ASM Metals HandBook Vol. 14 - Forming and Forging
Подождите немного. Документ загружается.

rolling are obvious from these data. Many bevel gears are therefore manufactured by the preform press plus ring mill
approach.
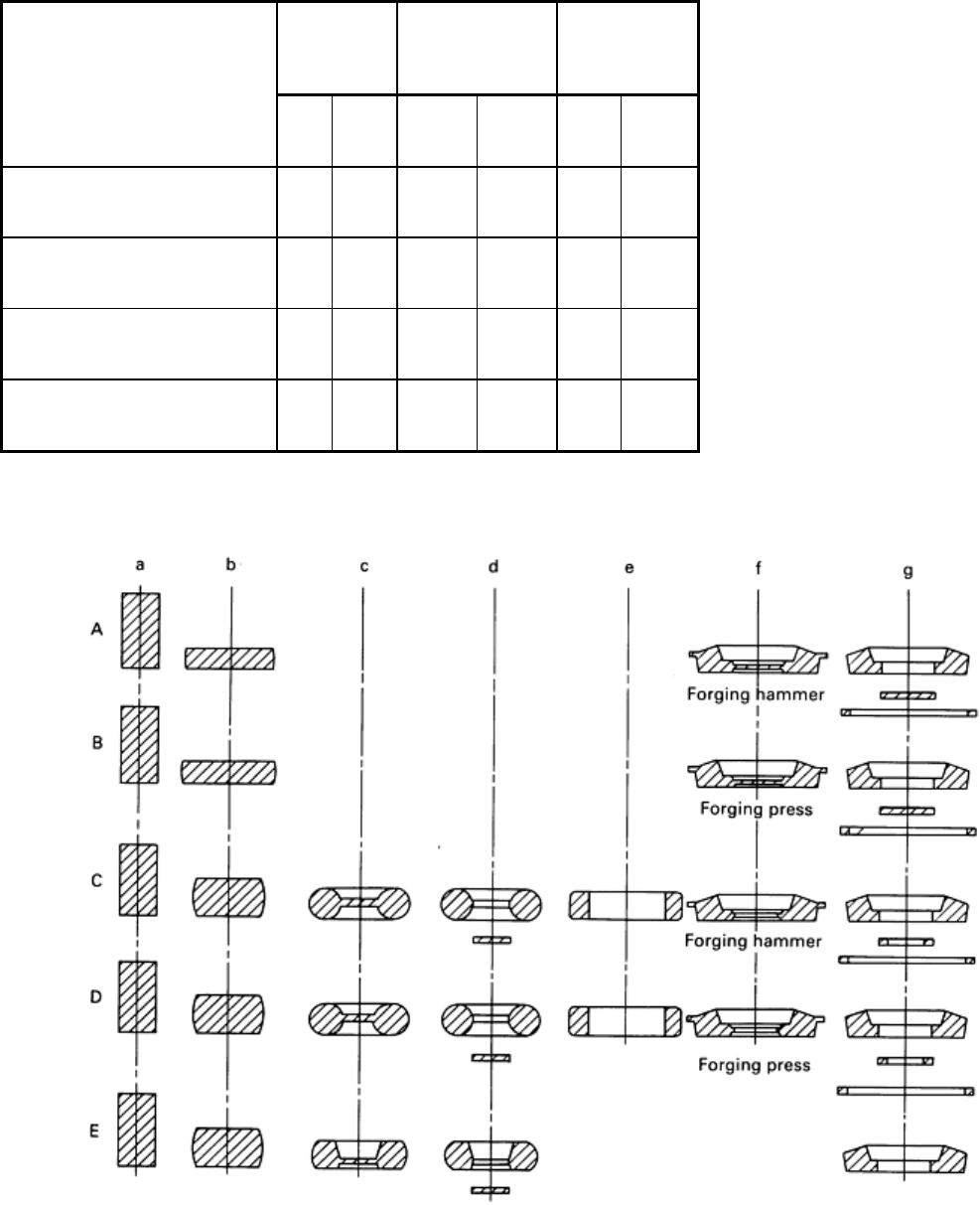
Table 3 Material required for the production of bevel gear blanks by various methods
See Fig. 32 for steps used in each method.
