ASM Metals HandBook Vol. 14 - Forming and Forging
Подождите немного. Документ загружается.

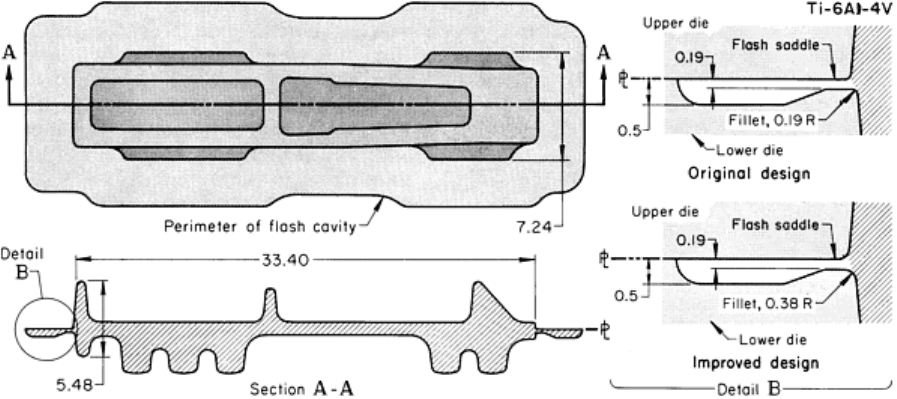
Fig. 13 Assembly rib for which forging die was
redesigned to enlarge radius of fillets at flash saddle in order to
increase die life. Dimensions given in inches.
Die Design. As with other materials, a key element in the cost control of dies for titanium forging and in the successful
fabrication of titanium alloy forgings is die design and die system engineering. Dies for conventional closed-die titanium
forgings are most frequently manufactured as stand-alone die blocks; however, in some cases, conventional closed-die,
and particularly precision, titanium alloy forgings can be made from inserts in die holder systems. Die holder systems
may be universal, covering a wide range of potential die sizes, or may be constructed to handle families of parts having
similar overall geometries or sizes. The design of titanium alloy forging dies is highly intensive in engineering skills and
is based on extensive empirical knowledge and experience. A compendium of titanium forging design principles and
practices is provided in Ref 2.
As with aluminum alloys, forging design for titanium alloys is engineering intensive, and the advent of computer-aided
design (CAD) hardware and software has had a significant impact on titanium alloy die design. The use of CAD
technology in forging design is discussed in the article "Forging Process Design" in this Volume. As discussed in the
article "Forging of Aluminum Alloys" in this Volume, CAD forging part design for titanium alloys is also
institutionalized and widely used for titanium alloys. Computer-aided design databases are then used with computer-aided
manufacturing (CAM) to produce dies, to direct the forging process, and to assist in final part verification and quality
control. Heuristic, artificial intelligence, and deformation modeling techniques are also being applied to a variety of
titanium alloys to enhance the forging design process. Further, because of the critical structural changes achieved in the
forging of titanium alloys, these expert systems and finite-element models will be used to predict final part
microstructures in advance of actually committing to the production forging process. Because of the flow characteristics
of titanium alloys, special design features are often incorporated into the dies to restrict or to enhance metal flow in
certain locations of a forging, as discussed in the following example.
Example 4: Use of Corrugations in Flash Land to Reduce Outward Flow of Flash.
A rectangular box forging (Fig. 14) was used experimentally to determine the effect of corrugations in restricting metal
flow. The flash land surrounding the box was originally designed without corrugations. Because of the variation in wall
thickness of the part, metal flowed more readily to the heavier walls, thus starving the sidewalls and resulting in
inadequate fill. To restrain the flow of metal at the end walls, corrugations were added to the flash land at both ends
(Detail A, Fig. 14). The flash land along the sidewalls was not corrugated (Detail B, Fig. 14). The restraint to flow
provided by the corrugations was sufficient to fill the sidewalls completely. The corrugations also made possible a
savings in the amount of metal required to complete the forging.
