ASM Metals HandBook Vol. 14 - Forming and Forging
Подождите немного. Документ загружается.

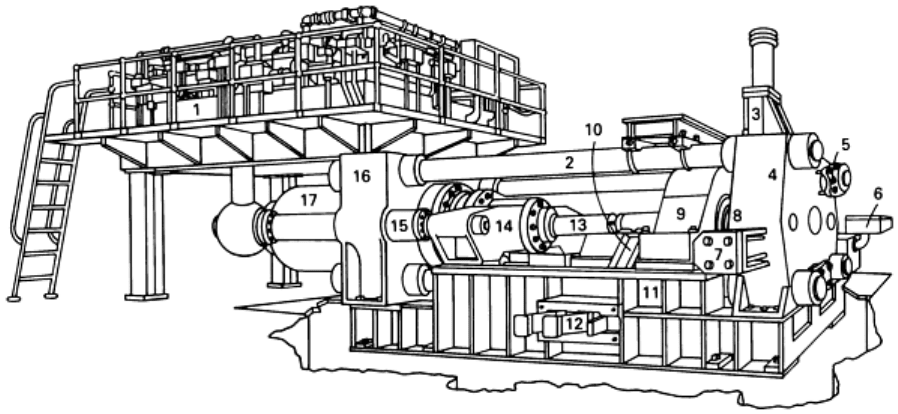
Fig. 9 Typical direct-
drive hydraulic extrusion press. 1, Hydraulic power unit; 2, tie rods; 3, butt shear; 4,
extrusion platen; 5, container shifting c
ylinders; 6, swiveling operator's console; 7, die slide; 8, container; 9,
container housing; 10, billet loader; 11, press base; 12, billet loader cylinders; 13, pressing stem; 14,
crosshead; 15, side cylinders; 16, cylinder platen; 17, main cylinder
Major improvements available on modern extrusion presses include simplified hydraulic circuits to facilitate
troubleshooting, manifolded piping to reduce leakage and maintenance, and improved valves to minimize wear. Closed-
loop constant-rate speed controls simplify the production of smooth finishes and uniform extrusion properties. In addition,
the presses operate faster for increased productivity.
Solid-state programmable controllers have replaced magnetic relays on many presses for increased versatility, simplified
troubleshooting, and ease of interfacing with computers. The use of computers for the presses and for the auxiliary
equipment in an integrated extruding system enables the monitoring of all operations and instantaneously provides data
on production, downtime, and inventory, as well as other information.
Force and Pressure Capacities. Presses for hot extrusion are usually rated in terms of force capacity, that is, the
total force the press is capable of exerting upon the billet. However, press operation depends on the actual unit pressure
exerted on the metal. For a press with a given force capacity, higher unit pressures can be obtained if the billet container
is smaller in diameter. As the container increases in diameter, the unit pressure capability decreases, with a resultant
decrease in extrusion capability.
The typical maximum unit pressure that is used on most extrusion presses is about 1035 MPa (150 ksi). This pressure is
near the upper limit of the mechanical strengths of most tool steels used for extrusion. Higher pressures may result in
premature tool failure.
Press Selection. The unit pressures needed for extrusion--a principal consideration in press selection--vary with the
following factors:
• The metal to be extruded and its condition
• The length and temperature of the billet
• The complexity of the cross section of the product
• The speed of extrusion
• The reduction ratio
The reduction (extrusion) ratio equals the cross-sectional area of the container liner divided by the cross-sectional area of
the extruded product.

Higher pressures are generally necessary at the beginning of the extrusion cycle. Pressure requirements decrease as
extrusion progresses, then increase again as the butt of the billet is reduced to a thickness of about 12.7 to 25.4 mm ( to
1 in.). Methods of determining press force and pressure requirements for the extrusion of various products are discussed
in the section "Operating Parameters" in this article.
The advantages of using a press with sufficient capacity include the ability to use lower billet temperatures and faster
speeds and the ability to obtain improved metallurgical properties in the extruded products. The use of a press having
insufficient capacity can result in the inability to extrude (that is, the billets stick in the containers) or in extrusions of
poor quality.
