produced
in two sets of dies. As a blocker-type part, the forging weighed 1364 kg (3007 lb) versus a machined part weight of 272
kg (600 lb) for an overall recovery from the raw forging of 20% (or a buy-to-fly ratio of 5 to 1). When the final machine
part geometry had been better defined, the part was redesigned to a conventional forging (Fig. 8b) weighing 1087 kg
(2397 lb), increasing the recovery from the raw forging of 25% (buy-to-fly of 4 to 1). Sufficient machining and metal cost
savings were realized through this redesign to justify the costs of construction of a new set of dies. Finally, after some
additional final machined part refinements, the part was redesigned to a high-definition shape (Fig. 8c), reducing the as-
forged weight to 879 kg (1937 lb) and increasing the overall recovery of 31% (buy-to-fly of 3.3 to 1). Again, a cost
savings was realized that justified the construction of new dies. Therefore, from blocker-type to close tolerance, the as-
forged weight was reduced by nearly 500 kg (1100 lb), and the forged part/machined part recovery was increased by
11%--a significant cost savings.
Upset forging is sometimes the sole method used for forging a specific shape, such as turbine engine disks, from
titanium alloys. More often, however, upsetting is used as a method of preforming to reduce the number of forging
operations or to save material input, as is true for other materials (see the article "Hot Upset Forging" in this Volume).
Upsetting in titanium alloys is often preferred to extrusion for creating large-headed sections adjacent to smaller cross
sections. In the upset forging of titanium alloys, the unsupported length of a round section to be upset should not exceed
2.5 times the diameter; for a rectangular or square cross section, 2.5 times the diagonal. The maximum amount of upset
achievable in titanium alloys without reheating depends on the alloy, but for the more readily deformable alloys, it is
usually 2.5 times the diameter (or diagonal). Without several heating and upsetting operations, it is impossible to produce
an upset in titanium alloys as thin or having as sharp corners as are typically produced in alloy steels.
Roll forging can be the sole forging operation used in the production of certain types of products in titanium alloys, as
with other materials (see the article "Roll Forging" in this Volume); however, the roll forging of titanium alloys is much
more widely used to make preform shapes, to save input material, or to reduce the number of closed-die forging
operations. The roll forging of titanium alloys is frequently used for stock gathering and distribution of parts, such as
blades, which have major differences in metal volume demands.
Rotary (orbital) forging is a variation of closed-die forging that is successfully used on titanium alloys for the
manufacture of parts characterized by surfaces of revolution, such as turbine disks and other components with axial
symmetry (see the article "Rotary Forging" in this Volume). The rotary forging of titanium alloys, because of the
incremental nature of the deformation in this process, can provide enhanced final forging design sophistication and
tolerances over that possible in other closed-die forging equipment, such as hammers, mechanical/screw presses, and
hydraulic presses.
Spin forging can also be used in titanium alloy forging fabrication, as with aluminum and other materials. This
technique combines closed-die forging and computer numerically controlled (CNC) spin forgers and achieves very close
tolerance, axisymmetric, hollow shapes (see the article "Forging of Aluminum Alloys" in this Volume). Similar shape
capability is possible in titanium alloys with attendant final component cost reductions from reduced material input and
reduced final machining. As with aluminum, spin-forged shapes in titanium alloys can be produced to much tighter out-
of-round and concentricity tolerances than competing techniques, such as forward or backward extrusion.
Ring rolling has been successfully used for producing a wide variety of rectangular and contoured annular shapes in
titanium alloys and other materials. The methods used in ring rolling titanium alloys are essentially the same as those used
for alloy steels (see the article "Ring Rolling" in this Volume). In addition to ring rolling, other forging methods, such as
upset forging and punching, mandrel forging, and forward/backward extrusion, are sometimes used on titanium alloys to
produce small or prototype quantities of annular shapes with predominant grain orientations in directions other than
circumferential, as is typically achieved with ring rolling. Ring rolling is effective for a variety of titanium alloys of all
types to reduce the cost of the final part through the fabrication of a near-net shape; a primary application is rotating and
nonrotating turbine engine components.
