ASM Metals HandBook Vol. 14 - Forming and Forging
Подождите немного. Документ загружается.


pressures than hot-rolled or mill-annealed steels, regardless of other variables. The data in Fig. 3 show that ram pressure
must be increased as tensile strength increases for steels of low-to-medium carbon content at three extrusion ratios.
However, operations that precede or follow extrusion may make it impractical to have the steel in its softest condition.
Extremely soft steels of low-to-medium carbon content have poor shear-ability and machinability; therefore, some
extrudability is occasionally sacrificed. Annealing techniques that produce a partly pearlitic structure are ideal for many
extrusion applications in which shearability or machinability is important.
Free-machining steels, containing such additives as lead and sulfur, are not preferred for cold extrusion. Extrusions
from these steels are more susceptible to defects than extrusions from their nonfree-machining counterparts. In addition,
because parts produced by cold extrusion generally require only minimal machining (this is often the primary reason for
using cold extrusion), there is much less need for free-machining additives than when parts are produced entirely by
machining.
The successful extrusion of free-machining steels depends on the amount of upset, the flow of metal during extrusion, and
the quality requirements of the extruded part. Free-machining steels can generally withstand only the mildest upset
without developing defects. If it is under compression at all times during flow, a free-machining steel will probably
extrude without defects. However, rupture is likely if compressive force is suddenly changed to tensile force.
Nonmetallic Inclusions. The fewer the inclusions, the more desirable the steel is for cold extrusion. Silicate
inclusions have been found to be the most harmful. Therefore, some steels have been deoxidized with aluminum rather
than silicon in an attempt to keep the number of silicate inclusions at a minimum. The aluminum-killed steels have better
extrudability in severe applications.
Cold Extrusion
Revised by P.S. Raghupathi, Battelle Columbus Division; W.C. Setzer, Consultant; and M. Baxi, Ullrich Copper, Inc.
Extrusion Quality
Carbon steel bars are available at additional cost in two classes of extrusion quality: cold extrusion quality A and cold
extrusion quality B. The mill preparation for cold extrusion quality A is the same as that used for special-quality bars;
cold extrusion quality B is a still higher quality.
Higher quality refers primarily to fewer external and internal defects. Hot scarfing and more rigorous inspection of the
billets are additional operations that are performed at the mill to prepare cold extrusion quality B material.
Alloy steel without a quality extra is used in applications similar to those of cold extrusion quality A for carbon steel.
Alloy steels are also available as cold-heading quality, which parallels cold extrusion quality B for carbon steel. Boron-
modified steels for heading and extrusion are also available.
The advisability of paying the additional cost for cold extrusion quality B or cold-heading quality steel depends on the
severity of extrusion, the quality requirements of the extruded part, and the cost of rejected parts in comparison with the
extra cost for these steels.
Severity of extrusion refers mainly to the extrusion ratio. If the ratio is low and the work metal is kept under
compression during flow, it is unlikely that cold extrusion quality B steel will be beneficial. On the other hand, if the ratio
is high or if the work metal is in tension at times during metal flow, cold extrusion quality B steel should be considered.
The cold extrusion of many parts involves both extrusion and upsetting. Upsetting is the more critical of the two
operations, and the severity of the upset should determine the quality of steel required.
The overall quality requirements of the finished part must be considered. Minor defects are sometimes acceptable in the
finished part, or they may be removable in normal machining.
More information on the workability of metals is available in the Section "Evaluation of Workability" in this Volume.

Cold Extrusion
Revised by P.S. Raghupathi, Battelle Columbus Division; W.C. Setzer, Consultant; and M. Baxi, Ullrich Copper, Inc.
Equipment
Hydraulic presses, mechanical presses, special knuckle-joint presses for cold extrusion, special cold-forging machines,
and cold-heading machines are used in cold extrusion. Most cold extrusion operations are performed on mechanical
presses or cold-heading machines. Of the two, mechanical presses are used more often, because of their adaptability to
other types of operations. Mechanical presses are generally more costly and are capable of higher speeds than hydraulic
presses of similar capacity. A disadvantage of a mechanical press is its limited length of stroke.
A cold-heading machine combines the essential features of a mechanical press with mechanisms that feed in bar stock,
shear slugs, and transfer the slugs to the die and then to other dies if required.
Hydraulic presses represent only a small fraction of the total number of presses used for cold extrusion. However,
hydraulic presses are especially well suited to the production of parts requiring long working strokes.