Any extrusion press requires a rigid structure as well as accurate and adjustable alignment of the stem, container, and die.
Prestressed tie rod construction is used in most press structures. Modern presses permit die stack lengths that are longer
than those possible with earlier models, and this provides better tool stability and improved tolerances on extruded
products.
Press Accessories. Various accessories are available as standard or optional items for hot extrusion presses, including:
• Die slides or revolving die arms to facilitate changing of dies
• Indexing containers, and electrical heating elements to maintain the proper container temperature
• Piercing units and mandrel manipulators for the extrusion of tubes and hollow parts
• Internal or external billet loaders
• Cutoff shears or saws for separating the butt from the extruded product
• Mechanized butt and dummy block handling systems
Auxiliary Equipment. In addition to the press, billet heaters, stretchers, pullers, sawing equipment, and system
controls are necessary for complete extrusion facilities. For many installations (especially aluminum extrusion), gas-fired
log heaters have replaced gas-fired and induction billet heaters. The process of heating aluminum logs measuring 3.7 to
6.1 m (12 to 20 ft) in length and then cutting them to the required length as they emerge from the heater has eliminated
the need to store billets of varying lengths. Log shears allow the press operator to tailor billet lengths to provide maximum
yield from each billet with minimal scrap. Computer control ensures that the logs are sheared to the optimal billet length
for the particular die being used and for the desired extrusion length.
Reliable extrusion pullers are available that reduce operator responsibilities, eliminate twisting of the extruded products,
and ensure that equal-length extrusions are obtained from multiple-hole dies. These extrusion pullers also improve the
efficiency of extrusion stretching operations. Fewer manipulations of the stretcher tailstock are necessary in order to
accommodate unequal extrusion lengths, and the need to detwist extruded shapes prior to stretching is virtually
eliminated. In many cases, stretching requires only one operator, located at the headstock; tailstock manipulation is
controlled by the same operation. Several installations are equipped with completely programmed puller-stretcher
combinations.
Beyond the stretcher, automatic saw tables are often provided. In many cases, cut-to-length extrusions are automatically
stacked for subsequent heat treatment.
Enclosed water-filled chambers have been provided at the ends of several presses that are used to extrude copper tubing.
The tubing is extruded directly into the chamber and remains submerged for the full length of the runout. A special gate
prevents back-flow through the dies, and an end crimper prevents water from filling the tube. The result of this
arrangement is the production of copper tubing with a refined grain structure and consistent grain orientation.
Conventional Hot Extrusion
Tooling
The tooling for hot extrusion consists of such components as containers, container liners, stems (rams), dummy blocks,
mandrels, spider or bridge dies for producing hollow extrusions, and flat or feeder plate dies. Flat-face and shaped dies
are the two most common types (Fig. 10). Flat-face dies (also termed square dies) have one or more openings (apertures)
that are similar in cross section to that of the desired extruded product. Dies for lubricated extrusion (also called shaped,
converging or streamlined dies) often have a conical entry opening with a circular cross section that changes
progressively to the final extruded shape required. Flat-face dies are easier to design and manufacture than shaped dies
and are commonly used for the hot extrusion of aluminum alloys. Shaped dies are more difficult and costly to design and
manufacture, and they are generally used for the hot extrusion of steels, titanium alloys, and other metals.
Fig. 10 Shaped die (a) and flat die (b) for hot extrusion
Die Design
Die design is a crucial aspect of the extrusion process that embodies art and science. Optimal design is influenced by such
factors as the size of the shape to be produced, the maximum and minimum wall thicknesses, the press capacity, the
length of the runout table, the stretcher capacity, the tool-stacking limitations, an understanding of the properties and
characteristics of the metal to be extruded, and the press operating procedures and maintenance.
Computer-Aided Design and Manufacture. Computers are being used to design and manufacture dies (with
computer numerical control machines) and to select process variables, such as extruding speed and billet temperatures.