Forward or backward extrusion is a variation of the closed-die forging of titanium alloys and other materials that
can be used to produce hollow, axisymmetric shapes with both ends open or one end closed. Titanium alloys are among
the most difficult materials to extrude because of their high resistance to deformation, temperature sensitivity, and
abrasive nature. However, with properly designed and constructed tooling (usually from hot-work die steels; see the
section "Die Specifications" in this article) and extrusion processes, the forward or backward extrusion of a variety of
titanium alloys can be accomplished (additional information on extrusion is available in the article "Conventional Hot
Extrusion" in this Volume). The extrusion of titanium alloys is usually accomplished from above the β
t
of the alloy;
therefore, the forward/backward extrusion applications of titanium alloys must be tolerant of the transformed
microstructure and resultant properties. Forward or backward extrusion is also used to produce annular shape preforms for
ring rolling or other closed-die forging operations, in which the subsequent fabrication processes may successfully modify
the as-extruded microstructure. Selection of forward or backward extrusion is usually based on part geometry and press
opening restrictions. Some state-of-the-art presses are equipped with openings in the upper cross-head to accommodate
the fabrication of very long backward extrusions, either solid or hollow.

Forging of Titanium Alloys
G.W. Kuhlman, Aluminum Company of America
Forging Equipment
Conventional titanium alloy forgings are produced on the full spectrum of forging equipment, from hammers and presses
to specialized forging machines. Selection of forging equipment for a given titanium alloy shape is based on the
capabilities of the equipment, forging design sophistication, desired forging process, and cost. The types of forging
equipment used are discussed in the articles "Hammers and Presses for Forging" and "Selection of Forging Equipment" in
this Volume).
Hammers. Gravity and power-assisted drop hammers are extensively used for the open-die and closed-die conventional
forging of titanium alloys because of the relatively low fabrication costs associated with such equipment, their ability to
impart progressive deformation to these difficult-to-work alloys, and the relatively short time the workpiece is in contact
with the much cooler dies. Although the power requirements for the hammer forging of titanium alloys exceed those for
aluminum alloys or alloy steels, hammers have been found to be effective in the manufacture of titanium alloy forgings of
almost any size, but hammers are more often used for medium-to-large forgings, including axisymmetric shapes such as
turbine disks and relatively generously designed airframe components. Because hammers deform the metal with high
deformation speeds, the impact/strain rate of a hammer in forging titanium alloys may cause localized temperature
variations, which may adversely affect the final forging microstructure. However, with proper control of hammer-forging
processes, the temperature increase can be effectively exploited to facilitate the completion of the desired forging process
and to increase the total deformation time before the titanium alloy cools below the recommended forging temperature
range.
Mechanical presses are extensively used for the fabrication of small-to-medium titanium alloy forgings, with forging
shape sophistication ranging from relatively simple shapes to precision forgings. A prime example of a conventionally
forged, precision titanium alloy part manufactured on a mechanical press is turbine engine compressor and fan blades.
The relatively rapid deformation rates available in mechanical presses are effectively exploited to produce the complex
contours and tight tolerances associated with such airfoil shapes. As with hammers, the rapid deformation rate typical of
mechanical presses may introduce temperature variations; however, with control of input material distribution, metal