Proper selection of the press is important for successful cold extrusion and for the prevention of excessive maintenance
charges. Mechanical presses must have:
•
Sufficient flywheel energy (insufficient energy results in overloading and heating of the motor, as well
as parts that are incompletely formed)
• Sufficient torque capacity in the drive mechanism to delive
r the necessary force at the required point
above the bottom of the stroke
• Rigid structural members to prevent excessive deflection under concentrated loading
Power Requirements. Because of work metal and tool variables, data resulting from laboratory studies of power
requirements for cold extrusion are generally not applicable to shop practice. The following rules can be used as
guidelines in estimating pressure, force, and horsepower requirements:
• Determine the effective contact area of the forming tool. In backward extrusion, this area is the cross-
sectional area of the punch tip. For forward extrusion, the effective contact area is the annular area of
the die shoulder
• Determine the extrusion ratio and ascertain that the ratio is within practical lim
its (see the section
"Extrusion Ratio" in this article)
• Consider the tool materials used. Properly supported punches and
dies made of tool steel can be
operated at peak pressures as high as 2415 MPa (350 ksi). Carbide punches can be operated at peak
pressures to 2760 MPa (400 ksi), and carbide dies at 3100 MPa (450 ksi)
• Peak extrusion forces can be safety estimated as the p
roduct of effective contact area (as determined in
the first item in this list) and peak allowable stress (as indicated in the third item in this list). The
condition of the press equipment, tools, and work material, the design of the tools, and the lubric
ant
used, all affect the maximum extrusion ratio obtainable in a particular operation
•
The energy required is calculated as the product of extrusion force and distance over which it must act
to form the part. The horsepower required can be calculated from
this energy and the frequency at which
the energy is to be delivered
•
At operating speed, flywheel energy must be four to ten times that required per stroke for extrusion; the
exact multiple depends on cycle time and type of motor
Power requirements can be estimated on the basis of extrusion ratio. Other methods for determining power requirements,
generally more complex, consider the influence of several interrelated variables, including the properties of the metal to
be extruded, the size and shape of the part, the thickness of the wall to be produced (or reduction of area), the
temperature, the effect of lubrication, the blank shape and thickness, and the grain size and orientation.
Cold Extrusion
Revised by P.S. Raghupathi, Battelle Columbus Division; W.C. Setzer, Consultant; and M. Baxi, Ullrich Copper, Inc.
Tooling
Knowledge of the forces acting on tool components is not always a matter of certainty, and the design of tools is more
often dictated by the dimensions of the part to be formed than by considerations of metal flow, lubrication, and other
processing variables. Although many engineering components are, or can be, designed to last indefinitely, this is seldom
true in the design of highly stressed, consumable tools for cold extrusion in which a tool life of 100,000 pieces is likely to
be considered above average. On the other hand, conventional design criteria are applicable to the less highly stressed,
nonconsumable tools for extrusion. Accordingly, it is convenient to distinguish between consumable tooling components,
such as punches and dies, and nonconsumable ones, such as shrink rings and pressure pads.
Estimation of Load. Knowledge of the forces or pressures required for forward or backward extrusion is essential in
design for determining tool stresses and for selecting suitable press equipment. Methods for estimating these
requirements, including a method based on extrusion ratio, are discussed in the section "Power Requirements" in this
article. The pressure to be applied is a function of the deformation resistance and degree of deformation. Deformation
