ASM Metals HandBook Vol. 14 - Forming and Forging
Подождите немного. Документ загружается.

(Eq 1)
where ∆b is the wall reduction increment, ∆h is the height reduction increment, h is the ring height, and b is the ring wall
thickness. Equation 1 is derived from consideration of the spread that occurs when rolling with an open pass (Fig. 15). At
the relatively low deformation rates per revolution that occur in ring rolling, plastic deformation takes place in the outer
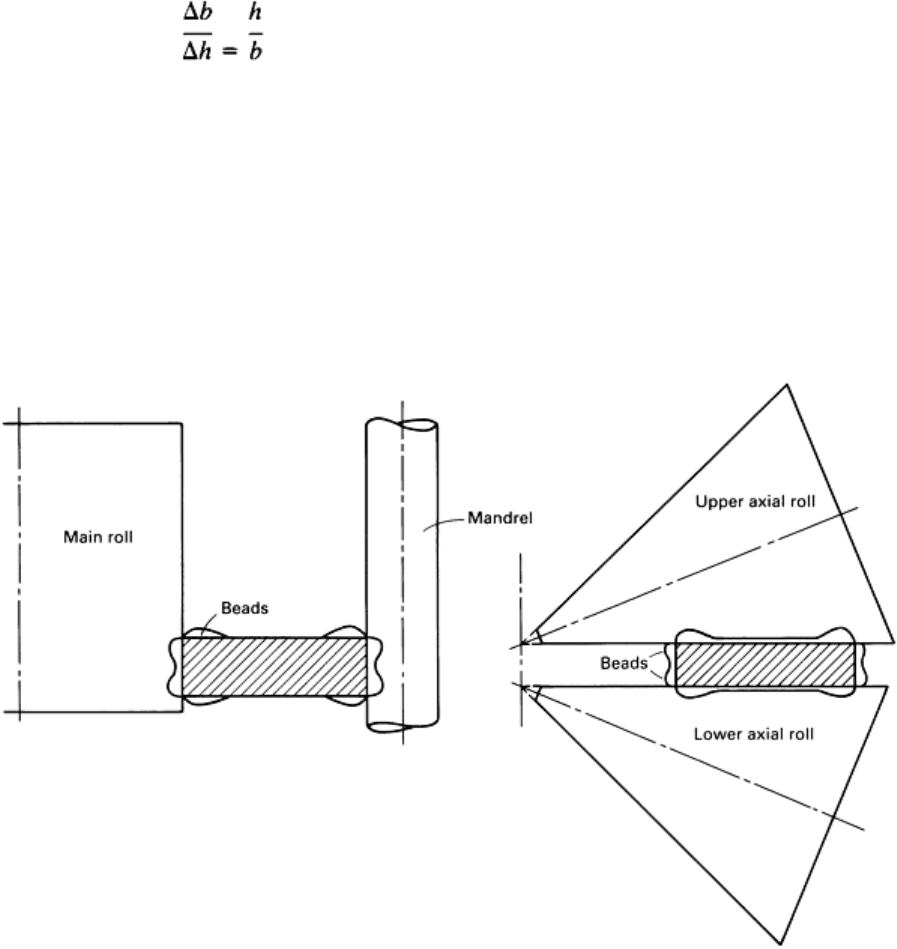
layers of the material, but the center tends to remain rigid/elastic. In the radial pass, this causes beads (Fig. 15) to form
because of the lateral spread where the rolls and the ring are in contact. When these beads are rolled by the axial pass,
greater circumferential growth takes place at the inner and outer diameters than in the region of the ring mean diameter.
The material in this region is stretched, and a further reduction in height results, continuing the formation of hollows in
the ring faces. Excess axial rolling removes this defect, but leads to the same type of defect on the inside and outside
diameter surfaces of the ring (Fig. 16).
Fig. 15 Formation of beads during radial-axial rolling.
