ASM Metals HandBook Vol. 14 - Forming and Forging
Подождите немного. Документ загружается.

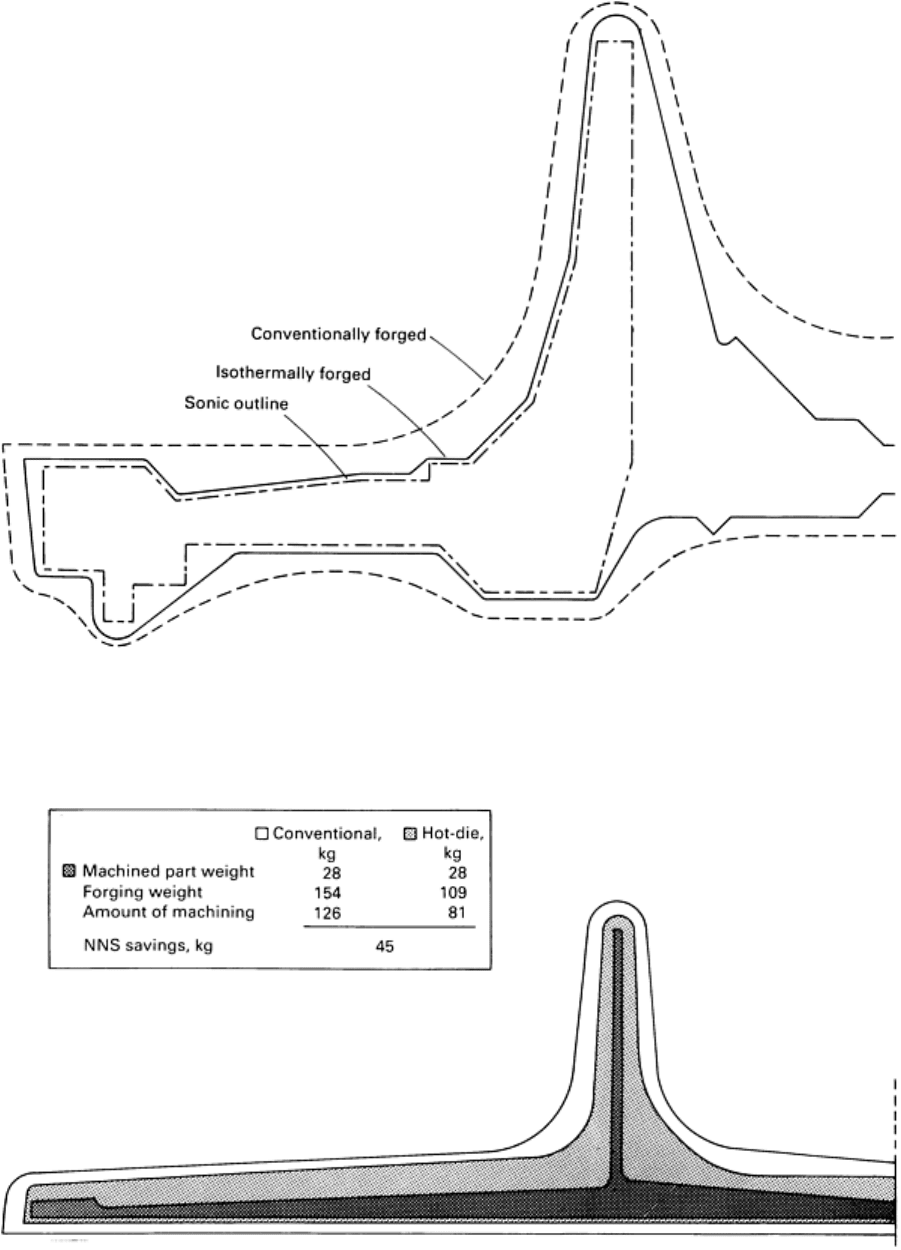
Fig. 1
Weight reduction obtained by the isothermal forging of a disk instead of conventional forging methods. A
27 kg (60 lb) weight reduction was obtained in the production of the nickel-base disk by isothermal forging.
Fig. 2 Comparison of raw material saved in the production of a Ti-6Al-4V structural forging that was hot-
die
forged versus a conventionally forged part (see cross-sectional areas and legend)
Reduced Machining. Because near-net shape forgings are produced close to end use weight and configuration, less
material removal is required during machining when compared with conventional forgings, as shown in Fig. 1 and 2. In
most cases, no machining is required, or only finish machining cuts are required to produce the final part. The elimination
of complex machining can sometimes justify the use of these processes even for less expensive alloys, as in the case of
steel gears forged with net tooth geometry.