Required
billet weight
Weight of
unmachined ring
Weight of scrap
Method
kg lb kg lb kg
lb
A (Drop hammer) 44.7
98.5 38.5 84.9 6.2
13.7
B (Forging press) 45.9
101.2
38.5 84.9 7.4
16.3
C (Drop hammer and ring roll) 42.8
94.4 38.5 84.9 4.3
9.5
D (Forging press and ring roll) 43.1
95.0 38.5 84.9 4.6
10.1
Fig. 32 Five
methods of producing bevel gear blanks. A, drop hammer forging; B, press forging; C, ring rolling
and hammer forging; D, ring rolling and press forging; E, ring rolling and piercing. Production steps: a, cut
billet; b, upset billet; c, ring preform; d, ring blank; e, rolled blank; f, die-
forged bevel gear; g, finished,
unmachined bevel gear. See Table 3 for amount of material used in various processes.
However, some bevel gears of complex cross section cannot be easily rolled to near-net shape without the aid of extensive
blank preforming on heavier, more expensive presses. Even when appropriate material distribution is achieved in the
preform, inside flash diameter may be large so that the resulting hole allows the blank to fit over a deeply contoured
rolling mandrel. Material loss can therefore approach that in closed-die forging. The advantage of completing the process
on a ring mill is reduced or lost completely.
An alternative method of producing these larger-diameter heavier bevel gears, with the required cross-sectional
complexity, is to relegate the ring mill to a preforming role and to finish in closed dies. Equipment size and expenditure
are still less than if closed-die forging only were used.
Figure 33 shows schematically a forging line that originally consisted of a 71 MN (8000 tonf) forging press and a 3.5 MN