resistance, in turn, is affected by the composition, mechanical properties, and condition of the work material; the external
frictional forces applied; and the size and shape of both the initial slug and the finished workpiece. Practical experience
has shown that for the tool steels and carbides currently in use, the specific forming pressure at the punch should not
exceed about 2370 MPa (344 ksi) and the die internal pressure should not exceed about 1895 MPa (275 ksi). If the
estimated pressures exceed these limits, either the degree of deformation must be reduced or a considerably shorter tool
life must be accepted.
The consumable tools (punch, die, and ejector) make direct contact with the metal to be extruded. These tools are exposed
to a specific load and to wear. Their design should incorporate features that will conform to the design requirements of the
workpiece while minimizing specific load and wear. It is usually possible to design tools that will satisfy both objectives
by facilitating the flow of metal and reducing losses due to internal and external friction.
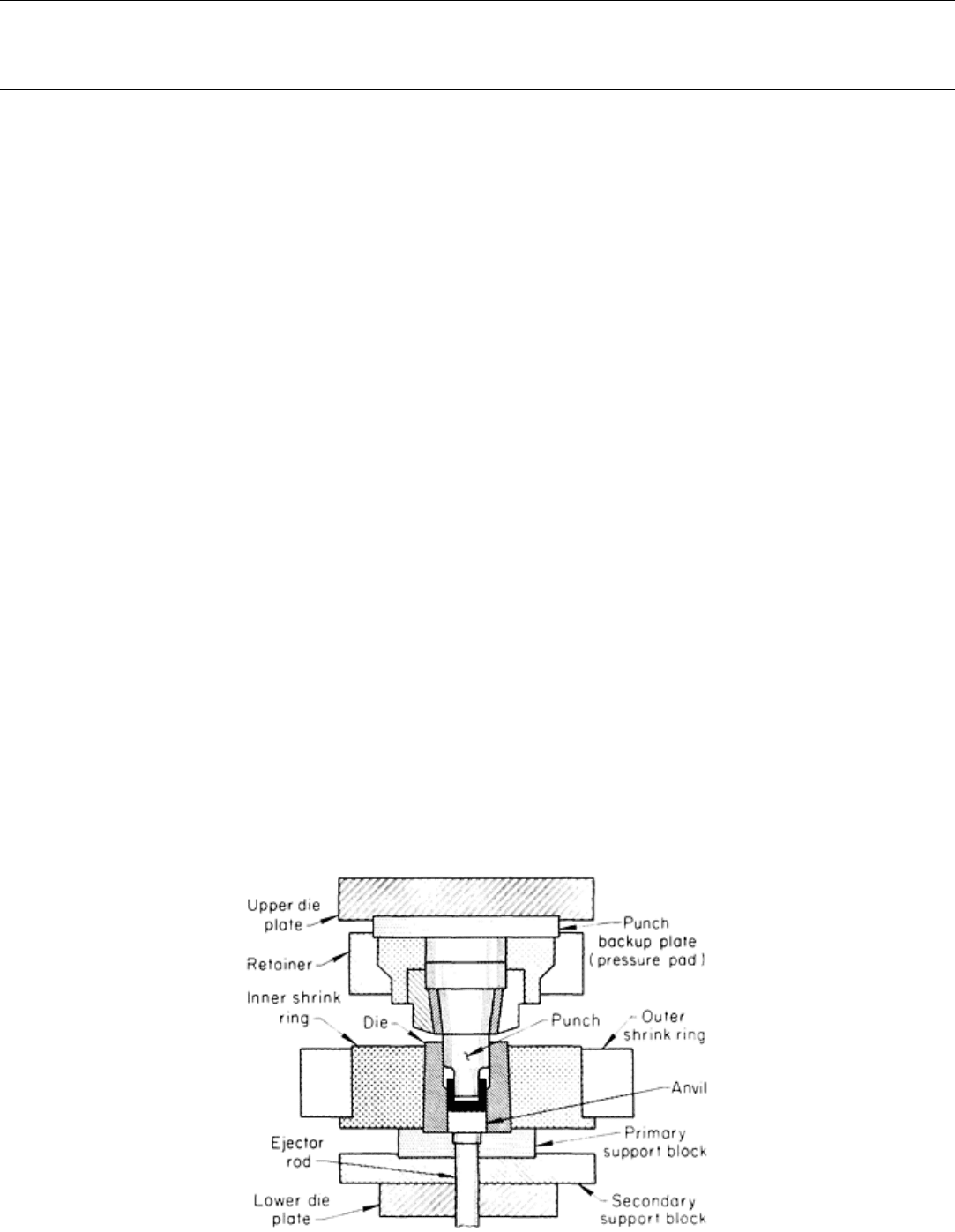
Tool Assembly Components. The components of a typical tool assembly used for the backward extrusion of steel
parts are identified in Fig. 4. There is considerable variation in the tooling practice and design details of tool assembly
components. Some of the principal factors affecting the design of punches and dies for backward and forward extrusion
are discussed below and in the Selected References in this article.

Fig. 4 Tools constituting a typical setup for the backward extrusion of steel parts
Punch Design. A major problem in punch design consists of assessing the nature and magnitude of the stresses to
which the punch is subjected in service. Because the stresses are dynamic, fatigue effects will arise, and these fatigue
effects, in conjunction with the inherently brittle nature of hardened tool steels, necessitate care in avoiding design
features likely to produce stress concentrations. The stability problems that may arise when slender punches are used will
be affected by the accuracy of alignment provided by the tool set or the press itself, or by factors in the extrusion
operation, such as punch wander, initial centering, and use of distorted slugs. The ratio of punch length to punch diameter
also affects stability; a ratio of about 3 to 1 is probably the maximum for cold extrusion of steel using tool steel punches.
The design of the punch nose has a significant effect on extrusion pressures and tool life. In backward extrusion
acceptable results are obtained with a nose profile consisting of a truncated cone having an included angle of 170 to 180°,
with an edge radius of 0.51 to 2.54 mm (0.020 to 0.100 in.), and a land length of 1.27 to 1.9 mm (0.050 to 0.075 in.) with
the shank relieved 0.1 to 0.2 mm (0.004 to 0.008 in.) on the diameter. Although they reduce initial punch stresses, small
cone angles or large radii are undesirable, because of rapid lubricant depletion and the risk of metal-to-metal contact.
Design of the punch nose to distribute the lubricant properly during extrusion is essential for minimizing the pressures
developed.
The area ratio between punch shank and head is also an important design factor. A large ratio will have the effect of
spreading the punch load over a large area of pressure pad. On the other hand, it will require a wider block of metal for its
fabrication with a resultant cost increase. Because pressure pads are less expensive than punches, it is generally advisable
to favor the smaller ratios. The pressure pad, which transmits the load from the back of the punch to the die set, should be
designed for economy, ease of replacement, and efficiency in reducing the number of punch failures.
Die Design. In forward extrusion, the die is under maximum pressure, and this pressure is not distributed uniformly.
Therefore, the tool designer must calculate the hoop (tensile) stresses on the inner die wall and provide adequate
reinforcement. Ordinarily, pressures of less than about half the yield strength of the die do not require reinforcement,
while those in excess of this value do require reinforcement.
