ASM Metals HandBook Vol. 14 - Forming and Forging
Подождите немного. Документ загружается.

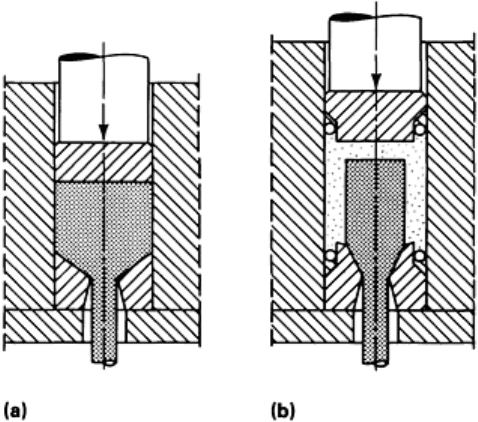
In the simplest method of hydrostatic extrusion, the metal is extruded through a conical die into the atmosphere in much
the same way as in conventional extrusion (Fig. 1). The container with the pressure-transmitting fluid is sealed with high-
pressure seals at the ram and the die. Extrusion begins as soon as the hydrostatic pressure has reached a sufficiently high
value, depending on the flow stress of the material and the extrusion ratio.
Fig. 1 Comparison of the conventional extrusion (a) and hydrostatic extrusion (b) processes
Extrusion Pressure. A pressure peak is found at the beginning of extrusion in the hydrostatic process. It is needed to
initiate metal flow, which is hindered by friction at the die until a lubricating film and steady-state conditions have
developed. This pressure peak can be very high, particularly if breakdown of the lubricant film occurs. The rapid decrease
in pressure after extrusion begins can sometimes lead to the development of periodic oscillations in pressure; this is
known as the stick-slip effect. It can be eliminated through the use of viscous dampers (Ref 1, 2) or by minimizing the
amount of hydrostatic fluid used.
After the initial pressure peak, the steady-state pressure remains constant because there is no friction at the wall of the
container (Fig. 2). The steady-state extrusion pressure required depends on the work material and is linearly related to the
natural logarithm of the extrusion ratio R according to the empirical equation:
p = k
1
ln R + k
2
(Eq 1)
where k
1
and k
2
are constants. Figure 3 illustrates this relationship for the cold extrusion of round billets to rod for several
alloys. The gradient of the lines would be slightly steeper for more complex sections.
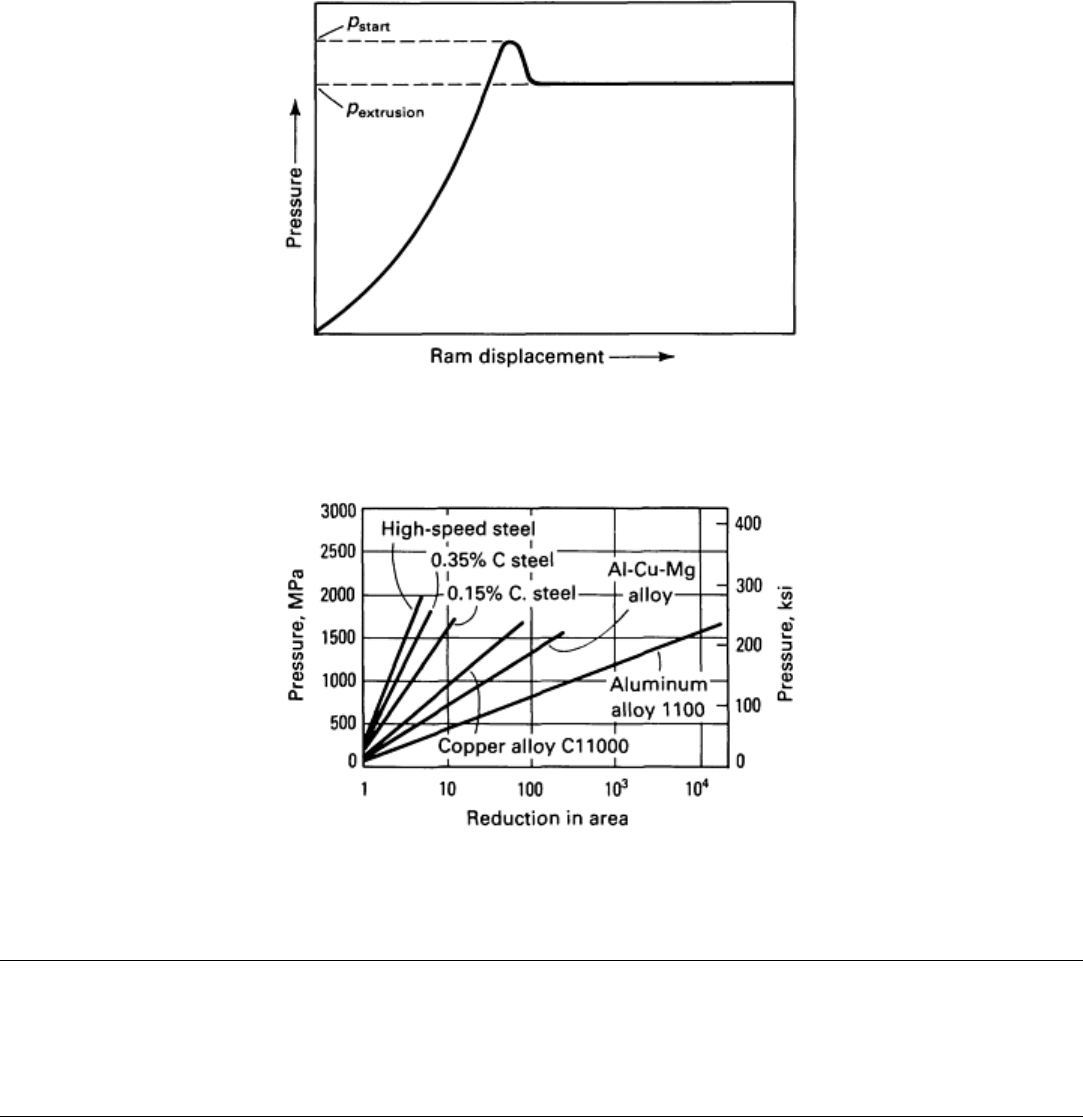
Fig. 2 Pressure variation versus ram displacement during hydrostatic extrusion
Fig. 3 Extrusion pressure versus reduction of area in cold hydrostatic extrusion of various materials
References cited in this section
1.
