ASM Metals HandBook Vol. 14 - Forming and Forging
Подождите немного. Документ загружается.

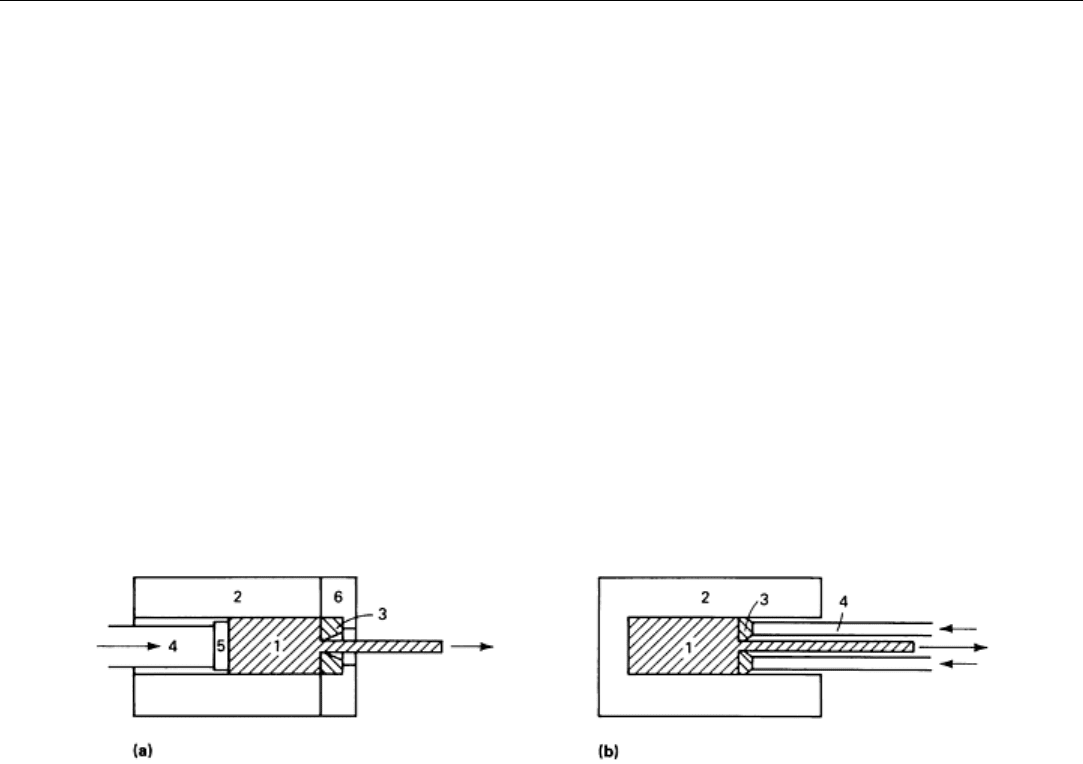
Fig. 1 Schematics of the nonlubricated (a), lubricated (b), and hydrostatic (c) extrusion processes.
In nonlubricated hot extrusion, the material flows by internal shear, and a dead-metal zone is formed in front of the
extrusion die (Fig. 1a). Lubricated extrusion, as the name implies, uses a suitable lubricant (usually glass or grease)
between the extruded billet and the die (Fig. 1b). In hydrostatic extrusion, a fluid film present between the billet and the
die exerts pressure on the deforming billet (Fig. 1c). The hydrostatic extrusion process is primarily used when
conventional lubrication is inadequate--for example, in the extrusion of special alloys, composites, or clad materials. For
all practical purposes, hydrostatic extrusion can be considered an extension of the lubricated hot extrusion process.
Acknowledgements
Portions of this article were adapted from T. Allan, S.-I. Oh, and H.L. Gegel, Hot Extrusion of Rods, Tubes and Shapes,
in Metal Forming: Fundamentals and Applications, American Society for Metals, 1983, p 189-217.
Conventional Hot Extrusion
Nonlubricated Hot Extrusion
Nonlubricated hot extrusion is a relatively straightforward process once the conditions have been defined. However, a
large number of metallurgical and processing factors interact and affect the mechanical properties, surface finish, and
corrosion resistance of the final extruded shape. This extrusion method uses no lubrication on the billet, container, and
die, and it can produce very complex sections, with mirror surface finishes and close dimensional tolerances, that are
considered to be net extrusions. A flat-face (shear-face) die is often used in nonlubricated hot extrusion.