Uniformity of Product. The final product produced by isothermal and hot-die forging exhibits more uniform
properties because of lower or nonexistent thermal gradients within the forging.
Forgeability. For alloys such as Alloy 100 (Ni-15.0Co-10.0Cr-5.5Al-4.7Ti-3.0Mo-0.6Fe-0.15C-1.0V-0.06Zr-0.015B)
that have a narrow range of working temperatures, a conventional forging process will result in severe forge cracking and
cannot be used to produce the parts. In these cases, isothermal forging improves the forgeability and makes it possible to
forge the alloy.
Isothermal and Hot-Die Forging
Sanjay Shah, Wyman-Gordon Company
Process Description
In conventional forging operations, the dies are heated to 95 to 205 °C (200 to 400 °F) for hammer operations and to 95 to
425 °C (200 to 800 °F) for press operations. These temperatures are significantly lower than the 760 to 980 °C (1400 to
1800 °F) stock temperature for titanium and the 980 to 1205 °C (1800 to 2200 °F) stock temperature for nickel-base
alloys and steels. In addition, these operations are performed at relatively high speeds, resulting in high strain rates.
Typical strain rates range to 50 mm/mm/min (50 in./in./min) for hydraulic presses, to 700 mm/mm/min (700 in./in./ min)
for screw presses, and exceed 12,000 mm/mm/min (12,000 in./in./min) for hammers.
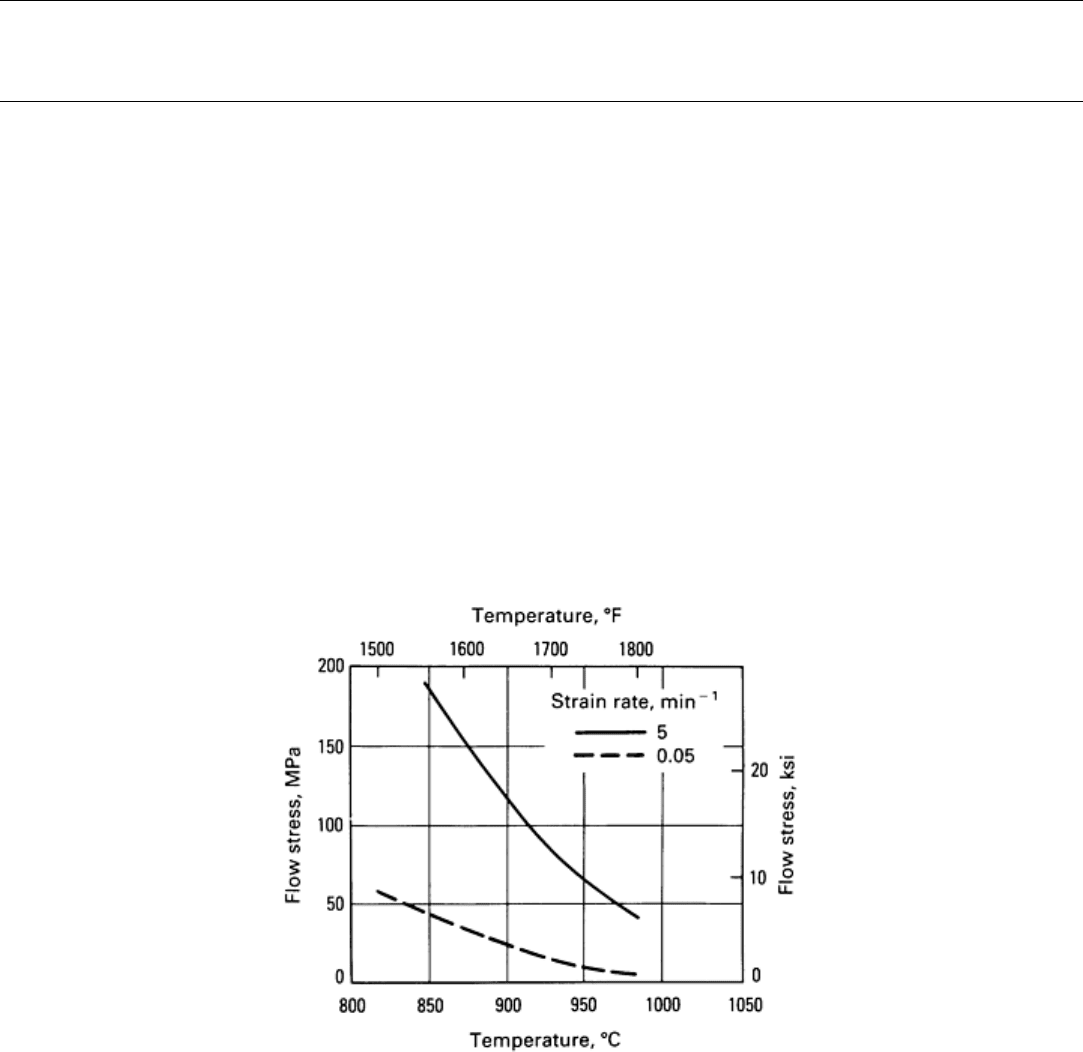
For titanium and nickel-base alloys, the flow stress in general has a high sensitivity to both temperature and strain rate.