The software used is primarily based on an analysis of metal flow. Various design stages are displayed on a CRT screen,
and the designer interacts with a computer to modify the design, based on experience. More information on the use of
computers for die design is available in the section "Applications for Computer-Aided Design and Manufacture
(CAD/CAM)" in this article.
Design Considerations. All metals shrink upon cooling after hot extrusion; therefore, a shrinkage allowance must be
provided in the design of the dies. Deformation of the die under high pressures and expansion resulting from the high
temperatures must also be considered in die design.
Another important consideration is the tendency for metal to flow faster through a larger opening than a smaller one. This
must be compensated for in the design of dies to be used in extruding certain sections. For example, when a section to be
extruded has a thick wall and a thin wall, various means are employed to retard metal flow through the thick section and
to increase the flow rate through the thin section of the die.
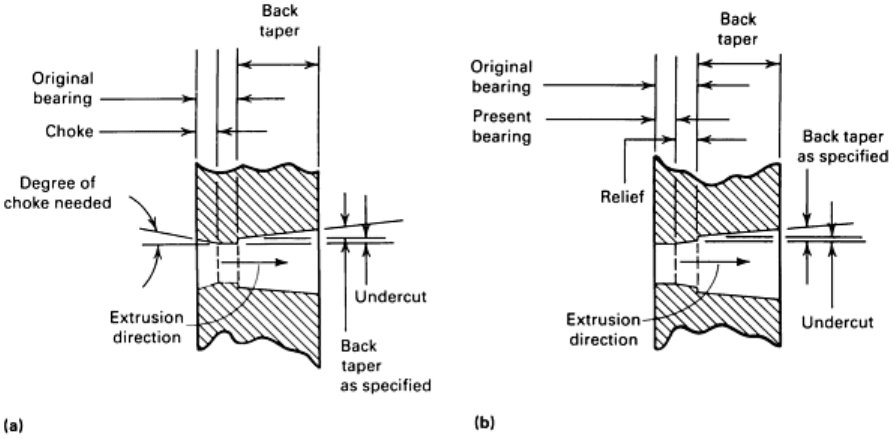
The geometry of the die aperture at the front and back of the bearing surface is termed the choke and relief, respectively.
A choke can be provided on certain portions of the bearing surface if the die designer anticipates difficulty in filling sharp
corners or completing thin sections of the extruded product. This slows the rate of metal flow and consequently fills the
die aperture. Increasing the amount of back relief at the exit side of the bearing surface increases the rate of metal flow.
For the hot extrusion of such materials as brass, bronze, and other soft metals, the dummy block is made smaller in
diameter than the billet. In extruding, no lubrication is provided between the bore of the container liner and the outer
surface of the billet. Consequently, friction prevents the outer surface of the billet from sliding, and the undesirable skin
of the billet is left in the container as the dummy block shears the metal during its forward stroke. An additional press
stroke is required to remove this retained metal before the next billet can be charged into the container.
Tool Materials
Table 2 lists typical materials and hardnesses for tools used in hot extrusion. The hot extrusion of aluminum is similar in
many ways to that of magnesium; the principal difference is the pressure required. The same tool materials can often be
used for the extrusion of either aluminum or magnesium.
Table 2 Typical materials and hardnesses for tools used in hot extrusion
For tools used in extruding:
Aluminum and magnesium Cooper and brass Steel
Tooling application
Tool
material
Hardness,
HRC
Tool
material
Hardness,
HRC
Tool
material
Hardness,
HRC
H11, H12,
H13
42-44 H13 44-48 Dies, for both shapes and tubing H11, H12,
H13
47-51
H14, H19,
H21
34-36 Cast H21
inserts
51-54
H11, H12,
H13
40-44 H11, H12,
H13
40-44
H14, H19 40-42 H19, H21 40-42
Dummy blocks, backers, bolsters,
and die rings
H11, H12,
H13
46-50
Inconel 718 . . . Inconel 718 . . .