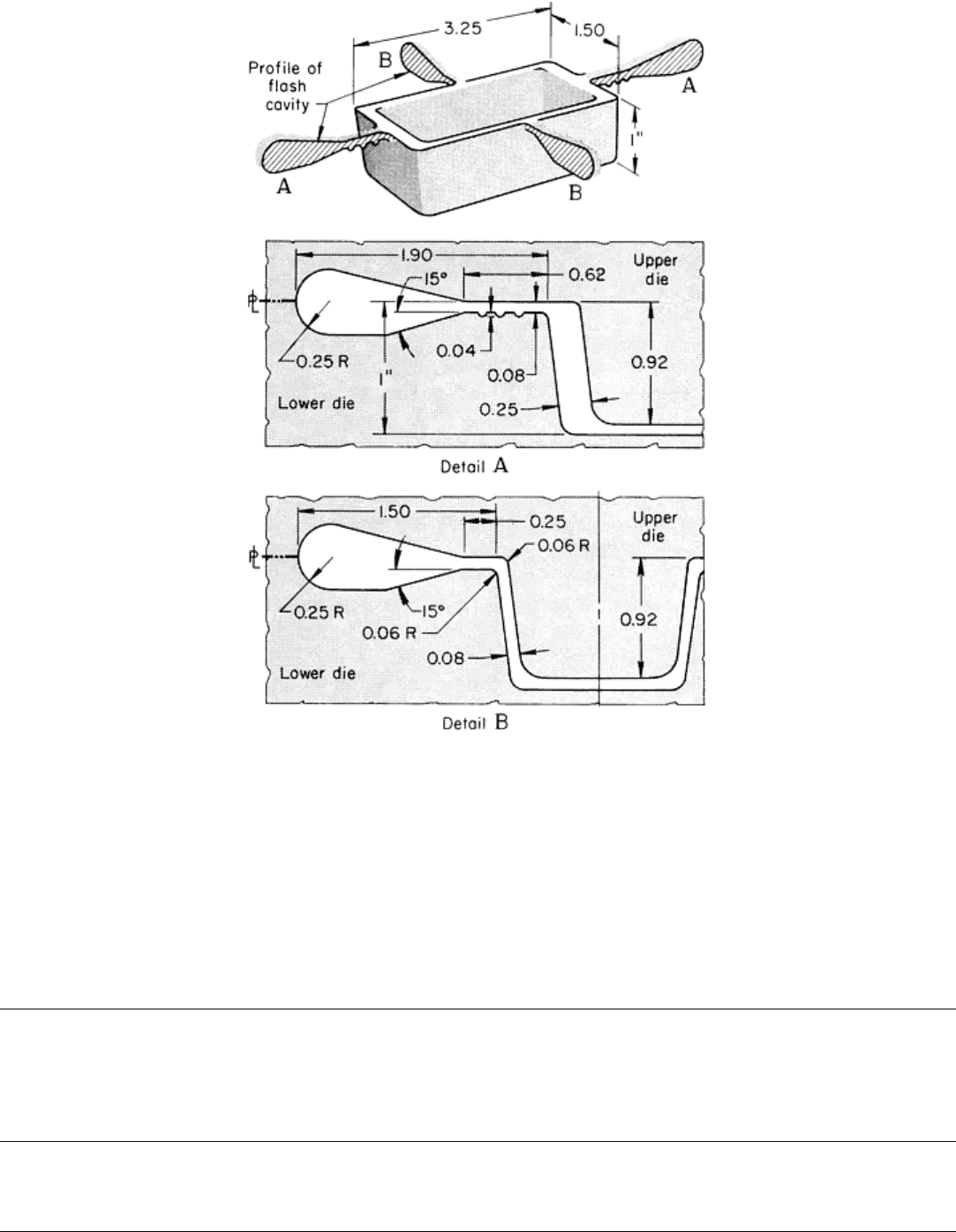
Fig. 14
Corrugations in the flash saddle at the end of a box forging that improved metal flow to the side walls.
Dimensions given in inches.
Die Manufacture. Titanium alloy forging dies, which are similar to the aluminum alloy dies discussed in the article
"Forging of Aluminum Alloys" in this Volume, are produced by a number of techniques, including hand sinking, copy
milling from a model, electrodischarge machining (EDM), and CNC direct sinking. With CAD databases now available,
CAM-driven CNC sinking of titanium alloy dies can provide the same benefits as those described for aluminum alloys.
Reference cited in this section
2.
T.G. Byrer, Ed., Forging Handbook,
Forging Industry Association and American Society for Metals, 1985, p
69-78
Forging of Titanium Alloys
G.W. Kuhlman, Aluminum Company of America
Titanium Alloy Forging Processing

The common elements in the manufacture of any conventional titanium alloy forging include preparation of the forging
stock, preheating of the stock, die heating, lubrication, the forging process, trimming and repair, cleaning, heat treatment,
and inspection. The critical aspects of each of these elements for titanium alloys are reviewed below.
Forging Stock. In the manufacture of titanium alloy forgings, the predominant forms of forging stock used are billet
(round, octagonal, rectangular, or square) and bar that has been fabricated by primary hot-working processes from
titanium alloy ingot. The conversion of titanium alloy ingot to forging stock is a critical part of the overall titanium alloy
forging process because it affects the overall cost of the starting material used for forging and because ingot conversion
plays an important role in the overall macro- and microstructural development of the final titanium alloy forgings. Only
rarely is titanium alloy ingot directly forged into finished titanium alloy forging components, and even then early forging
stages are used to refine the ingot structure.
Titanium alloy ingot is primarily hot worked using forging techniques; however, hot rolling can be used for bar stock. A
series of working operations is carried out on titanium ingot that typically involves multiple upsetting and drawing
procedures to impart primary work to the alloy, to refine the relatively coarse as-cast grain size, and to achieve the desired
starting macrostructure and microstructure for forging.
Titanium ingot conversion can be accomplished by the forger or by the primary titanium metal producer. Ingot conversion
working procedures, forging stock macrostructural (grain size) or microstructural requirements, nondestructive testing of
the forging stock, and mechanical property testing of the forging stock for a given alloy/size/type of forging stock are
usually based on the specific forging involved, the forging equipment that will be used to manufacture it, cost
considerations, and final forging structural and mechanical property requirements. Requirements for the forging stock are
usually the subject of specifications by the forger or are negotiated between the forger and the metal supplier. In addition,
the ultimate forging customer and/or federal, military, or other governmental specifications, such as AMS 2380 (Ref 3),
may impose specific requirements on the manufacture of titanium alloy ingot (for example, required melting practices and
melting controls), the forging stock fabricated from such ingot, macro- and microstructural requirements for forging
stock, and necessary tests and nondestructive inspections for the qualification of titanium alloy forging stock.