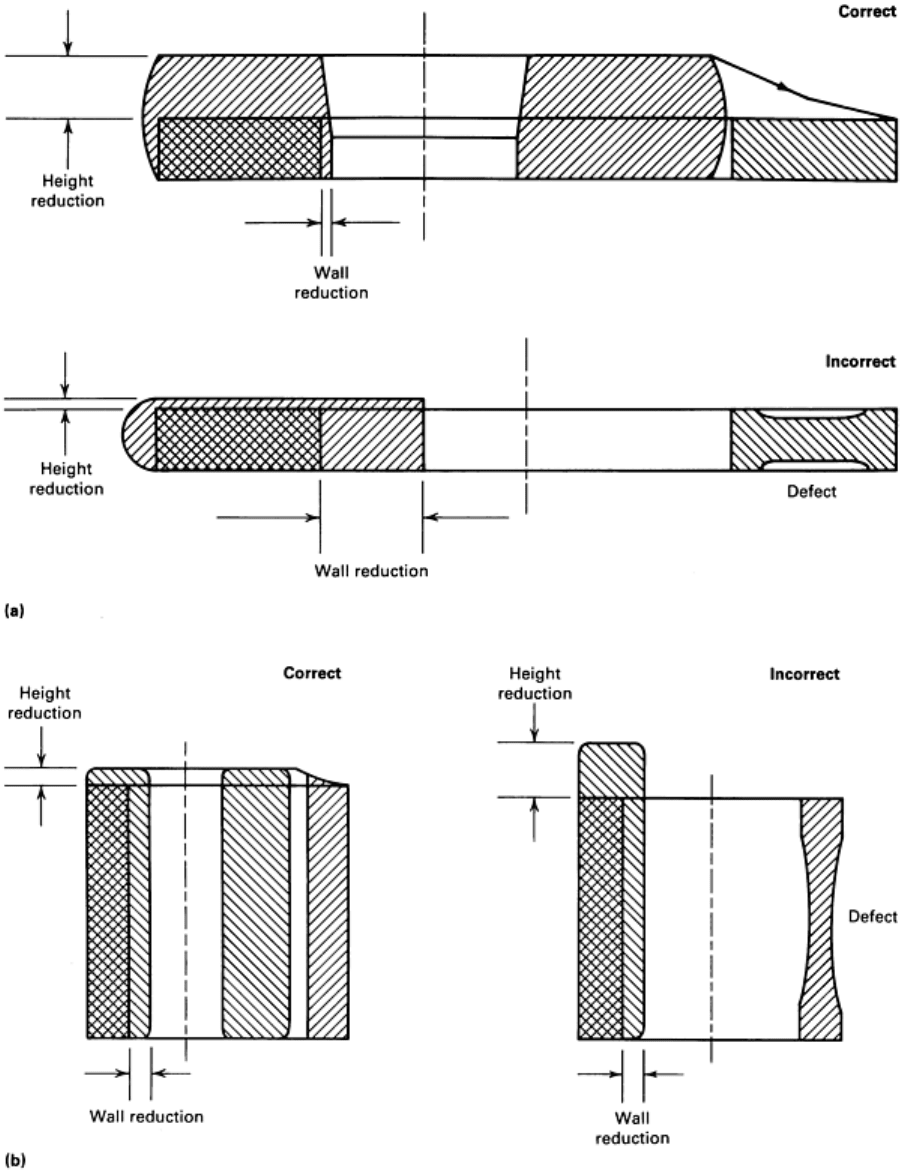
Fig. 16 Effect of blank design and wall-to-height reduction ratios in ring rolling. (a) Rolling of washer-
type
rings. (b) Rolling of sleeve-type rings
A secondary effect of bead formation caused by excess radial rolling is that ring height on the exit side of the radial pass
is significantly greater than that on the ingoing side. Contact between the beaded ring bottom face and the table plate on
the exit side of the radial pass causes the ring to lift from the horizontal plane and it attempts to spiral up the radial pass.
The ring then either goes out of control and rolling must be halted, or the ring is held down (especially washer-type rings)
and the cross section is distorted (takes on a dishlike shape). Maintenance of the Vieregge relationship (Eq 1) between
incremental wall-to-height reduction and instantaneous ring-height-to-wall ratio prevents the above defects from forming.
The following relationship results from Eq 1:
h
2
- b
2
= constant
(Eq 2)
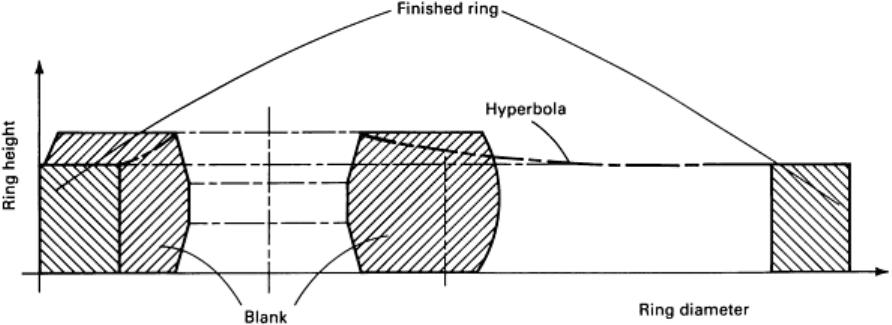
that is, a hyperbolic relationship exists between wall thickness and ring height. In addition, given a constant volume of
material, a hyperbolic relationship must be maintained between instantaneous ring height and diameter (Fig. 17).
