ASM Metals HandBook Vol. 14 - Forming and Forging
Подождите немного. Документ загружается.

• Condition of the tools
Cold drawing of the wire before cold heading will improve the final surface finish. The best finish on any given
workpiece is usually where direct contact has been made with the tools, such as on the top of a bolt head or on an
extruded shank portion where cold working is severe.
The lubricant is likely to have a greater effect on the appearance of a headed surface than on surface roughness as
measured by instruments. For example, heavily limed or stearate-coated wire produces a dull finish, but the use of grease
or oil results in a high-luster finish.
The condition of the tools is most important in controlling the workpiece finish. Rough surfaces on punches or dies are
registered on the workpiece. Therefore, the best surface finish is produced only from tools that are kept polished.
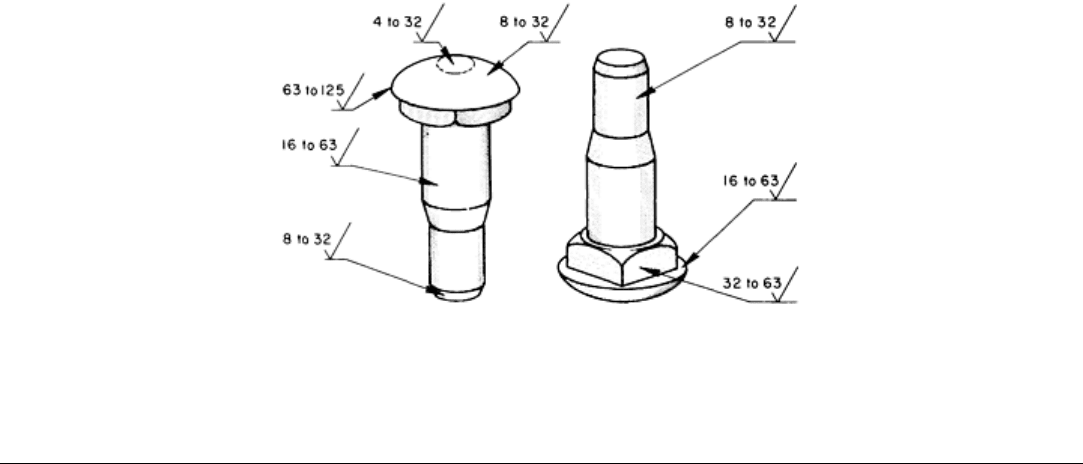
The ranges of finish shown on the square-necked bolt in Fig. 10 are typical for such a part when headed from cold-drawn
steel, using ground and polished tools. The best finish is on the top of the head and on the extruded shank, while the
poorest finish is on the outer periphery of the round head.
Fig. 10 Typical variations in surface roughness at various locations on a square-necked bolt headed from cold-
drawn steel with ground and polished tools. Roughness given in microinches.
Cold Heading
Combined Heading and Extrusion
It is common practice to combine cold heading with cold extrusion, and this often permits the selection of a work metal
size that greatly lessens forming severity and prolongs tool life. Two parts shown in Fig. 6, a trailer-hitch-ball stud (Fig.
6c) and a center-collar stud (Fig. 6d), reflect the flexibility in design obtained by combining center upsetting and
extrusion. In addition to increased tool life, other advantages can sometimes be obtained by combining cold heading and
cold extrusion, as shown in the following two examples.
Example 5: Combined Heading and Extrusion That Eliminated Machining.
As shown in Fig. 11, lawnmower wheel bolts were originally produced by heading the slug and simultaneously extruding
the opposite end to 13.34 mm (0.525 in.) in diameter, by coining and trimming the round head to a hexagonal shape, and
by turning the bolt blank to 8.4 mm (0.331 in.) in diameter in a secondary operation prior to thread rolling.
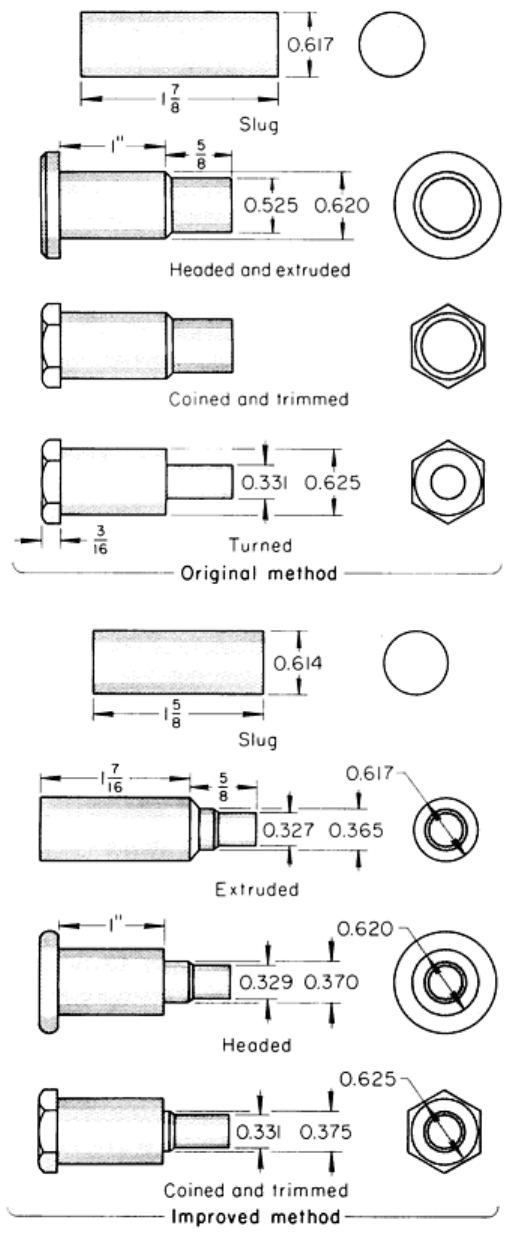
Fig. 11
Combined extrusion and cold heading used to reduce production costs for a 1018 steel lawnmower
wheel. A turning operation was eliminated by cold extruding the diameter to be roll threaded. Dimensions
given
in inches.