There are basically two methods of hot extruding materials without lubrication:
• Forward, or direct, extrusion
• Backward, or indirect, extrusion
In forward extrusion (Fig. 2a), the ram travels in the same direction as the extruded section, and there is relative
movement between the billet and the container (Ref 1). In backward extrusion (Fig. 2b), the billet does not move relative
to the container, and a die or punch is pushed against the billet to produce solid parts.
Fig. 2 Basic methods of extrusion. (a) Forward (direct). (b) Backward (indirect).
1, billet; 2, container; 3, die;
4, stem; 5, dummy block; 6, die backer.
Forward Extrusion
A typical sequence of operations for the forward extrusion of a solid section is as follows (Ref 1):
• The heated billet and the dummy block are loaded into the container
•
The billet is extruded by the force of the ram being pushed against it. This upsets the billet, then forces
the metal to flow through the die. During extrusion, a thin shell of material may be left on the container
walls. Extrusion is halted in order to leave a thin disk of material (butt) in the container
• The container is separated from the die, the extruded section with the butt, and the dummy block
• The discard (butt) is sheared off
• The shear die, the container, and the ram are returned to their initial (loading) positions
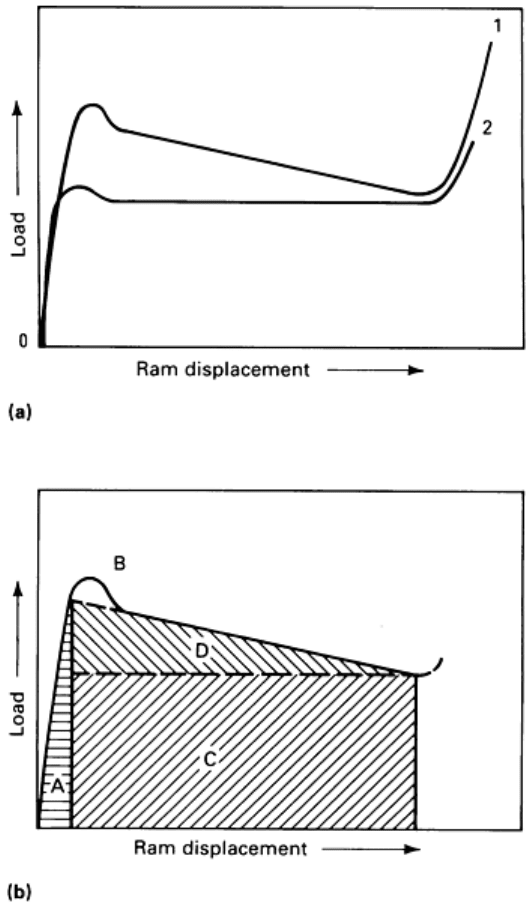
Typical load versus ram displacement curves for forward and backward extrusion are illustrated in Fig. 3, which shows
that the load in forward extrusion initially increases very rapidly as the billet upsets to fill the container. This is followed
by a further increase in pressure, and extrusion begins. A somewhat cone-shaped deformation zone then develops in front
of the die aperture. After the maximum load has been reached, the extrusion pressure falls as the billet length decreases
until a minimum is reached, then rapidly increases again. This last pressure increase occurs because only a disk of the
billet remains and the metal must flow radially toward the die aperture. Resistance to deformation increases considerably
with decreasing thickness.
Fig. 3
Typical load versus ram displacement curves for nonlubricated extrusion processes. (a) Load versus ram
displacement curves for forward (Curve 1) and backward (Curve 2) extrusion. (b) Division of the work of
deformation. A
, work of upsetting; B, work needed to initiate deformation; C, work of deformation; D, work

needed to overcome friction and shearing in direct extrusion
Backward Extrusion
In backward extrusion of a solid workpiece, the die is pushed by the hollow stem and moves relative to the container, but
there is no relative displacement between the billet and the container (Ref 1). As a result, there is no frictional stress at the
billet/container interface; therefore, the extrusion load and the temperature generated by deformation and friction are
reduced, as shown in Fig. 3. The sequence of operations for the backward extrusion of a solid section is as follows:
• The die is inserted into the press
• The billet is loaded into the container
• The billet is extruded, leaving a butt
• The die and the butt are separated from the section
Backward extrusion offers a number of advantages, as follows:
• A 25 to 30% reduction in maximum load relative to direct extrusion
• Extrusion pressure is not a function o
f billet length, because there is no relative displacement between
the billet and the container. Therefore, billet length is not limited by the load required for this
displacement but only by the length and stability of the hollow stem needed for a given container length
•
No heat is produced by friction between the billet and the container; consequently, no temperature
increase occurs at the billet surface toward the end of extrusion, as is typical in the direct extrusion of
aluminum alloys. Therefore, in b
ackward extrusion, there is a lesser tendency toward cracking of the
surfaces and edges, and extrusion speeds can be significantly higher
•
The service life of the tooling is increased, especially that of the inner liner, because of reduced friction
and temperatures
The disadvantage of backward extrusion is that impurities or defects on the billet surface affect the surface of the
extrusion and are not automatically retained as a shell or discard in the container. As a result, machined billets are used in
many cases. In addition, the cross-sectional area of the extrusion is limited by the size of the hollow stem.