Surface preparation of titanium alloy billet or bar forging stock is important not only for the satisfactory performance of
the stock in subsequent forging but also because detailed, stringent ultrasonic inspection is frequently performed on the
forging stock (as required by customer or other specifications) as a critical part of the overall quality assurance functions
on titanium alloy forgings. Ultrasonic inspection (USI) of the billet is often preferred to USI of the final forged shape
because of the more regular geometric shape. Furthermore, billet conversion involves a mode of deformation that tends to
enlarge critical defects making them more readily detectable. Such ultrasonic inspection is typically conducted by
multiple scan and/or automated techniques on properly prepared rounds, rectangles, or squares. Therefore, titanium alloy
billet or bar stock is typically ground or machined to remove all defects and to prepare the surface for the type of
ultrasonic inspection that will be performed.
Preparation of Forging Stock. Properly fabricated and qualified titanium alloy forging stock is then prepared for
forging using several cutting methods, including shearing, sawing, and flame cutting. As a class of materials, titanium
alloys are considerably more difficult to cut than most other forged metals, except for superalloys and refractory metals.
Shearing is used only on relatively small sizes of titanium alloy forging stock, typically 50 mm (2 in.) and less in
diameter. Sawing techniques include cold sawing, machine hacksawing (for small-to-intermediate sizes and low
volumes), machine band sawing (also for small-to-intermediate sizes and low volumes), and abrasive sawing (for
intermediate-to-large rounds and squares). In all sawing operations, but particularly the abrasive sawing of titanium
alloys, it is necessary to control the sawing operation through coolants, speeds, and feeds to prevent overheating during
cutting; such overheating may result in cracking during subsequent forging. Flame cutting, using oxy-gas and plasma
techniques, is used to cut rectangular and square forging billet in thicknesses to approximately 250 mm (10 in.). Because
flame cutting leaves residual disturbed surfaces and heat-affected zones, typically 1.5 mm ( 0.060 in.), it may be
necessary to grind flame-cut surfaces to remove the slag and heat-affected material that may be conducive to surface
cracking under severe deformation.
Preheating for Forging. Prior to preheating for forging, most titanium forging stock is coated with ceramic coatings
to retard oxidation. Precoating and other titanium alloy forging lubrication issues are discussed below. The heating of
titanium alloys for forging is a crucial part of the forging process, both in terms of preventing excessive contamination
during heating by oxygen, nitrogen, and hydrogen and controlling the metal temperature within the narrow temperature
limits necessary for the successful forging of titanium alloys.

Heating Equipment. Titanium alloys are heated for forging with various types of heating equipment, including electric
furnaces, open or semimuffled gas furnaces, oil furnaces, induction heating, fluidized-bed heating, and resistance heating.
Open-fired gas and electric furnaces, either continuous (for example, rotary) or batch, are the most widely used. Heating
equipment design and capabilities necessarily vary with the requirements of a given forging process. Titanium alloys have
an extreme affinity for all gaseous elements present during exposure to the atmospheric conditions prevalent in most
heating techniques, except vacuum.
Above about 595 °C (1100 °F), titanium alloys react with both oxygen and nitrogen to form scale. Underlying the scale is
an oxygen/nitrogen enriched zone called case; both oxygen and nitrogen stabilize the α phase. This α case zone may be
hard and brittle, and if deep enough, it can cause cracking and/or increased tooling wear. Therefore, titanium alloys are
precoated, and heating practices and/or furnace operating conditions are controlled to minimize the development of α
case. With most titanium alloys, the formation of scale and α case is a diffusion-controlled process that may be limited by
precoating and/or by the furnace operating parameters. Alpha and α-β titanium alloys tend to form more scale and α case
than β alloys when heated under similar temperature and furnace conditions.
In addition, titanium alloys have an extreme affinity for hydrogen. Although reducing atmospheres, as used with some
ferrous alloy forging, may retard the formation of scale and α case in titanium alloys, hydrogen atmospheres dramatically
increase the risk of hydrogen pickup. Therefore, in addition to precoats, which also assist in the retardation of hydrogen
pickup, most titanium alloy heating systems are designed to provide oxidizing conditions (through the use of excess air in
gas-fired furnaces) in order to minimize the presence of hydrogen.
Induction heating, resistance heating, and fluidized-bed heating are frequently used in forging titanium alloys where
forging processes are automated. State-of-the-art gas and electric furnaces for titanium alloys also often have fully
automated handling systems.
Temperature Control. As noted in Fig. 1, 2, 3, 4 and Table 1, titanium alloys have a relatively narrow temperature
range for conventional forging. Further, metal temperature is critical to the microstructure of titanium alloy forgings.
Therefore, temperature control in preheating for forging titanium alloys is highly critical and is usually obtained through
the capabilities and control of the heating equipment. Titanium alloy heating equipment should be equipped with
pyrometric controls that can maintain ±14 °C (±25 °F) or better. Titanium alloy stock heating equipment is often
temperature uniformity surveyed in much the same manner as with heat-treating furnaces. Continuous rotary furnaces
used for titanium alloys typically have three zones: preheat, high heat, and discharge. Most furnaces are equipped with
recording/controlling instruments, and in some batch furnace operations separate load thermocouples are used to monitor
furnace temperature during preheating operations.
In addition to highly controlled heating equipment and heating practices, the temperature of heated titanium alloy billets
can be verified with contact pyrometry or non-contact optical pyrometers. The latter equipment must be used with care
because it is emissivity sensitive and may provide different temperature indications when the metal is observed inside the
hot furnace versus when the metal has been removed from the furnace. In most closed-die and open-die forging
operations, it is desirable to have titanium alloy metal temperatures near the upper limit of the recommended temperature
ranges. In open-die forging, the lower limit of the recommended ranges is usually the point at which forging must be
discontinued to prevent excessive surface cracking.