Extrusion dies are usually inserted in one or more shrink rings to provide reinforcement. These rings prestress the die in
compression by providing interference fits between rings and die. This results in lower working stress and therefore
longer fatigue life of extrusion tools. A similar technique is used to shrink radially segmented die inserts together to
prevent the segments from separating under load. Permanent shrink-fit assemblies are sometimes made by heating the
outer ring to facilitate assembly. Interchangeable die inserts are usually force fitted mechanically, using a tapered press fit
and molybdenum disulfide as a lubricant. Of the two methods, shrinking-on by heating is generally preferred, because a
cylindrical hole and shaft are easier to fabricate than a tapered hole and shaft. However, a taper fit has several advantages,
such as:
•
The hardness and yield strength of the various die components are not lowered (as they would be by
heating) and can be measured with dependable accuracy
• The prestress value is ensured by strict control of the input measurements
• Release and exchange of the inner die bushings is quick, easy, and inexpensive
• Die parts can be standardized
• Hot-working die steels are not required
The most commonly used taper angle is to 1°. The conditions for obtaining the specified advantages of the taper force
fit are careful preparation of the taper shell surfaces and exact agreement between taper angles of corresponding contact
faces. If the shell surfaces do not provide uniform support over the entire die length, the prestresses will be unequal, and
the reinforcement will not be fully effective.
In some setups, the first reinforcement is applied by taper force fit and the second (outer) reinforcement by shrinking-on.
It is advisable to standardize on the size of reinforcing elements. In general, no further advantage is gained by making the
outside diameter of a reinforcement more than four to five times the die diameter.
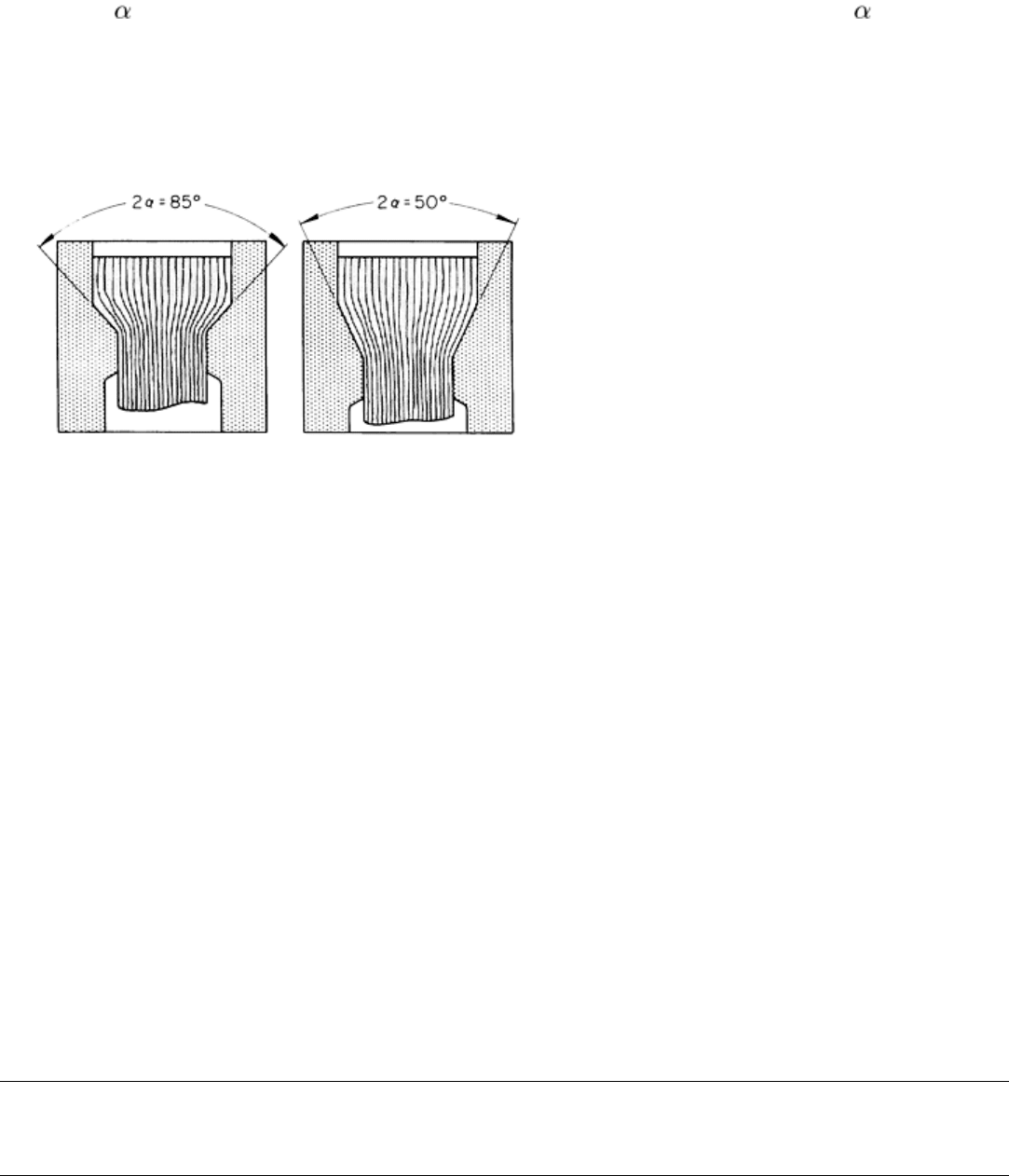
In forward extrusion, die angles are determined by the shape of the workpiece and by the operating sequence. In general,
an angle of 2 = 24 to 70° (Fig. 5) is selected for the forward extrusion of solids, and an angle of 2 = 60 to 126° is
preferred for extruding hollow parts, the angle varying inversely with wall thickness. Ejection pressure on the work
increases with decreasing die angle, because greater friction must be overcome. This pressure also increases with an
increase in the length of the part. Extrusion pressure causes elastic expansion of the die, which shrinks when the pressure
is discontinued. Accordingly, very high wall pressures are developed, and these require correspondingly high ejection
pressures.