Fig. 17 Hyperbolic relationship between ring height and ring diameter at any instant
Typical cross-sectional rolling curves derived using Eq 1 and 2 are shown in Fig. 18. The critical nature of starting blank
design is highlighted by Eq 1 and 2 because there is only one theoretically ideal starting blank cross section for any ring.
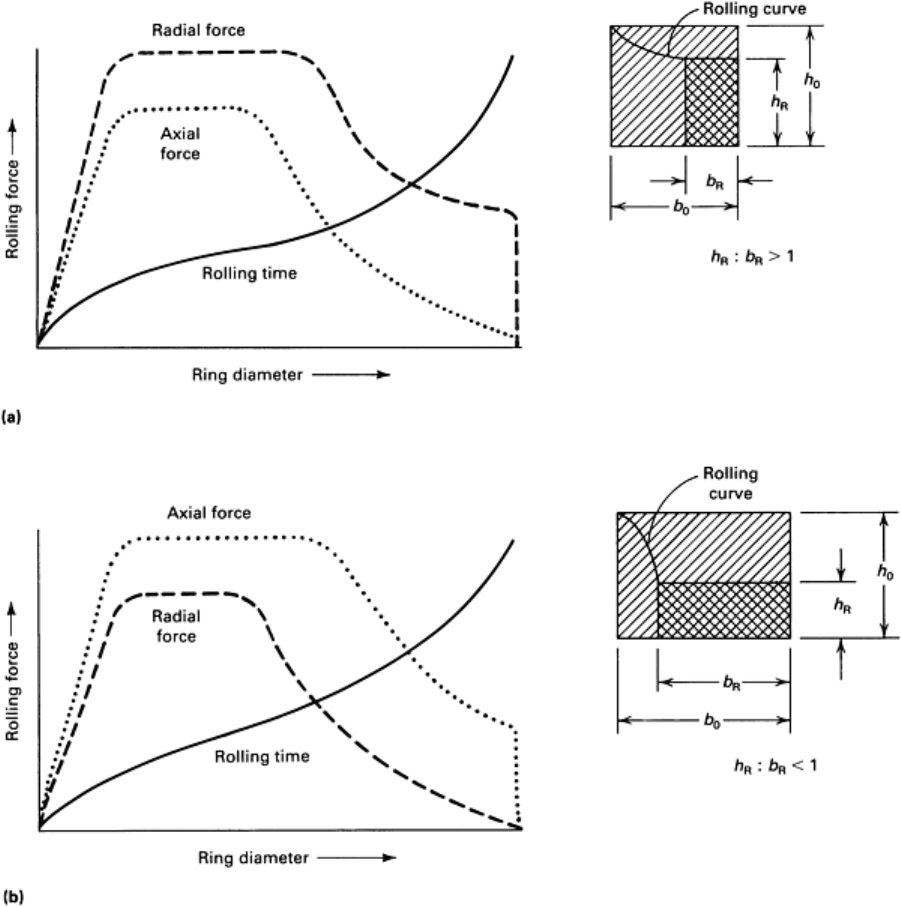
Fig. 18 Rolling strategies for sleeve-type (a) and washer-type (b) rings. b
o
, initial wall thickness; h
o
, initial
height; b
r
, final ring wall thickness; h
r
, final ring height.
In practice, it has been found that considerable license can be taken with respect to starting blank configuration. This is
often necessary because of limitations imposed by the equipment used, both to form blanks and to roll the rings. The most
modern rolling mills allow selection of the shape of the height-to-wall reduction curve, enabling the operator to
compensate for less-than-ideal blanks and other process variables.
The speed at which the cross section is reduced directly affects diameter growth rate and (depending on ring stiffness) the
stability of the ring (roundness) during rolling. Typically, modern mills provide for up to six sequential ring growth
control phases, although three are usually adequate (Fig. 19). In the initial phase, the rate of cross-sectional reduction
increases from soft contact between rolls and blank to maximum in a few seconds. The second, usually main, phase of
rolling involves decreasing cross-sectional reduction rate, resulting in near-constant diameter growth rate. The third phase
involves a steadily decreasing diameter growth rate to maintain ring stability with decreasing ring rigidity (cross section
versus diameter). The final reduction phase requires very low cross-section reduction rates and therefore low diameter
growth rates. Final dimensions are obtained in this phase.