Heating Time. It is good practice to limit the exposure of titanium alloys in preheating to times just adequate to ensure
that the center of the forging stock has reached the desired temperature in order to prevent excessive formation of scale
and α case. Actual heating times will vary with the section thickness of the metal being heated and with furnace
capabilities. Because of the relatively low thermal conductivity of titanium alloys, necessary heating times are extended in
comparison to aluminum and alloy steels of equivalent thickness. Generally, 1.2 min/mm (30 min/in.) of ruling section is
sufficient to ensure that titanium alloys have reached the desired temperature.
Heating time at a specific temperature is critical in titanium alloys for the reasons outlined above. Long soaking times are
not necessary and introduce the probability of excessive scale or case. Generally, soaking times should be restricted to 1
to 2 h, and if unavoidable delays are encountered, where soaking time may exceed 2 to 4 h, removal of the metal from the
furnace is recommended.
Heating of Dies. Dies are always preheated in the closed-die conventional forging of titanium alloys, as noted in Table
2, with die temperature varying with the type of forging equipment used. Dies for titanium alloy forging are usually
preheated in remote die heating systems, although on-press equipment is sometimes used. Remote die heating systems are
usually gas-fired die heaters, which can slowly heat the die blocks to the desired temperature range before assembly into
the forging equipment.
With some conventional forging processes, particularly the hydraulic press forging of titanium alloys, the temperature of
the dies may increase during forging. Die damage may occur without appropriate cooling. Therefore, titanium alloy dies
are often cooled during forging using wet steam, air, or occasionally water.
For those conventional forging processes in which die temperatures tend to decrease, on-press heating systems ranging
from rudimentary to highly sophisticated are used. The techniques used include gas-fired equipment, induction heating
equipment, resistance heating equipment, or combinations of these methods.
Lubrication is also a critical element in the conventional forging of titanium alloys and is the subject of engineering and
process development emphasis in terms of the lubricants used and the methods of application. With titanium alloy
conventional forging, a lubrication system is used that includes ceramic precoats of forging stock and forgings, die
lubrication, and, for certain forging processes, insulation.
Ceramic Glass Precoats. Most titanium alloy forging stock and forgings are precoated with ceramic precoats prior to
heating for forging. These ceramic precoats, which are formulated from metallic and transition element oxides and other
additives, provide several functions, such as:
•
Protection of the reactive titanium metal from excessive contact with gaseous elements present during
heating
• Insulation or retardation of heat losses during transfer from heating to forging equipment
• Lubrication during the forging process
The formulation of the ceramic precoat is varied with the demands of the forging process being used, the alloy, and the
forging type. Modification of the ceramic precoat formulation usually affects the melting or softening temperature, which
ranges from 595 to 980 °C (1100 to 1800 °F) for most commercially available precoats for titanium alloys. Experience
has shown that ceramic precoats with a viscosity of 20 to 100 Pa · s (200 to 1000 poise) at operating temperature provide
optimal lubricity and desired continuous film characteristics for protecting the metal during heating and for preventing
galling and metal pickup during forging. The actual formulations of ceramic precoats are often proprietary to the forger or
the precoat manufacturer. Ceramic precoats are usually colloidal suspensions of the ceramics in mineral spirits or water,
with the latter being the most common. Finally, most conventional titanium forging die design techniques include
allowances for ceramic precoat thickness in sinking the die cavity to ensure the dimensional integrity of the final forging.
Ceramic precoats are applied using painting, dipping, or spraying techniques; state-of-the-art dipping and/or spraying
processes are fully automated. Necessary ceramic precoat thicknesses vary with the precoat and the specific forging
process, but generally fall in the range of 0.01 to 0.1 mm (0.0005 to 0.005 in.). Most ceramic precoats require a curing
process following application to provide sufficient green strength for handling. Curing procedures range from drying at
room temperature to automated furnace curing at temperatures to approximately 150 °C (300 °F).
Die lubricants are also used in the conventional closed-die forging of titanium alloys. Such die lubricants are subject to
severe demands and are formulated to modify the surface of the dies to achieve the desired reduction in friction under
conditions of very high metal temperatures and die pressures and yet leave the forging surfaces and forging geometry
unaffected. Die lubricant formulations for titanium alloys are usually proprietary, developed either by the forger or the
lubricant manufacturer. Die lubricant composition is varied with the demands of the specific forging process; however,
the major active element in titanium alloy die lubricants is graphite. In addition, other organic and inorganic compounds
are added to achieve the desired results because of the very high temperatures present. Carriers for titanium alloy die
lubricants vary from mineral spirits to mineral oils to water.
Titanium alloy die lubricants are typically applied by spraying the lubricant onto the dies. Several pressurized air or
airless systems are employed, and with high-volume, highly automated titanium alloy forging processes, die lubricant
application is also automated by single or multiaxis robots. Some state-of-the-art application systems can apply very
precise patterns or amounts of lubricant under fully automated conditions.
Insulation. In the conventional forging of titanium alloys in relatively slow strain rate processes such as hydraulic press
forging, insulative materials in the form of blankets are often used to reduce metal temperature losses to the much cooler
dies during the initial deformation stages. The insulative blankets are usually fabricated from fiberglass that is formulated
to provide the necessary insulative properties. Blanket thickness varies with specific materials of fabrication and desired
insulative properties, but generally ranges from 0.25 to 1.3 mm (0.010 to 0.050 in.). If insulative blankets are used,
allowance is made in die sinking tolerances for modification of die cavity dimensions to ensure the dimensional integrity
of the finished forging. Insulative blankets are usually applied to the dies immediately before insertion of the hot metal for
forging.