Mandrels H11, H13 46-50 H11, H13 46-50 H11, H13 46-50
H11, H12,
H13
40-44 Mandrel tips and inserts T1, M2 55-60 Inconel 718 . . .
H19, H21 45-50
Liners H11, H12,
H13
42-47 A-286, V-57 . . . H11, H12,
H13
42-47
Rams H11, H12,
H13
40-44 H11, H12,
H13
40-44 H11, H12,
H13
40-44
Containers 4140, 4150, 35-40 4140, 4150, 35-40 H13 35-40

The dies used for the extrusion of aluminum alloys and copper alloys are generally made from AISI H11, H12, or H13
tool steels. For the extrusion of copper alloys, some companies specify tungsten hot-work steels such as H14, H19, and
H21. For the extrusion of steel, H13 solid dies or H13 dies with cast H21 inserts are often used.
Dummy blocks, backers, bolsters, and die rings are routinely made from H11, H12, and H13. For the extrusion of copper,
brass, and steel, H14, H19, and H21 are occasionally used. Nickel alloy 718 and other superalloys are sometimes used for
dummy blocks; use of these alloys often results in extremely long tool life.
Mandrels are generally made of either H11 or H13, regardless of the material being extruded. Most mandrel tips and
inserts for the extrusion of aluminum are made of T1 or M2. Nickel alloy 718 mandrel tips and inserts are commonly used
in the extrusion of copper and brass, but H11, H12, H13, H19, or H21 tips and inserts can be used for the extrusion of
steel.
The liners used in extruding aluminum or steel are usually made of H11, H12, or H13. Liners for the extrusion of copper
and brass are normally made of a nickel- or iron-base superalloy. Rams are generally made of H11, H12, or H13.
Containers for the extrusion of aluminum or copper products are usually made of 4140, 4150, or 4340 alloy steel.
Containers for the extrusion of steel can also be made from alloy steels; however, H13 is generally preferred.
Special Materials. In addition to the materials listed in Table 2, special insert materials and surface treatments have
been specified (particularly for tools used in extruding complex shapes) for applications requiring better resistance to
wear at higher temperatures. Special insert materials include special grades of cemented tungsten carbide, nickel-bonded
titanium carbides, and alumina ceramics. Special surface treatments include nitriding, aluminide coating, and application
of proprietary materials by vapor deposition or sputtering.
Conventional Hot Extrusion
Materials for Hot Extrusion
The numerous uses to which extrusions are applied are constantly increasing. A large portion of metal consumption is in
the form of extrusions. Depending on the material used, extrusions serve the transportation, construction, mechanical, and
electrical industries. Extrusions are used for durable goods, industrial equipment, heating and air conditioning
applications, petroleum production, and the production of nuclear power.
Practically all metals can be extruded, but extrudability varies with the deformation properties of the metal. Soft metals
are easy to extrude; hard metals require higher billet temperatures and extruding pressures as well as sturdier presses and
dies.
Lead and tin exhibit high ductility and are easy to extrude. The addition of alloying elements increases the force
required, but extruding does not present a problem and is carried out with billets heated to a maximum temperature of
about 300 °C (575 °F). Principal applications include pipes, wire, tubes, and sheathing for cable. Molten lead is used
instead of billets for many applications. Vertical extrusion presses are sometimes used to produce protective sheathings of
lead on electrical conductors.
Aluminum and aluminum alloys are probably the ideal materials for extrusion, and they are the most commonly
extruded. Most commercially available aluminum alloys can be extruded. Billet temperatures generally range from about
300 to 595 °C (575 to 1100 °F), depending on the alloy. Principal applications include parts for the aircraft and aerospace
industries, pipes, wire, rods, bars, tubes, hollow shapes, cable sheathing, architectural and structural sections, and
automotive trim. Sections can be extruded from heat-treatable high-strength aluminum alloys.