A.H. Low and C.J.H. Donaldson, Report 289, The National Engineering Laboratory, 1967
2.
H.L.D. Pugh, Hydrostatic Extrusion of Steel, Iron Steel, Vol 45, 1972, p 29-44, 49-51
Hydrostatic Extrusion
Simple Hydrostatic Extrusion of Brittle Materials
Most brittle materials are subject to circumferential (transverse) and longitudinal surface cracking during hydrostatic
extrusion. This cracking can be avoided through the use of either fluid-to-fluid extrusion or double-reduction dies. In
fluid-to-fluid extrusion, the billet is hydrostatically extruded into a fluid at a lower pressure. This method has several
disadvantages, including high tooling and operating costs, extrusion lengths that are limited to the length of the secondary
chamber, and increased fluid pressure required for extrusion. For these reasons, the fluid-to-fluid process may not be
suitable for many industrial applications.
The problem of extruding low-ductility metals was approached in a different way by researchers at Battelle Columbus
Division (Ref 3), who established that the cracks or fracture first developed in the rear section of the die land,
immediately before the exit plane, and that the surface cracking resulted from residual tensile stresses as the product left
the die. The cracks observed were either longitudinal or transverse across the extruded product, depending on whether the
predominating residual stresses were longitudinal or circumferential. This phenomenon was noted much earlier in rod and
tube drawing (Ref 4). It was discovered that it is possible to reverse the residual stresses at the surface to compressive
stresses by a subsequent draw with a low reduction in area (<2%).
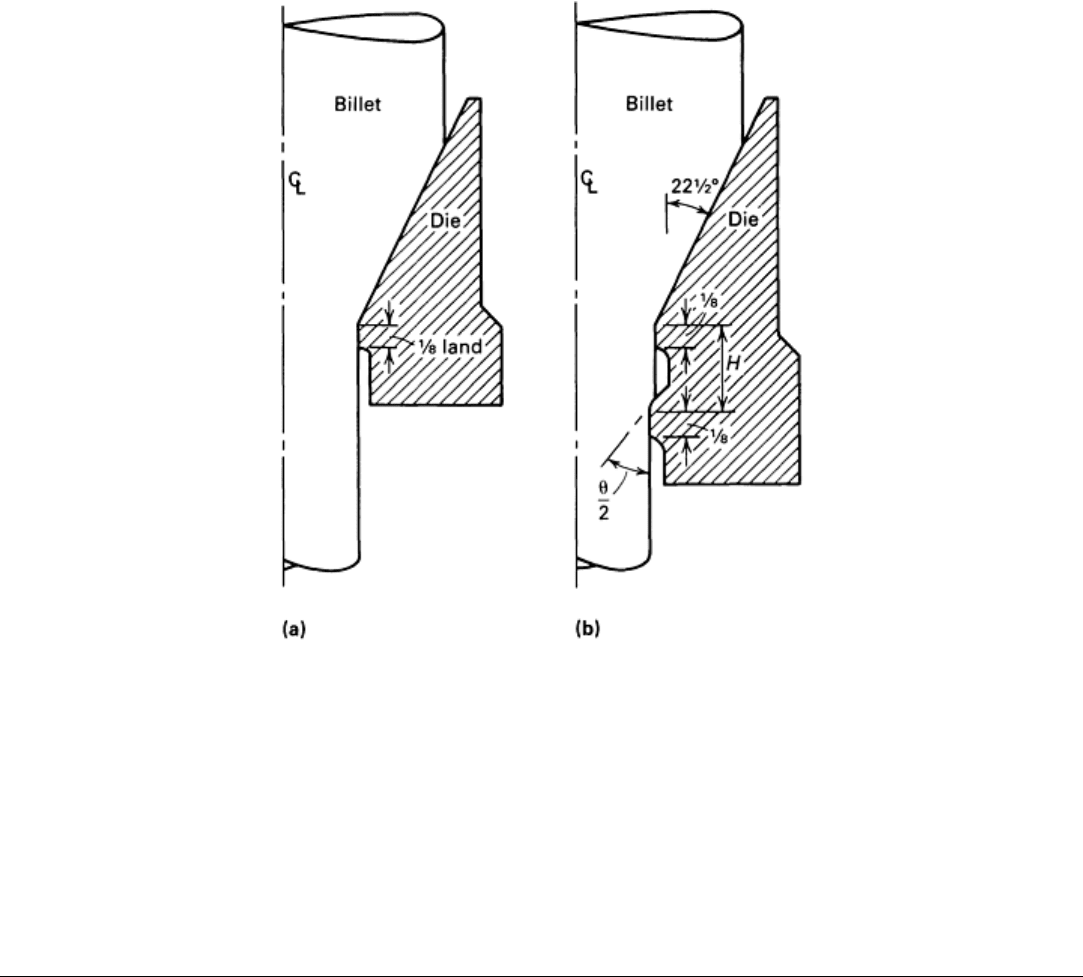
The work of these investigators led to the development of the double-reduction die (Ref 4). Figure 4 compares a standard
die with a double-reduction die. The double-reduction die used for the experiments was designed to give a 2% reduction
in the second step. This method has been successfully applied to the extrusion of brittle materials, including beryllium and
TZM molybdenum alloy, without any cracking. The lubricant used was polytetrafluoroethylene (PTFE), and the
pressurizing fluid was castor oil. The results may be applicable to conventional cold extrusion through a lubricated
conical die (Ref 3).