temperature, and the deformation conditions, uniform final forging microstructures are readily achievable. Mechanical
presses are typically used for producing titanium alloy forgings weighing less than 9.1 kg (20 lb) and are seldom used for
forgings weighing over 45 kg (100 lb). Figure 9 illustrates the forging processes used to manufacture a large turbine
engine fan blade. The processes used in addition to block and finish forging on a large mechanical press include upsetting
and gathering in order to distribute material properly before die forging.
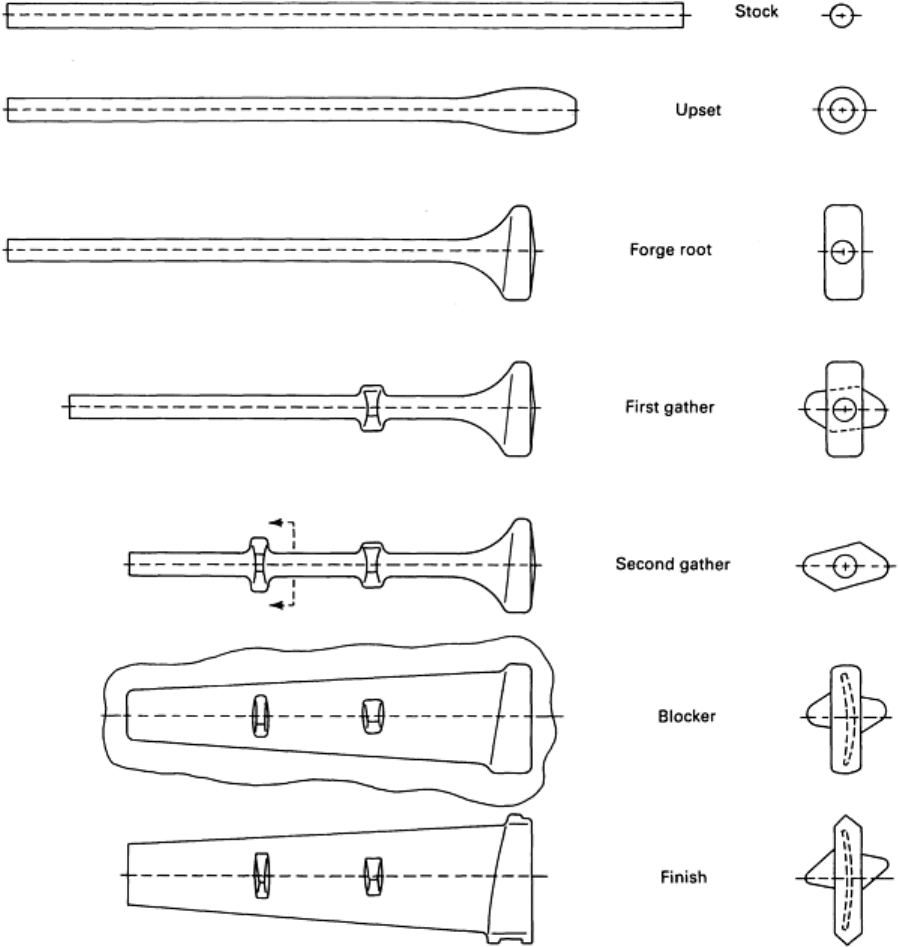
Fig. 9 Fabrication stages in the manufacture of a large alloy Ti-6Al-4V turbine engine fan blade.
Screw presses are also effective in the manufacture of titanium alloy forgings, including both simple shapes and
precision forgings such as turbine engine blades and prosthetic devices. The more controlled deformation rate possible in
a screw press has been exploited with titanium alloys in the manufacture of highly configured (twisted) titanium alloy
blades and double-platform blades, such as those illustrated in Fig. 10.

Fig. 10 Highly configured (twisted) alloy Ti-6Al-4V and alloy Ti-8Al-1Mo-
1V turbine engine fan and compressor
blades that were forged in screw presses.
Hydraulic presses are seldom used to manufacture small titanium alloy forgings (except for precision forgings), but
are extensively used to manufacture large forgings weighing 1400 kg (3000 lb) and more. Hydraulic presses are also used
to manufacture hand forgings and preforms for subsequent closed-die forging. Because the deformation achieved in a
hydraulic press occurs at slower strain rates, metal temperature is usually more uniform in the forging than with rapid
strain rate equipment. However, in the conventional hydraulic press forging of titanium alloys, metal temperature losses
are encountered because of the time associated with the deformation and the contact with the cooler dies. Therefore, in the
hydraulic press forging of titanium alloys, the metal temperatures employed are typically near the upper limits of the
recommended ranges in Table 1, and insulative materials such as fiberglass are often used between the workpiece and the
dies to retard heat transfer from the metal to the dies.
Figure 11 illustrates the largest closed-die titanium alloy forging ever manufactured. A 450 MN (50,000 tonf) hydraulic
press was used. This is one of four main landing gear beam forgings used in the Boeing 747. This Ti-6Al-4V forging is
over 6.22 in (245 in.) long and weighs over 1400 kg (3000 lb). It is manufactured using incremental forging techniques in
two sets of dies in order to obtain sufficient unit pressure from the 450 MN (50,000 tonf) press.
Fig. 11 Largest closed-
die titanium alloy forging ever manufactured, a Boeing 747 main landing gear beam.
Part was produced on a 450 MN (50,000 tonf) hydraulic press. Dimensions given in inches.
Figure 12 illustrates two other very large, highly configured Ti-6Al-4V titanium alloy airframe forgings that were also
produced on a 450 MN (50,000 tonf) press--the upper and lower bulkheads for the F-15 aircraft. The smaller, upper
bulkhead weighs 305 kg (670 lb), and the larger lower bulkhead weighs 725 kg (1600 lb). These three forgings (Fig. 11
and 12) illustrate not only the size of the titanium alloy forgings produced on hydraulic presses but also in conjunction
with the 757 main landing gear beam shown in Fig. 7, illustrate the highly sophisticated forging design capability possible
in the conventional forging of these difficult-to-fabricate alloys in the relatively slow strain rate conditions present in
hydraulic presses. Such design sophistication is achieved through the optimization of forging die design and the hydraulic
press forging processes used for titanium alloys.
Fig. 12 Alloy Ti-6Al-4V forgings for upper and lower bulkheads used on the F-
15 that were produced on a 450
MN (50,000 tonf) hydraulic press using conventional forging methods.