Magnesium and Magnesium Alloys. Extruded magnesium and magnesium alloy products are used in the aircraft,
aerospace, and nuclear power industries. With similar billet temperatures, the extrudability of these materials is about the
same as that of aluminum, but longer heating periods are usually necessary to ensure uniform temperatures throughout the
billets.
Zinc and Zinc Alloys. The extrusion of zinc and zinc alloys requires pressures that are higher than those necessary for
lead, aluminum, and magnesium. Billet temperatures generally range from about 205 to 345 °C (400 to 650 °F).
Applications include rods, bars, tubes, hardware components, fittings, and handrails.
Copper and copper alloy extrusions are widely used for wire, rods, bars, pipes, tubes, electrical conductors and
connectors, and welding electrodes. Architectural shapes are extruded from brass, but usually in limited quantities. Billet
temperatures vary from about 595 to 995 °C (1100 to 1825 °F). Depending on the alloy, extrudability ranges from easy to
difficult. High pressures (690 MPa, or 100 ksi, or more) are necessary for the extrusion of many copper alloys.
Steels. For the hot extrusion of steel, it is necessary to use glass as a lubricant or some other high-temperature lubricant
to prevent the excessive tooling wear that can result from the high billet temperatures required (995 to 1300 °C, or 1825
to 2375 °F). In addition, high ram speeds are required in order to minimize contact time between the billets and the
tooling. The products produced include structural sections (generally required in small quantities) and tubes with small
bores. For economic reasons, steel structural shapes, especially those needed in large quantities, are better suited to the
rolling process. Alloy and stainless steels are usually extruded in the form of either solid shapes or tubes.
Other metals that are hot extruded include titanium and titanium alloys, nickel and its alloys, superalloys, zirconium,
beryllium, uranium, and molybdenum. Some titanium alloys are more difficult to extrude than steels. Nickel alloys also
can be very difficult to extrude, and billet temperatures above 995 °C (1825 °F) are used. All of these metals are extruded
into tubes, rods, and bars; the bars are often used as forging stock in subsequent operations.
Metal powders are extruded into long shapes by cold and hot processes, depending on the characteristics of the
powders. Aluminum, copper, nickel, stainless steels, beryllium, and uranium are some of the powders that are extruded.
The powders are often compressed into billets that are heated before being placed in the extrusion press. For many
applications, the powders are encapsulated in protective metallic cans, heated, and extruded with the cans. Forging of
metal powders is discussed in detail in the article "Powder Forging" in this Volume; Powder Metal Technologies and
Applications, Volume 7 of the ASM Handbook, is devoted to all aspects of powder metallurgy.
Conventional Hot Extrusion
Characterization of Extruded Shapes
Extruded shapes in aluminum alloys are generally characterized according to geometric complexity. This characterization