Fig. 4 Standard die (a) and double reduction die (b) for the hydrostatic extrusion of brittle materials. H,
distance between the start of each bearing; θ, included angle at second reduction.
Dimensions given in inches.
Source: Ref 5
It is believed that the small second reduction prevents cracking by imposing an annular counterpressure on the extrusion
as it exits the first portion of the die. This counters the axial tensile stresses arising from residual stresses, elastic bending,
and friction. Prevention of circumferential cracks upon exit from the second portion of the die is believed to be associated
with the favorable permanent change in residual stresses in the workpiece caused by the small second reduction (Ref 5).
References cited in this section
3.
R.J. Fiorentino, B.D. Richardson, and A.M. Sabroff, Hydrostatic Extrusion of B
rittle Materials: Role of
Design and Residual Stress Formation, Met. Form., 1969, p 107-110
4.
H. Buhler, Austrian patent 139,790, 1934; British patent 423,868, 1935
5.
R.J. Fiorentino, Selected Hydrostatic Extrusion Methods and Extruded Materials, in Hy
drostatic Extrusion:
Theory and Applications, N. Inoue and M. Nishihara, Ed., Elsevier Applied Science Publishers, 1985, p 284-
322
Wire, Rod, and Tube Drawing
Introduction
IN THE DRAWING PROCESS, the cross-sectional area and/or the shape of a rod, bar, tube, or wire is reduced by pulling
through a die. One of the oldest metal-forming operations, drawing allows excellent surface finishes and closely
controlled dimensions to be obtained in long products that have constant cross sections. In drawing, a previously rolled,
extruded, or fabricated product with a solid or hollow cross section is pulled through a die at exit speeds as high as several
thousand feet per minute (Ref 1, 2). The die geometry determines the final dimensions, the cross-sectional area of the
drawn product, and the reduction in area. Drawing is usually conducted at room temperature using a number of passes or
reductions through consecutively located dies. An important exception is the warm drawing of tungsten to make
incandescent lamp filaments. Annealing may occasionally be necessary after a number of drawing passes before the
drawing operation is continued. The deformation is accomplished by a combination of tensile and compressive stresses
that are created by the pulling force at the exit from the die and by the die configuration.