Tooling Setups. Metals can be cold extruded by
different tooling setups, depending mainly on the
size and shape of the workpiece, the composition of
the work metal, and the quantity requirements. The
principal types of tooling employed and examples of
products formed by each type are discussed below.
Single-station tooling forms the part in one
stroke of the press. Additional operations may be
required for finishing. Closed-end containers, such
as toothpaste tubes, are formed in this manner.
Multiple-station tooling involves a series of
separate dies arranged so that the rough blank is
made into a preform, which then proceeds through
successive operations until the required form is
produced.
Multiple-station tooling is often used for semicontinuous operations because of the need for annealing, pickling, and
lubrication between operations, although it is also adaptable to continuous operations that use a transfer mechanism. This
procedure has also been used in the cold forming of 75 and 155 mm shell bodies involving backward and forward
extrusion.
Transfer presses are similar in concept to multiple-station tooling, that is, they can perform several operations in
succession. For example, a transfer press may shear, preform, extrude, and finish draw the part in consecutive operations.
Mechanical fingers transfer the workpiece from one operation to the next. Pole pieces for alternator rotors have been
produced in transfer presses.
Upsetters or headers are used for continuous operation, frequently incorporating both backward and forward
extrusion and cold heading. Fasteners such as hexagonal socket-head cap screws are typical examples of parts produced
in upsetters.
Rotating dial or indexing can be applied for manual or automatic production. In operation, the table of the press
holding the dies indexes, and the head containing the punches remains stationary except for vertical movement. Slugs can
be fed automatically, and one or more parts can be formed with each stroke of the press. Instrumentation stops the
operation immediately in the event of misalignment, punch breakage, or a wrong-size slug. Gear extrusions are
representative examples of parts produced in this type of tooling, at the rate of two extrusions for each press stroke.
Cold Extrusion
Revised by P.S. Raghupathi, Battelle Columbus Division; W.C. Setzer, Consultant; and M. Baxi, Ullrich Copper, Inc.
Tool Materials
Recommended materials for extrusion punches include M2 and M4 high-speed tool steels and tungsten carbide. Tool steel
punches should be heat treated to a hardness of 62 to 66 HRC, and they must have a high compressive yield strength. Die
inserts are usually fabricated from such alloy tool steels as D2, M2, and M4, and are heat treated to 58 to 64 HRC,
depending on the steel.
Fig. 5 Measurement of die angle in dies for forward extrusion

Tungsten carbide is extensively used because it provides good die life, high production rates, and good dimensional
control. Tungsten carbide often finds application as a punch material in backward extrusion. Retainer rings or housings
used for tungsten carbide dies should have sufficient strength and toughness to prevent splitting and failure of the working
tools. Shrink rings should be fabricated from hot-work die steels such as H11 or H13 heat treated to 46 to 48 HRC. Outer
housings are often made from H13 die steel or from 4340 alloy steel. More information on die materials is available in the
article "Dies and Die Materials for Hot Forging" in this Volume.
Cold Extrusion
Revised by P.S. Raghupathi, Battelle Columbus Division; W.C. Setzer, Consultant; and M. Baxi, Ullrich Copper, Inc.
Preparation of Slugs
The preparation of slugs often represents a substantial fraction of the cost of producing cold-extruded parts.
Producing the Slug Shape. Despite the loss of metal, sawing and cutting off in a machine, such as an automatic bar
machine, are widely used methods of producing slugs. The advantages of these methods include dimensional accuracy,
freedom from distortion, and minimal work hardening. Shearing is an economical means of producing slugs. Variation in
the sizes of the slugs is a major disadvantage of shearing. If slugs are allowed to vary in size, die design must allow for
the escape of excess metal in the form of flash. An alternative to die adjustment in some applications is to compensate for
the distortion and other discrepancies in sheared slugs by coining the slugs to desired dimensions.
Hot-rolled bar is usually the least costly form of steel for making slugs, but hot-rolled bars are likely to have deeper
surface seams and greater depth of decarburized layers than cold finished bars. In addition, the variation in the outside
diameter of hot-rolled bars will cause considerable variation in weight or volume of the slug, despite close control in
cutting to length. Whether or not the surface seams and decarburization can be tolerated depends largely on the severity of
extrusion and the quality requirements of the extruded part. In many applications, acceptable extrusions can be produced
with slugs cut from hot-rolled bars.