By an improved method (Fig. 11), the slug was extruded to form two diameters on the shank end, then headed, coined,
and trimmed. By this procedure, the minor extruded diameter was ready for thread rolling; no turning was required. The
improved method not only reduced costs by eliminating the secondary turning operation but also produced a stronger part,
because flow lines were not interrupted at the shoulder.
Because of the turning operation, production by the original method was only 300 pieces per hour. With the improved
method, 3000 pieces could be produced per hour.
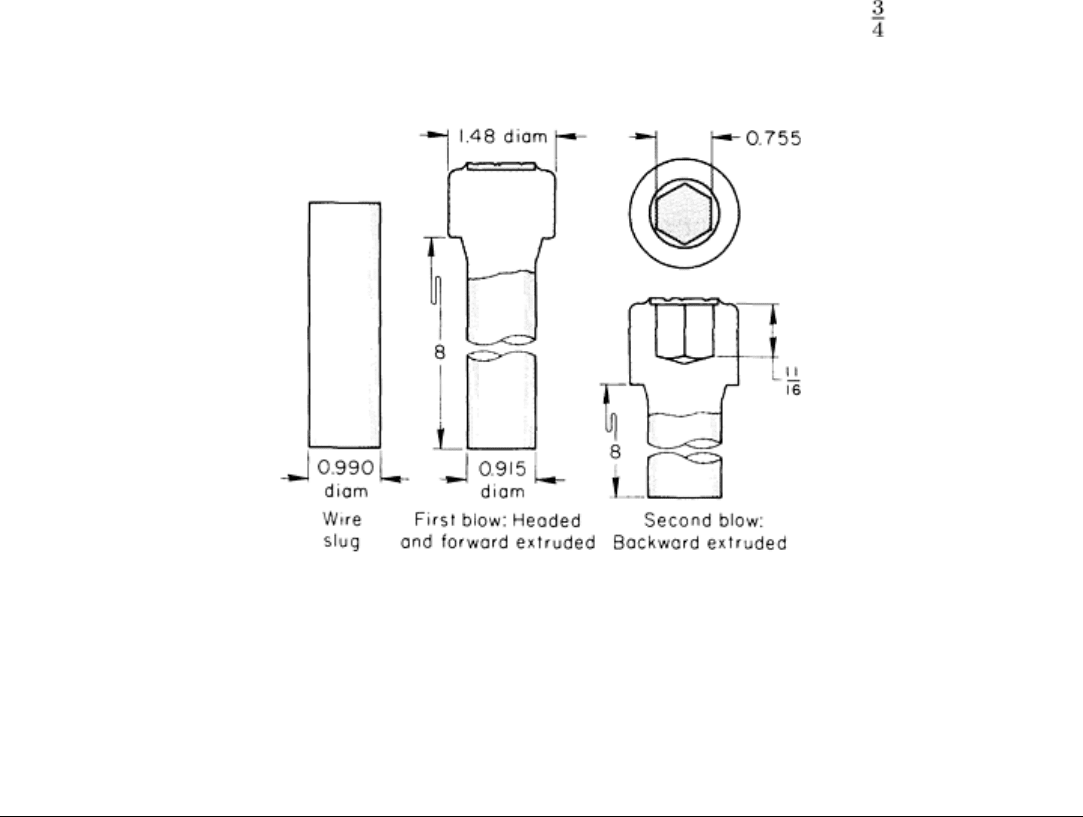
Example 6: Combining Extrusion With Heading to Decrease Heading Severity.
A socket-head cap screw was originally produced by heading 23.2 mm (0.915 in.) diam wire in four blows, using four
dies. By an improved method (Fig. 12), the screw was produced by starting with a larger wire (25.1 mm, or 0.990 in., in
diameter) and then combining forward extrusion with a heading operation in a first blow and completing the head by
backward extrusion in a second blow. Thus, one die and two punches replaced four dies and four punches for a reduction
in tool cost of about 50%. The improved method also permitted the part to be processed in a × 8 in. double-stroke
header.
Fig. 12 Production of a large 4037 steel cap screw by extruding and heading in two blows.
Dimensions given in
inches.