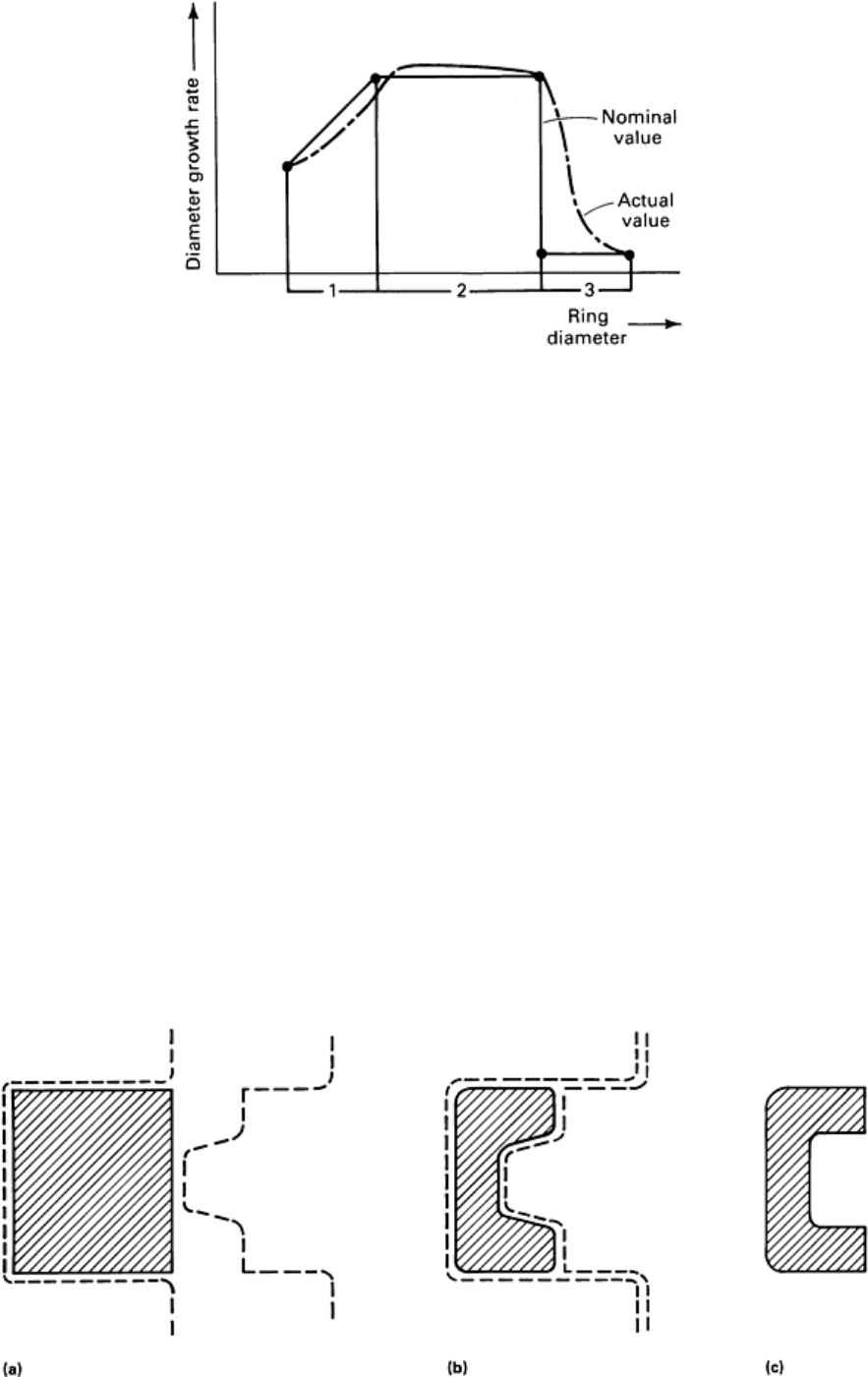
Fig. 19 Schematic of a three-section ring rolling program on a computer numerical
controlled ring mill. In
section 1, diameter growth rate increases linearly. In section 2, diameter growth rate is constant, compatible
with ring stability and machine characteristics. In section 3, diameter growth rate is low as the ring is brought
to final dimensions (the diameter is calibrated).
