ASM Metals HandBook Vol. 14 - Forming and Forging
Подождите немного. Документ загружается.

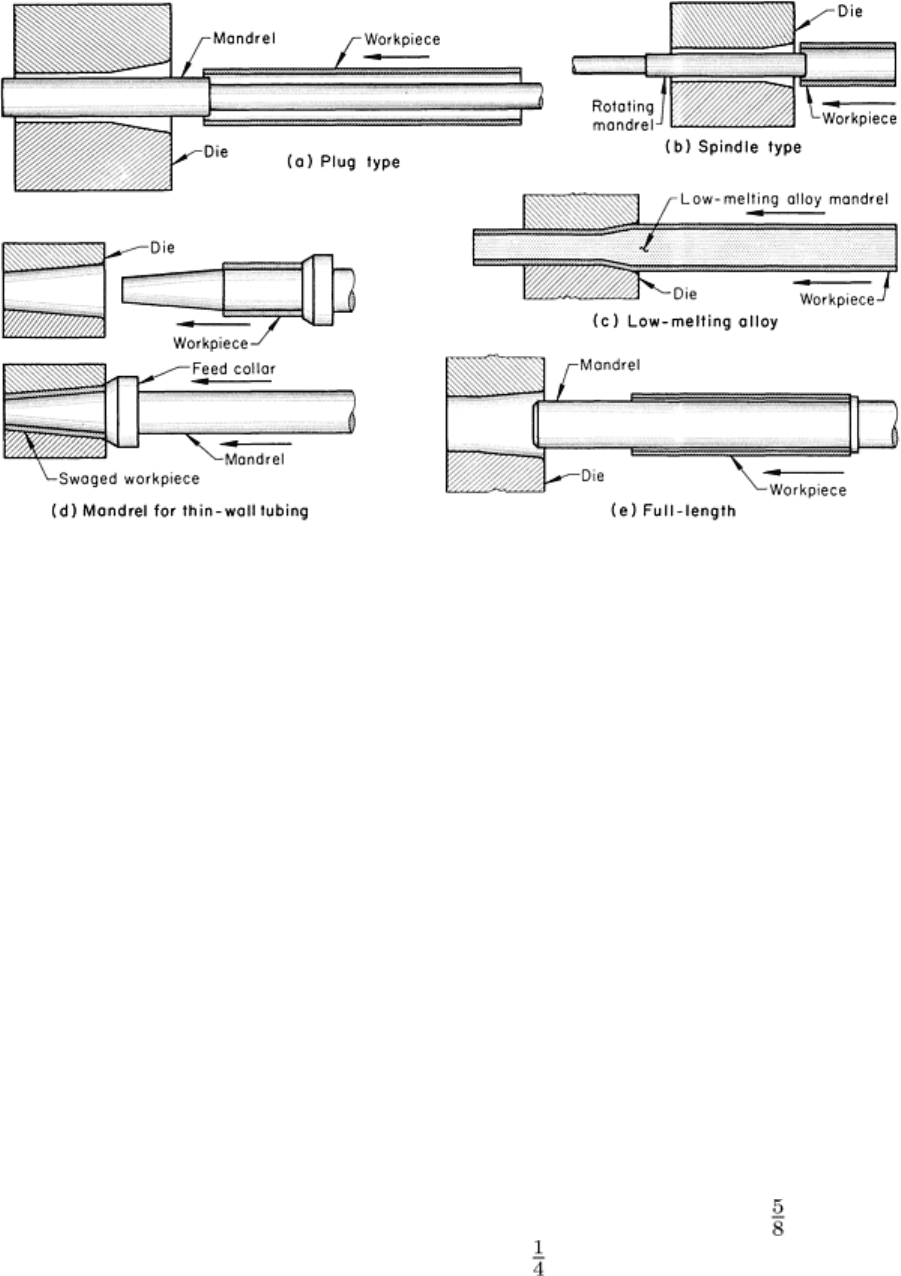
Fig. 16 Five types of mandrels most often used in the rotary swaging of tubes.
Plug-type mandrels (Fig. 16a) are fastened to a mandrel rod that is substantially smaller in diameter than the inside
diameter of the tube to be swaged. The mandrel is usually about the same length as the swaging die. The mandrel is
placed in the die in a fixed position, and the tube is fed over the mandrel into the swager. The mandrel and mandrel rod
are removable to permit loading of the tube.