(400 tonf) trimming press. Bevel gears to 440 mm (17.3 in.) in diameter and 50 kg (110 lb) in weight were manufactured.
By introducing an 11 MN (1200 tonf) ring blank preforming press and two 390 kN (44 tonf) preforming ring rollers (Fig.
34) plus manipulator, the maximum diameter was extended to 500 mm (20 in.) and maximum weight to 80 kg (175 lb).
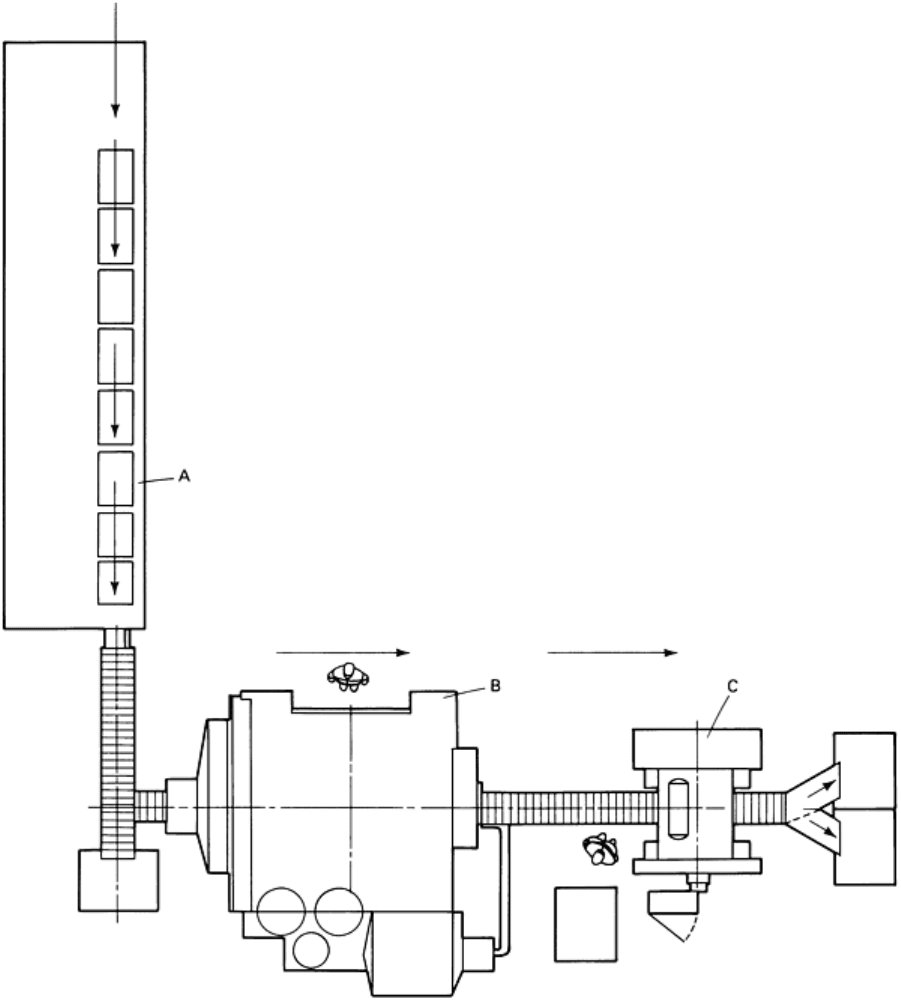
Fig. 33 Schematic of a setup for forging bevel gears. A, induc
tion heater; B, 78 MN (8800 tonf) forging press;
C, 3.9 MN (440 tonf) trimming press. See also Fig. 34.
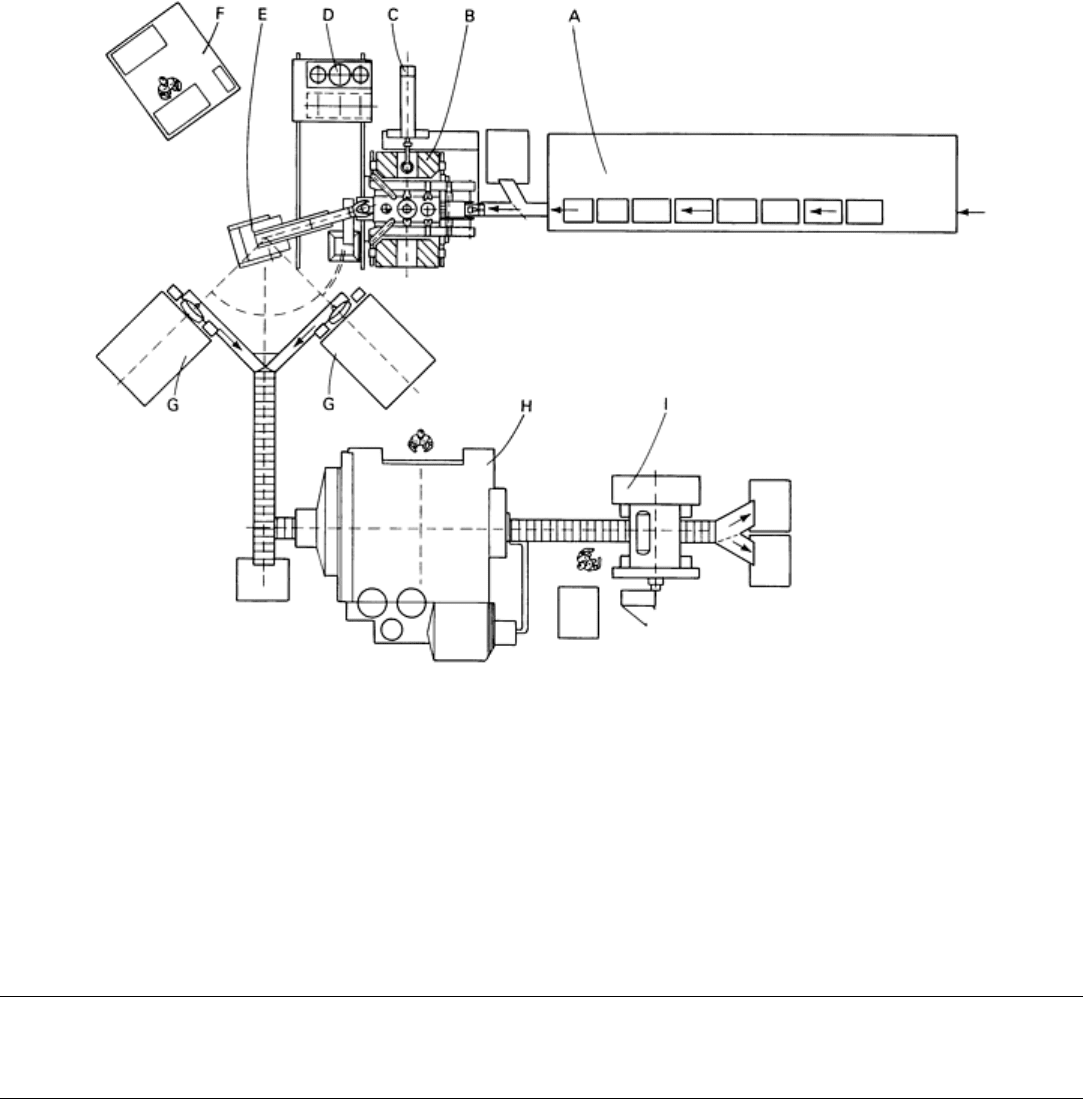
Fig. 34 Extension of die-forging plant for bevel gears shown in Fig. 33
to include a radial ring mill. A, induction
heater; B, 12.2 MN (1375 tonf) preforming press; C, die lubrication unit; D, die change carriage; E,
manipulator; F, control cabin; G, 390 kN
(44 tonf) preforming ring mill; H, 78 MN (8800 tonf) forging press; I,
3.9 MN (440 tonf) trimming press.
Output was increased from 10 to 24 Mg (11 to 26.5 tons) per hour. In addition to the increased material yield on
comparable forgings (savings up to 20%), die life was significantly improved because of the reduced material flow
needed with a ring rolled preform. In addition, the circumferential grain flow from ring rolling, combined with the radial-
axial flow in closed dies, produced a metallurgically improved component.
Ring Rolling
C.R. Keeton, Ajax Rolled Ring Company
Rolled Ring Tolerances and Machining Allowances
There are numerous sources of dimensional variation in the ring rolling process. The volume of material rolled is affected
by variation in the cut weight of the billet, scale loss fluctuation due to differing heating conditions, and variation in
center-web thickness removed at the blanking stage.
Beyond this, dimensions are affected by rolling temperature. Machine deflection, the accuracy of the measuring
instrument, ring circularity, distortion in subsequent heat treatment, surface flaws, and cross-sectional shape inaccuracies
also must be taken into account.
The degree of precision attainable using the ring rolling process depends on the design characteristics of particular mill
types and varies quite widely throughout the ring rolling industry. With modern computer-controlled ring mills, switch-
off accuracies in the range of 0.1 mm (0.004 in.) are achievable; this makes machine controllability a minor consideration
and emphasizes the contributions of other factors to dimensional variation. However, because there are many machines
that rely on operator skill or solely on weight control (mechanical table mills) for dimensional control, it is quite common
for the products of these machines to be sized by pressing them through or over a die or by expanding deliberately
undersized rings on a segmental expanding machine.
An increasingly common feature of computer-controlled ring mills is the option to distribute material to best advantage. A
decision can be made, even during rolling, to place excess material on the inside or outside diameters or on height.
Perhaps the most useful version of this feature is the ability to roll to mean ring diameter, with excess material being
equally distributed to the inside and outside diameters regardless of the actual material input volume.