Contour Ring Rolling. With contoured cross sections (Fig. 2), the behavior of the material being worked is even more
difficult to predict than with rectangular cross sections. Some experimental and analytical work has been done, mostly at
the University of Manchester, England. In addition, a combination of theoretical and empirical relationships has been
developed that gives reasonably accurate results when applied to the preforming of blanks and predicting the degree of
success in achieving a desired contour from a given blank shape (Ref 4).
The first commercially produced contoured rings were railroad wheels made in the first ring rolling machine, which was
built in Manchester, England, in 1852. Then, and in most instances since, blanking design and rolling technique were a
matter of trial and error. One of the most important qualities of a successful, modern contour ring rolling company is still
the practical experience gained from producing a wide range of shapes in a variety of materials over many years.
Many contours can be rolled from regular rectangular blanks, especially axisymmetric shapes with thinner wall sections at
the center (double flanged outside diameter or inside diameter), as shown in Fig. 20. However, once the height of the
groove exceeds 50% of the total ring height, the depth of the groove that can be rolled without significant overall shape
distortion is progressively reduced. For example, with groove height at 80% of total height, successful groove depth is
limited to approximately 20% of final ring wall thickness. This assumes closed-pass rolling and sufficient diameter
expansion from blank to ring.
Fig. 20 Stages in the production of a C-profiled ring. (a) Blank.
(b) Practical rolled ring. (c) Originally requested
shape. Blank cross-sectional area is approximately twice that of a rolled ring.
When it is found that a rectangular or open-die blank will not yield the desired contour, blank preforming must be used.
Typically, the starting point for a new contour shape (from a preformed blank) is the application of a simple volume
distribution calculation from ring to blank. The ring is divided into a number of axial slices, or disks, and the volume of
each slice is calculated. By knowing the size of the rolling mandrel to be used, and therefore the inside diameter of the
blank, a theoretical blank outside diameter can be calculated for each of the corresponding slices (assuming no height
change). The theoretical blank outside diameter shape is generated by the aggregate of the individual slice outside
diameters.
The resulting blank shape is unlikely to be successful in practice, because it does not take into account the axial flow of
the material and because it assumes that each slice is being rolled throughout. For the latter to occur, the shape of the
contoured rolls would have to change continually, initially corresponding with blank shape and finishing at ring shape.
In practice, a crude but often effective solution to this requirement consists of two-stage rolling, first using a roll shape
intermediate between blank and ring. Some allowance for axial flow of material, when using a radial closed pass, is made
by having a blank height lower than the finished ring height.
When using a radial-axial mill, either the blank design must be such that height is reduced to final height before material
enters the upper section of the pass or the upper axial roll must operate in reverse of conventional mode and move up
during rolling (Fig. 21a).
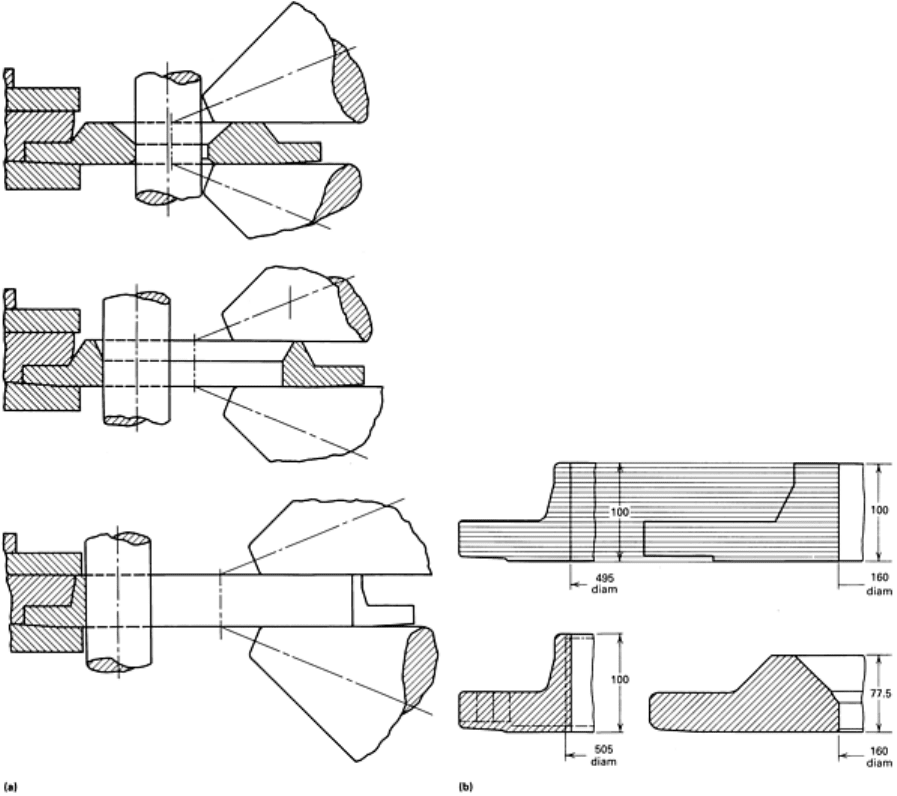
Fig. 21 (a) Rolling of a weld-neck flange in a radial-
axial mill with controlled upward movement of the upper
axial roll during rolling. (b) Theoretical (top) and practical (bottom) weld-
neck flange preforms (dimensions
given in millimeters; 1 in. = 25.4 mm). See text for details.