Spindle-type mandrels (Fig. 16b) are mounted on a rotating mandrel holder that permits the workpiece and mandrel
to rotate independently of the machine spindle. The tube is fed into the die while the mandrel is fixed.
Low-melting alloys (Fig. 16c) are sometimes used to support thin-wall tubing during swaging. After swaging, the
supporting metal is melted out.
Mandrels for thin-wall tubing (Fig. 16d) are mounted in fixed holders in front of the dies. The mandrel slides back
to permit loading of the tube onto the mandrel, after which it slides forward into the die. The feed collar on the mandrel
then feeds the tube into the die. Sufficient clearance between the die and mandrel is maintained to permit feeding of the
workpiece into the die.
Full-length mandrels (Fig. 16e) are hardened and ground steel bars made slightly longer than the finished length of
the swaged tube. The mandrel is inserted into the tube, and both are passed through the machine.
Machine Capacity. Mandrels alter the machine capacity requirement for swaging. When a mandrel is used, the
workpiece must be considered a solid bar, and the selection of swaging machine should be based on its capacity to reduce
solid work metal. For example, a machine with a capacity sufficient for swaging a 16 mm ( in.) diam solid bar is
satisfactory for swaging a 25 mm (1 in.) diam tube with a 6.4 mm ( in.) wall thickness without a mandrel. However,
when a mandrel must be used in the 25 mm (1 in.) tube, a machine capable of swaging a solid bar of the same diameter
must be used.
Dies for mandrel swaging must have more ovality than those used for swaging tubing without a mandrel or for
swaging a solid bar. Dies that have a nearly round cavity will swage a tube on a mandrel so closely that removing the
mandrel is difficult. Ovality overcomes this problem. The amount of die ovality required is proportional to tube wall
thickness and diameter.
Internal shapes can be produced in tubular stock by swaging it over shaped mandrels. Workpieces are generally
classified as (1) those with uniform cross section along the longitudinal axis and (2) those with axial variations (such as
internal tapers or steps.
Workpieces in the first category can be made from long tubular stock swaged over a plug-type mandrel. After swaging,
the tube is cut into two or more pieces of the desired length. When swaging shapes with spiral angles, such as rifled tubes,
the angles should not exceed 30° as measured from the longitudinal axis, although angles up to 45° have been used for
some internal shapes.
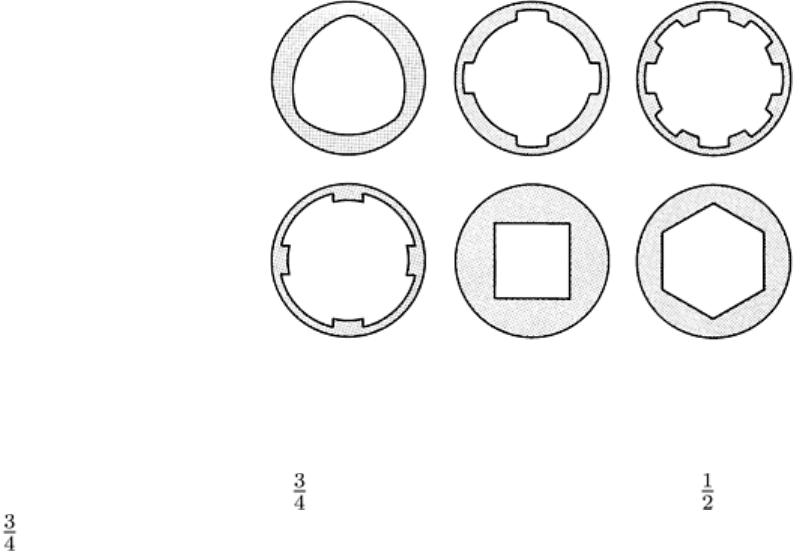
Sectional views illustrating the typical internal shapes of workpieces with uniform cross section along the longitudinal
axis are shown in Fig. 17. These shapes are made from tubular blanks with the inside diameter 0.5 mm (0.020 in.) larger
than the largest diameter of the mandrel. In addition, the difference between the largest and smallest internal diameters of
the swaged workpiece is added to the outside diameter of the swaged piece to obtain the correct blank diameter.