Reference cited in this section
1.
K. Laue and H. Stenger, Extrusion: Processes, Machinery, Tooling,
American Society for Metals, 1981
(translated from the German)
Conventional Hot Extrusion
Lubricated Hot Extrusion
Generally, aluminum alloys are extruded without lubrication, but copper alloys, titanium alloys, alloy steels, stainless
steels, and tool steels are extruded with a variety of graphite and glass-base lubricants. Commercial grease mixtures
containing solid-film lubricants, such as graphite, often provide little or no thermal protection to the die. For this reason,
die wear is significant in the conventional hot extrusion of steels and titanium alloys.
The Sejournet process is the most commonly used for the extrusion of steels and titanium alloys (Ref 2). In this process,
the heated billet is rolled over a bed of ground glass or is sprinkled with glass powder to provide a layer of low-melting
glass on the billet surface. Before the billet is inserted into the hot extrusion container, a suitable lubricating system is
positioned immediately ahead of the die. This lubricating system can be a compacted glass pad, glass wool, or both. The
prelubricated billet is quickly inserted into the container, along with the appropriate followers or a dummy block. The
extrusion cycle is then started.
As a lubricant, glass exhibits unique characteristics, such as its ability to soften selectively during contact with the hot
billet and, simultaneously, to insulate the hot billet material from the tooling. The tooling is usually maintained at a
temperature that is considerably lower than that of the billet. In the extrusion of titanium and steel, the billet temperature
is usually 1000 to 1250 °C (1830 to 2280 °F), but the maximum temperature the tooling can withstand is 500 to 550 °C
(930 to 1020 °F). Therefore, compatibility can be attained only by using the appropriate lubricants, insulative die coating,
and ceramic die inserts and by designing dies to minimize tool wear. Glass lubricants have performed satisfactorily on a
production basis in extruding long lengths.
The choice between grease and glass lubricants is based mainly on the extrusion temperature. At low temperatures,
lubrication is used only to reduce friction. At moderate temperatures, there is also some insulation between the hot billet
and the tooling from the use of partially molten lubricants and vapor formation in addition to the lubrication effect. At
temperatures above 1000 °C (1830 °F), the thermal insulation of the tooling from overheating is of equal importance to
the lubricating effect, particularly with difficult-to-extrude alloys. The lubrication film can also impede oxidation.
Lubricants can be classified into two groups, according to temperature:
• Below 1000 °C (1830 °F): Grease lubrication, such as gre
ase, graphite, molybdenum disulfide, mica,
talc, soap, bentonite, asphalt, and plastics (for example, high-temperature polyimides)
• Above 1000 °C (1830 °F): Glass lubrication, such as glass, basalt, and crystalline powder
Reference cited in this section
2.