The practical blank (Fig. 21b, bottom) has a less pronounced flange than that of the simple theoretical blank, but still has
the necessary volume of material. A deeper (theoretical) flange (Fig. 21b, top), only partially enclosed by the
corresponding groove in the main roll, would result in the folding and lapping of material at the junction of the upper
flange face and tapered outside diameter. This is due to localized deformation fields at the junction of the flange and the
taper and at the inside diameter, with the core of the ring remaining essentially elastic.
The practical blank is designed to allow for axial flow of material toward the thinner upper section of the ring. Figure 22
illustrates the behavior of simple-theoretical versus practical-successful blank shape.
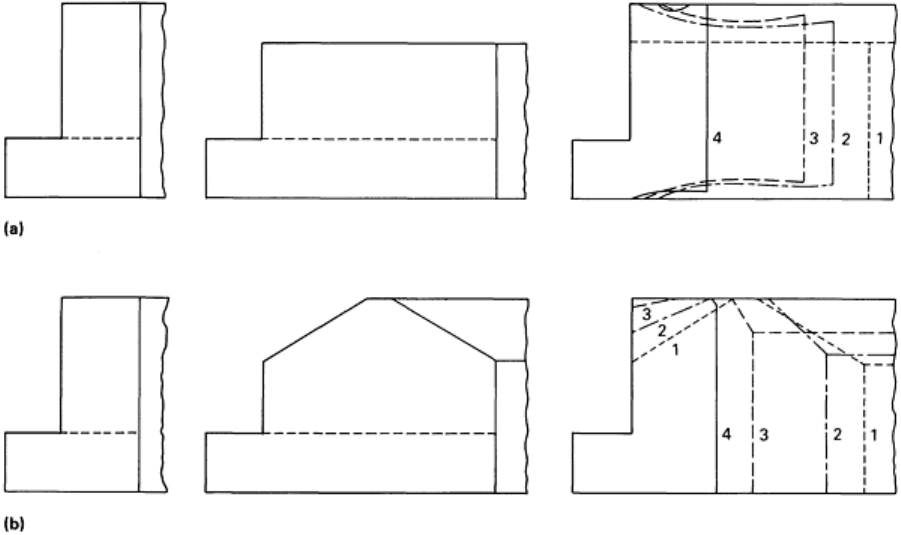
Fig. 22
Development of a finished ring profile from preformed blanks. (a) Theoretical blank shape. (b) Practical
blank shape. Shown from left to right are t
he required profile (which is the same in both cases), the blank
shape, and the stages of development during rolling (unsuccessfully in the case of the theoretical blank).
Source: Ref 5.
The complete ring cross section must be acquired at the same moment the final diameter is reached for the following
reason. Immediately after the pass is filled, the thinner-wall section attempts to grow faster circumferentially than the
thicker-wall sections for a given decrease in roll gap. The thicker sections are stretched by the more rapid circumferential
growth of the thin sections, and the contour begins to deteriorate in the thicker-wall sections. When preparing to roll an
unfamiliar contour shape, blanks are sometimes machined from rough forgings, enabling trial rolling to be carried out
without expenditure on possibly inappropriate preforming tools.
Roll diameters are an important consideration in contour forming. The relative curvature between the mandrel and the
ring increases throughout rolling, while that between the main roll and the ring decreases. Therefore, as rolling
progresses, the penetration of the mandrel into the ring increases, and that of the main roll decreases. Conventional rolling
mill design, therefore, lends itself to inside diameter contouring, with mandrel diameters that are small in relation to main
rolls.
Special-purpose contouring mills are usually designed to allow use of much smaller diameter main rolls when outside
diameter contouring. To a limited extent, the same effect can be achieved by using a large-diameter mandrel sleeve and
two-stage rolling on conventional ring mills.