Forging Process. The critical elements of the titanium conventional forging process (including metal/die temperature,
strain rate, deformation mode, and the various forging processes and state-of-the-art forging capabilities reviewed above)
must be controlled to achieve the desired final forging shape. Titanium alloy forgings are produced in enhanced forging
and supporting equipment organized into cells that operate as advanced manufacturing systems and are then integrated
with CAM concepts and other techniques. As with other materials, titanium alloy conventional forging is entering an era
that is properly termed integrated manufacturing, in which all aspects of the titanium alloy forging process from design to
execution are heavily influenced by computer technology.
Trimming is an intermediate operation that is necessary for the successful fabrication of conventional titanium alloy
forgings. The flash generated in most closed-die titanium alloy forging processes is removed by hot trimming, sawing,
flame cutting, or machining, depending on the size, complexity, and production volume of the part being produced. Hot
trimming is generally the least expensive method and is used on relatively high volume small-to-intermediate size
titanium alloy forgings. Most hot trimming punches are made from 6G or 6F2 die block material with hardnesses from
388 to 429 HB. Hot trimming blades are usually made from high-alloy steel, such as AISI D2, hardened to 58 to 60 HRC.
Blades can be made from other materials that are usually hardfaced with cobalt-base alloy materials offered by several
suppliers. Typically, the desired minimum flash temperature for the hot trimming of titanium alloys is 540 °C (1000 °F),
although fewer trimming problems will occur if the flash temperature is as high as possible. Hot trimming is best
accomplished in conjunction with the hot-forging process, rather than in separate heating and trimming operations. Cold
trimming is rarely used for titanium alloys because the flash is very hard and may be brittle under such conditions, leading
to unsatisfactory trimming or safety hazards.
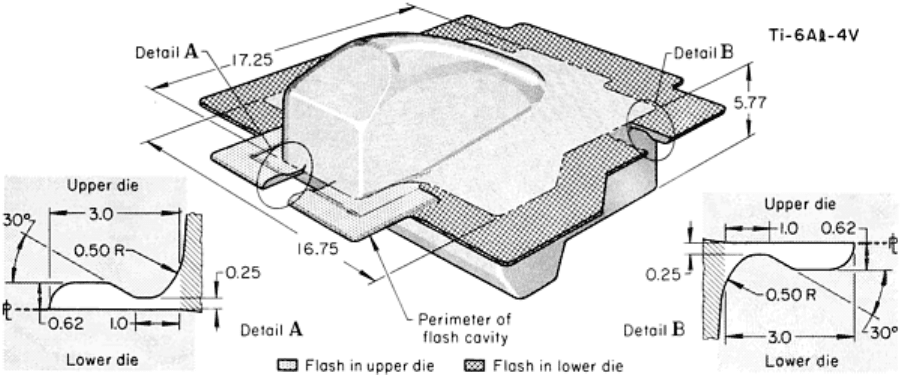
Hot trimming is sometimes facilitated by the incorporation of certain design features into the die, the forging, or both.
Figure 15 shows a flap hinge forging for which flash was distributed between upper and lower dies (Details A and B, Fig.
15). The dies were designed so that the flash would always be at a point where the draft was nearly vertical; therefore, the
flash could be trimmed with minimal interference with the profile of the forging.
Fig. 15
Flap hinge forged in dies designed to provide uniform flash around the forging and to shift flash
impression from upper to lower die. Dimensions given in inches.
The hot trimming of titanium alloy flash can be dangerous because the flash may shatter rather than trim or bend if the
metal is allowed to cool below the above recommended temperature. Occasionally, a forging may jump in the impression

during hammer forging and may be slightly out of position before the next blow can be stopped; unless protection is
provided, flash may extrude between the dies and fly through the shop. Therefore, a flash trap should be used in the
hammer forging of titanium alloys. This is usually accomplished by attaching a skirt to the top forging die. This skirt
shields the striking face of the bottom die while the dies are separated. If flash breaks off, the skirt will intercept the
pieces.
Machining and trimming operations are usually accomplished cold. Machine band sawing, with specially designed
abrasive blades, has been shown to be an effective method of removing relatively thin titanium alloy flash where part
volumes are low. Flame cutting is effective with large forgings and/or with thick flash where hot trimming is not feasible,
because of either the size of the part or low part volume. Using oxy-gas, plasma, or other techniques, flash 50 mm (2 in.)
or more in thickness can be successfully and economically removed. State-of-the-art flame cutting equipment used to trim
titanium alloy forgings incorporates fixtures and automated systems that exploit CAD databases on titanium alloy
forgings and CAM procedures. Depending on customer specifications and subsequent processing, the flame-cut flash may
be repaired or left as cut. Flame cutting of flash should be accomplished prior to heat treatment so that the heat-affected
zone (HAZ) is rendered machinable.
Machining, such as profile milling, can be employed on relatively low volume or intricate forgings, such as certain
precision forgings, where other flash removal techniques may jeopardize the dimensional integrity of the forging.
Repair. As an intermediate operation between forging stages in most conventionally forged titanium alloys, repair of the
forging is often necessary to remove surface discontinuities created by prior forging processes so that such defects do not
affect the integrity of the final forging product. The necessity for intermediate repair is usually a function of the part
complexity, the alloy, the forging processes, and other factors in the forging operation. For example, intermediate repair is
generally required on structural shapes, but is often unnecessary on disk shapes. Compared to some other forged metals,
titanium alloys are difficult to repair, requiring abrasive grinding techniques that are typically labor intensive.