Fig. 17 Typical internal shapes produced in tubular stock by swaging over shaped plug-type mandrels.
For example, an internal 19 mm ( in.) square is to be swaged into a 38 mm (1 in.) OD tube. The diagonal of a 19 mm
( in.) square is 27 mm (1.06 in.). Therefore, the inside diameter of the tubular blank should be 0.5 mm (0.020 in.) larger,
or a total of 27.5 mm (1.08 in.). The difference between the maximum and the minimum internal diameters of the swaged
piece is 27 - 19 mm (1.06 - 0.75 in.), or 8 mm (0.31 in.). Therefore, the outside diameter of the tubular blank stock should
be 38 + 8 mm (1.50 + 0.31 in.), or 46 mm (1.81 in.).
To prevent breakage of the mandrel and to obtain the best tangential flow of metal, a swaging machine equipped with a
four-piece die is preferred for producing internal splines in workpieces with the same cross section at any point along the
axis. The dimensional accuracy of workpieces with internal splines is improved when they are swaged in a four-die setup
rather than a two-die setup, because less work metal is forced into the clearances of four-piece dies. Internal squares or
hexagons are less sensitive to the differences between two-piece and four-piece dies.
Figure 18 illustrates several typical work-pieces in which the internal shapes require axial variations of the cross section.
Internal shapes that contain stepped contours may require preshaped blanks when the differences between the steps are
large. For some shapes that terminate as blind holes, axial back pressure is required to influence metal flow during
swaging.
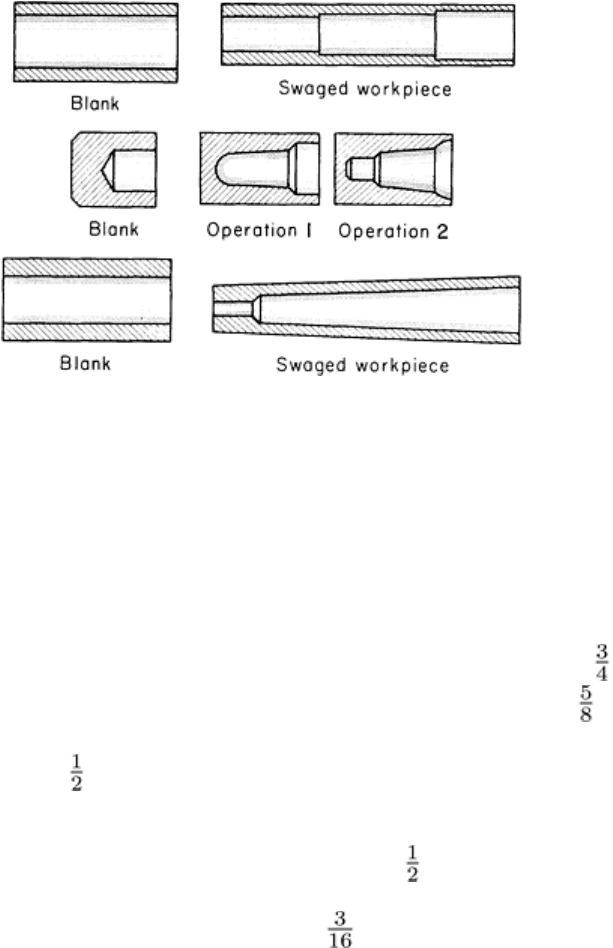
Fig. 18 Internal shapes of nonuniform axial cross section produced by swaging over a mandrel.
Gun barrels are frequently rifled by broaching. They can also be rifled by swaging with a fluted mandrel, as in the next
example.