The 25.1 mm (0.990 in.) starting diameter was cold drawn at the header from hot-rolled lime-coated 4037 steel with soap
applied for a drawing lubricant. Molybdenum disulfide paste was applied as a lubricant when the cold-drawn stock
entered the machine for shearing to length.
Cold Heading
Warm Heading
In warm heading (a variation of the cold-heading process), the work metal is heated to a temperature high enough to
increase its ductility. A rise in work metal temperature usually results in a marked reduction in the energy required for
heading the material. Temperatures for warm heading range from 175 to 540 °C (350 to 1000 °F), depending on the
characteristics of the work metal.
Applications. Warm heading is occasionally used to produce an upset that would have required a larger machine if the
upsetting were done cold, but by far the most extensive use of warm heading is for the processing of difficult-to-head
metals, such as austenitic stainless steels. Because they work harden rapidly, austenitic stainless steels are best headed at
slow ram speeds.
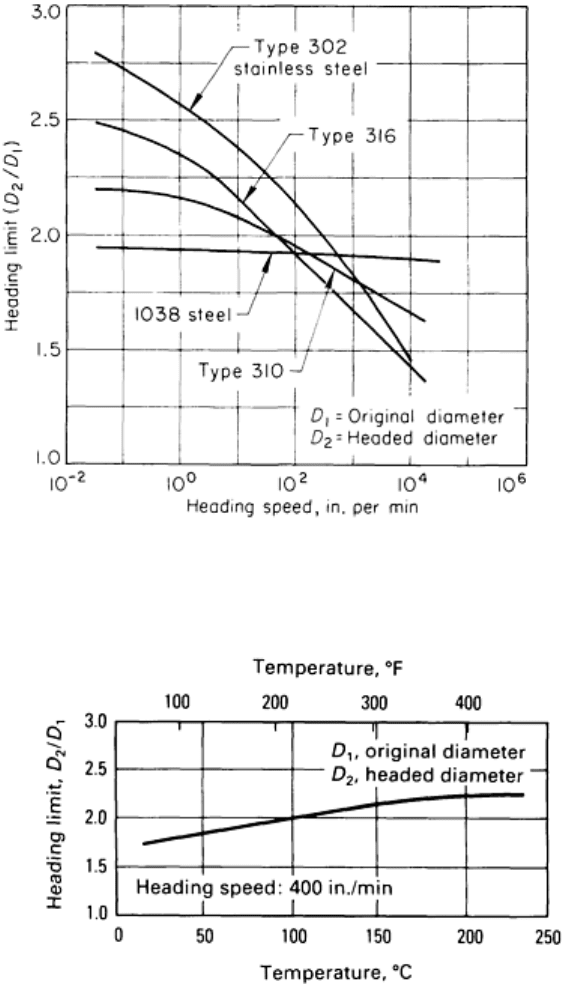
The data shown in Fig. 13 suggest that the speed of the heading punch greatly affects the headability of these stainless
steels. According to investigations, 80% of the loss in ductility caused by heading speed can be recovered if the metal is
heated to between 175 and 290 °C (350 and 550 °F). The increase in headability with increasing temperature is indicated
in Fig. 14.
Fig. 13 Effect of heading speed on heading limits for three austenitic stainless steels and for 1038 steel.
Fig. 14 Effect of work metal temperature on heading limit of austenitic stainless steel.
Machines and Heating Devices. Warm-heading machines are essentially the same as cold-heading machines except
that warm-heading machines are designed to withstand the elevated temperature of the work metal. Induction heating
coils or resistance heating elements can be used as auxiliary heating equipment.
Induction heating is the method most commonly used to heat work material for warm heading, although direct resistance
heating is also used in some applications. The main disadvantage of induction heating is the high initial cost of the power
supply. Therefore, its use is generally restricted to continuous high production.
Direct resistance heating, on the other hand, has the advantages of simplicity of equipment, accuracy of control, safety
(because voltage is low), and adaptability to heating of a continuous length of work metal. The usual setup for resistance
heating employs a second feeder-roll stand similar to that already on the header. The second stand is positioned about 1.5
m (5 ft) behind the first, and the wire stock (work metal) is fed through both sets of rolls. Leads from the electrical
equipment are attached to the two sets of rolls, and the circuit is completed by the portion of the wire that passes between
them. The wire (work metal) then becomes the resistance heater in the circuit.
Tools. Whether or not the same tools can be used for warm heading as for cold heading depends entirely on the
temperature of the tools during operation. Although the tools usually operate at a temperature considerably lower than
that of the work metal, it is important that the tool temperature be known. Tool temperature can be checked with
sufficient accuracy by means of temperature-sensitive crayons. Under no circumstances should the tool be allowed to
exceed the temperature at which it was tempered after hardening. This tempering temperature is usually 150 °C (300 °F)
for carbon tool steel such as W1 or W2. Tools made from a high-alloy tool steel, such as D2, ordinarily should not be
permitted to operate above 260 °C (500 °F).
When tool temperatures exceed those discussed above, the use of tools made from a hot-work tool steel, such as H12, is
appropriate. However, the lower maximum hardness of such a steel somewhat limits its resistance to wear. A high-speed
tool steel such as M2 will provide the high hardness and the resistance to tempering needed for long tool life.