Persistent market pressure for near-net shape rings, wider application of statistical process control techniques, and the use
of computer numerical controlled ring rolling machines has generated steadily increasing dimensional precision of rolled
rings. Information on allowances and tolerances (Fig. 35 and 36) should therefore be taken only as a generalized starting
point, and it should be understood that the ability of individual manufacturers of rolled rings to meet or improve on the
tabulated allowances and tolerances varies greatly.
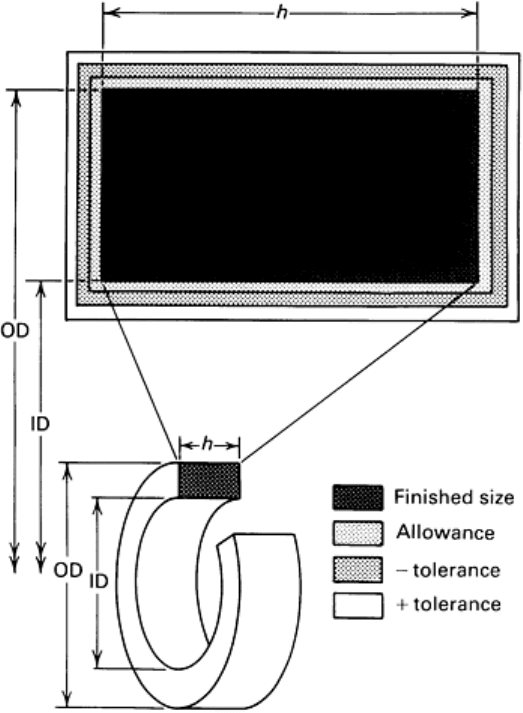
Fig. 35
Allowances and tolerances for seamless rolled rings. Allowance is the amount of stock added to ensure
cleanup on any surface that requires subsequent machining. Tolerance is normal dimensional
variation limits.
See also Fig. 36.
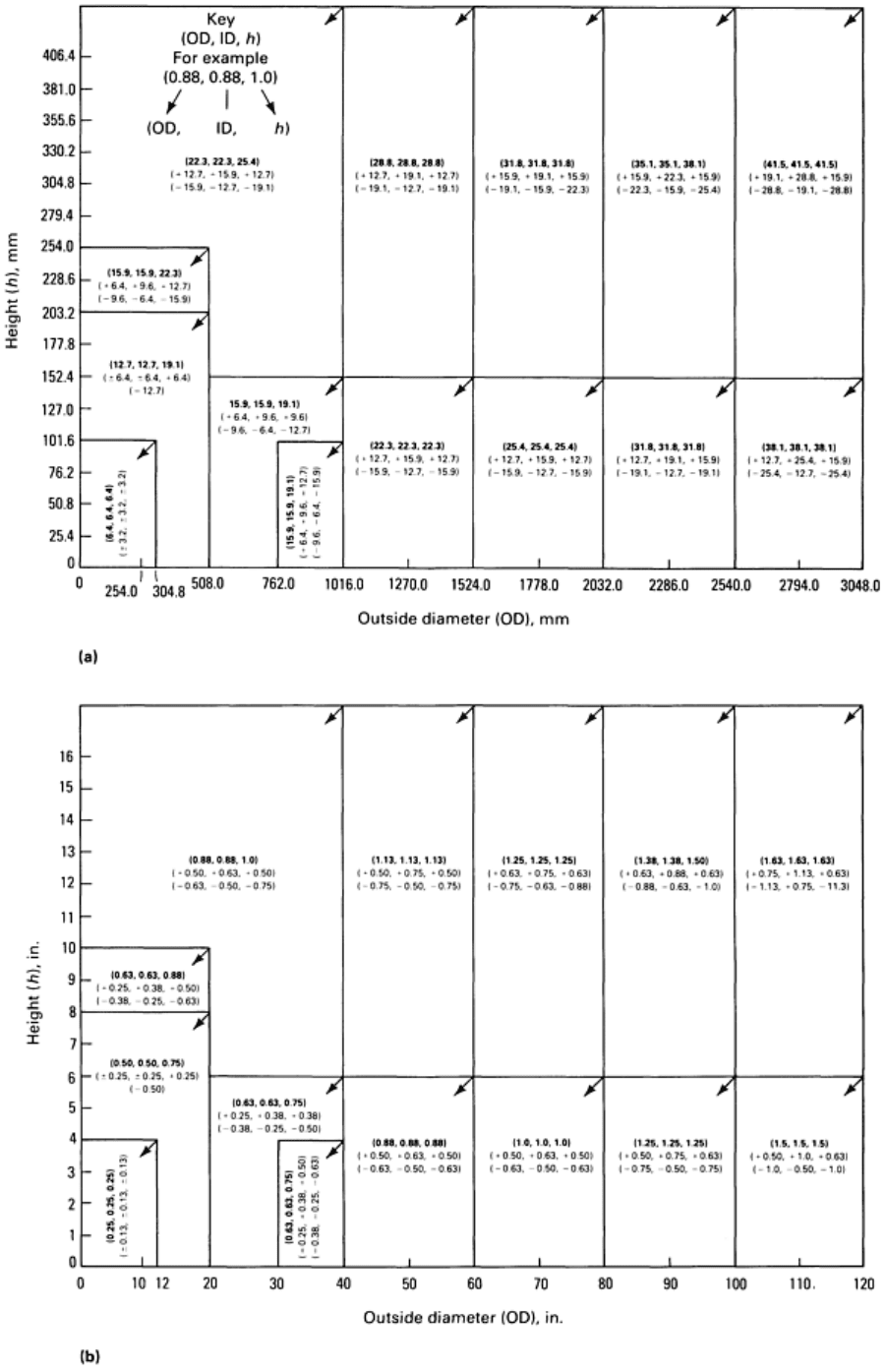
Fig. 36 Allowance and tolerance chart for as-
rolled carbon, alloy, and stainless steel seamless rings. Allowances
are given in boldface type; tolerances are in regular type. Shaded areas represent allowance
s and tolerances
for sized rings. (a) Chart in millimeters. (b) Chart in inches.
To ensure cleanup of a ring at machining, an envelope is added to the finished (machined) ring dimensions. This
envelope, determined by experience, together with a +/- tolerance, is intended to account for the above-mentioned surface
condition, cross-sectional inaccuracy, and dimensional variation factors. Figure 35 illustrates the relationship between this
machining allowance and dimensional tolerance.
These data (Fig. 35 and 36) are available in Ref 8. Based on historical, averaged industry data, Fig. 36 shows typical
machining allowances and as-rolled ring dimensional tolerances for carbon, alloy, and stainless steel rings. Similar data