Cold-finished bars are more expensive than hot-rolled bars. The size variation in cold-finished bars is considerably less
than that in hot-finished bars. However, some seams and decarburization will also be present in cold-finished bar stock
unless removed by grinding, turning, or other means. Some plants gain the advantage of cold-drawn bars by passing hot-
rolled bars or rods through a cold-drawing attachment directly ahead of the slug-cutting operation.
Machined or ground bars are more costly than cold-drawn bars, but eliminate the difficulties caused by decarburization,
seams, and variation in outside diameter. For some extrusions, especially those subjected to surface treatments that cannot
tolerate a decarburized layer, requirements are such that previously machined bars or machined slugs must be used.
Surface Preparation of Steel Slugs. Phosphate coating for cold extrusion is almost universal practice. The primary
purposes of this coating are, first, to form a nonmetallic separating layer between the tools and workpiece and, second, by
reaction with or absorption of the lubricant, to prevent its migration from bearing surfaces under high unit pressures.
During extrusion, the coating flows with the metal as a tightly adherent layer.
The recommended preparation of steel slugs for extrusion consist of alkaline cleaning, water rinsing, acid pickling, cold
and hot water rinsing, phosphate coating, and rinsing. These are discussed below.
Alkaline cleaning is done to remove oil, grease, and soil from previous operations so that subsequent pickling will be
effective. Alkaline cleaning can be accomplished by spraying the slugs with a heated (65 to 70 °C, or 150 to 160 °F)
solution for 1 to 2 min or by immersing them in solution at 90 to 100 °C (190 to 212 °F) for 5 to 10 min.
Water rinsing is done to remove residual alkali and to prevent neutralization of the acid pickling solution. Slugs are
usually rinsed by immersion in overflowing hot water, but they may also be sprayed with hot water.
Acid Pickling. Most commercial installations use a sulfuric acid solution (10% by volume) at 60 to 90 °C (140 to 190
°F). Pickling can be accomplished by spraying for 2 to 15 min or by immersion for 5 to 30 min, depending on surface
conditions (generally, the amount of scale). Three times are usually sufficient to remove all scale and to permit a good
phosphate coating. Bright annealing or mechanical scale removal, such as shot blasting, as a substitute for pickling has
proved unsatisfactory for severe extrusion. However, the use of a mechanical scale-removing method prior to pickling can
reduce pickling time, and for producing extrusions of mild severity, the mechanical (or bright annealing) methods have
often been used without subsequent pickling.
Cold and hot water rinsing can be carried out by immersion or spraying for to 1 min for each rinse. Two rinses are
used to ensure complete removal of residual pickling acid and iron salts. Cold water rinsing is usually of short duration,
with heavy overflow of water to remove most of the residual acid. Hot water at about 70 °C (160 °F) increases the
temperature of the workpiece and ensures complete rinsing.
Phosphate coating is performed by immersion in zinc phosphate at 70 to 80 °C (160 to 180 °F) for 3 to 5 min.
Additional information is available in the article "Phosphate Coatings" in Surface Engineering, Volume 5 of the ASM
Handbook.
Rinsing with cold water, applied by spraying for min or by immersion for 1 min, removes the major portion of
residual acids and acid salts left over from the phosphating solution. This rinse is followed by a neutralizing rinse applied
by spraying or immersion for to 1 min using a well-buffered solution (such as sodium carbonate), which must be
compatible with the lubricant. In the second rinse, the remaining residual acid and acid salts in the porous phosphate
coating are neutralized so that absorption of, or reaction with, the lubricant is complete.
Stainless steels are not amenable to conventional phosphate coating (which is why stainless steels are more difficult to
extrude than carbon steels); copper plating of stainless steel slugs is preferred. Lime coating is sometimes substituted
successfully for copper plating. In extreme cases, the stainless steel can be zinc plated and then coated with zinc
phosphate and a suitable soap lubricant. Methods of surface preparation for nonferrous metals are discussed in the
sections "Cold Extrusion of Copper and Copper Alloy Parts" and "Cold Extrusion of Aluminum Alloy Parts" in this
article.
Cold Extrusion
Revised by P.S. Raghupathi, Battelle Columbus Division; W.C. Setzer, Consultant; and M. Baxi, Ullrich Copper, Inc.
Lubricants for Steel
A soap lubricant provides the best results for the extrusion of steel. Slugs are immersed in a dilute (45 to 125 mL/L, or 6
to 16 oz/gal.) soap solution at 65 to 90 °C (145 to 190 °F) for 3 to 5 min. Some soaps are formulated to react chemically
with the zinc phosphate coating, resulting in a layer of water-insoluble metal soap (zinc stearate) on the surfaces of the
slugs. This coating has a high degree of lubricity and maintains a film between the work metal and tools at the high
pressures and temperatures developed during extrusion.
Other soap lubricants, with or without filler additives, can be used effectively for the mild extrusion of steel. This type of
lubricant does not react with the phosphate coating, but is absorbed by it.