To facilitate the surface repair, titanium alloy forgings should be cleaned (discussed below) to remove the hard case,
which can cause excessive grinding tool wear. With some alloys, such as alloys, surface repair is best accomplished
after preheating the metal to about 260 to 370 °C (500 to 700 °F). Localized temperature increases may occur during
abrasive grinding and, because of the poor thermal conductivity of titanium alloys, may create high thermal stresses.
From the notch effect of the crack, these stresses in grinding may be high enough to propagate cracks during the repair
process. Increasing the metal temperature on sensitive alloys reduces the stresses and decreases the probability of further
cracking in repair. Soft silicon carbide rather than alumina grinding wheels should be used to minimize heat generation.
Dye penetrant or liquid penetrant inspection techniques can be used on repaired titanium alloy forgings to ensure the
removal of all surface discontinuities.
Cleaning. The oxide scale and underlying α case layers that form on all titanium alloys during heating for forging or in
heat treatments are brittle and can promote cracking in subsequent forging or, in the case of finished forgings, can cause
excessive machine tool wear during machining. Consequently, it may be desirable to remove the oxide and α case layers
between successive forging operations, and it is mandatory to remove these layers from the finished forging before
shipment to customers.
Cleaning techniques for titanium alloy forgings involve two processes--one for removing the oxide scale and the other for
removing the α case layer. Scale removal can be accomplished by mechanical methods, such as gritblasting, or chemical
methods, such as molten-salt descaling. Selection of the descaling method is based on part size, part complexity, and/or
costs.
Gritblasting has been found to be effective in removing the scale layer, which can vary in thickness from 0.13 to 0.76
mm (0.005 to 0.030 in.). The media used in gritblasting can range from zircon sand to steel grit (typically 100 to 150
mesh) under air pressure (or equivalent) of up to 275 Pa (40 psi). Gritblasting is most frequently used on intermediate-to-
large titanium alloy forgings, although it can be used for any size forging. Gritblasting equipment varies considerably,
ranging from large horizontal table units to relatively small tumbling units. Gritblasting is followed by acid pickling (see
below) to remove the α case.
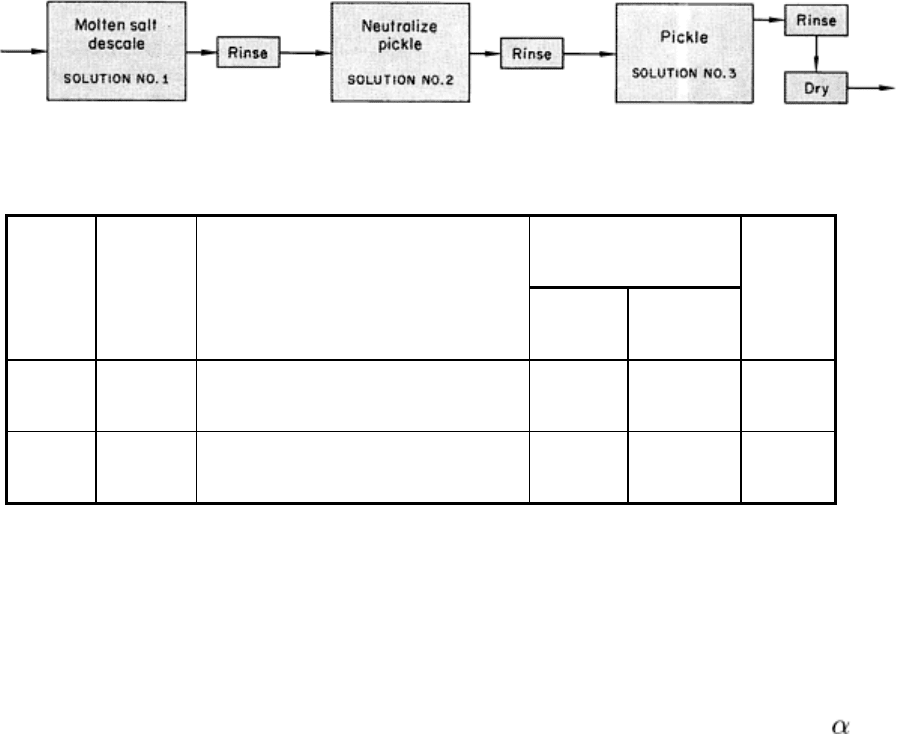
Molten-salt descaling is another effective method of removing oxide scale and is also followed by acid pickling to
remove the α case. Figure 16 shows a typical flow chart for a molten-salt descaling system followed by acid pickling.
Molten-salt descaling must be closely controlled to prevent the work metal from becoming embrittled. The racks used in
molten-salt descaling are usually wood, titanium, or stainless steel in order to prevent the generation of an electrical
potential between the workpiece and the racks, which may result in preferential attack of the workpiece and arcing.
Molten-salt descaling is most frequently used on small-to-intermediate size titanium alloy forgings, and in the case of
high-volume forging parts, such systems are fully automated.
Operating temperature
Solution
No.
Type of
solution
Composition of solution
°C °F
Cycle
time, min
1 Descale 60-90% NaOH, rem NaNO
3
and Na
2
CO
3
425-510 (800-950)
20-50
2 Neutralize
5-15% HNO
3
in H
2
O Room Room
2-5
Fig. 16 Flow chart of operations for molten-
salt descaling, neutralizing pickling, and final pickling of titanium
alloys.