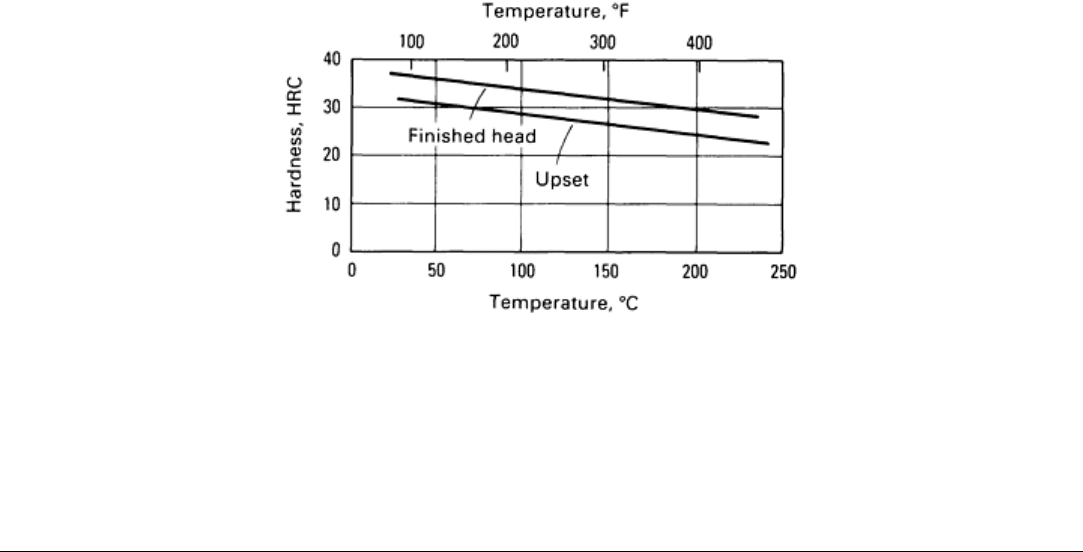
Other Advantages of Warm Heading. As the heading temperature of a work-hardenable material increases, the
resulting hardness decreases, as shown in Fig. 15. Therefore, if a material is warm headed, the hardness will remain low
enough to permit such secondary operations as thread rolling, trimming, drilling, and slotting.
Fig. 15 Effect of heading temperature on the hardness of the upset portion and finished head of t
ype 305
stainless steel flat-head machine screws.
In cold heading, the upset head of a work-hardening metal is very hard, a rolled thread is moderately hard, and the
undeformed shoulder is relatively soft. These variations can be minimized by warm heading.
Cold Heading
Reference
1.
"Upsetting," technical brochure, National Machinery Company, 1971, p 11
Cold Extrusion
Revised by P.S. Raghupathi, Battelle Columbus Division; W.C. Setzer, Consultant; and M. Baxi, Ullrich Copper, Inc.
Introduction
COLD EXTRUSION is so called because the slug or preform enters the extrusion die at room temperature. Any
subsequent increase in temperature, which may amount to several hundred degrees, is caused by the conversion of
deformation work into heat. Cold extrusion involves backward (indirect), forward (direct), or combined backward and
forward (indirect-direct) displacement of metal by plastic flow under steady, though not uniform, pressure. Backward
displacement from a closed die is in the direction opposite to punch travel. Workpieces are often cup-shaped and have
wall thicknesses equal to the clearance between the punch and die. In forward extrusion, the work metal is forced in the
direction of the punch travel. These two basic methods of extrusion are sometimes combined so that some of the work
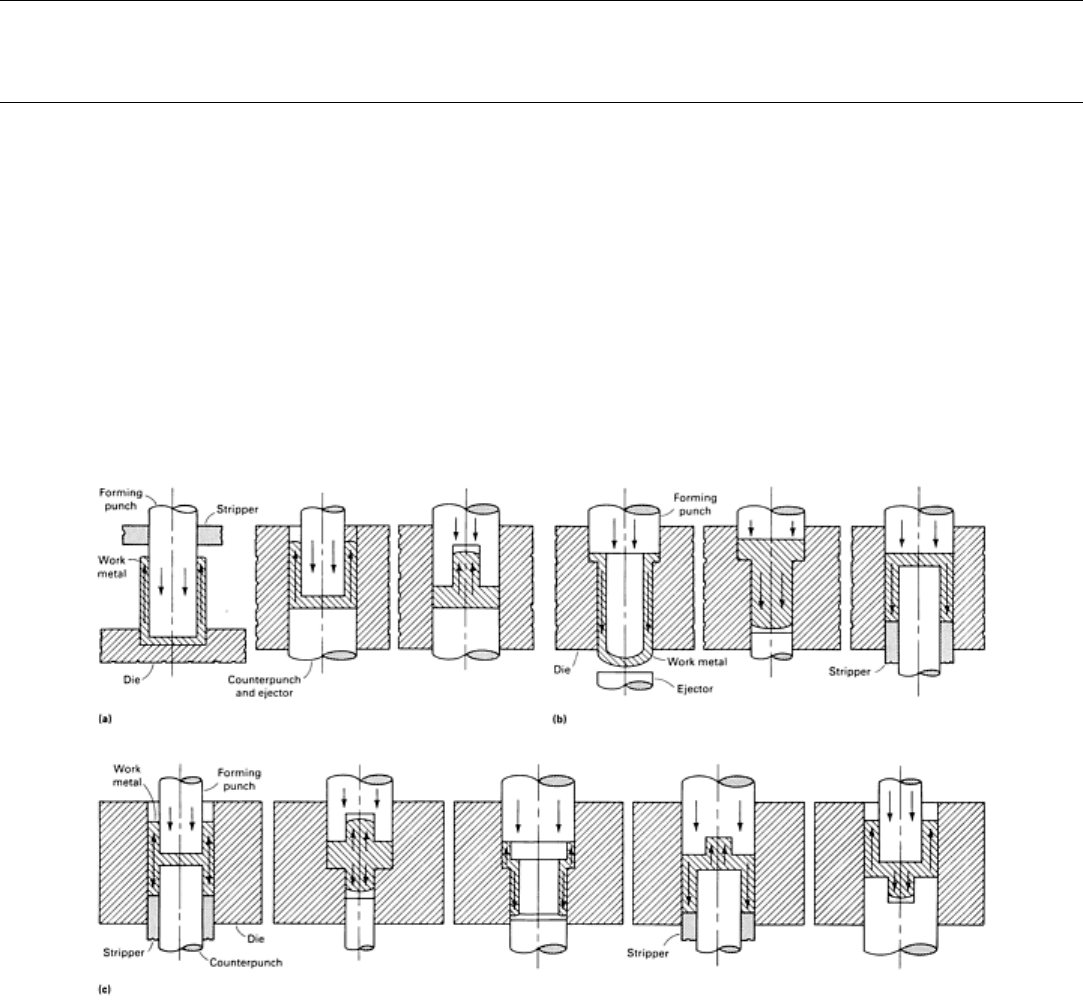
metal flows backward and some forward. All three of these types of cold extrusion are shown in Fig. 1.
Fig. 1 Displacement of metal in cold extrusion. (a) Backward extrusion. (b) Forward extrusion.
(c) Combined
backward and forward extrusion
In cold extrusion, a punch applies pressure to the slug or preform, causing the work metal to flow in the required
direction. The relative motion between punch and die is obtained by attaching either one (almost always the die) to the
stationary bed and the other to the reciprocating ram. The axis of the machine can be vertical or horizontal. The pressure
can be applied rapidly as a sharp blow, as in a crank press or header (impact extrusion), or more slowly by a squeezing
action, as in a hydraulic press. The pressure exerted by the punch can be as low as 34.5 MPa (5 ksi) for soft metals or as
high as 3100 MPa (450 ksi) for extrusion of alloy steel.
Work Hardening of Metals. Metals are work hardened when they are deformed at temperatures below their