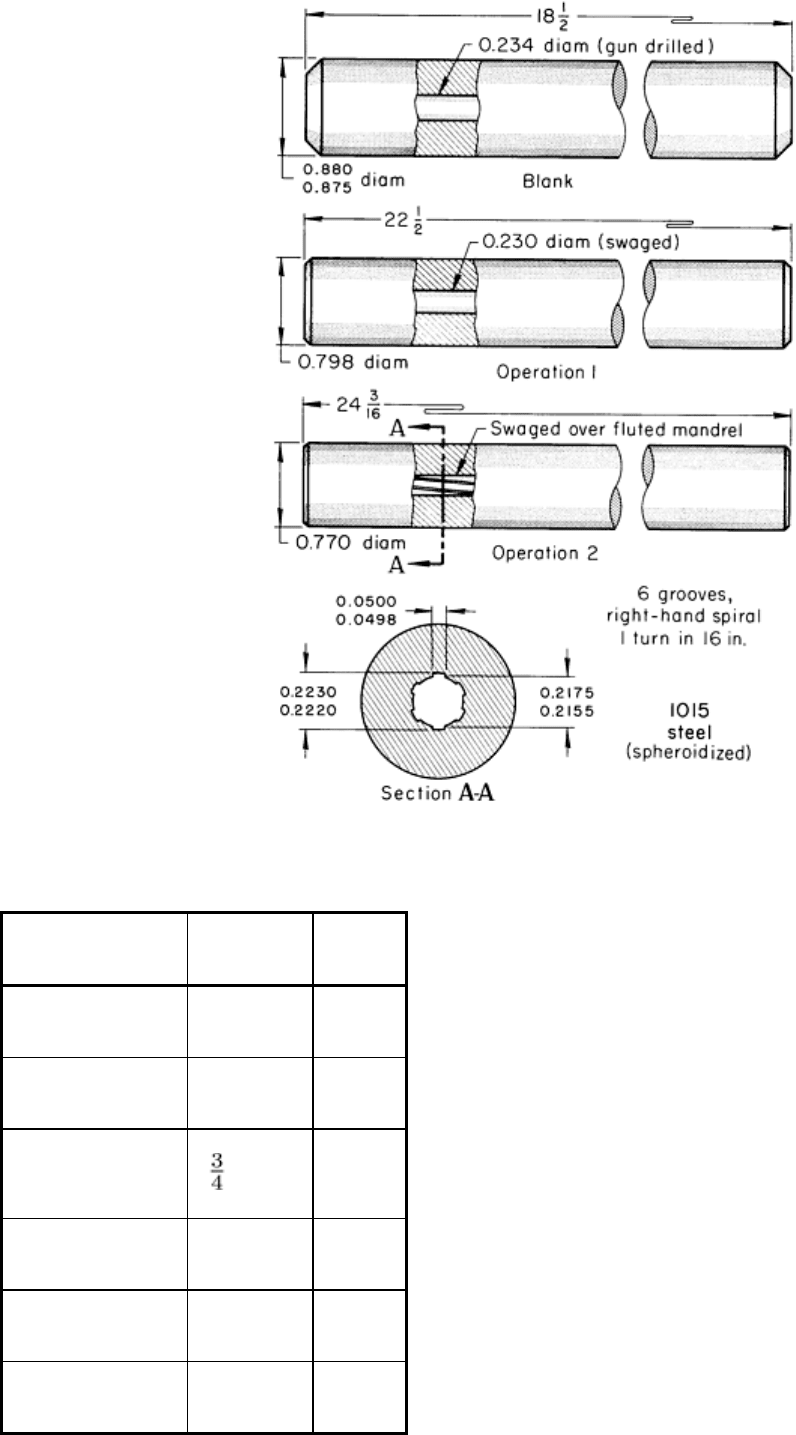
Example 2: Use of a Fluted Mandrel to Rifle the Bore of a Gun Barrel.
Gun barrels were originally produced by gun drilling 5.6 mm (0.222 in.) diam holes in 19 mm ( in.) OD bar sections
and then rifling the bore by broaching. After broaching, the gun barrels were turned to a 16 mm ( in.) outside diameter.
By the improved method, 470 mm (18 in.) long blanks (Fig. 19) were gun drilled so that their inside diameter was 5.9
mm (0.234 in.). They were then turned on centers to obtain precise concentricity between inside and outside diameters. In
the first swaging operation, the workpieces were reduced in outside diameter to 20.3 mm (0.798 in.) and in inside
diameter to 5.8 mm (0.230 in.), while length was increased to 570 mm (22 in.) (operation 1, Fig. 19). In operation 2
(Fig. 19), a fluted mandrel was inserted to form the rifling because swaging further reduced the outside and inside
diameters of the workpieces and increased the length to 615 mm (24 in.).
