ASM Metals HandBook Vol. 14 - Forming and Forging
Подождите немного. Документ загружается.

Work Metals. Of the plain carbon steels, those with a carbon content of 0.20% or less are the most swageable. These
grades can be reduced up to 70% in cross-sectional area by swaging. As carbon content or alloy content is increased,
swageability is decreased. Alloying elements such as manganese, nickel, chromium, and tungsten increase work metal
strength and therefore decrease the ability of the metal to flow. Free-machining additives such as sulfur, lead, and
phosphorus, cause discontinuities in structure that result in splitting or crumbling of the work metal during swaging.
In the cold swaging of steel (at room temperature), maximum swageability is obtained when the microstructure is in the
spheroidized condition. Pearlitic, annealed microstructures are less swageable than spheroidized microstructures,
depending on the fineness of the pearlite and on the tensile strength and hardness of the steel. Fine pearlitic
microstructures, such as those found in patented music wire and spring wire, can be swaged up to 30 to 40% reduction in
area.
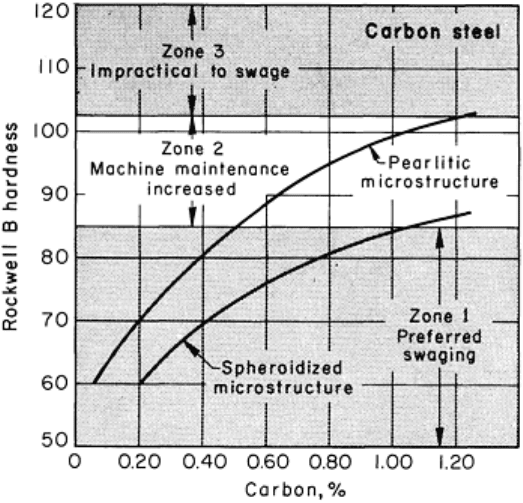
Figure 1 shows the relationship between hardness and carbon content for pearlitic and spheroidized microstructures and
also shows three zones of swageability, indicating that a maximum hardness of 85 HRB is preferred for carbon steels and
that swaging is impractical when hardness exceeds 102 HRB. Figure 2 shows the influence of cold reduction on the