recrystallization temperatures. This can be an advantage if the service requirements of a part allow its use in the as-
formed condition. (Under some conditions, heat treatment is not needed.) Work hardening, however, raises the ratio of
yield strength to tensile strength and lowers ductility. Therefore, when several severe cold extrusion operations follow one
another, ductility must be restored between operations by annealing. Any scale formed during annealing must be removed
by blasting or pickling before subsequent extrusion. The effect of cold extrusion on the hardness across a section of
extruded steel is described in the section "Extrusion Ratio" in this article.
In spite of the high pressure applied to it, the metal being extruded is not compressed to any measurable amount. Except
for scale losses in annealing or the inadvertent formation of flash, constancy of volume throughout a sequence of
operations is ensured. For all practical purposes, volumetric calculations can be based on the assumption that there is no
loss of metal.
Cold-Extruded Metals. Aluminum and aluminum alloys, copper and copper alloys, low-carbon and medium-carbon
steels, modified carbon steels, low-alloy steels, and stainless steels are the metals that are most commonly cold extruded.
The above listing is in the order of decreasing extrudability. The equipment and tooling are basically the same regardless
of the metal being extruded (see the sections "Equipment," "Tooling," and "Tool Materials" in this article).
Cold Extrusion Versus Alternative Processes. Cold extrusion competes with such alternative metal-forming
processes as cold heading, hot forging, hot extrusion, machining, and sometimes casting. Cold extrusion is used when the
process is economically attractive because of:
• Savings in material
•
Reduction or elimination of machining and grinding operations, because of the good surface finish and
dimensional accuracy of cold-extruded parts
• Elimination of heat-treating operations, because of the increase in the mechanical properties of cold-
extruded parts
Cold extrusion is sometimes used to produce only a few parts of a certain type, but it is more commonly used for mass
production because of the high cost of tools and equipment.
Cold Extrusion
Revised by P.S. Raghupathi, Battelle Columbus Division; W.C. Setzer, Consultant; and M. Baxi, Ullrich Copper, Inc.
Extrusion Ratio
Extrusion ratio R is determined by dividing the original area undergoing deformation by the final deformed area of the
workpiece:
Because volume remains constant during extrusion, the extrusion ratio can also be estimated by increase in length. An
extrusion ratio of 4 to 1 indicates that the length has increased by approximately a factor of four.