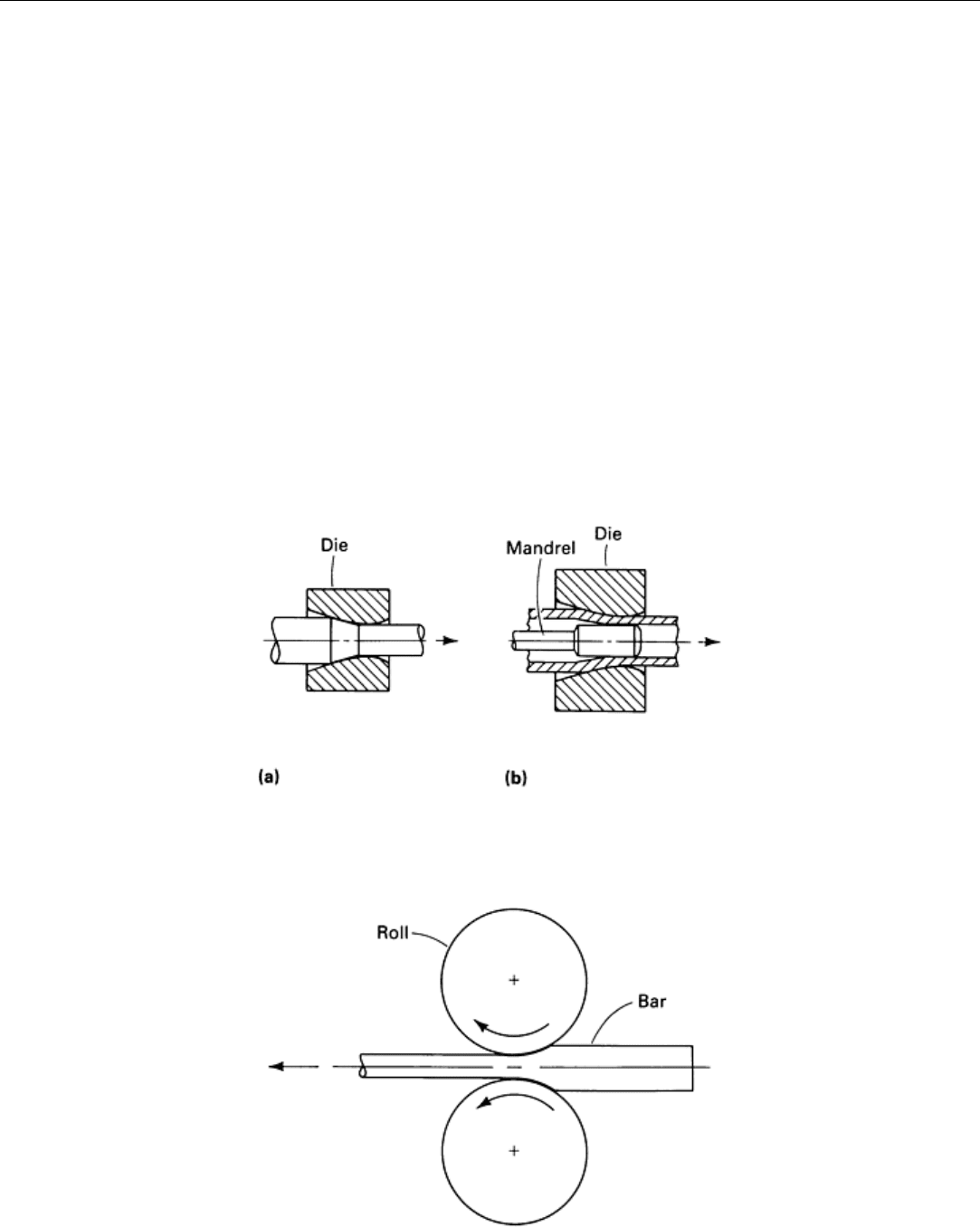
In wire or rod drawing (Fig. 1 and 2), the section is usually round but could also be a shape. In the cold drawing of
shapes, the basic contour of the incoming shape is established by cold-rolling passes that are usually preceded by
annealing. After rolling, the section shape is refined and reduced to close tolerances by cold drawing (Ref 3). Again, a
number of annealing steps may be necessary to eliminate the effects of strain hardening, that is, to reduce the flow stress
and to increase the ductility.
Fig. 1 Drawing of rod or wire (a) and tube (b).
Fig. 2 Drawing of a bar through undriven rolls.
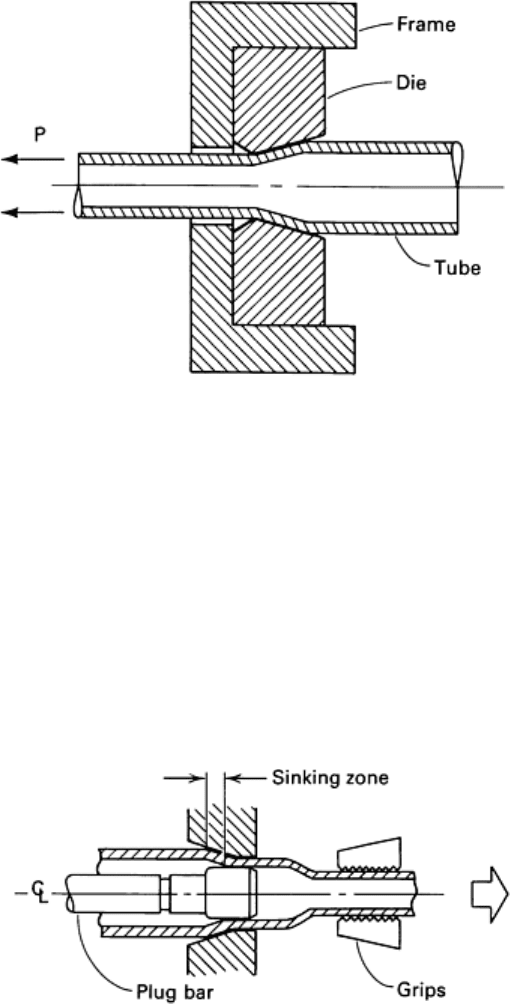
In tube drawing without a mandrel (Fig. 3), also called tube sinking, the tube is initially pointed to facilitate feeding
through the die; it is then reduced in outside diameter while the wall thickness and the tube length are increased. The
magnitudes of thickness increase and tube elongation depend on the flow stress of the drawn part, die geometry, and
interface friction.