The benefits of contour rolling are reduced material input and reduced machining to finished product. Typically, a weight
savings of 15 to 30% can be achieved by using contoured versus rectangular rings.
To determine whether the additional cost of tooling and extended setup time is justified, the break-even point against
reduced material and machining cost and minimum order quantity must be determined. Even on lower-cost materials, this
quantity may only be 25 to 50 pieces, especially with repeating orders. Where higher-cost materials, such as superalloys,
are involved, production of only three or four pieces may justify contouring.
Rolling Forces, Power, and Speeds. Economical production of seamless rings by the radial-axial rolling process
requires rings to be rolled as quickly as possible in a manner that is consistent with dimensional accuracy and
metallurgical integrity. A primary factor is the resistance of the material to deformation. This is related to the flow stress
of the material at a given temperature and to the conditions existing in the rolling pass (roll diameters, frictional
resistance, and so on).
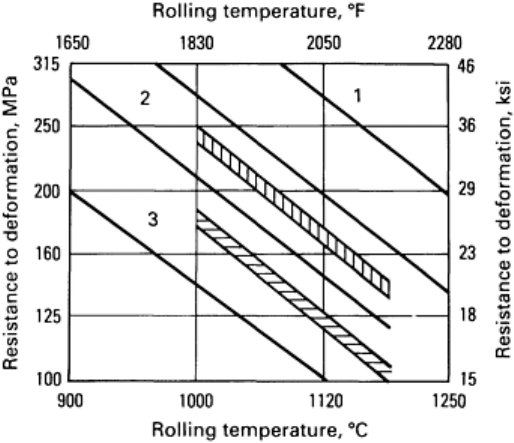
With typical ring mill configurations, rolling speeds, and rates of cross-sectional reduction, as well as at temperatures of
1050 to 1100 °C (1920 to 2010 °F), the resistance to deformation of a plain carbon steel is found to be approximately 160
MPa (23 ksi) and that of a bearing steel approximately 196 MPa (28.5 ksi) (Fig. 23). For these materials, a decrease in
temperature of 100 °C (212 °F) increases resistance to deformation by approximately 50%. Quite obviously, rolling force
requirements can be minimized by operating at the maximum temperature allowable metallurgically. This requires
consideration of both the temperature losses due to radiation and conduction as well as the temperature increase caused by
plastic deformation.
Fig. 23 Resistance to deformation versus rolling temperature for various steels. 1, chromium-
nickel steels
(>4% alloying elements); 2, bearing steels (chromium-nickel; 1-4% alloying elements); 3, carbon steels.
Rolling forces cannot be dealt with in isolation. The combination of roll force and resistance to deformation determines
the extent to which the rolls indent the ring. With increasing indentation, the drive power required increases and, on
present-day mills, may reach the mill motor limit well before maximum roll force has been applied. Further, with very
heavy indentation, the relatively small diameter, undriven mandrel can exert so much circumferential resistance that the
driven main roll is unable to overcome it; the driven roll then slips, and the ring fails to rotate (Fig. 24).
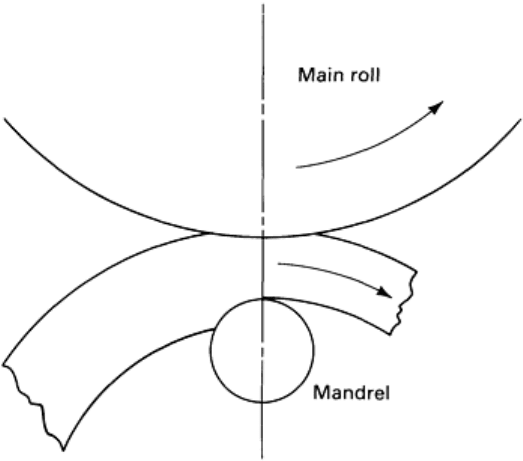
Fig. 24
Excessive indentation by the mandrel, causing the main roll to slip and the ring to stall in the radial
pass.
Modern mills apply the principle of adaptive control to avoid such problems. That is, forces and torques are monitored
continually by computer, and if they approach the upper limits of the mill and are changing in such a way that these limits
are about to be exceeded, then they are automatically reduced in such a way as to maintain predetermined patterns of
cross-sectional reduction and diameter growth.