The metal being extruded has a large effect on the maximum ratio that is practical. Some typical approximate maximum
extrusion ratios are 40 for aluminum alloy 1100, 5 for 1018 steel and 3.5 for type 305 stainless steel and similar austenitic
grades.
Extrusion pressure increases with extrusion ratio. Figure 2 shows that extrusion ratio has a larger effect on ram pressure in
the forward extrusion of carbon steel than either carbon content or type of annealing treatment. Figure 3 illustrates the
effect of tensile strength on extrudability in terms of ram pressure for both the backward and forward extrusion of low-
carbon and medium-carbon steels of the 1000, 1100, and 1500 series at different extrusion ratios.
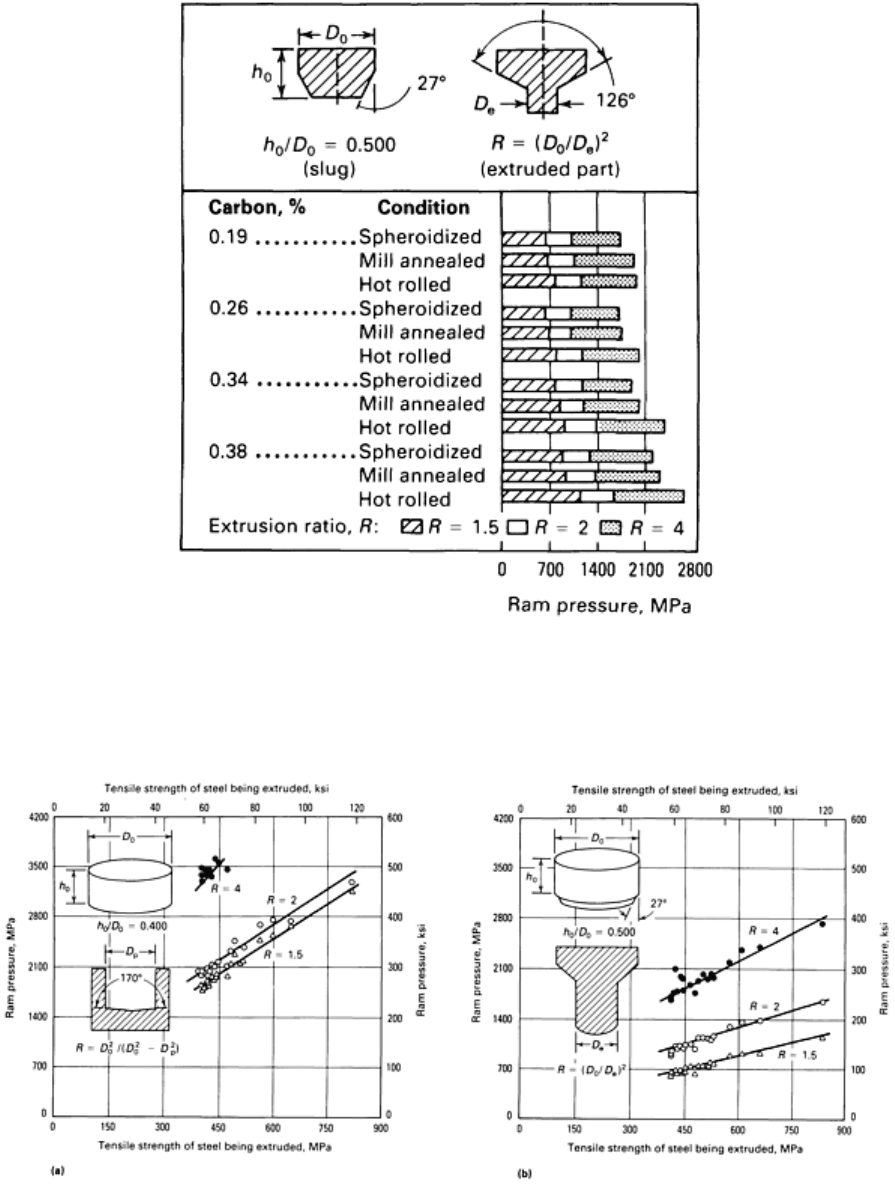
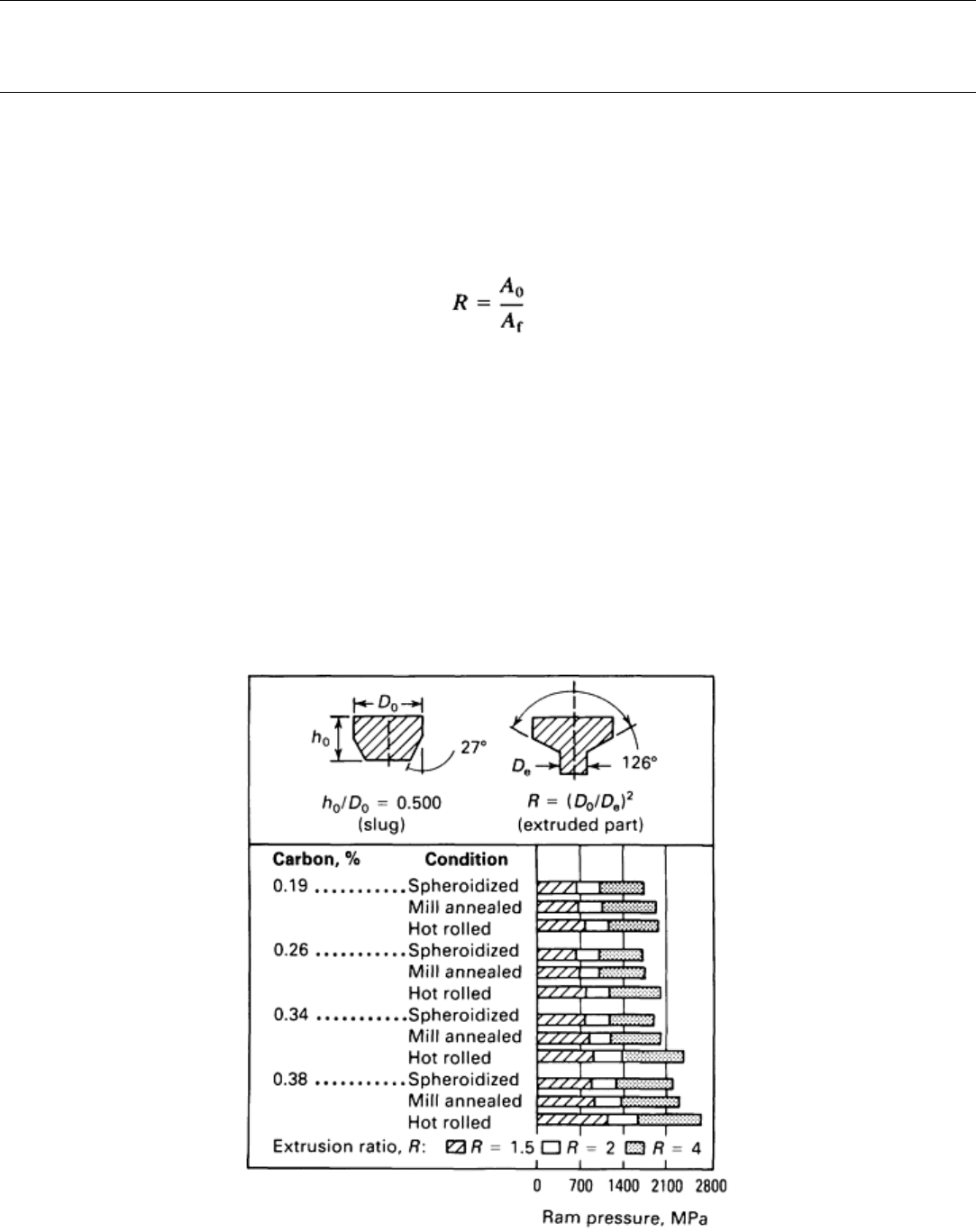
Fig. 2 Effect of carbon content, annealing treatment,
and extrusion ratio on maximum ram pressure in the
forward extrusion of the carbon steel part from the preformed slug
Fig. 3 Effect of tensile strength on ram pressure required for backward (a) and forward (b) extrusion of low-
and medium-
carbon steels at different extrusion ratios. Data are for AISI 1000, 1100, and 1500 series steels
containing 0.13 to 0.44% C.
Extrusion Ratio Versus Work Hardening. Because an increase in extrusion ratio results in a corresponding