Fig. 3 Tube drawing without a mandrel (tube sinking).
Drawing with a fixed plug (Fig. 4) is widely known and used for drawing large-to-medium diameter straight tubes. The
plug, when pushed into the deformation zone, is pulled forward by the frictional force created by the sliding movement of
the deforming tube. Therefore, the plug must be held in the correct position with a plug bar. In drawing long and small-
diameter tubes, the plug bar may stretch and even break. In such cases, it is advantageous to use a floating plug (Fig. 5).
This process can be used to draw any length of tubing by coiling the drawn tube at speeds as high as 10 m/s (2000 ft/min).
In drawing with a moving mandrel (Fig. 6), the mandrel travels at the speed at which the section exits the die. This
process, also called ironing, is widely used for thinning the walls of drawn cups or shells in, for example, the production
of beverage cans or artillery shells.
Fig. 4 Drawing with a fixed plug.
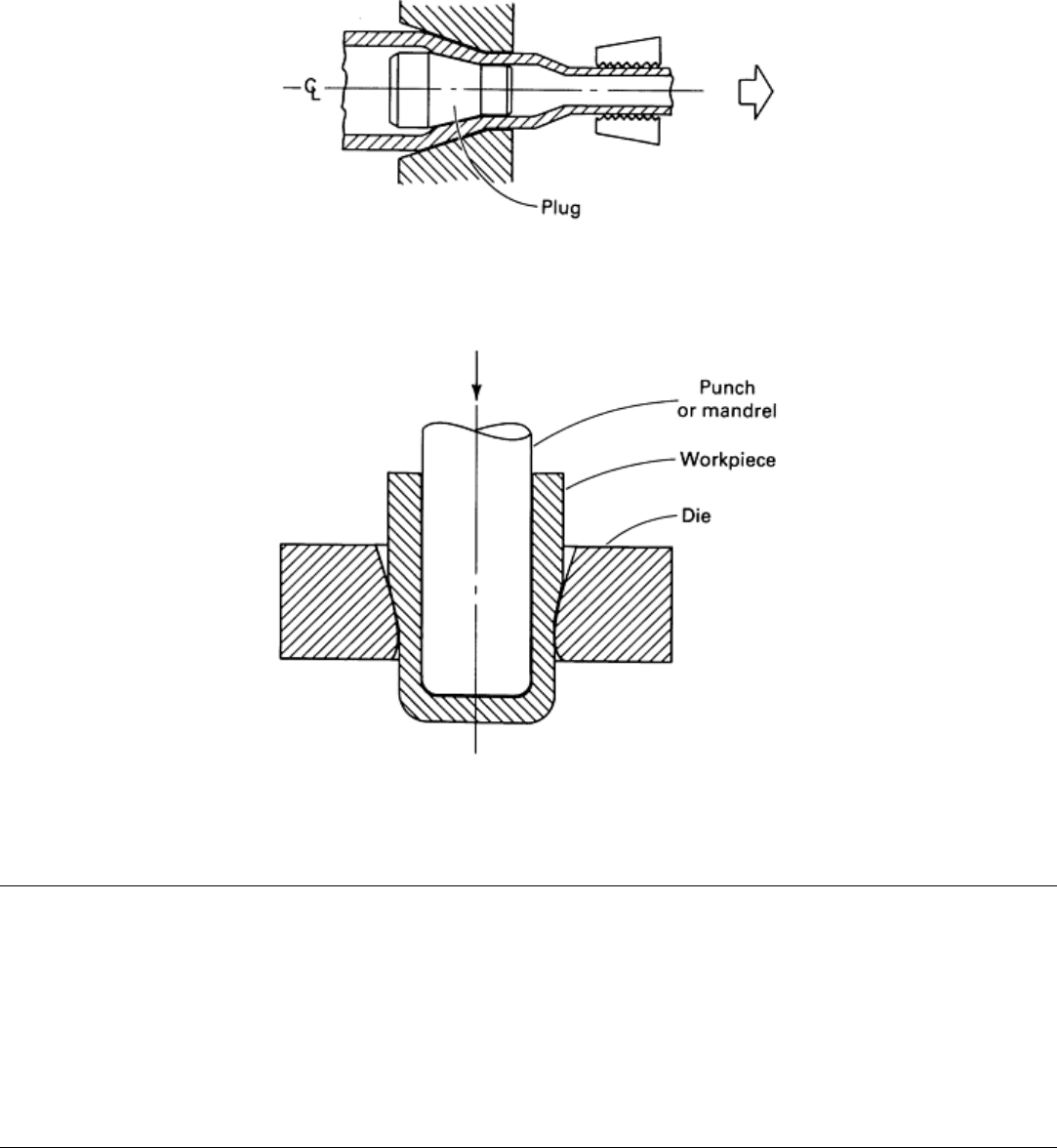
Fig. 5 Drawing with a floating plug.
Fig. 6 Drawing with a moving mandrel.
References
1.
G.E. Dieter, Mechanical Metallurgy, 2nd ed., McGraw-Hill, 1976, p 658
2.