Operating condition
Gun drilling
Turning
Speed, rpm 1750
500
Speed, sfm 343
98
Feed
2 ipm
0.015 ipr
Cutting fluid Sulfurized oil
None
Tool material Carbide
Carbide
Setup time, min 10
10
Total tool life, pcs 50,000
100,000
Production, pcs/h 19 60
Swaging conditions
Spindle speed
300 rpm
Workpiece speed
150 rpm
Feed
30 ipm
Lubricant
None
Setup time
10 min
Die life, total
40,000 pieces
Mandrel life, total
50,000 pieces
Production rate
80 pieces per hour
Surface finish Burnished
Fig. 19 Progression of a gun-drilled and turned blank through two-
operation swaging, including rifling with a
fluted mandrel, to produce a gun barrel. Dimensions given in inches.
The workpieces were swaged in a 7 hp two-die machine capable of delivering 1800 blows per minute. Entrance taper of
the die was 6° included angle, and the overall length of the die was 75 mm (3 in.). A semiautomatic hydraulic feed
mechanism was used; barrels were manually placed into a spring-loaded chuck. The feed was started by the operator, and
the mandrel was positioned and held in place by an air cylinder. The workpiece was hydraulically fed over the mandrel
and disposed of at the rear of the machine, after which the mandrel returned ready for reloading.
The work metal for the part shown in Fig. 19 was 1015 steel, although other steels ranging from lower-carbon steels (such
as 1008) to medium-carbon alloy steel have been used for gun barrels. Gun barrels are swaged from heat-treated blanks to
hardnesses as high as 38 HRC.
Tool life is often the limiting factor in producing internal shapes. As the amount of reduction increases and tools
(mandrels, specifically) become more delicate, swaging sometimes becomes economically impractical because of short
tool life.
Lubrication between the mandrel and the workpiece is essential for most mandrel-swaging operations. Only a thin film,
such as that applied with a wiping cloth, is used on the mandrel. The tube and dies are generally wiped clean before the
operation begins (see the section "Lubrication" in this article).
Rotary Swaging of Bars and Tubes
Revised by the ASM Committee on Rotary Swaging
*
Effect of Reduction
Reductions by swaging are limited by machine size; available feed force; die angle and feed rate, which affect the feed
force; and the material and its metallurgical condition. Spheroidize-annealed plain carbon steels and other ductile alloys
can be swaged to over 40% reduction in area. For larger reductions, however, stress-relief annealing between reductions
may be necessary to achieve a crack-free product.
Internal and external surface finishes generally improve with increasing reduction. Figure 20 illustrates the improvement
in inside diameter surface finish achieved on tubes by swaging at 20 and 40% reductions in area.
Fig. 20
Correlation between original and swaged surface finishes on the inside diameters of tubes for two
different reductions.
Rotary Swaging of Bars and Tubes
Revised by the ASM Committee on Rotary Swaging
*
Effect of Feed Rate
The feed rate used for rotary swaging may range from 250 to 5000 mm/min (10 to 200 in./min). A common feed rate is
approximately 1520 mm/min (60 in./min). The extremely low rate of 250 mm/min (10 in./min) has been used when
swaging internal configurations from tubing or for tubing having a diameter to wall thickness ratio of 35 or more.
Swaging of simple tapers on an easily swageable material can be performed at feed rates as high as 5000 mm/min (200
in./min).
In general, high feed rates have an adverse effect on dimensional accuracy and surface finish. A spiral pattern on the
workpiece surface suggests excessive feed rates.
Rotary Swaging of Bars and Tubes
Revised by the ASM Committee on Rotary Swaging
*
Effect of Die Taper Angle
In rotary swaging, the angle of the taper at the die entrance influences the method used to feed the workpiece into the die.
When the included angle is less than 12°, manual feeding is practical for cold swaging. When the included angle of the
die entrance taper is 12° or more, power feeding is required.
Steep die surface angles produce inferior surface finishes and require greater feed force. Steep tapers, therefore, may
increase cycle time. Consequently, it may be more cost effective to perform the desired reduction in two passes, first with
a shallow taper and then with a steeper taper die or a die-closing swage, rather than in one pass with a steep taper.
Rotary Swaging of Bars and Tubes
Revised by the ASM Committee on Rotary Swaging
*
Effect of Surface Contaminants
Residues from drawing lubricants, oxides, scales, paint, and other surface contaminants should be removed before
swaging. Such contaminants retard feeding of the workpieces into the swager and load the dies and other moving
components of the swager.