tensile and yield strengths of several metals.
Fig. 1 Swageability of carbon steel as a function of microstructure, hardness, and carbon content.
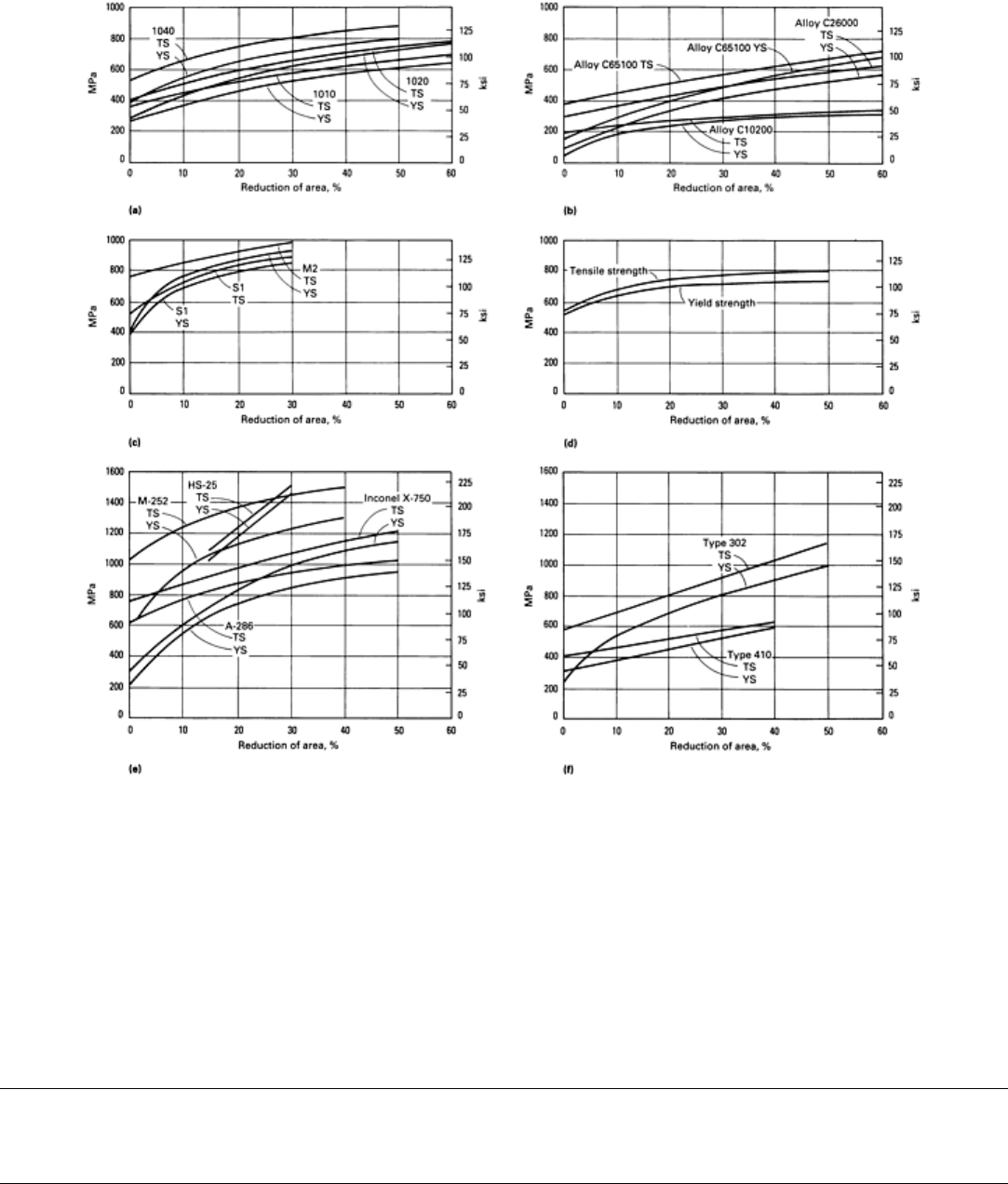
Fig. 2
Influence of cold reduction by swaging on mechanical properties of various alloy systems. (a) Carbon
steels. (b) Copper alloys. (c) Tool steels. (d) Commercially pure titanium. (e) Heat-
resistant alloys. (f) Stainless
steels. TS, tensile strength; YS, yield strength.
Workpieces requiring reductions greater than that which can be accomplished with one swaging pass must be stress
relieved or reannealed after the first pass to restore ductility in the metal for further reduction. Stress relieving of steel by
heating to 595 to 675 °C (1100 to 1250 °F) often restores ductility, although excessive grain growth may develop when
cold working is followed by heating within this temperature range. Stress relieving is of little value under these
conditions, and it is necessary to anneal the material fully.
Rotary Swaging of Bars and Tubes
Revised by the ASM Committee on Rotary Swaging
*
Metal Flow During Swaging
Metal flow during rotary swaging is not confined to one direction. As shown in Fig. 3, more metal moves out of the taper
in a direction opposite to that of the feed than through the straight portion (blade). Some metal flow also occurs in the
transverse direction, but it is restricted by the oval or side clearance in the dies (see Fig. 7).