is also useful in classifying shapes extruded from other alloys.
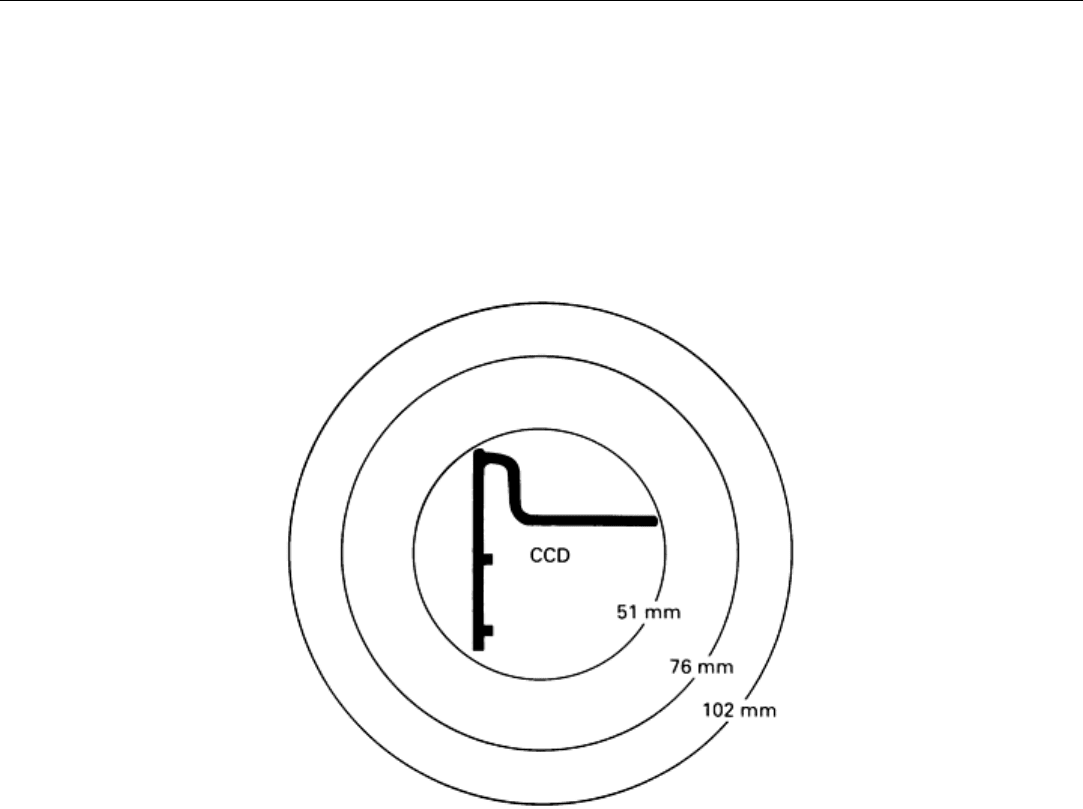
The size of an extruded shape is measured by the diameter of the circle circumscribing the cross section of that
shape (Fig. 11). This dimension is commonly referred to as the circumscribing circle diameter (CCD).
Fig. 11 Definition of size of an extruded section by circumscribing circle diameter
In extrusion, metal tends to flow more slowly at die locations that are far away from the axis of the billet. Therefore, the
larger the circumscribing circle diameter, the more control required to maintain the dimensions of the extruded shape.
Special care is needed in extruding large and thin shapes, especially those with thin portions near the periphery of the die.
Therefore, size is one of the factors that describe the complexity of a shape.
Complexity of an Extruded Shape. Two accepted methods are available for defining the complexity of an extruded
shape. One method involves the use of the shape factor, defined as follows:
(Eq 1)
This factor is a measure of the amount of surface generated per unit weight of metal extruded. The shape factor affects the
production rate as well as the cost of manufacturing and maintaining the dies. It is used by many extruders as a basis for
pricing and provides the designer with a means of comparing the relative complexities of alternate designs. The other
measure of shape complexity is the classification of extruded shapes into different groups, based on the difficulty of
extrusion.
Conventional Hot Extrusion
Operating Parameters
Critical parameters for successful and economical hot extrusion include the method of billet preparation and heating, the
amount of pressure and rate of speed used for extruding, and the type of lubricant employed.
Billet Preparation. The more common metals that are to be extruded are generally cast in the form of cylindrical logs
measuring 3.7 to 6 in (12 to 20 ft) or more in length. These logs are sawed or sheared into billets of varying length,
depending on the cross-sectional area and the length of the product to be extruded.
Additional billet preparation is sometimes necessary, depending on the material to be extruded. For example, it is
necessary to machine the outer surfaces of some steel billets before they are heated; the outer surfaces must then be
descaled after being heated to the extrusion temperature. Best results are attained in backward extrusion by scalping the
billets before extrusion to remove oxides and other impurities from the billet skin. If this is not done, these impurities
would find their way onto the surfaces of the extrusion because of the inherent nature of the metal flow in backward
extrusion.
Before they are extruded, aluminum billets are frequently homogenized by heat treatment. This treatment improves the
extrudability of the material and the surface finish produced.
Billet temperature is important for all materials (see Table 1). A billet temperature that is too high can cause blisters or
other surface defects, including cracking. A temperature that is too low increases the pressure requirements for the
extrusion and shortens tool life.