J. Sejournet and J. Delcroix, Glass Lubricant in the Extrusion of Steel, Lubr. Eng., Vol 11, 1955, p 389-396
Conventional Hot Extrusion
Metal Flow in Hot Extrusion
Metal flow varies considerably during extrusion, depending on the material, the material/tool interface friction, and the
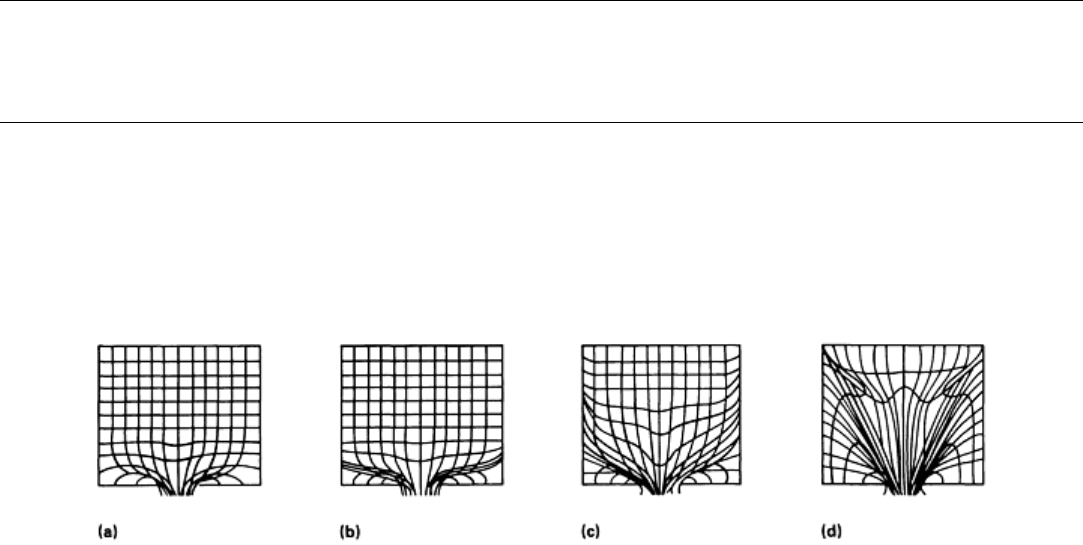
shape of the section. Figure 4 shows the four types of flow patterns that have been observed.
Fig. 4
Four types of flow patterns observed in the extrusion of metals. (a) Flow pattern S. (b) Flow pattern A.
(c) Flow pattern B. (d) Flow pattern C. See text for details. Source: Ref 1
Flow pattern S (Fig. 4a) is characterized by the maximum possible uniformity of flow in the container. Plastic flow
takes place primarily in a deformation zone directly in front of the die. The major part of the nonextruded billet, pushed as
a rigid body through the die, remains undeformed; therefore, the front of the billet moves evenly into the deformation
zone.
Flow pattern A (Fig. 4b) occurs in homogeneous materials when there is virtually no friction between the container and
the billet but significant friction at the surface of the die and its holder. This retards the radial flow of the peripheral zones
and increases the amount of shearing in this region. The result is a slightly larger dead-metal zone than that in flow type
S, along with a correspondingly wider deformation zone. However, deformation in the center remains relatively uniform.
Flow patterns of this type are seldom observed in nonlubricated extrusion; instead, they occur during the lubricated

extrusion of soft metals and alloys, such as lead, tin, α-brasses, and tin bronzes, and during the extrusion of copper billets
covered with oxide (which acts as a lubricant).
Flow pattern B (Fig. 4c) occurs in homogeneous materials if friction exists at both the container wall and at the
surfaces of the die and die holder (Fig. 4c). The peripheral zones are retarded at the billet/container interface, while the
lower resistance causes the material in the center to be accelerated toward the die. The shear zone between the retarded
regions at the surface and the accelerated material in the center extends back into the billet to an extent that depends on
the extrusion parameters and the alloy. Therefore, the dead-metal zone is large. At the start of extrusion, the shear
deformation is concentrated in the peripheral regions, but as deformation continues, it extends toward the center. This
increases the danger of material flowing from the billet surface--with impurities or lubricant--along the shear zone and
finishing up under the surface of the extrusion. In addition, the dead-metal zone is not completely rigid and can influence,
even if to a limited degree, the flow of the metal. Flow type B is found in single-phase (homogeneous) copper alloys that
do not form a lubricating oxide skin and in most aluminum alloys.
Flow pattern C (Fig. 4d) occurs in the hot extrusion of materials having inhomogeneous properties when the friction is
high (as in flow pattern B) and when the flow stress of the material in the cooler peripheral regions of the billet is
considerably higher than that in the center. The billet surface forms a relatively stiff shell. Therefore, the conical dead-
metal zone is much larger and extends from the front of the billet to the back. At the start of extrusion, only the material
inside the funnel is plastic, and it is severely deformed, especially in the shear zone, as it flows toward the die. The stiff
shell and the dead-metal zone are in axial compression as the billet length decreases; consequently, the displaced material
of the outer regions follows the path of least resistance to the back of the billet, where it turns toward the center and flows
into the funnel.
This type of flow is found in the (α + β) brasses, in which the cooling of the peripheral regions of the billet leads to an
increase in flow stress, because the flow stress of the α phase is much higher than that of the β phase during hot working.