Abrasive cutoff wheels should not be used in the preparation of tubular products, because abrasive dust from the wheels is
detrimental to the swaging dies and to the machine. Although the abrasive dust can be removed from the outside surface
of the tube if enough clean wiping cloths are used, it may be difficult to remove the dust from the inside surface and cut
edge of the tube.
The workpiece must be cleaned before swaging. Standard cleaning procedures can be used.
Rotary Swaging of Bars and Tubes
Revised by the ASM Committee on Rotary Swaging
*
Lubrication
The adverse effect of lubrication on feeding conditions eliminates the use of lubricants in many swaging operations
(except between mandrels and workpieces). The main disadvantage in using lubricants is that excessive feedback can
occur, especially when dies have a steep entrance angle (generally, more than 6°. Feedback cannot be tolerated in manual
feeding. An automatic feed must be sufficiently rigid and powerful to overcome this reaction.
A lubricant can usually be employed when the included entrance angle of the dies does not exceed 6°. If a lubricant can
be used, a better surface finish and longer tool life generally result.
Lubricants include oils specifically formulated for swaging operations, phosphate conversion coatings, molybdenum
disulfide, and Stoddard solvent. Stoddard solvent is a colorless refined petroleum product that is especially useful for
swaging aluminum.
Mandrel lubricants must be used during mandrel swaging to prevent seizure between the work and the mandrel. It is
important to select a mandrel lubricant that will adhere to the mandrel and to use the correct amount so that it does not
drip into the dies during the swaging operation. Most mandrel lubricants have this adherent quality. The lubricant selected
must not contaminate the blade and entrance section of the die by forming gummy residues, because the dies must be kept
clean. Resistance to heat is also desirable for mandrel lubricants.
When a mechanical feed and ample power are used, lubricants on the work can enhance surface finish and die life,
regardless of the entrance angle of the dies. With manual feeding, lubricants on the outside of the work present a
hazardous feeding condition.
Rotary Swaging of Bars and Tubes
Revised by the ASM Committee on Rotary Swaging
*
Dimensional Accuracy
Dimensions that can be maintained in the normal swaging of steel products in a wide range of sizes are listed in Table 4.
These dimensional tolerances apply to solid bars and to tubes swaged over a mandrel. The tolerances listed in Table 4
apply only to the main sections of swaged workpieces. Dimensions at the ends of swaged sections will vary because metal
flow is greater, causing the ends to be slightly bell-mouthed. When uniform dimensions are necessary throughout the
entire length of the workpiece, suitable allowances must be made for cutting off the ends of the swaged workpiece. For
swaging to close tolerances, the workpiece must be within the capacity of the machine, and the work metal must be as
ductile as possible to prevent springback to a larger diameter than required.
Table 4 Tolerances on diameter for swaging solid bar stock or for swaging tubing over a hardened mandrel
Nominal outside diameter
Tolerance
mm in. mm
in.
1.6
±0.025
±0.001
3.2
0.05
0.002
6.4
0.075
0.003
12.7-25.4
-1
0.13
0.005
51-76 2-3 0.18
0.007
76-114
3-4
0.25
0.01
114
4
0.38 0.015
Note: Data were compiled using low-
carbon steel samples, but are generally applicable to other swageable metals. Tolerances apply
only to main sections of workpieces and are based on a feed rate of 1520 mm/min (60 in./min). Tolerances given here can be reduced
by about 50% by reducing feed rate to 760 to 1015 mm/min (30 to 40 in./min).
Tolerance for cold-swaged tubular products can be held to closer limits than the tolerances applicable to the outside
diameter of standard tubing. The inside diameter, however, cannot be held as close, because of variations in the original
wall thickness and because the wall thickens during swaging. When a tube is swaged without a mandrel or without prior

reaming, the tolerance for the inside diameter should be twice that for the outside diameter. An exception is welded tubing
made from flat stock held to close tolerances on thickness and width. The dimensional accuracy of the inside diameter can
be greatly improved by using a mandrel.
Rotary Swaging of Bars and Tubes
Revised by the ASM Committee on Rotary Swaging
*
Surface Finish
In general, rotary swaging improves the surface finish of the workpiece. The finishes produced are comparable to those
obtained in cold-drawing operations.