Although the lubricant obtained by the reaction between soap and zinc phosphate is optimal for extruding steel, its use
demands precautions. If soap accumulates in the dies, the workpieces will not completely fill out. Best practice is to vent
all dies so that the soap can escape and to keep a coating of mineral seal oil (applied as an air-oil mist) on the dies to
prevent adherence of the soap.
When steel extrusions are produced directly from coiled wire (similar to cold heading), the usual practice is to coat the
coils with zinc phosphate, using the procedure outlined in the section "Preparation of Slugs" in this article. This practice
however, has one deficiency; because only the outside diameter of the work metal is coated, the sheared ends are
uncoated at the time of extrusion. This deficiency is partly compensated for by constantly flooding the work with
sulfochlorinated oil. Because the major axis of a heading machine is usually horizontal, there is less danger of entrapping
lubricant than when extruding in a vertical press.

Cleaning the extruded parts can be a significant item in the cost of cold extrusion. In general, the more effective the
lubricant, the more difficult it is to remove. The methods used for removing pigmented drawing compounds are usually
effective for removing the lubricants used for cold extrusion.
Cold Extrusion
Revised by P.S. Raghupathi, Battelle Columbus Division; W.C. Setzer, Consultant; and M. Baxi, Ullrich Copper, Inc.
Selection of Procedure
The shape of the part is usually the primary factor that determines the procedure used for extrusion. For example, many
cuplike parts are produced by backward extrusion, while shaftlike parts and hollow shapes can usually be produced more
easily by forward extrusion. For many shapes, both forward and backward extrusion are used. Other factors that influence
procedure are the composition and condition of the steel, the required dimensional accuracy, quantity, and cost.
The procedures used to extrude a given shape from highly extrudable steels are simpler than those used for more difficult-
to-extrude steels. For difficult steels, it may be necessary to incorporate more passes and one or more annealing
operations into the process. Some shapes may not be completely extrudable from a difficult-to-extrude steel; one or more
machining operations may be required.
Normal extrusion procedures are associated with certain ranges of dimensional accuracy (see the section "Dimensional
Accuracy" in this article). Special procedures and controls can provide greater-than-normal accuracy at higher cost.
Cold extrusion is ordinarily not considered unless a large quantity of identical parts must be produced. The process is
seldom used for fewer than 100 parts, and more often it is used for hundreds of thousands of parts or continuous high
production. Quantity requirements determine the degree of automation that can be justified and often determine whether
the part will be completed by cold extrusion (assuming it can be if tooling is sufficiently elaborate) or whether, for low
quantities, a combination of extruding and machining will be more economical.
Cost per part extruded usually determines:
• The degree of automation that can be justified
• Whether a combination of extruding and machining should be used for low-quantity production
• Whether it is more economical to extrude parts for which better-than-
normal dimensional accuracy is
specified or to attain the required accuracy with secondary operations
It is sometimes possible to extrude a given shape by two or more different procedures. Under these conditions, cost is
usually the deciding factor. Several procedures for extruding specific steel parts, categorized mainly by part shape, are
discussed in the following sections.
Cuplike Parts
The basic shape of a simple cup is often produced by backward extrusion, although one or more operations such as
piercing or coining are frequently included in the operations sequence. For cuplike parts that are more complex in shape, a
combination of backward and forward extrusion is more often used. The following example describes combined
backward extrusion and coining for the fabrication of 5120 steel valve tappets.
Example 1: Backward Extrusion and Coining for Producing Valve Tappets.
The valve tappet shown in Fig. 6 was made from fine-grain, cold-heading quality 5120 steel. Slugs were prepared by
sawing to a length of 25.9 to 26.0 mm (1.020 to 1.025 in.) from bar stock 22.0 to 22.1 mm (0.867 to 0.871 in.) in
diameter. Slugs were tumbled to round the edges, then phosphated and lubricated with soap.
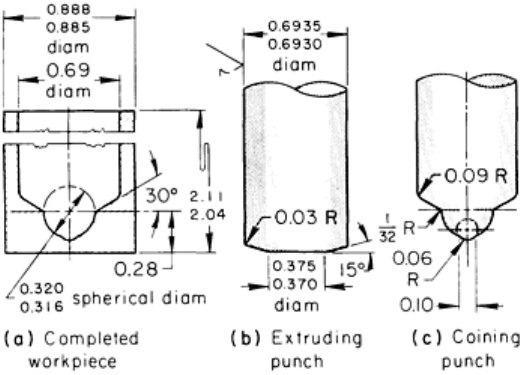
Fig. 6 5120 steel valve tappet (maxi
mum hardness: 143 HB) produced by extrusion and coining with punches
shown. Dimensions given in inches
The slugs were fed automatically into the two loading stations of the eight-station dial, then extruded, coined, and ejected.
One part was produced in each set of four stations (two parts per stroke). This technique helped to keep the ram balanced,
thus avoiding tilting of the press ram, prolonging punch life, and reducing eccentricity between the outside and inside
diameters of the extruded part. An eccentricity of less than 0.25 mm (0.010 in.) total indicator reading (TIR) was required.