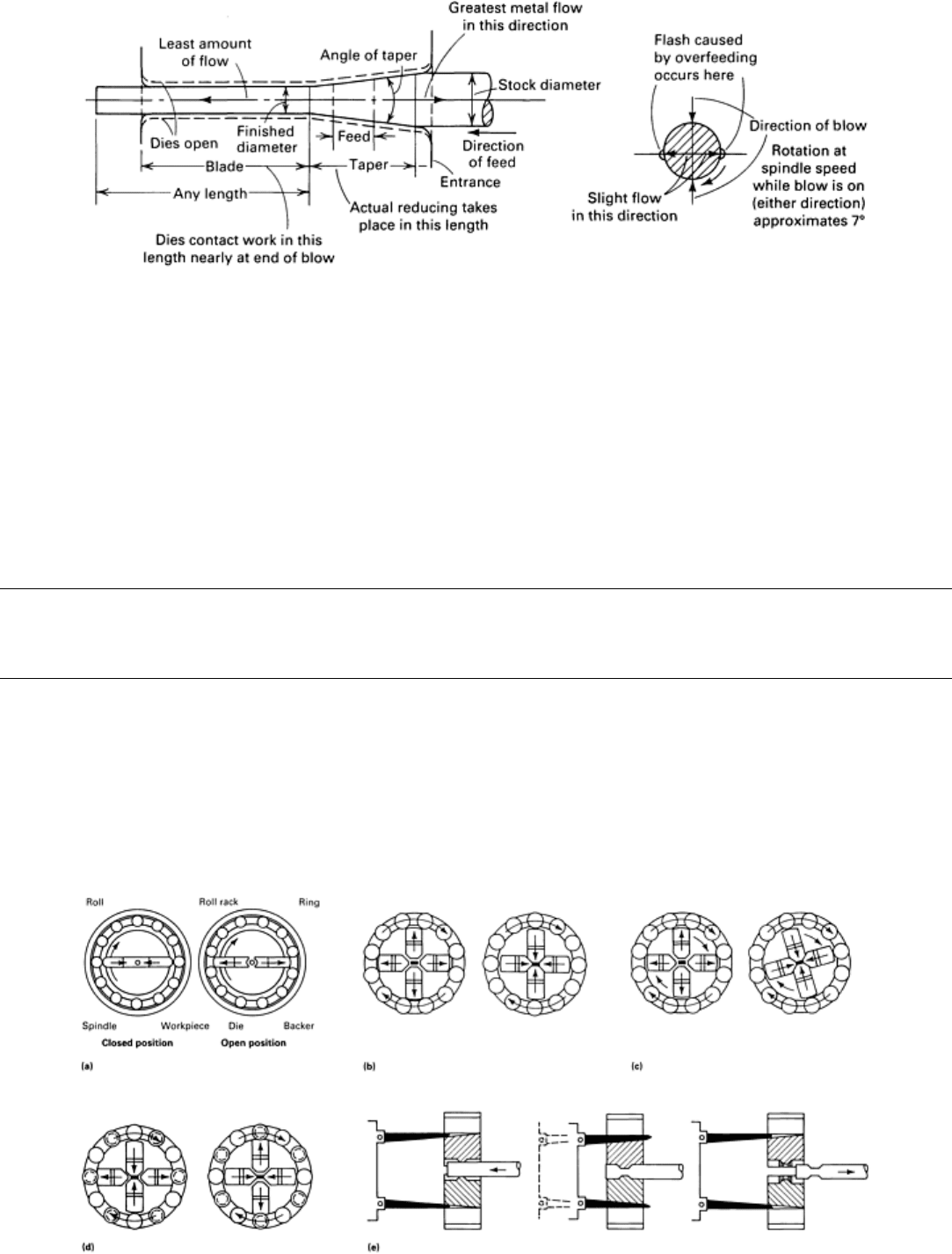
Fig. 3 Metal flow during swaging of a solid bar.
Feedback. The action of the metal moving against the direction of feed is termed feedback, and it results from slippage
of the workpiece in the die taper when it is too steep. Feedback manifests itself as a heavy endwise vibration that causes
considerable resistance to feeding of the workpiece.
Workpiece Rotation. Unless resisted, rotation is imparted as the dies close on the workpiece, and the speed of rotation
is the speed of the roller cage. If rotation is permitted, swaging takes place in only one position on the workpiece, causing
ovaling, flash, and sticking of the workpiece in the die. Resistance to rotation is manual when the swager is hand fed;
mechanical means are used with automatic feeds.