Swaging in a squeeze-type machine usually causes a distinct spiral pattern on the outside surface of the workpiece. The
pitch of the spiral increases as the rate of axial feed increases and as the relative rotation between the die and workpiece
decreases. The intensity of the pattern on the inside surface depends on wall thickness. As the wall thickness increases,
the spiral pattern gradually fades out. The surface finish of the inside diameter is related to the surface finish before
swaging, the surface finish of the swaging mandrel, the amount of reduction, feed rate, rotational control of the tube
during swaging, the lubricant employed, and the mechanical characteristics of the work metal.
Figure 20 correlates the surface finish on the inside diameter of tubes before and after swaging to reductions of 20 and
40%. The values shown are based on tooling that was axially polished to a finish of 0.05 to 0.1 μm (2 to 4 μin.) and on the
use of a lubricant that was capable of preventing metal pickup. The higher reduction resulted in a finer surface finish on
the inside diameter.
These data were obtained from several different tube materials. Starting material was as-received--sometimes seamless
tubing that was pickled and sometimes as-welded tubing. This accounts for the range of finish on the inside diameter
before swaging.
Rotary Swaging of Bars and Tubes
Revised by the ASM Committee on Rotary Swaging
*
Swaging Versus Alternative Processes
There are numerous applications for which swaging is the best method of producing a given shape and is therefore
selected regardless of the quantity to be produced. Conversely, there are many workpiece shapes that can be successfully
produced by swaging, but can be produced equally well by other processes, such as press forming, spinning, and
machining. Applications comparing swaging with alternative processes are described in the following examples.
Example 3: Swaging Versus Press Forming.
The ferrule illustrated in Fig. 21 was originally produced in a press by drawing disks into cups, redrawing to form the
taper, and trimming the ends. With this procedure, 500 ferrules per hour were produced.
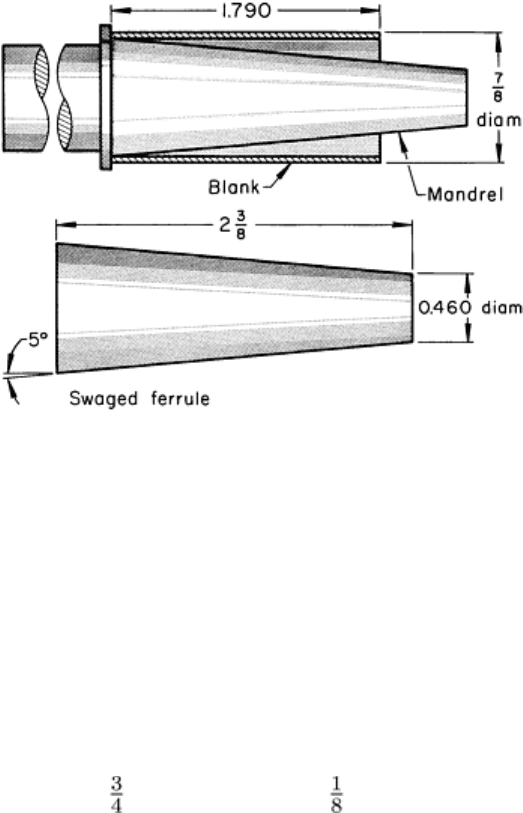
Fig. 21 Swaging a ferrule from tu
be stock (alloy C26000, cartridge brass, quarter hard, 0.032 in.) in preference
to press forming. The change from press forming to swaging lowered tooling costs and resulted in a 50%
increase in production. Dimensions given in inches.
The improved method consisted of cutting the blanks from tubing, then swaging them in a 5 hp two-die rotary machine.
Dies with an included taper angle of 9° 56' and 0.13 mm (0.005 in.) ovality were used. The production rate was increased
to 750 pieces per hour.
Example 4: Swaging Versus Spinning.
Blades for high-voltage switches were swaged from annealed copper tubes (Fig. 22) in three operations using a two-die
rotary machine. Each die was 197 mm (7 in.) long, 180 mm (7 in.) wide, and 127 mm (5 in.) high. The tapered
section in each die had a 15° included angle, and side clearance was used instead of ovality. Tubes were fed into the
swager by a hydraulically actuated carriage on a long track. An intermediate steady rest moved along the track to help
maintain tube alignment.