As in the (α + β) brasses, flow type C will occur when there is a hard billet shell and, at the same time, the friction at the
container wall is high. It can also occur without any phase change that leads to a higher flow stress if there is a large
temperature difference between the billet and the container. This can take place in the extrusion of tin as well as of
aluminum and its alloys.
Reference cited in this section
1.
K. Laue and H. Stenger, Extrusion: Processes, Machinery, Tooling, American Society for Metals,
1981
(translated from the German)
Conventional Hot Extrusion
Extrusion Speeds and Temperatures
The temperatures developed during extrusion significantly influence the speed at which the process can be carried out.
This is especially true in the extrusion of hard aluminum alloys (2xxx and 7xxx). A complex thermal situation exists as
soon as the heated billet is loaded into the preheated container and extrusion begins. The temperatures are influenced by:
• Heat generation due to plastic deformation
• Heat generation due to internal shear and friction between the deforming material and the tooling
• Heat transfer within the billet
• Heat transfer between the billet and the tooling
• Heat transported with the extruded product
These phenomena occur simultaneously and result in a complex relationship among the material and process variables,
that is, billet material and temperature, friction, tool material and temperature, extrusion speed, shape of the extruded
section, and reduction in area.
The production rate can be increased by increasing the extrusion ratio (the ratio of the cross-sectional area of the billet to
that of the extruded product) and the extrusion speed while maintaining the extrusion pressure at an acceptable level. For
this purpose, the flow stress of the extruded material must be kept relatively low, for example, by increasing the billet
preheating temperature. The combination of high billet temperature, large reduction in area, and high extrusion speed
causes a considerable rise in temperature in the extruded material, especially near the section surface, because most of the
plastic deformation and frictional energy is transformed into heat. This can cause surface defects or hot shortness,
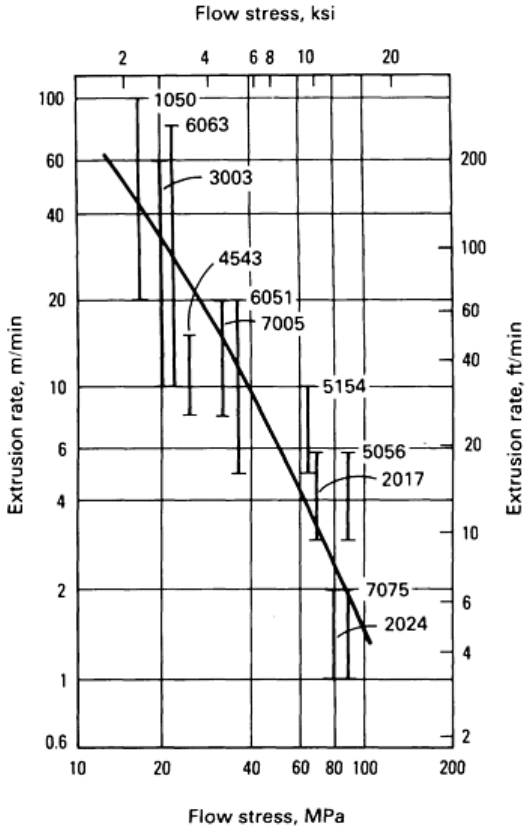
especially with difficult-to-extrude 2xxx and 7xxx aluminum alloys. With a typical extrusion ratio of 40:1, exit speeds in
extruding these alloys would be of the order of 0.6 to 1.2 m/min (2 to 4 ft/min). Figure 5 shows the range of exit speeds
encountered in the extrusion of various aluminum alloys. The extrusion rate depends greatly on the flow stress of the
alloy under the process conditions, which in turn depends on the extrusion temperature and strain rate. Exit speeds are
relatively high for soft (5xxx and 6xxx) alloys, but are quite low for harder alloys such as 7075 and 2024.
Fig. 5 Extrusion rate versus flow stress for various aluminum alloys. Source: Ref 3
Temperature increase and temperature distribution during extrusion have been investigated by many researchers (Ref 4, 5,
6, 7, 8). The emergent temperatures of aluminum, tin, and lead extruded at ram speeds from 1 to 30 m/min (3 to 100
ft/min) were measured (Ref 4). Figures 6 and 7 show the effects of extrusion ratio and ram speed on the temperature
increase. A simple theoretical analysis was conducted to investigate the effect of ram speed on temperature increase (Ref
8). In this study, a billet of infinite length was assumed, container friction was neglected, and the interior of the container
was assumed to be at the same temperature as the billet. The temperature of the billet varied along its length, but was
assumed to be constant at any cross section. The model predicted a sigmoidal relationship between the logarithm of ram
speed and the temperature rise. Based on this model, a ram speed program was devised that would give a constant

emergent temperature. Experimental evaluation of this speed program resulted in maintenance of constant temperatures
within ±3 K (±5 °F) for lead and ±6 K (±11 °F) for aluminum. The decrease in extrusion pressure with programmed ram
speed was less than that with constant ram speed.