Rotary Swaging of Bars and Tubes
Revised by the ASM Committee on Rotary Swaging
*
Machines
Rotary swaging machines are classified as standard rotary, stationary-spindle, creeping-spindle, alternate-blow, and die-
closing types. All these machines are equipped with dies that open and close rapidly to provide the impact action that
shapes the workpiece. The five principal machine concepts for swaging are shown in Fig. 4.
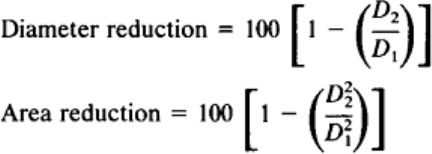
Fig. 4 Principal machine concepts for rotary swaging. (a) Standard rotary swager. (b) Stationary-
spindle
swager. (c) Creeping-spindle swager. (d) Alternate-blow swager. (e) Die-closing swager.
Swagers allow the work to be fed into the taper entrance of the swaging dies. The amount of diameter reduction per pass
is limited by the design of the entrance taper of the dies or the area reduction capability of the machine. The results are
expressed in terms of diameter reduction or area reduction.
The two methods of calculating reduction (in percent) are:
A die-closing swager has dies made with side relief that is sufficient to allow the dies to come down directly onto the
work. The maximum side relief that can be used limits the reduction in diameter per swaging pass to 25%. The die-
closing swager may have a front entrance angle and can be used as a standard rotary swager. When used in this manner,
the diameter and area reduction per pass are the same as for a standard rotary swager. However, diameter reduction
should not be confused with area reduction.
Standard Rotary Swagers. The basic rotary swager (Fig. 4a) is a mechanical hammer that delivers blows (impact
swaging) at high frequency, thus changing the shape of a workpiece by metal flow. This machine is used for straight
reducing of stock diameter or for tapering round workpieces.
A standard rotary swager consists of a head that contains the swaging components and a base that supports the head and
houses the motor. A hardened and ground steel ring about 0.5 mm (0.020 in.) larger in diameter than the bore of the head
is pressed into the head so that the ring is in compression.
The spindle, centrally located within the ring, is slotted to hold the backers and dies and is mounted in a tapered-roller
bearing. Flat steel shims are placed between the dies and backers. A roll rack containing a set of rolls is located between
the press-fitted ring and the backers. A conventional impact-type backer is shown in Fig. 5. The spindle is rotated by a
motor-driven flywheel keyed to the spindle. During rotation of the spindle, the dies move outward by centrifugal force
and inward by the action of the backers striking the rolls. The number of blows (impacts) produced by the dies is 1000 to
5000 per minute, depending on the size of the swager. The impact rate is approximately equal to the number of rolls
multiplied by the speed (rpm) of the swager spindle multiplied by a correction factor of 0.6, which allows for creep of the
roll rack.
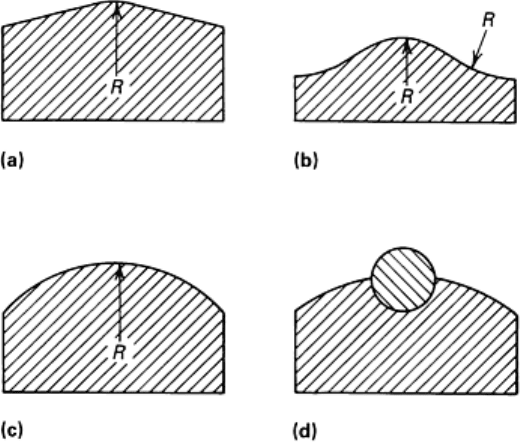
Fig. 5 Designs of four different backer cams used in rotary swaging. (a) Conventional impact-
type backer (flat
sides). (b) Squeeze-type backer with a sine curve type crown. (c) Squeeze-
type backer with large radius on
crown. (d) Backer with replaceable insert.