K. Lange, Ed., Massiveforming, in Textbook of Forming Technology, Vol II, Springer-
Verlag, 1974, p 227
(in German)
3.
"Rathbone Cold-Drawn Profile Shapes and Pinion Rods," Technical Brochure, Rathbone Corporation
Wire, Rod, and Tube Drawing
Basic Mechanics of Drawing (Ref 4)
It is fundamental that the pulling force, or drawing stress, cannot exceed the strength of the wire or rod being drawn
(otherwise, fracture or unstable deformation would occur). In fact, practical considerations often limit the drawing stress
to about 60% of the as-drawn flow stress. Therefore, the area reduction per drawing pass is rarely greater than 30 to 35%.
A particularly common reduction is that of an American Wire Gauge of 1, or about 20.7%. Thus, many reductions or
drawing passes are needed to achieve a large overall reduction. Much larger reductions can be achieved in a single
operation with extrusion. Alternatively, drawing can be used to generate larger quantities of small-diameter product (for
example, 0.01 mm, or 0.0004 in.) with excellent dimensional control (assuming proper die maintenance).
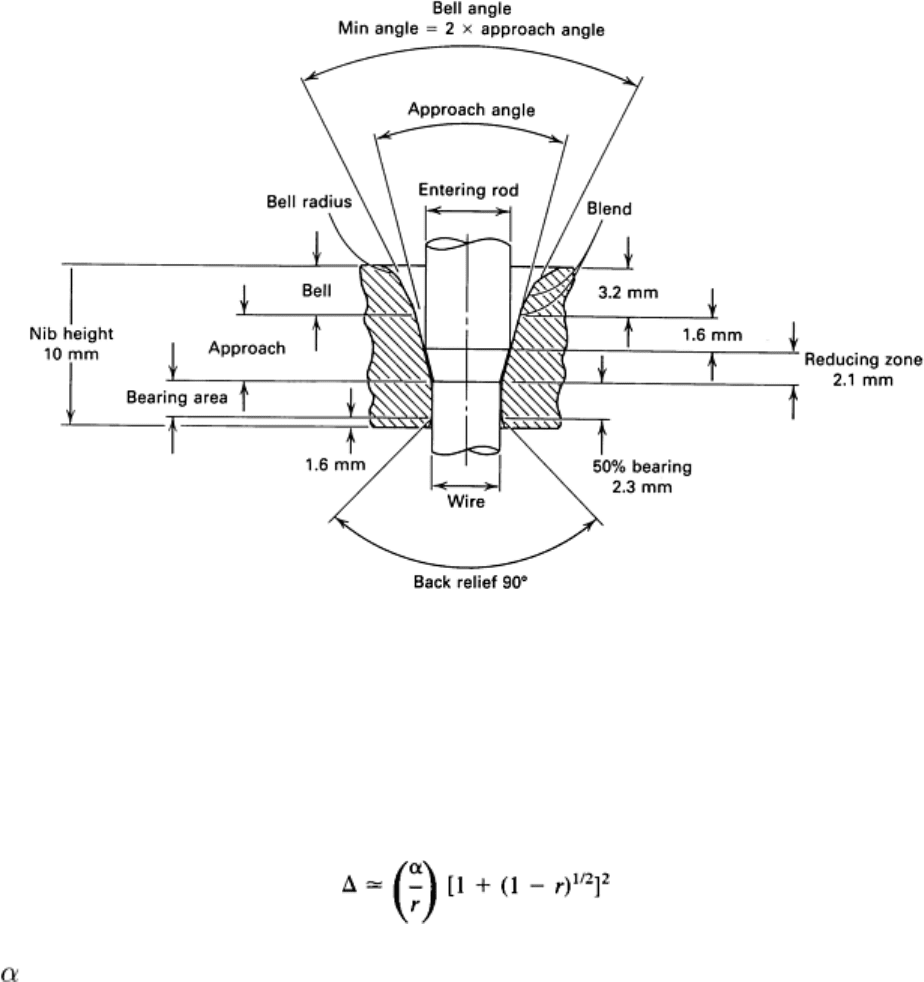
Approach Angle. A typical carbide drawing die is illustrated in Fig. 7. The wire or rod makes contact in the drawing
cone along the approach angle and is reduced to the dimensions of the drawing cone exit. The bearing region involves no
further reduction and allows the die to be refinished without a change in the exit dimensions of the drawing cone. The
back relief reduces the amount of abrasion that takes place if the drawing stops or if the die is out of alignment. A
lubricant is introduced at the bell portion of the die and is pulled into the die/wire interface by the moving wire.
Fig. 7 Cross section
of a typical wire die for drawing 5.5 mm (0.218 in.) diam rod to 4.6 mm (0.180 in.) diam
wire (17% reduction per pass).
The approach angle is perhaps the most important feature of the die for most applications. The effect of the approach
angle on metal flow cannot easily be considered independent of the drawing reduction, and modern drawing theory
incorporates both into the Δ parameter:
where is the approach semiangle (one-half the included angle) in radians and r is the fractional drawing reduction,
given by:
r = 1 - A
1
/A
0
where A
0
and A
1
are the starting and finishing cross-sectional areas, respectively. Commercial die design often involves
approach semiangles in the range of 6 to 10° and drawing reductions of about 20%. The corresponding Δ values typically
range from 2 to 3, with higher values corresponding to lower reductions and higher die angles, and lower values
corresponding to higher reductions and lower die angles.