This effect is illustrated for Ti-6Al-4V in Fig. 3 and for Alloy 95 (Ni-14.0Cr-8.0Co-3.5Mo-3.5W- 3.5Nb - 3.5Al - 2.5Ti -
0.3Fe - 0.16C-0.05Zr-0.01B) in Fig. 4. As shown, a decrease of 110 °C (200 °F) due to die chill can more than double the
flow stress. An order of magnitude increase in strain rate has a similar effect. In addition, the workability range for some
of these alloys is limited to a narrow temperature range. Therefore, conventional forging for these alloys is characterized
by high resistance to deformation, high forging loads, multiple forging operations, and sometimes cracking.
Fig. 3 Effect of temperature and strain rate on flow stress for Ti-6Al-4V
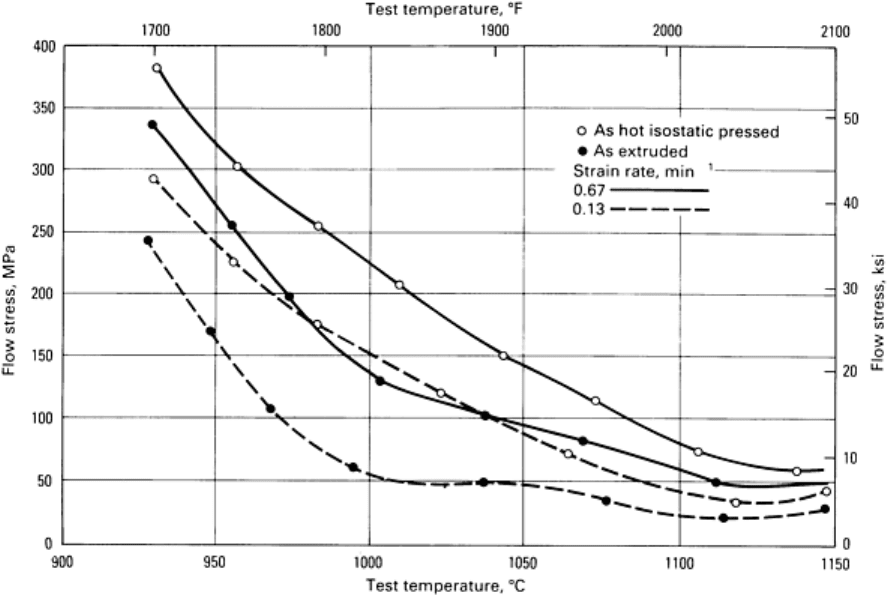
Fig. 4 Effect of temperature and strain rate on flow stress for Alloy 95
The isothermal forging and hot-die forging processes overcome some of these limitations by increasing the die
temperature so that it is close to the temperature of the forging stock. The die temperatures are maintained at these high
levels through continuous heating of the dies during the forge operation using induction heating, gas-fired infrared
heating, resistance heating, and so on. The heating arrangement is combined with the press so that heat can be provided to
the dies during the forging operation.
Figure 5 shows a typical arrangement for induction heating. In this setup, a set of induction coils is placed around the dies
(Alloy 100, Fig. 5). The electrical power input to the induction coils is controlled by thermocouples buried in the dies, and
it maintains the dies at a specified temperature. The arrangement also incorporates a die stack consisting of several plates,
some of them made from superalloys, to be placed between the dies and press platen. The die stack protects the press
platen from the heat of the dies and maintains the platen below a specified temperature. This arrangement prevents
excessive temperature at the press platen, which could severely affect the functioning of the press hydraulics and/or the
dimensional stability of the platen.