Fig. 6
Increase in emergent temperature versus extrusion ratio in the extrusion of lead. Extrusion ratios are
indicated on the curves. Billet diameter: 51 mm (2 in.); billet length: 64 mm (2.5 in.); ram speed: 76
mm/min
(3 in./min); starting temperature: 20 °C (70 °F). Source: Ref 4
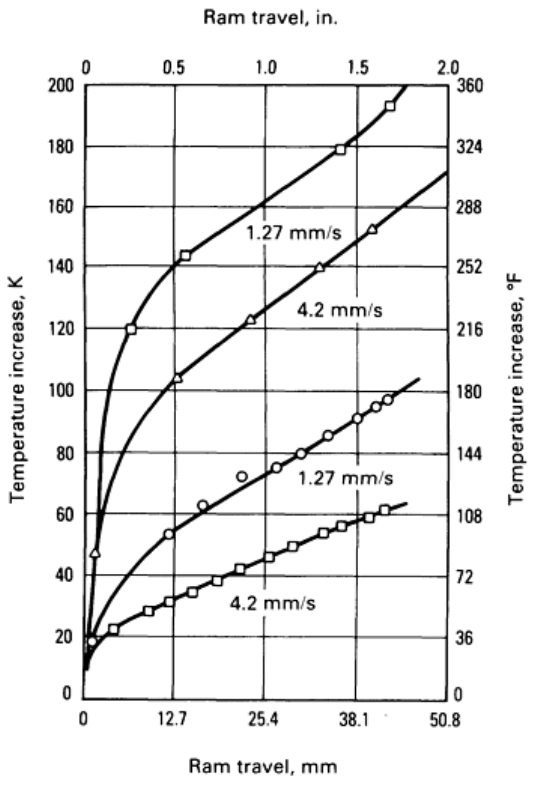
Fig. 7
Increase in emergent temperature versus ram speed in the extrusion of superpure aluminum. Ram
speeds are indicated on the curves. Billet diameter: 38 mm (1.5 in.);
billet length: 51 mm (2 in.); extrusion
ratio: 16:1; starting temperature: 20 °C (70 °F). Source: Ref 4
Theoretical and practical studies of temperature distributions in the extrusion of aluminum alloys were conducted under
conditions in which the container and tools were initially below, equal to, or above the initial billet temperature (Ref 5).
For the particular experimental conditions examined, it was deduced that the increase in temperature under adiabatic
conditions would be about 95 °C (205 °F). For practical purposes, it can be estimated that, in the extrusion of high-
strength alloys, the maximum temperature increase likely to be encountered will not exceed 100 °C (212 °F). With the
soft alloys, for which lower specific pressures are required, the temperature increase under normal production conditions
is not likely to exceed 50 °C (120 °F).
Computer programs have been developed for predicting temperatures in the extrusion of rods and tubes in various
materials (Ref 6, 7). As Fig. 8 shows, based on theoretical predictions and on experimental evidence, the product
temperature increases as extrusion proceeds. The temperature at the product surface is higher than that at the product
center. Therefore, the surface temperature of the product may approach the critical temperature at which hot shortness
may occur only toward the end of the extrusion cycle. The temperature of the extruded product as it emerges from the die
is one of the essential factors that influence product quality. Therefore, an ideal procedure for establishing the maximum
speed of extrusion at all times would be to measure this temperature and to use it for controlling the ram speed. This
procedure has been proposed by many researchers, but the problem of obtaining accurate and continuous measurement of
the temperature of the extruded product remains unsolved. Methods of measuring product temperature by using various
types of contact thermocouples, or by radiation pyrometry, have thus far proved to be impractical.