Effect of Friction. Basically, low Δ values may involve excessive frictional work between the wire and the drawing
cone, and high Δ values involve redundant work or plastic strain beyond that calculable from the reduction in area of the
pass. Some degree of redundant work exists for Δ> 1, with redundant work increasing as Δ increases, much as frictional
work can increase as Δ decreases. The net effect is that some intermediate value of Δ involves the minimum work, and
therefore the minimum drawing force, because the drawing force multiplied by the drawing velocity is the work
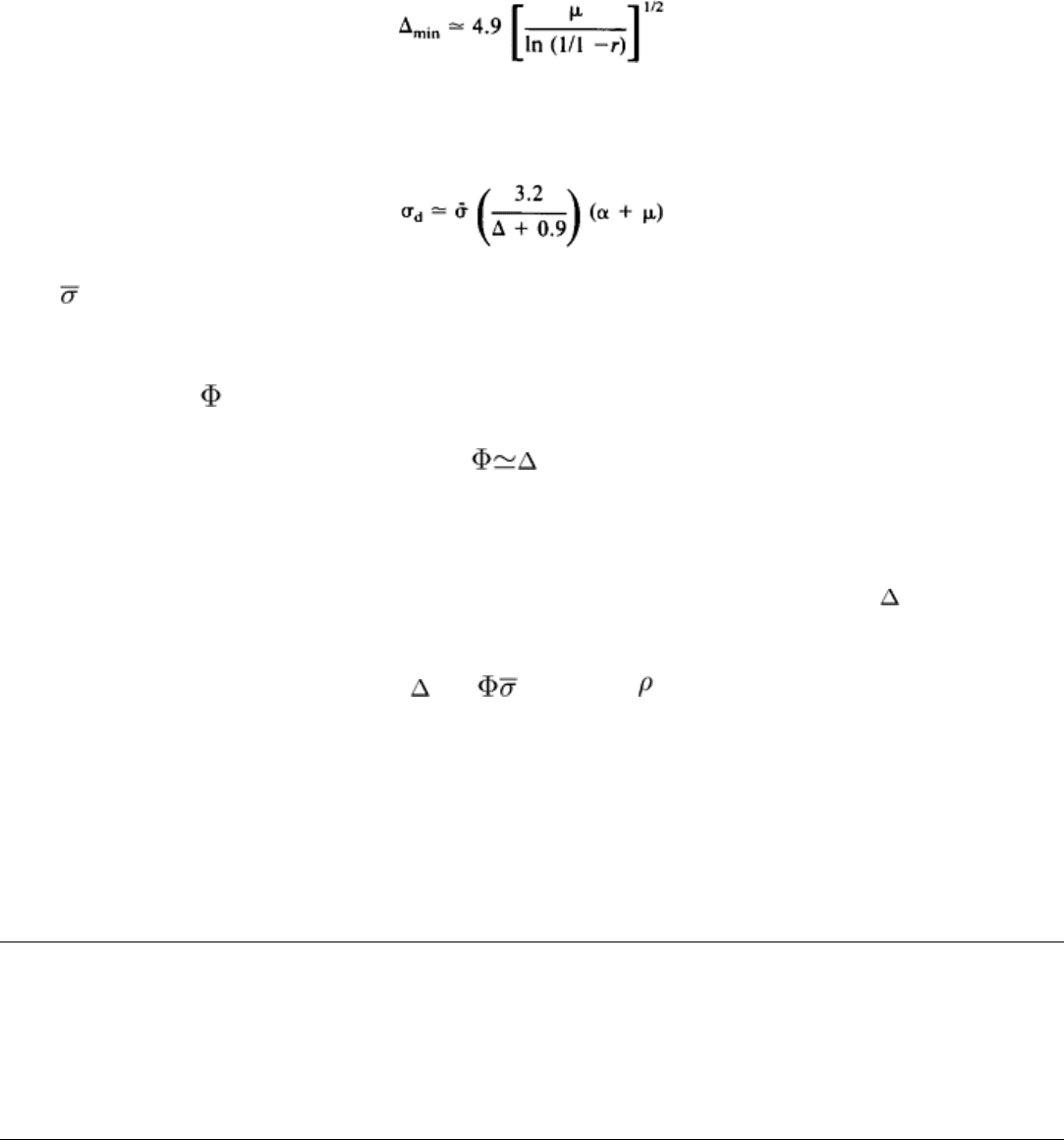
consumed per unit time. Similarly, the drawing stress equals the work per unit volume of wire drawn. The Δ for minimum
drawing stress can be approximated by:
where μ is the coefficient of friction between the wire and the drawing cone. The drawing stress σ
d
can be usefully
approximated as:
where is the average strength or flow stress of the wire during the drawing pass.