for aluminum, titanium, heat-resistant alloys, brass, and copper are also given in Ref 8.
Reference cited in this section
8.
Facts and Guideline Allowances and Tolerances for Seamless Rolled Rings,
Forging Industry Association,
1979
Ring Rolling
C.R. Keeton, Ajax Rolled Ring Company
Alternative Processes
Relatively small rings can be forged in closed dies. Maximum diameter is limited by the distance between hammer legs,
or between press columns, and the available forming energy. Material waste is relatively high, and grain flow is radial
unless a preform is ring rolled. Larger rings can be open-die forged using a saddle arrangement (Fig. 37). This method is
slow, labor intensive, and tends to produce polygonal rather than smooth-faced rings.
Fig. 37 Open-die forging of a ring using a saddle.
If service conditions are not too demanding, rings of a wide range of dimensions can be gas-cut from plate. Contoured
rings are largely impractical to produce by this approach; much material is wasted, and the longitudinal flow from the
plate produces variation in mechanical properties around and in the direction of the circumference.

Rings of a wide range of diameters and cross sections can be made by the three-roll forming of bar or plate, followed by
welding of the joint. Subsequent cold or warm rolling is sometimes used to form complex thin-wall cross sections.
Special-purpose rolling machines have been developed for this purpose.
Small rings up to approximately 330 mm (13 in.) in diameter, especially bearing rings, are sometimes machined from
seamless tube. Again, the axial grain flow of the tube may be unacceptable, and maximum wall thickness is quite limited.