Pressure Requirements. The unit pressures needed for hot extrusion are significant considerations in press selection
(discussed previously). The determination of pressure requirements is difficult for the extrusion of complicated shapes
and sections--especially those with thin walls. Careful judgments based on past experience must be made for estimates.
Formulas have been developed for estimating pressure requirements, using shape, friction, and other parameters.
However, for less complicated shapes, such as round bars and tubes, a fair approximation of pressure requirements can be
calculated by:
(Eq 2)
where P is the extrusion pressure required (in pounds per square inch or megapascals); k is a numerical value representing
the resistance to deformation, usually based on past experience in extruding a specific metal at a specific temperature; A is
the cross-sectional area of the container liner or, in the case of tubes or other hollow shapes, the cross-sectional area of the
liner minus the cross-sectional area of the mandrel (in square inches or square millimeters); and a is the total cross-
sectional area of the extruded product (the shape area times the number of openings in the die) (in square inches or square
millimeters).
The extrusion pressure requirements determined with Eq 2 are useful, but the values obtained are only approximations.
The factor k varies with such factors as billet temperature, die design, type of metal extruded, amount of reduction
(extrusion ratio), stem speed, and configuration of the extruded product. Billet length, nonhomogeneous metal flow, and
friction also influence pressure requirements.
Unit pressures generally range from 450 to 760 MPa (65 to 110 ksi), with a maximum of about 1035 MPa (150 ksi).
When practical, it is generally desirable to use a press with a capacity exceeding that actually required. This allows lower
billet temperatures and faster stem speeds to be used and provides improved properties in the extruded products.
Stem Speeds. Optimal stem speeds are essential for hot extrusion. Excessive speed can cause overheating of the billet
as well as tears and other surface defects. A speed that is too slow reduces productivity and increases the required
extrusion pressure because of billet cooling. Slow speeds can also decrease tool life because of prolonged contact time
between the tools and the hot billet. Typical stem speeds for various metals are:
Stem speed
Material
mm/s
in./s
Steel 152-203
6-8
Copper 51-76
2-3
Aluminum
12.7-25.4
-1
The use of variable-delivery pumps and adjustable valves facilitates control of stem speed. Automatic control is available
for maintaining constant speed throughout the extruding cycle.
Lubrication is another important operating parameter. The types of lubricants used and the effects of lubrication are
discussed in the section "Lubricated Hot Extrusion" in this article.
Conventional Hot Extrusion
Operating Parameters
Critical parameters for successful and economical hot extrusion include the method of billet preparation and heating, the
amount of pressure and rate of speed used for extruding, and the type of lubricant employed.

Billet Preparation. The more common metals that are to be extruded are generally cast in the form of cylindrical logs
measuring 3.7 to 6 in (12 to 20 ft) or more in length. These logs are sawed or sheared into billets of varying length,
depending on the cross-sectional area and the length of the product to be extruded.
Additional billet preparation is sometimes necessary, depending on the material to be extruded. For example, it is
necessary to machine the outer surfaces of some steel billets before they are heated; the outer surfaces must then be
descaled after being heated to the extrusion temperature. Best results are attained in backward extrusion by scalping the
billets before extrusion to remove oxides and other impurities from the billet skin. If this is not done, these impurities
would find their way onto the surfaces of the extrusion because of the inherent nature of the metal flow in backward
extrusion.
Before they are extruded, aluminum billets are frequently homogenized by heat treatment. This treatment improves the
extrudability of the material and the surface finish produced.
Billet temperature is important for all materials (see Table 1). A billet temperature that is too high can cause blisters or
other surface defects, including cracking. A temperature that is too low increases the pressure requirements for the
extrusion and shortens tool life.
Pressure Requirements. The unit pressures needed for hot extrusion are significant considerations in press selection
(discussed previously). The determination of pressure requirements is difficult for the extrusion of complicated shapes
and sections--especially those with thin walls. Careful judgments based on past experience must be made for estimates.