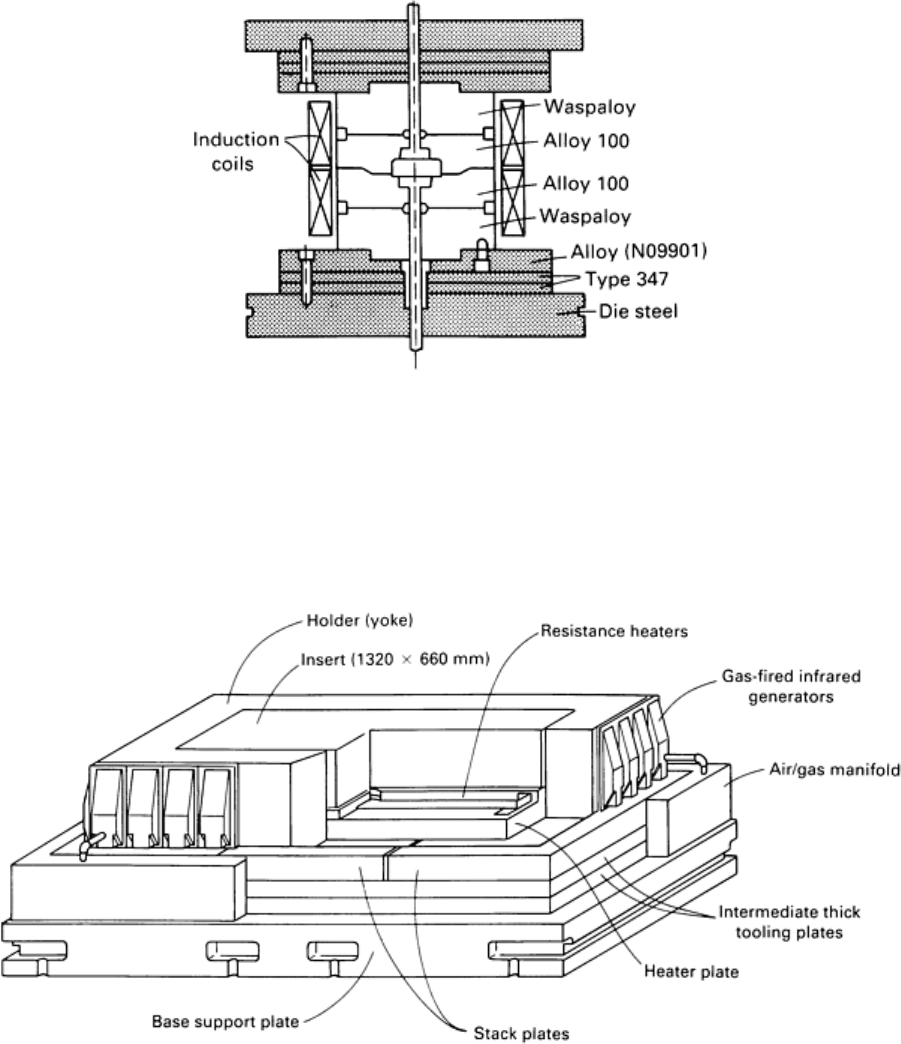
Fig. 5 Schematic of induction heating system for hot-die or isothermal forging
Another heating arrangement, using gas-fired infrared heaters, is shown in Fig. 6. This illustration also shows a resistance
heated heater plate situated under the dies.
Fig. 6 Gas-fired infrared heating setup for hot-die forging
The higher die temperatures for these processes allow for forging stock to remain at a higher temperature for a longer
time during die contact. This has the added advantage of reducing the forging speed, thus lessening the strain rate. The
beneficial impact of reduced strain rate on flow stress is shown in Fig. 3 for Ti-6Al-4V and in Fig. 4 for Alloy 95. Typical
strain rates used for isothermal forgings are 0.5 mm/mm/min (0.5 in./in./min) or lower, while hot dies use strain rates in
the range of 3 to 10 mm/mm/min (3 to 10 in./in./min).