Forging of Titanium Alloys
G.W. Kuhlman, Aluminum Company of America
Die Specifications
The critical elements of the closed-die forging of titanium alloys are die materials selection, die design, and die
manufacture. The dies are a major part of the total cost of such forgings; however, as a percentage of total cost, the die
cost for titanium alloys may be less than that for such materials as aluminum or alloy steels because of the much higher
materials costs associated with titanium alloys. Further, forging process parameters and forging design capabilities are
affected by die design, and the dimensional integrity of the finished titanium is in large part controlled by the die cavity.
Therefore, the closed-die forging of titanium alloys requires the use of dies that are specifically designed for titanium for
the following reasons:
•
The shrinkage allowance in die sinking for titanium alloys is typically 0.004 mm/mm (0.004 in./in.)
versus 0.006 mm/mm (0.006 in./in.) for aluminum alloys and 0.011 mm/mm (0.011 in./in.) for alloy
steels
• Titanium alloys
fill die contours less readily than alloy steel, stainless steel, or aluminum alloys;
therefore, the die impressions for forging titanium alloys usually must have larger radii and fillets. For
intricate or high-definition titanium forgings, more forging st
eps and therefore more die sets are
typically required for titanium than for other materials, such as alloy steels or aluminum
•
Dies for forging titanium alloys must be stronger than those for steel or aluminum alloys because greater
unit pressures are usu
ally needed to forge these alloys. Dies for titanium alloys may be up to 50%
thicker, in terms of sidewalls and depth below the cavity, for the same depth and severity of die
impression than those used for alloy steels or aluminum. Without this increase in sidewall and/or below-
cavity thickness, the risk of catastrophic die failure or excessive die distortion is significantly higher,
and the number of die resinks that can be made without risk of die failure will be fewer.
• The surface finish requirements fo
r titanium alloy dies are more stringent than those for alloy steels
because of the generally poorer flow characteristics of titanium alloys
Die Materials. For the conventional forging of titanium alloys, the die materials used in closed-die forging are identical
to the materials employed for aluminum alloys or alloy steels. Because of the higher temperatures associated with
titanium alloy forgings, hot-work die steels such as H12 and H13 can be used more frequently with titanium alloys,
especially as inserts or in small dies, than with aluminum alloys. The main body of the dies for titanium alloys is usually
constructed of 6G or 6F2 die steels (see the article "Dies and Die Materials for Hot Forging" in this Volume), and/or the
many proprietary grades within these composition limits offered by a number of die steel producers, at a hardness of 341
to 375 HB. A hot-work die steel at a higher hardness can then be inserted into the die cavities.
Die hardness for titanium alloys, as with other materials, depends on the severity and depth of the cavity and on the
forging equipment that will be used to manufacture the forging. For hydraulic press forging, hot-work die steels are
usually heat treated to 47 to 55 HRC. For dies with more severe impressions, the lower side of this range (47 to 49 HRC)
is used; for dies with minimum severity, the upper side of the range (53 to 55 HRC) is used. For hammer and/or
mechanical press forging, die hardness can be reduced by at least three points in order to increase toughness. Generally,
the forger balances the desire for high die hardness to minimize wear with lower die hardness to increase toughness. For
especially demanding or very high volume titanium forging processes (such as forward or backward extrusion,
mechanical/screw press closed-die forging, and some open-die forging), hot-work die steels (H12 and H13) are used for
the main body of the dies, and in some cases wrought/cast nickel-base alloys such as Alloy 718 (UNS N07718) have been
successfully used where the increased cost associated with these materials is justified by improved die service life.
Even though the forging temperatures for titanium alloys are lower than those for alloy steels, die wear is generally
greater in the conventional forging of titanium alloys because of the increased resistance of these alloys to deformation
and the very abrasive nature of the oxide/scale coating present on these alloys during forging. Therefore, in addition to
using inserts from higher-hardness hot-work die steels, other steps are frequently taken to improve the wear resistance of
dies for titanium alloy forgings and to maintain the integrity of the die cavity. These steps include surface
treatments/modification and modification of critical forging design parameters (with customer input) to minimize wear.
Surface treatments that have been successfully used include a variety of state-of-the-art processes, such as special welding
techniques, carburizing, nitriding, and surface alloying.
Example 3: Increase in the Size of Fillets That Reduced Die Wear.
The assembly rib shown in Fig. 13 was originally produced from alloy Ti-6Al-4V as a conventional closed-die forging
with 4.8 mm (0.19 in.) radii at the flash land near the parting line around the forging. This fillet is shown as "Original
design" in Fig. 13. Excessive die wear occurred at the fillet. The die design was revised by enlarging this fillet from 4.8 to
9.7 mm (0.19 to 0.38 in.) ("Improved design," Fig. 13). The alteration solved the problem by reducing die wear in this
area to a normal level.