The amount of the die opening when the dies are in the open position--backers positioned between the rolls--can be
changed to some extent during operation by a mechanical device that restricts the amount dies and backers can move
under centrifugal force. However, the closed position of the dies--backers positioned on the rolls--cannot be changed
during operation; the swager must be stopped and shims inserted between the dies and the backers. The severity of the
blow can be varied by using shims of different thicknesses. The dies should be shimmed tight enough to obtain a
reasonable amount of interference between the backers and the rolls when the dies are in the closed position.
The amount of shimming should be sufficient to bring the die faces together, and generally 0.05 to 0.5 mm (0.002 to
0.020 in.) of preload can be added, according to the size of machine. A swager is shimmed too tightly, or has too great a
preload, when it stalls in starting while the swager hammers are off the rolls. The lightest possible shimming should be
used; overshimming increases machine maintenance. Additional shimming will not produce a smaller section size,
because section size is controlled by the size of the die cavity when the dies are in the closed position. Insufficient
shimming, however, will increase the section size and cause variation in results, particularly in dimensions and surface
conditions.
Stationary-spindle swagers are sometimes called inverted swagers, because the spindle, dies, and work remain
stationary while the head and roll rack rotate. These machines are used for swaging shapes other than round.
The reciprocating action of the dies is the same as in swagers in which the spindle is rotated and the roll rack remains
stationary. The principal components of a stationary-spindle machine are shown in Fig. 4(b).
The stationary-spindle swager consists of a base that houses the motor and supports a bearing housing containing two
tapered-roller bearings. The head, fastened to a rotating sleeve mounted in the tapered-roller bearings, is motor driven and
acts as a flywheel. The spindle is mounted and held stationary by a rear housing that is fastened to a bearing housing.
As the head rotates, the rolls pass over the backers, which in turn cause the dies to strike the workpiece in a pulsating
hammer-type action. Die opening can be controlled by the forward feed of the workpiece, although springs are sometimes
used to open the dies. The maximum outward travel of the dies in the open position is regulated by a mechanical device in
the front of the machine. Shims are used between the dies and the backers, just as they are in swagers with rotating
spindles.

Creeping-spindle swaging (Fig. 4c) employs the principles of both standard rotary and stationary-spindle swaging.
The spindle and dies are mounted on a shaft that rotates slowly inside the rapidly rotating roller cage, thus permitting
more accurately controlled reciprocation of the dies.
Alternate-blow swaging (Fig. 4d) is accomplished by recessing alternate rolls; in this configuration, when two
opposing rolls hammer the dies, the rolls 90° away do not. This eliminates fins on the workpiece.
Die-closing swagers (Fig. 4e) are used when the dies must open more than is possible in a standard rotary swager to
permit loading. Die-closing swagers are essentially of the same construction as the standard rotary swagers described
above. Both have similar components, such as dies, rolls, roll rack, inside ring, spindle, and shims.
The main difference between die-closing and standard rotary swagers is the addition of a reciprocating wedge mechanism
that forces closure of the taper-back dies, as shown in Fig. 4(e). The wedge mechanism consists of a wedge for each die
that is positioned between the die and the backer. The rotating dies open by centrifugal force and are held open by springs
or other mechanical means when the power-actuated wedge mechanism is in the back position. Wedge control of the die
opening permits the work to be placed in the machine in a predetermined position when the dies are open. Reduction per
pass is limited to 25% of the original diameter of the workpiece, and the wedge angle of the dies should not exceed 7 °.
Swaging by Squeeze Action. The impact action common to standard rotary swagers can be slowed to produce a
squeezing action by employing a backer cam. The design of the crown and the width of the backers are such that at least
one roll is always in contact with the backer. The shape of the crown can be a single curve or two radii that approximate a
sine curve. Both of these backer designs are shown in Fig. 5. Machines that use a sine curve type backer have fewer rolls
than a standard swager.
Swaging with squeeze action is used to obtain greater reduction in area than that normally produced by impact action. It is
also used to produce intricate profiles on internal surfaces with the aid of a mandrel.