Redundant Work of Deformation. Redundant work is expressed in terms of the redundant work factor or the ratio
of total plastic deformation work to the work implied by dimensional change. Experimental studies suggest that the
redundant work factor can be estimated to be:
/6 + 1
Heat Generation During Drawing. The management of heat is of great concern in drawing; practical cold-drawing
operations can involve wire temperature increases of a few hundred degrees Kelvin. Much heat is generated directly by
the plastic deformation, and this heat is only partially removed by interpass cooling. The dies extract little heat under
commercial conditions and become very hot. Under adiabatic conditions, the temperature increase T
d
associated with
plastic deformation in a single pass is approximately:
T
d
= ln (1/1 - r)/C
where C and ρ are the heat capacity and density of the wire, respectively. Additional heat generation is associated with
frictional work. This heat is concentrated at the die/wire interface and can lead to diminished lubrication, further heating,
and catastrophic lubricant breakdown. Accompanying problems include poor wire surface quality and metallurgical
changes near the wire surface. If the coefficient of friction is not influenced by Δ, frictional heating is aggravated by low
Δ processing. Fortunately, there is a tendency for low approach angles (and thus low Δ) to foster hydrodynamic
lubrication and a reduced coefficient of friction.
Reference cited in this section
4.
M.B. Bever, Ed., Encyclopedia of Material Sciences and Engineering,
Vol 2, Pergamon Press and The MIT
Press, 1986
Wire, Rod, and Tube Drawing
Preparation for Drawing (Ref 5)
One or more of three basic preparation steps--heat treatment, surface preparation, and pointing--are usually required prior
to successful cold drawing. These three steps are naturally dependent on the state of the part before drawing and on the
desired drawing results.

Heat treatment usually involves annealing or softening so that the material is ductile enough for the intended
percentage of reduction. This is particularly necessary for certain metals that are hard or brittle in the hot-worked state or
for previously cold-drawn parts that have already been work hardened too much to allow further reduction.
Annealing. In the wire industry, a wide variety of in-process annealing operations are available for rendering coiled
material suitable for further processing that may require formability, drawability, machinability, or a combination of these
characteristics. One large wire mill reported using 42 separate and distinct annealing cycles, most of which represented
compromises between practical considerations and optimal properties. For example, annealing temperatures below those
that might yield optimal softness sometimes must be used in order to avoid the scaling of wire coils, which can often
occur even in controlled-atmosphere furnaces. Even slight scaling can cause the coil wraps to stick together, and this can
impede coil payoff in subsequent operations.
Patenting is a special form of annealing that is peculiar to the rod and wire industry. In this process, which is usually
applied to medium- and higher-carbon grades of steel, the rod or wire products are uncoiled, and the strands are delivered
to an austenitizing station. The strands are then cooled rapidly from above the full annealing temperature (A
3
) in a molten
medium (usually lead at about 540 °C, or 1000 °F) for a period of time sufficient to allow complete transformation to a
fine pearlitic structure. Salt baths and fluidized beds have also been used for this purpose. This treatment increases
considerably the amount of subsequent wire-drawing reduction that the product can withstand and permits the production
of high-strength wire. Successive drawing and patenting steps can be used to obtain the desired size and strength level.
Surface Preparation. To prevent damage to the workpiece surface or the draw die during cold drawing, the starting
stock must first be cleaned of surface contaminants, such as scale, glass, and heavy rust. This cleaning usually involves
the use of various pickling or shotblasting methods. In many cases, especially when tubes are being drawn, the surface
can also be coated or prelubricated by phosphatizing, plating, soaping, or liming methods. If no intermediate annealing is
required, some of the prelubricating methods permit several cold-drawing passes without repeated treatment. Solid bars or
rods are generally lubricated by oil during the drawing process.
To provide a wire of good surface quality, it is necessary to have clean wire rod with a smooth oxide-free surface.
Conventional hot-rolled rod must be cleaned in a separate operation, but with the advent of continuous casting, which
provides better surface quality, a separate cleaning operation is not required. Instead, the rod passes through a cleaning
station as it exits the rolling mill.
Pointing, sometimes called chamfering, involves the preparation of a short length of one end of the starting part to a size
slightly smaller than the draw die. The prepared end, called the point, is thus ready for insertion through the draw die for
gripping. The actual pointing operation is usually performed at room temperature by swaging, rolling, or turning.
However, it can be performed after preheating and can also be done by hammering, acid etching, or grinding.
In some cases, these pointing operations can be avoided through the use of push pointing, which involves pushing the end
a short distance through the die. Pushing forces, however, are much higher than pulling forces. As a result, starting parts
having small diameters and slender sections may buckle during the push-pointing process. This buckling action can be
minimized by proper support, but parts having a diameter of about 9.5 mm (0.37 in.) or less generally must be pointed by
one of the methods previously described.
Reference cited in this section
5.
W. Wick, Ed., Forming, Vol II, 4th ed., Tool and Manufacturing Engineers Handbook,
Society of
Manufacturing Engineers, 1984
Wire, Rod, and Tube Drawing
Drawing of Rod and Wire (Ref 5)
An overall view of the process by which steel wire is drawn from rods is shown in Fig. 8. Methods and equipment used
for the cold drawing of rod and wire, as well as small-diameter tubing, are generally designed so that the products can be