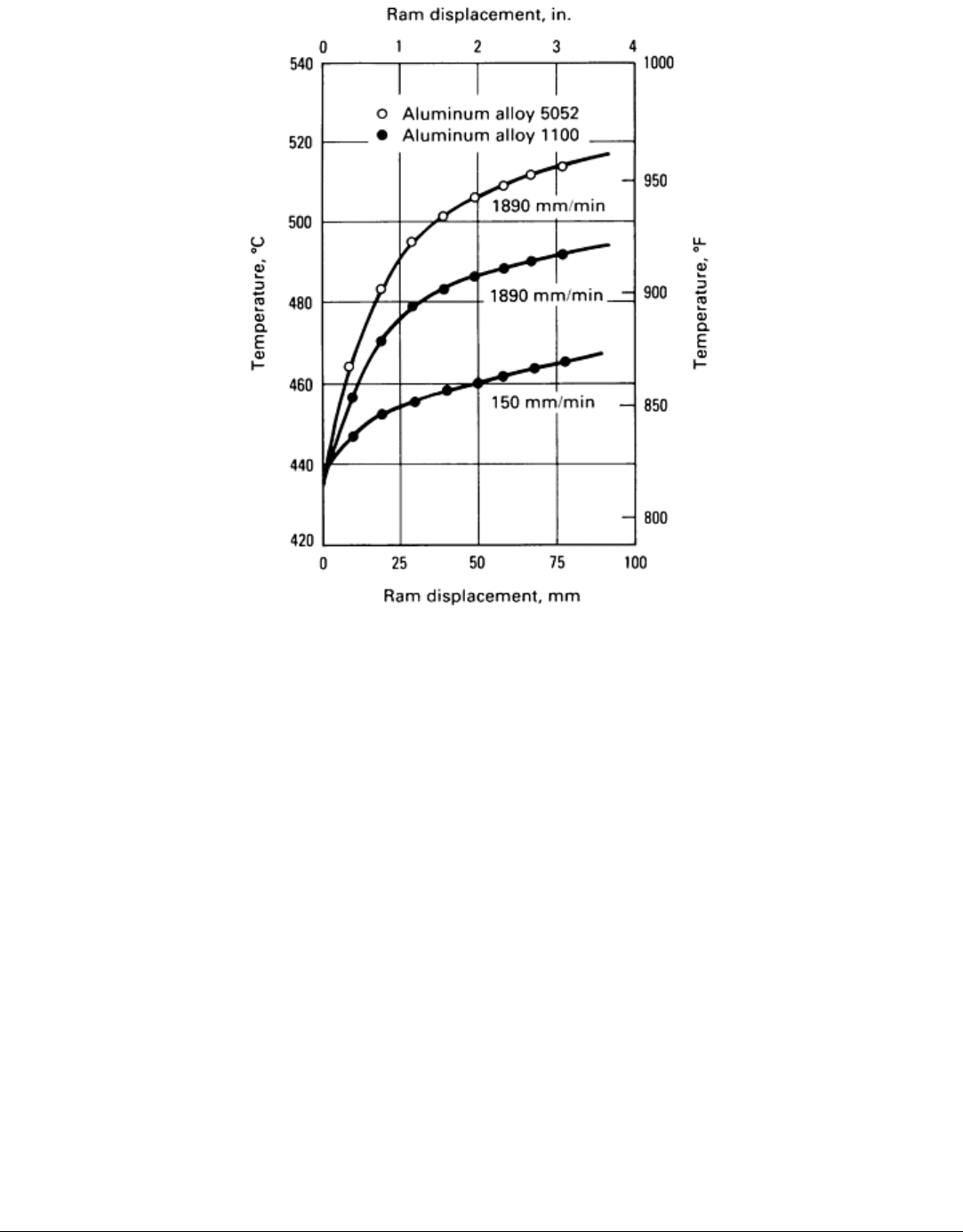
Fig. 8
Surface temperature of the extruded product versus ram displacement for two aluminum alloys. Ram
velocities are indicated on the curves. Reduction ratio: 5:1; billet diameter: 71 mm (2.8 in.); billet length: 142
mm (5.6 in.); initial billet and tooling temperature: 440 °C (825 °F). Source: Ref 6
A system for isothermal extrusion was proposed in which the variation in ram speed necessary for maintaining the
product temperature within the required limits was programmed (Ref 9). In presses designed to operate on this principle,
the working stroke is divided into zones, each having a preset speed. In a press used for the extrusion of high-strength
alloys, a time savings of 60% was claimed. Savings would be lower for more easily extrudable alloys.