Compared to impact forming with standard swagers, squeeze forming produces less noise and vibration, requires less
maintenance of rolls and backers, and can produce greater reduction and closer tolerances. Standard rotary swagers,
however, are simpler to operate and lower in cost, require less floor space, and are faster for small reductions.
Rolls and backers used for cold swaging are made from tool steel. The grade of tool steel used varies considerably,
although many rolls and backers are made from one of the shock- or wear-resistant grades (depending on application)
hardened and tempered to 55 to 58 HRC.
Almost all rolls and backers become work hardened. The degree of work hardening depends on the severity of reduction
of the swaged workpiece, the swageability of the work metal, the material used for the rolls and backers, total operating
time, and adjustment of the machine. Rolls, backers, and dies used in cold swaging are stress relieved periodically at 175
to 230 °C (350 to 450 °F) for 2 to 3 h in order to reduce the effects of work hardening and to prolong service life. The
stress-relieving temperature used must not be higher than the original tempering temperature, or softening will result. The
frequency of stress relieving depends on the severity of swaging. Under normal conditions, steel rolls and backers should
be stress relieved after every 30 h of operation. Further improvements in tooling life and overall process costs are
achieved by using replaceable inserts in the working area of the backers as shown in Fig. 5(d). These inserts can be
carbide, and they have contoured forms that improve tool life and precision and reduce noise during swaging.
Stress relieving is usually not required for rolls and backers used for hot swaging, because some stress relief occurs each
time heat transfers from the hot workpiece to the rolls and backers. These components are also less susceptible to work
hardening than rolls and backers in cold swaging, because less force is required to form the part by hot swaging.
The rolls and roll rack of a four-die machine are subject to about 1 times as much wear as those in a two-die machine;
therefore, they must be replaced more often. Other components, such as the spindle and cap, liner plates, backers, and
dies, have about the same rate of wear in both types of machines; however, replacement cost of these components is lower
for a two-die machine.
The number of rolls in a four-die machine must be divisible by four, so that they can be placed at 90° spacing. Therefore,
a ten-roll machine is limited to using two dies.
Number of Dies. Most swagers have either two or four dies, although three-die machines are available. Most swaging
is done in two-die machines, because they are less costly to build and simpler to set up and maintain.
Four-die swaging machines have some advantages. Slightly greater reductions can be made more readily, and cold
working of the dies is reduced, because less ovality or side clearance is required than for two dies. Four-die machines are
especially useful for swaging workpieces from a round to a square cross section. Four dies are generally not used for
workpieces less than 4.8 mm ( in.) across (in either round or square section).
A stationary-spindle usually has twelve rolls, and three, four, or six dies can be used. To change the number of dies in a
swager, the spindle generally must be changed, because the slots in the spindle accommodate only the number of dies
used. Three-die units are typically used to form triangular sections; four-die units, rectangles, squares, and rounds; and
six-die units, hexagonal shapes.
Machine Capacity. The rated capacity of a swaging machine is based on the swaging of solid work metal of designated
tensile strength and is expressed as the diameter--or the average diameter of a taper--to which the machine can swage a
workpiece made from that material. Machine capacity is significantly influenced by the strength of the head. The load on
the head is approximately equal to the projected area of the workpiece under compression multiplied by the tensile
strength of the work metal.
For example, if the strength of the head limits the safe working load of a two-die machine to 51,000 kg (112 500 lb), the
rated capacity (specific diameter) of the machine for a 75 mm (3 in.) long die in swaging solid work metal of 414 MPa
(60 ksi) tensile strength can be calculated using:
Load = specific diameter · die length
· tensile strength
Therefore:
where load is in kilograms (pounds), specific diameter is in millimeters (inches), die length is in millimeters (inches), and
tensile strength is in megapascals (pounds per square inch). Therefore, for the process parameters outlined above, and
using SI units:
Using English units:
For work metal of a higher or lower tensile strength, the capacity or specific diameter would be proportionately lower or
higher, in accordance with the above formula. For a greater die length, the machine capacity would be lower. To swage
parts to a larger final average diameter in this two-die machine, it would be necessary to decrease the working length of
the die proportionately and therefore to decrease the area of work metal under compression.