Acid pickling (sometimes referred to as chemical milling) is used to remove the underlying case, after the oxide scale
has been removed, by the following procedure:
• Clean thoroughly with gritblasting or alkaline salt cleaning
• Rinse thoroughly in clean running water if alkaline cleaning has been used
• Pickle for 5 to 15 min in an aqueous nitric-hydrofluoric acid solution containing 15 to 40% HNO
3
and 1
to 5% HF and operated at 25 to 60 °C (75 to 140 °F). Usually, acid cont
ent of the pickling solution
(particularly for α-β and β
alloys) is near the middle of the above ranges (for example, from 30 to 35%
HNO
3
and 2 to 3% HF, or an HNO
3
to HF ratio ranging 10:1 to 15:1). Alternatively, chemical solutions
with approximately 2:1 ratio of HNO
3
:HF have been found to remove 0.025 mm/min.
(0.001 in./min)
and to minimize hydrogen pickup.
The preferred bath operating temperature is 30 to 60 °C (90 to 140 °F). As the acid mixture is used, the titanium content
in the bath increases and reduces the effectiveness of the bath. Titanium contents in excess of 12 g/L are usually
considered to be maximum before the solution must be discarded. However, systems are available for reducing the
contained titanium, including solution treatment/filtering and/or other organic chemical additions that can extend the life
of pickling baths.
• Rinse parts thoroughly in clean water
• Rinse in hot water to hasten drying; allow to dry

The required metal removal and the pickling times achieved in acid pickling are dictated by several factors, including
depth of α case to be removed, pickle tank operating conditions, process specification requirements, and potential for
hydrogen pickup by the workpiece. Acid pickling presents the potential for excessive hydrogen pickup in titanium alloys;
therefore, this process must be carefully controlled. Metal removal rates in acid pickling are usually 0.03 mm/min (0.001
in./min) or more, although the metal removal rate is heavily influenced by such factors as the alloy, acid concentrations,
bath temperature, and contained titanium. Metal removal levels of 0.25 to 0.38 mm (0.010 to 0.015 in.) per surface are
usually sufficient to remove the αcase; however, greater or lesser amounts of metal removal may be necessary, depending
on the alloy and the specific conditions present for the forging in question.
Metal removal is monitored by witness pads on the forging (using an appropriate maskant), by test panels processed with
the forgings, by actual forging measurement, or by other process control techniques. In addition, some process and/or
materials specifications for titanium alloy forgings require verification of α case removal on the final forgings. The
techniques used on representative samples of the lot of forgings include metallographic examination and/or
microhardness measurements.
As a guide only, hydrogen pickup in acid pickling may be up to 10 ppm of hydrogen for each 0.03 mm (0.001 in.) of
surface metal removal, depending upon specific pickling solution and concentration and temperature conditions. In acid
pickling, alloys tend to absorb less hydrogen than α-β alloys, which in turn tend to pick up less hydrogen than β alloys.
Current process and/or material specifications for titanium alloy forgings always require measurement of final hydrogen
content on each lot of forgings using either vacuum fusion or vacuum extraction techniques (typical specifications require
maximum hydrogen contents in forgings of 125 to 150 ppm). Therefore, acid pickling parameters must be controlled--
often to individual forging shapes and/or specific alloys--to avoid final hydrogen contents in excess of specification
requirements, which can be corrected only by vacuum annealing. The potential for hydrogen pickup in acid pickling is
significantly increased by decreased rates of metal removal (due to increased titanium content of the solution), higher bath
temperatures (for example, bath temperatures higher than 60 °C, or 140 °F), and higher surface-area-to-volume
relationships in the workpieces. Generally, the speed of metal removal through solution concentration and temperature
must exceed the rate of hydrogen diffusion. With appropriate controls, acid pickling is used to remove precise amounts of
material in order to remove case and/or to assist in obtaining the required forging dimensions (for example, in titanium
precision forgings) without an undue increase in hydrogen content. Additional information on the cleaning of titanium
alloys is available in the article "Surface Engineering of Titanium and Titanium Alloys" in Surface Engineering, Volume
5 of the ASM Handbook.
Heat Treatment. Most titanium alloy forgings are thermally treated after forging, with heat treatment processes
ranging from simple stress-relief annealing to multiple-step processes of solution treating, quenching, aging, and/or
annealing designed to modify the microstructure of the alloy to meet specific mechanical property criteria. Selection of
the heat treatment for titanium alloy forgings is based on the alloy, forging configuration, and mechanical property
objectives. The furnaces used to thermally treat titanium alloy forgings are either continuous or batch gas-fired, electric,
fluidized-bed, vacuum, or other specially designed equipment. Titanium alloy forgings that are heat treated in other than
vacuum furnaces can be processed with or without ceramic precoats for protection from reaction during the thermal
processes, depending on such factors as the alloy, the specific heat-treating equipment, the forging type (that is,
conventional versus precision), and process/material specification requirements. The thermal treatments used for titanium
alloys in forgings and other product forms are also discussed in Ref 4 and in the article "Heat Treating of Titanium and
Titanium Alloys" in Heat Treating, Volume 4 of the ASM Handbook.
Annealing is used on forgings of most types of titanium alloys in order to remove the deformation and/or thermal
stresses imparted as a result of forging hot-working processes and/or postforging cooling rates. Annealing is generally
done in the temperature range of 595 to 925 °C (1100 to 1700 °F), depending on the specific alloy. It does not cause
significant microstructural modification and is applied to conventional titanium alloy forgings primarily to facilitate the
subsequent fabrication of the forgings, including machining.