increase in the amount of cold deformation, the effects of work hardening will normally vary directly with extrusion ratio.
Data on the changes in tensile properties of the work metal during cold extrusion are given in Example 3.
Cold Extrusion
Revised by P.S. Raghupathi, Battelle Columbus Division; W.C. Setzer, Consultant; and M. Baxi, Ullrich Copper, Inc.
Extrusion Ratio
Extrusion ratio R is determined by dividing the original area undergoing deformation by the final deformed area of the
workpiece:
Because volume remains constant during extrusion, the extrusion ratio can also be estimated by increase in length. An
extrusion ratio of 4 to 1 indicates that the length has increased by approximately a factor of four.
The metal being extruded has a large effect on the maximum ratio that is practical. Some typical approximate maximum
extrusion ratios are 40 for aluminum alloy 1100, 5 for 1018 steel and 3.5 for type 305 stainless steel and similar austenitic
grades.
Extrusion pressure increases with extrusion ratio. Figure 2 shows that extrusion ratio has a larger effect on ram pressure in
the forward extrusion of carbon steel than either carbon content or type of annealing treatment. Figure 3 illustrates the
effect of tensile strength on extrudability in terms of ram pressure for both the backward and forward extrusion of low-
carbon and medium-carbon steels of the 1000, 1100, and 1500 series at different extrusion ratios.