For the swaging of a tube, the capacity of the machine is limited by the cross section of the die, by the compressive
strength of the tube, and sometimes by the size of hole through the spindle of the machine. The swaging of tubes with a
wall thickness greater than 1 mm (0.040 in.) over a mandrel is considered the same as the swaging of solid bar stock.
Tubes with thinner walls require greater force, depending on tube diameter and length of die, because friction traps the
metal between the die and mandrel, and there is no bulk metal to move.
Machines with dies that produce a squeezing action are rated according to their radial load capacity. The capacity is
usually limited by the stress at the line of contact between the roller and backer. For a reasonable component life, this
stress should not exceed about 1170 MPa (170 ksi). Assuming this stress as maximum when rollers and backers are made
of steel, the radial load capacity is determined by:
where L is radial load capacity in megagrams, N is the number of backers, l is effective roller length in millimeters, D
r
is
the diameter of each roller (in millimeters), and D
b
is the diameter (in millimeters) of the backer crown contacting the
rollers. The coefficient 0.002 converts the Hertz stress formula to megagrams of force based on a value of 1170 MPa for
maximum stress. When English units are used, the coefficient is 1.38 based on a maximum stress value of 170 ksi. Radial
load capacity would be calculated in tons, and all linear measures would be in inches.
For example, a four-die machine having 100 mm (4 in.) diam rolls with an effective roller length of 250 mm (10 in.) and a
915 mm (36 in.) diam backer crown would have a radial load capacity of 180 Mg (199 tons), determined as follows:
Rotary Swaging of Bars and Tubes
Revised by the ASM Committee on Rotary Swaging
*
Swaging Dies
Resistance to shock and wear are the primary requirements for cold swaging dies. It is sometimes necessary to sacrifice
some wear resistance in order to prevent die breakage due to lack of shock resistance. Numerous materials have been used
for swaging dies. Typical tool steels for cold swaging include A8, D2, S3, S7, and M2 at hardnesses ranging from 55 to
62 HRC. M2 and H13 are frequently used for hot swaging. Shock-resistant grades of carbide are used for high-production
applications. However, the greater density of carbide may lead to increased backer and roll wear.
Types of Dies. Depending on the shape, size, and material of the workpiece, dies range from the simple, single-taper,
straight-reduction type to those of special design. Figure 6 illustrates nine typical die shapes. Specific applications for
each are outlined below.
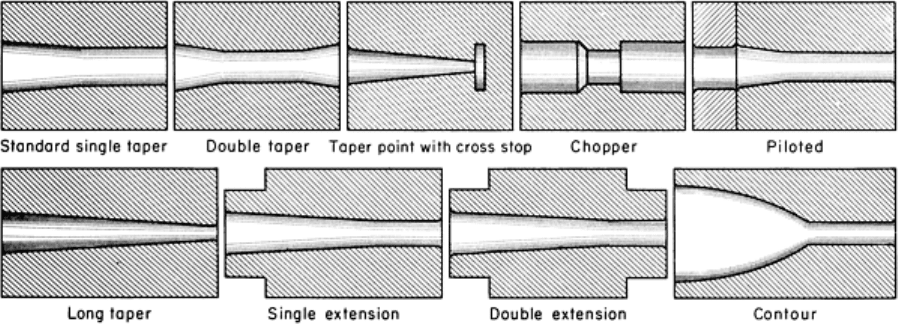
Fig. 6 Typical die shapes used in rotary swaging. See text for discussion.
Standard single-taper dies are the basic swaging dies designed for straight reduction in diameter. One common use
is to tag bars for drawbench operations.