Multiple-Step Heat Treatments. To modify the microstructure and resultant mechanical properties (such as strength,
ductility, fatigue, creep, and fracture toughness) of many forged titanium alloys, multiple-step heat treatments (such as
solution treatment plus aging/annealing, recrystallization annealing, duplex annealing, and so on) are often used. The
terminology for these treatments is frequently borrowed from aluminum alloys; however, the metallurgical effects
obtained are actually changes in allotropic phase relationships or phase morphology. As with the solution treatment of
aluminum alloy forgings, if such multiple-step thermal treatment processes are applied to titanium alloy forgings, then
racking procedures, quench rates, quench media, and so on, are the subject of forged titanium alloy heat treatment process
specification and process control. Furthermore, as previously discussed, when preheating for forging, precoats, furnace
atmosphere and/or furnace operating conditions in heat treatment of titanium alloy forging must be controlled to prevent
excessive hydrogen pickup.
Straightening of titanium alloy forgings is often necessary in order to meet dimensional requirements. Unlike
aluminum alloys, titanium alloys are not easily straightened when cold, because the high yield strength and modulus of
elasticity of these alloys result in significant springback. Therefore, titanium alloy forgings are straightened primarily by
creep straightening and/or hot straightening (hand or die), with the former being considerably more prevalent. Creep
straightening of most alloys may be readily accomplished during annealing and/or aging processes with the temperatures
prevalent during these processes; however, if the annealing/aging temperature is below about 540 to 650 °C (1000 to
1200 °F), depending on the alloy, the times needed to accomplish the desired creep straightening can be extended. Creep
straightening is accomplished with rudimentary or sophisticated fixtures and loading systems, depending on part
complexity and the degree of straightening required. In hot hand or die straightening, which are used most frequently on
small-to-intermediate size forgings, the forgings are heated to the annealing or aging temperature, hot straightened, and
then stress relieved at a temperature below that used during hot straightening.
Inspection of titanium alloy forgings takes two forms: in-process inspection and final inspection. In-process inspection
techniques, such as statistical process control and/or statistical quality control, are used to determine that the product
being manufactured meets critical characteristics and that the forging processes are under control. Final inspection,
including mechanical property testing, is used to verify that the completed forging product conforms to all drawing and
specification criteria. The final inspection procedures used on titanium alloy forgings are discussed below.
Dimensional Inspection. All final titanium alloy forgings are subjected to dimensional verification. For open-die
forgings, final dimensional inspection may include verification of all required dimensions on each forging or, by using
statistical sampling plans, on groups or lots of forgings. For closed-die forgings, conformance of the die cavities to
drawing requirements, a critical element in dimensional control, is accomplished before placing the dies in service by
using layout inspection of plaster or plastic casts of the cavities. With the availability of CAD databases on forgings, such
layout inspections can be accomplished more expediently with CAM-driven coordinate-measuring machines or other
automated inspection techniques. With verification of die cavity dimensions prior to use, final titanium part dimensional
inspection can be limited to verification of critical dimensions controlled by the process, such as die closure, and to the
monitoring of changes in the die cavity. Given the abrasive nature of titanium alloys during forging, die wear is a
potential problem that can be detected by appropriate final inspection. Further, with high-definition and precision titanium
forgings, CAD databases and automated inspection equipment (such as coordinate-measuring machines and 2-D fiber
optics) can often be used for actual part dimensional verification.
Heat Treatment Verification. Hardness is not a good measure of the adequacy of the thermomechanical processes
accomplished during the forging and heat treatment of titanium alloys, unlike most aluminum alloys and many heat-
treatable ferrous alloys. Therefore, hardness measurements are not used to verify the processing of titanium alloys.
Instead, mechanical property tests (for example, tensile tests and fracture toughness) and metallographic/microstructural
evaluation are used to verify the thermomechanical processing of titanium alloy forgings. Mechanical property and
microstructural evaluations vary, ranging from the destruction of forgings to the testing of extensions and/or
prolongations forged integrally with the parts. Further discussion on testing and metallographic methodologies for
titanium alloy forgings is available in Mechanical Testing, Volume 8, and Metallography and Microstructures, Volume 9
of ASM Handbook, formerly 9th Edition Metals Handbook.
Nondestructive Evaluation. Titanium alloy forgings are often submitted to nondestructive evaluation to verify
internal and surface quality. The surface of conventional titanium alloy forgings after forging and cleaning is relatively
good--inferior to aluminum alloy forgings but generally superior to low-alloy steel forgings. A surface finish of 250 rms
or better is considered normal for conventionally forged and acid pickled titanium alloy forgings, although precision
forged surfaces may be smoother than 250 rms under closely controlled forging conditions and in certain types of
titanium forgings.
The selection of nondestructive evaluation requirements depends on the final application of the forging. In addition to the
detailed high-resolution ultrasonic inspection frequently performed on critical titanium alloy forging stock before forging
(as noted above), the final titanium alloy forgings can also be submitted to ultrasonic inspection. With conventional open-
die or closed-die forgings that will be machined on all surfaces, visual inspection after a good etch or chemical mill is
adequate for detection of surface defects. Surface inspection techniques, such as penetrant inspection, can be performed,
but are not recommended; because of the surface roughness typical of conventional titanium alloy forgings, spurious
indications are frequently encountered that result in excessive inspection/repair costs for nonvalid indications. However,
for precision titanium forgings, whose surfaces are typically superior to those of open-die or other closed-die titanium