Fig. 2 Effect of carbon content, annealing treatment, and extrusion ratio on maximum ram pressure i
n the
forward extrusion of the carbon steel part from the preformed slug
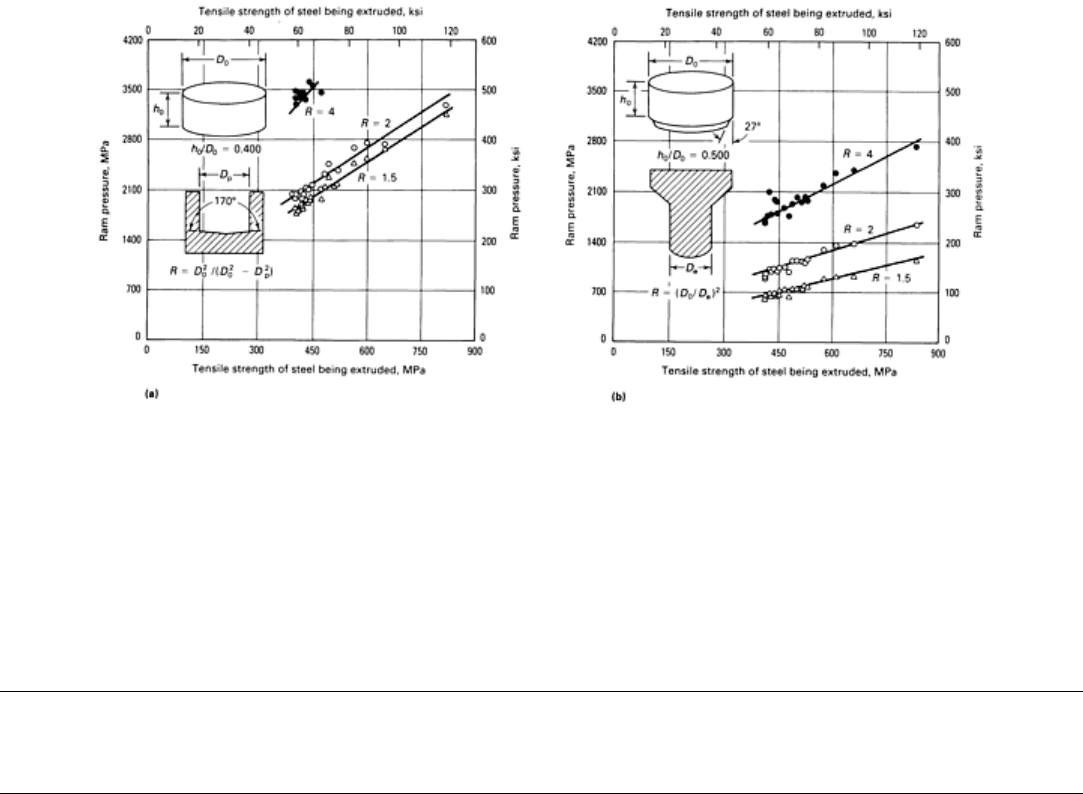
Fig. 3 Effect of tensile strength on ram pressure required for backward (a) and forward (b) extrusion of low-
and medium-
carbon steels at different extrusion ratios. Data are for AISI 1000, 1100, and 1500 series steels
containing 0.13 to 0.44% C.
Extrusion Ratio Versus Work Hardening. Because an increase in extrusion ratio results in a corresponding
increase in the amount of cold deformation, the effects of work hardening will normally vary directly with extrusion ratio.
Data on the changes in tensile properties of the work metal during cold extrusion are given in Example 3.
Cold Extrusion
Revised by P.S. Raghupathi, Battelle Columbus Division; W.C. Setzer, Consultant; and M. Baxi, Ullrich Copper, Inc.
Effect of Composition and Condition on Extrudability of Steel
The extrudability of steel decreases with increasing carbon or alloy content. Extrudability is also adversely affected by
greater hardness. Free-machining additives, such as sulfur or lead, are likely to impair extrudability. Nonmetallic
inclusions, particularly the silicate type, are also detrimental to extrudability.
Carbon Content. The cold extrusion of steels containing up to 0.45% C is common practice, and steels with even
higher carbon contents have been successfully extruded. However, it is advisable to use steels of the lowest carbon
content that will meet service requirements. Most carbon and alloy steels that are extruded contain 0.10 to 0.25% C.
However, in some applications, steels with more than 0.45% (especially alloy steels) are cold extruded.
Figure 2 shows the results of an investigation conducted in one plant to determine the effects of carbon content, type of
annealed structure, and extrusion ratio on the ram pressure required to forward extrude a specific shape from carbon
steels. These data show that ram pressures are essentially the same for steels containing 0.19 and 0.26% C, regardless of
the other variables, but that ram pressure is markedly increased as carbon content reaches 0.34 and 0.38%. The steel slugs
(Fig. 2) were coated with zinc stearate over zinc phosphate and were extruded under laboratory conditions at a rate of 635
mm/min (25 in./min).
Alloy Content. For a given carbon content, most alloy steels are harder than plain carbon steels and are therefore more
difficult to extrude. Most alloy steels also work harden more rapidly than their carbon steel counterparts; therefore, they
sometimes require intermediate annealing.
Hardness. The softer a steel, the easier it is to extrude. Steels that have been spheroidize annealed are in their softest
condition and are therefore preferred for extrusion. Figure 2 shows that spheroidized steels were extruded at lower ram