Double-taper dies are designed for plain reductions, such as those made in the standard single-taper die described
above. A double-taper die can be reversed to obtain twice the life of a single-taper die.
Taper-point dies are used for finish forming a point on the end of the workpiece or for forming a point prior to a
drawbench operation. The built-in cross stop ensures equal length of all swaged points.
Chopper dies are fabricated from heat-resistant alloys. These dies are used exclusively for hot swaging.
Piloted dies ensure concentricity between the unswaged section and the reduced section of the workpiece. The front
part of the die acts as a guide; reduction occurs only in the taper section.
Long-taper dies are designed with a taper over their entire length. However, the length of the taper produced on the
work will be slightly less than that of the die.
Single-extension dies are used for high reduction of solid bars and tubing of low tensile strength. This die produces a
longer tapered section than a standard die.
Double-extension dies are extended at both ends to facilitate the swaging of thick-wall tubing and to provide a longer
taper section.
Contour dies are used to produce special shapes on tubes and bars.
Die Clearance. Virtually all swaging dies require clearance in the form of relief or ovality in the die cavity. Without
clearance, the flow of metal is restricted, and this results in the workpiece sticking to the die.
Ovality in Two-Piece Dies. Dies are oval in both the taper and blade sections. This ovality and side relief provide the
necessary clearance for the die to function. Ovality is useful for applications in order to maximize work hardening. The
disadvantages of using ovality to obtain clearance are:
• Close tolerances are difficult to maintain
• Dies wear rapidly
• Surface finish on the workpiece is inferior to that produced with dies having side clearance
Ovality in two-piece dies is produced by placing shims between the finished die faces and boring or reaming the assembly
to the desired clearance. Smoothly blending the two contours gives an approximately oval shape to the reassembled die.
An alternative procedure for producing ovality is to bore the two die blocks oversize and then to grind the die faces until
the groove in each half is of the proper depth to produce the desired swaged diameter.
The amount of ovality required varies with the characteristics and size of the work metal to be swaged. Table 2 lists
nominal values for determining the amounts of ovality for swaging solid material from 0.8 to 19 mm ( to in.) in
diameter and tubing covering a range of outside diameters. The following sample calculation shows how Table 2 is used
to determine the die ovality required for swaging 12.7 mm (0.5 in.) diam 1020 steel bar to a diameter of 9.5 mm (0.375
in.) using a die with a taper of 8° included angle. From Table 2, the ovality for the die taper for swaging low-carbon steel
is 0.025 mm (0.001 in.) per degree of taper plus 0.5% of the maximum diameter of the bar before swaging. Therefore:
Ovality
taper
= (0.025 · 8) + (0.005 · 12.7)
= 0.2 + 0.064
= 0.264 mm
Using English units:
Ovality
taper
= (0.001 · 8) + (0.005 · 0.5)
= 0.008 + 0.0025
= 0.0105 in.
According to Table 2, ovality of the blade section of the die is 0.075 to 0.1 mm (0.003 to 0.004 in.) less than the ovality of
the taper section. Therefore:
Ovality
blade
= 0.264 - 0.075 = 0.19 mm
Using English units:
Ovality
blade
= 0.0105 - 0.003 = 0.0075 in.
Table 2 Nominal values for computing ovality and corner radius on groove of dies for swaging of bars and
tubing
Percentage of shimming recommended for die diameter of:
Work metal
19-6.4 mm ( - in.)
4.8
mm
(
in.)
3.2
mm
(
in.)
1.6
mm
(
in.)
0.8
mm
(
in.)
Dies for swaging of bars
Low-carbon steels;
hard brass; copper
For die taper: 0.025 mm (0.001 in.) per degree plus 0.5% of max work
diameter. For die blade: above value less 0.075-0.1 mm (0.003-0.004 in.)
2
(a)
3
(a)
4
(a)
(b)
High-carbon and
alloy steels
125% of value for low-carbon steels 2
(a)
3
(a)
4
(a)
(b)
Lead No shimming required . . . . . . . . .
. . .