The cup could not be extruded to the finished shape in one hit, because a punch of conelike shape would pierce rather
than meter-out the phosphate coating. Therefore, two hits were used--the first to extrude and the second to coin. Punches
are shown in Fig. 6(b) and 6(c). Axial pressure on the punch was about 2205 MPa (320 ksi).
Tubular Parts
Backward and forward extrusion, drawing, piercing, and sometimes upsetting are often combined in a sequence of
operations to produce various tubular parts. The following example describes a procedure for extruding a part having a
long tubular section.
Example 2: Producing Axle-Housing Spindles in Five Operations.
An axle-housing spindle was produced from a slug by backward extruding, piercing, and three forward extruding
operations, as shown in Fig. 7. The 10 kg (22.5 lb) slug was prepared by sawing and then annealing in a protective
atmosphere at 675 to 730 °C (1250 to 1350 °F) for 2 h, followed by air cooling. The slug was then cleaned, phosphate
treated, and coated with soap. After backward extruding and piercing, and again after the first forward extruding
operation, the work-piece was reannealed and recoated.
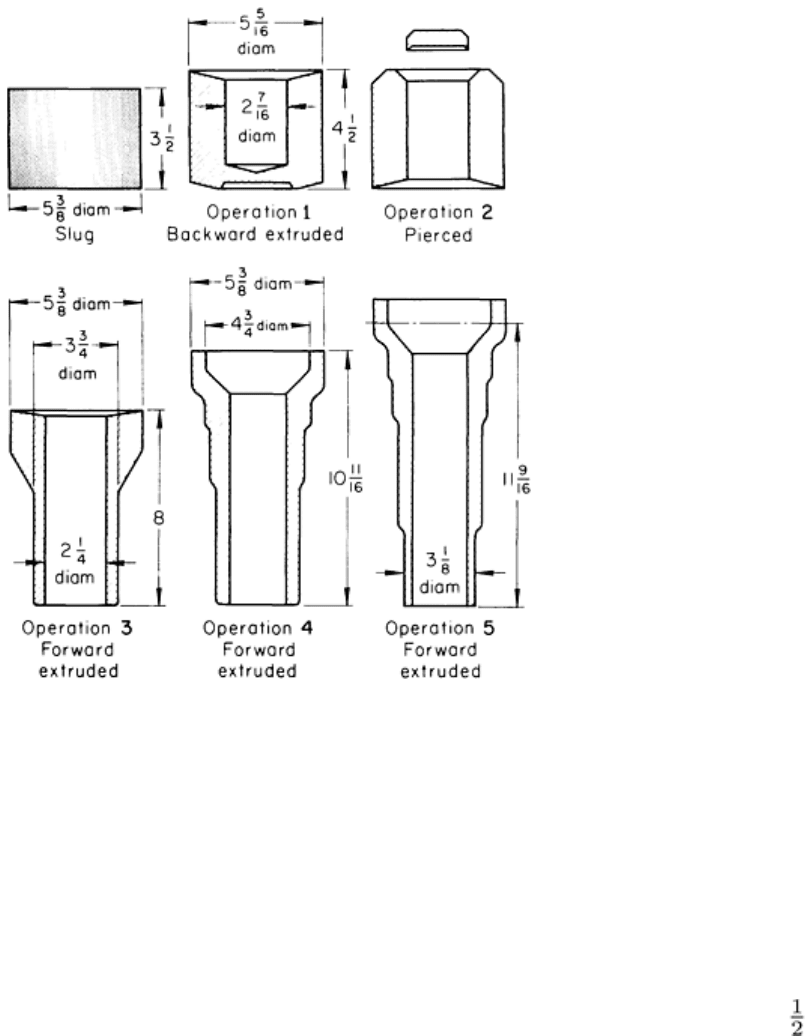
Fig. 7 1030 steel (hardness: 75 to 80 HRB) axle-
housing spindle produced by extruding and piercing in five
operations. Dimensions given in inches
A 49 MN (5500 tonf) crank press operated at 14 strokes per minute was used. The punches were made of D2 tool steel,
and the die inserts of A2 tool steel.
Stepped Shafts
Three methods are commonly used to cold form stepped shafts. If the head of the shaft is relatively short (length little or
no greater than the headed diameter), it can be produced by upsetting (heading). For a head more than about 2
diameters long, however, upsetting in a single operation is not advisable; buckling will result because of the excessive
length-to-diameter ratio of the unsupported portion of the slug. Under these conditions, forward extrusion or multiple-
operation upsetting should be considered.
Forward extrusion can be done in a closed die or an open die (Fig. 8). In a closed die, the slug is completely supported,
and the cross-sectional area can be reduced by as much as 70%. Closed-die extrusion gives better dimensional accuracy
and surface finish than the open-die technique. However, if the length-to-diameter ratio of the slug is more than about 4 to
1, friction along the walls of the die is so high that the closed-die method is not feasible, and an open die must be used. In
an open die, reduction must be limited to about 30%, or the unsupported portion of the slug will buckle. Stepped shafts
can, however, be extruded in open dies using several consecutive operations, as described in the following example.