Most theoretical analyses used to date for estimating or simulating the rolling forces and torques required in ring rolling
have been derived from the relationships established in the simpler process of the hot rolling of bars. Factors that
complicate the situation in ring rolling are:
• Nonsymmetrical rolling due to the differences in roll diameters (radial pass)
• Noncylindrical rolls and changing roll diameters (axial pass)
• One roll only, driven (radial pass)
• Changing ring diameter
• Continuous thickness and height reduction
• Three-
dimensional deformation in the direction of roll closure, in the direction of rolling, and lateral
spread
It is beyond the scope of this article to present the various complex mathematical relationships involved.
Earlier (three-dimensional) analyses required extensive use of empirically determined factors in order to achieve
reasonable agreement between calculated and actual values. By the mid-1980s, extensive experimental work (Ref 6, 7)
and considerable theoretical refinement had taken place. The resulting computer-based mathematical models predict
material and machine behavior much more realistically. The computer control systems of recent ring mills make direct
application of these developments.
A further limiting factor in the speed with which a ring can be rolled is the stability of the ring during rolling. A ring
rotating at too high a speed, with excessive speed changes due to extrusion in each rolling pass, may lack the rigidity
required to accommodate the various forces and moments acting on it. Gross out of roundness and/or out of flatness can
result.

In practice, circumferential speeds to 3.6 m/s (12 ft/s) are used on smaller mills, and 1 to 1.6 m/s (3 to 5 ft/s) on larger
mills. Diameter growth rates to 35 mm/s (1.4 in./s) are usually achieved during the main ring expansion phase; growth
rates of 1 mm/s (0.4 in./s) are reached during the rounding or calibration phase.
References cited in this section
1.
K.H. Weber, Stahl Eisen, Vol 79, 1959, p 1912-1923
2.
R.H. Potter, Aircraft Prod., Vol 22, 1960, p 468-474
3.
W. Johnson and G. Needham, Plastic Hinges in Ring Indentation in Relation to Ring Rolling,
Int. J. Mech.
Sci., Vol 10, 1968, p 487-490
4.
G. Vieregge, "Papers on the Technology of Ring Rolling (unpublished)," Wagner Dortmund
5.
J.B. Hawkyard and G. Moussa, "Studies in Profile Development and Roll Force in Profile Ri
ng Rolling,"
Paper presented at the Ninth International Forging Congress, Kyoto, Japan, 1983
6.
H. Wiegels, U. Koppers, P. Dreinoff, and R. Kopp, Methods Applied to Reduce Material and Energy
Expenditures in Ring Rolling, Stahl Eisen, Vol 106, 1986, p 789-795
7.
Y. Toya and T. Ozawa, "Analysis of Simulation in Ring Rolling," Paper presented at the Ninth International
Forging Congress, Kyoto, Japan, 1983
Ring Rolling
C.R. Keeton, Ajax Rolled Ring Company
Blank Preparation
The manufacture of seamless rolled rings consists of two basic processes: the production of a preform or blank, and the
expansion of that blank on a ring mill. Blank preparation can be carried out adjacent to the ring mill with no reheating
before ring rolling, or--as is often the case in older plants--blank forming can be done separately (even in separate
buildings) on several different pieces of equipment. These blanks are then gathered together in logical groups to be
reheated prior to rolling.
The separate blanking approach is quite often found where aircraft ring materials are involved. This is because rolling
cycle time is usually only a fraction of blank preparation time and because cold inspection and rectification of blank
defects may be necessary before rolling.
Because many ring rolling operations are an outgrowth of conventional forge shops, the equipment and methods
previously used to produce totally forged rings are often employed in more limited fashion to prepare blanks. Open-die
hammers and presses, with highly skilled operators and using a wide variety of loose tooling pieces (for example,
punches, saddles, and bars), can often produce practically all required blank sizes and shapes. Hammers are especially
versatile and have the advantage of much lower initial cost than the equivalent press. However, environmental noise
problems have tended to limit new installations. Hammers and general-purpose presses tend to be labor intensive and
have relatively low output rates compared with presses designed specifically for producing blanks.
The trend with most installations in recent years, particularly when the more easily worked materials (for example,
carbon, alloy, and some stainless steels) are involved, has been for the blanking press to be integrated with the ring mill
into a ring production unit. In these installations, the capabilities of the blanking press are matched to those of the specific
ring mill.
Theoretical considerations regarding blank dimensions were explained in the section "Product and Process Technology"
in this article, and the importance of starting with the correct blank-height-to-wall thickness relationship was stressed.
Beyond this, it is important that the methods used to form the blank do not create quality problems (for example, off-
center or ragged punching) at the rolling stage.