Formulas have been developed for estimating pressure requirements, using shape, friction, and other parameters.
However, for less complicated shapes, such as round bars and tubes, a fair approximation of pressure requirements can be
calculated by:
(Eq 2)
where P is the extrusion pressure required (in pounds per square inch or megapascals); k is a numerical value representing
the resistance to deformation, usually based on past experience in extruding a specific metal at a specific temperature; A is
the cross-sectional area of the container liner or, in the case of tubes or other hollow shapes, the cross-sectional area of the
liner minus the cross-sectional area of the mandrel (in square inches or square millimeters); and a is the total cross-
sectional area of the extruded product (the shape area times the number of openings in the die) (in square inches or square
millimeters).
The extrusion pressure requirements determined with Eq 2 are useful, but the values obtained are only approximations.
The factor k varies with such factors as billet temperature, die design, type of metal extruded, amount of reduction
(extrusion ratio), stem speed, and configuration of the extruded product. Billet length, nonhomogeneous metal flow, and
friction also influence pressure requirements.
Unit pressures generally range from 450 to 760 MPa (65 to 110 ksi), with a maximum of about 1035 MPa (150 ksi).
When practical, it is generally desirable to use a press with a capacity exceeding that actually required. This allows lower
billet temperatures and faster stem speeds to be used and provides improved properties in the extruded products.
Stem Speeds. Optimal stem speeds are essential for hot extrusion. Excessive speed can cause overheating of the billet
as well as tears and other surface defects. A speed that is too slow reduces productivity and increases the required
extrusion pressure because of billet cooling. Slow speeds can also decrease tool life because of prolonged contact time
between the tools and the hot billet. Typical stem speeds for various metals are:
Material
Stem speed
mm/s
in./s
Steel 152-203
6-8
Copper 51-76
2-3
Aluminum
12.7-25.4
-1
Brass 25-51 1-2
The use of variable-delivery pumps and adjustable valves facilitates control of stem speed. Automatic control is available
for maintaining constant speed throughout the extruding cycle.
Lubrication is another important operating parameter. The types of lubricants used and the effects of lubrication are
discussed in the section "Lubricated Hot Extrusion" in this article.
Conventional Hot Extrusion
Applications for Computer-Aided Design and Manufacture (CAD/CAM)
In current industrial practice, the design of extrusion dies, whether of the flat or conical type, is still an art rather than a
science. Die design for a new extrusion is developed from previous experience and through costly experimentation and
in-plant trials. Therefore, process and die development may require relatively long periods of time and may tie up
extrusion presses that should be used for actual production. Automated design systems have been developed for
nonlubricated and lubricated extrusion processes to reduce the costs of designing and manufacturing extrusion dies (Ref
11, 12, 13, 14).
Many years of experience lie behind the production of extrusion dies with increasing complexity of shape, thinness of
section, and quality of surface. Some of this experience is rationalized in empirical design rules, but much die design still
relies on personal judgment, intuition, and experience. The dies are proven out through the production of trial extrusions.
Invariably, the die orifice is corrected to achieve the required control of cross-sectional dimensions, straightness, and
surface quality.
The objectives of applying CAD techniques to extrusion are:
• To provide a scientific basis and to rationalize the die design procedure as much as possible
• To improve productivity by reducing the trials and corrections needed to prove out the dies
• To optimize die design in order to achieve optimal material yield and maximum productivity
• To reduce the lead time required for designing and manufacturing the die
• To reduce die manufacturing costs by using cost-ef
fective numerical control (NC) machining techniques
whenever appropriate
Computer-Aided Design and Manufacture of Flat Dies
Design. Flat dies are primarily used for the extrusion of aluminum alloys. They consist of flat disks of tool steel
containing one or more shaped orifices (Ref 15). The hot metal is forced (extruded) through these orifices to produce the
desired sections (Fig. 12). The detailed design of the die involves determination of the following:
• Optimal number of shaped orifices in the die
• Location of the orifices relative to the billet axis for uniform metal flow through each orifice