Centrifugal casting is sometimes used to produce circular components, and it has its own peculiar advantages and
disadvantages. Nonrotating gas-turbine parts are routinely made in heat-resistant materials by this method.
Ring Rolling
C.R. Keeton, Ajax Rolled Ring Company
References
1. K.H. Weber, Stahl Eisen, Vol 79, 1959, p 1912-1923
2. R.H. Potter, Aircraft Prod., Vol 22, 1960, p 468-474
3. W. Johnson and G. Needham, Plastic Hinges in Ring Indentation in Relation to Ring Rolling,
Int. J. Mech.
Sci., Vol 10, 1968, p 487-490
4. G. Vieregge, "Papers on the Technology of Ring Rolling (unpublished)," Wagner Dortmund
5.
J.B. Hawkyard and G. Moussa, "Studies in Profile Development and Roll Force in Profile Ring Rolling,"
Paper presented at the Ninth International Forging Congress, Kyoto, Japan, 1983
6. H. Wiegels, U. Koppers, P.
Dreinoff, and R. Kopp, Methods Applied to Reduce Material and Energy
Expenditures in Ring Rolling, Stahl Eisen, Vol 106, 1986, p 789-795
7.
Y. Toya and T. Ozawa, "Analysis of Simulation in Ring Rolling," Paper presented at the Ninth International
Forging Congress, Kyoto, Japan, 1983
8. Facts and Guideline Allowances and Tolerances for Seamless Rolled Rings,
Forging Industry Association,
1979
Rotary Swaging of Bars and Tubes
Revised by the ASM Committee on Rotary Swaging
*
Introduction
ROTARY SWAGING is a process for reducing the cross-sectional area or otherwise changing the shape of bars, tubes, or
wires by repeated radial blows with two or more dies. The work is elongated as the cross-sectional area is reduced. The
workpiece (starting blank) is usually round, square, or otherwise symmetrical in cross section, although other forms, such
as rectangles, can be swaged.
Most swaged workpieces are round, the simplest being formed by reduction in diameter. However, swaging can also
produce straight and compound tapers, can produce contours on the inside diameter of tubing, and can change round to
square or other shapes.
Note
*
Albert L. Hoffmanner, Chairman,
Braun Engineering Company; Blaine Fluth, Diversico Industries; John
Kerr, Fenn Manufacturing Company; Clarence J. Miller, Abbey Etna Machine Company; Robert Wattinger,
Manco/Ameco Automation
Rotary Swaging of Bars and Tubes
Revised by the ASM Committee on Rotary Swaging
*
Applicability
Swaging has been used to reduce tubes up to 355 mm (14 in.) in initial diameter and bars up to 100 mm (4 in.) in initial
diameter. Hardness, tensile strength, and reduction in area of the work metal have the most significant effect on
swageability. Type and homogeneity of microstructure also influence the ease of swaging and the degree to which a metal
can be swaged. Maximum reduction in area for various metals is given in Table 1.
Table 1 Maximum reductions in area obtainable by cold swaging for several alloy systems
Alloy
Maximum reduction in area, %
Plain carbon steels
(a)
Up to 1020
70
1020-1050
50
1050-1095
40
Alloy steels
(b)
0.20% C
50
0.40% C
40
0.60% C
20
High-speed tool steels
All grades
20
Stainless steels
(c)
AISI 300 series
50
AISI 400 series
Low-carbon
40
High-carbon
10
Aluminum alloys
1100-0
70
2024-0
20
3003-0
70
5050-0
70
5052-0
70
6061-0
70
7075-0
15
Other alloy systems
Copper alloys
(c)
60-70
A-286
60
Nb-25Zr
60-70
Alloy X-750
60
Kovar (Fe-29Ni-17Co-0.2Mn)
80
Vicalloy (Fe-52Co-10V) 50
(a)
Low-manganese steels, spheroidize annealed.
(b)
Spheroidize annealed.
(c)
Annealed