In extrusion of aluminum alloys, temperature variations in the emerging product can be reduced by imposing a
temperature gradient in the billet (Ref 10). The billet is inserted into the container such that the hot end is extruded first
while the temperature of the cooler end increases during extrusion. This practice is not entirely satisfactory, because of
the relatively high thermal conductivities of aluminum alloys; therefore, if any delays occur in the extrusion sequence, the
temperatures in the billet tend to become uniform throughout the billet length. A better method consists of water
quenching the feed table to the container. Another approach for increasing extrusion speed is to cool the die with water or
nitrogen.
For controlling and predicting variations in ram speed during extrusion, computer simulations may be useful for
predicting the temperature increase that occurs during the process (Ref 6, 7). The purpose of such computer-aided speed
control is to attain maximum extrusion speeds with minimum variations in temperature in the extruded product. More
information on the use of computers in die design and process simulation for hot extrusion is available in the section
"Applications for Computer-Aided Design and Manufacture (CAD/CAM)" in this article.
References cited in this section
3.
R. Akeret and P.M. Stratman, Unconventional Extrusion Processes for the Harder Aluminum Alloys, Part I

and II, Light Met. Age, April 1987, p 6-10; June 1973, p 15-18
4.
A.R.E. Singer and J.W. Coakham, Temperature Changes Occurring During the Extrusion of Aluminum, Tin
and Lead, J. Inst. Met., Vol 89, 1961-1962, p 177
5. R. Akeret, A Numerical Analysis of Temperature Distribution in Extrusion, J. Inst. Met.,
Vol 95, 1967, p
204
6.
G.D. Lahoti and T. Altan, Prediction of Metal Flow and Temperatures in Asymmetric Deformation
Processes, in Proceedings of the 21st Sagamore Army Materials Research Conference, Aug 1974
7. G.D. Lahoti and T. Altan, Pr
ediction of Temperature Distributions in Tube Extrusion Using a Velocity
Field Without Discontinuities, in
Proceedings of the Second North American Metalworking Research
Conference, May 1974, p 209-224
8. A.R.E. Singer and S.H.K. Al-Samarrai, Temperature
Changes Associated With Speed Variations During
Extrusion, J. Inst. Met., Vol 89, 1960-1961, p 225
9. K. Laue, Isothermal Extrusion, Z. Metallkd., Vol 51, 1960, p 491 (in German)
10.
R. Chadwick, Developments and Problems in Package Extrusion Press Design, Met. Mater.,
May 1969, p
162-170
Conventional Hot Extrusion
Presses for Hot Extrusion
Horizontal and vertical presses are used for hot extrusion. Horizontal presses are the most common. Most modern
extrusion presses are driven hydraulically, but mechanical drives are used in some applications, such as the production of
small tubes. Two basic types of hydraulic drives are available: direct and accumulator. In the past, accumulator presses
were the most widely used type, but today direct-drive presses are used more extensively.
Accumulator-Drive Presses. The hydraulic circuit of an accumulator drive press consists of one or more air-over-
water accumulators charged by high-pressure water pumps. The accumulator bottle (or bank of bottles) is designed to
supply the quantity of water needed to provide the necessary pressure requirements throughout the extrusion stroke--with
a pressure decrease not exceeding about 10%. This decrease in pressure is often critical in applications that involve
marginal, difficult-to-extrude shapes. In addition to the high cost of high-pressure water pumps, accumulators, and valves,
as well as the substantial floor space requirements, this pressure decrease characteristic of accumulator drives has resulted
in the increasing popularity of direct-drive presses. However, a significant advantage of accumulator water drives is
higher stem speeds (up to 380 mm/s, or 15 in./s), which make these units desirable for the extrusion of steel. Water is also
a non-flammable hydraulic medium--an important consideration in the extrusion of very hot billets.
Direct-Drive Presses. Figure 9 shows a typical direct-drive oil-hydraulic press for hot extrusion. The increasing use of
these presses has resulted mainly from the development of reliable, high-pressure, variable-delivery oil pumps, some of
which operate at pressures over 34.5 MPa (5 ksi). Direct-drive presses are self-contained, and they require less floor space
and are less expensive than accumulator-drive presses. More important, direct-drive units provide a constant force during
the entire extrusion stroke, with no pressure decrease. A limitation of direct-drive presses is that the stem speeds are
slower than those in accumulator drives. Stem speeds to 51 mm/s (2 in./s) are typical; however, speeds to 203 mm/s (8
in./s) can be reached by using oil accumulators with oil-hydraulic drives.