Isothermal and Hot-Die Forging
Sanjay Shah, Wyman-Gordon Company
Forging Alloys
The hot-die and isothermal forging processes typically result in higher tooling costs due to higher die temperatures, as
well as higher costs for forging operation due to slower strain rate, when compared to conventional forging. However,
their ability to forge to a near-net shape results in lower material costs. Therefore, they are typically used for expensive
alloys where material content represents a large portion of the total cost of forging.
Alloys forged using these processes include titanium alloys, such as Ti-6Al-4V, Ti-6Al-2Sn-4Zr-2Mo, and Ti-10V-2Fe-
3Al and superalloys, such as Alloy 100, Alloy 95, Alloy 718 (UNS07718), and Waspaloy. In the case of β-titanium alloys
such as Ti-10V-2Fe-3Al, the typical forging temperatures range from 760 to 815 °C (1400 to 1500 °F), and the near-net
shape processes are especially attractive because of the availability of relatively inexpensive alloys for die materials. In
the case of superalloys such as Alloy 100, the working temperature range is so small that the isothermal and hot-die
methods are the only feasible forging processes currently available. In addition, at specific temperatures and strain rates,
Alloy 100 exhibits superplasticity, as shown in Fig. 7. When forged within this temperature range and strain rate range,
the alloy can be deformed to large strains at low loads and to fairly complex geometries.
Fig. 7 Superplastic behavior of extruded Alloy 100 at various temperatures and strain rates
Typical parts forged in the above alloys include structural components for air-frames; jet-engine disks, shafts, and seals;
and other aerospace components. The processes have also been used for some steel alloys to make complex geometries,
such as gears, in order to produce net surfaces and to eliminate expensive machining.
Isothermal and Hot-Die Forging
Sanjay Shah, Wyman-Gordon Company
Process Selection
Lower overall cost is one of the major reasons for selecting hot-die or isothermal forging over a conventional forging
process. Several factors influence this overall cost, and a complete value analysis is necessary for each part or part family
to determine its potential as a candidate for hot-die or isothermal forging. These factors are described in the section "Cost"
in this article.
Another criterion for selecting these processes is the need for uniformity and product consistency. In conventional forging
processes, there is a temperature gradient from the surface to the center of the forging because of die chill. This gradient
results in different areas of the part being forged at different temperatures and could cause a variation in microstructure

from the center to the surface of the forging. When this structural variation is not acceptable, the higher die temperature
process offers the advantage of a more uniform temperature during deformation and therefore less variation in
microstructure. In addition, because the die temperature and strain rate are controlled within a narrow range, there is
improved consistency from part to part.
The process selection for some alloys, such as Alloy 95 and Alloy 100, is based on their inherent tendency to develop
forge cracking under conventional forging conditions. Hot-die forging and isothermal forging represent the only suitable
forging processes available for these alloys.
Isothermal and Hot-Die Forging
Sanjay Shah, Wyman-Gordon Company
Process Design
The same factors that affect conventional forging processes also affect near-net shape processes. However, because of
tighter forging designs and the requirements for strict uniformity and consistency, stringent controls on the following
process parameters are necessary.
Forging parameters such as forge temperature, strain rate, preform microstructure, forging pressure, and dwell time
are all important factors in deciding the degree of dimensional sophistication and the resultant microstructure of the
finished part.
In general, lower strain rates and increased dwell time increase the potential degree of shape complexity and shape
sophistication of the forging, but could influence microstructure due to exposure to high temperatures for long periods of
time during and after deformation. In addition, very low strain rates cannot be used in hot-die forging, because of the
potential decrease in the stock temperature. Preform microstructure has a direct influence on the flow stress and
superplasticity of the material, sometimes requiring extruded billet with fine-grain structure as the starting material. Some
of the alloys that are forged achieve their final mechanical properties by thermomechanical processing; in this case, the
selection of the forge temperature and the amount of deformation are controlled by property requirements.
Close control of the above parameters and the entire deformation process is necessary to achieve proper results. New
analytical tools, such as deformation mapping and computer simulation of the deformation process, are very useful for
optimization of the processes.
Die Temperature. Proper selection of die temperature is one of the critical factors in process design for hot-die and
isothermal forging. The effect of die temperature on forging pressure is illustrated in Fig. 8 for Ti-6Al-4V. As shown in
Fig. 8, a decrease in die temperature from 955 to 730 °C (1750 to 1350 °F) may result in doubling the forging pressure
and may affect the shape capability available. It will also have an impact on the selection of die materials and economics.
In addition, for some alloys, the surface microstructure is affected by die temperature.
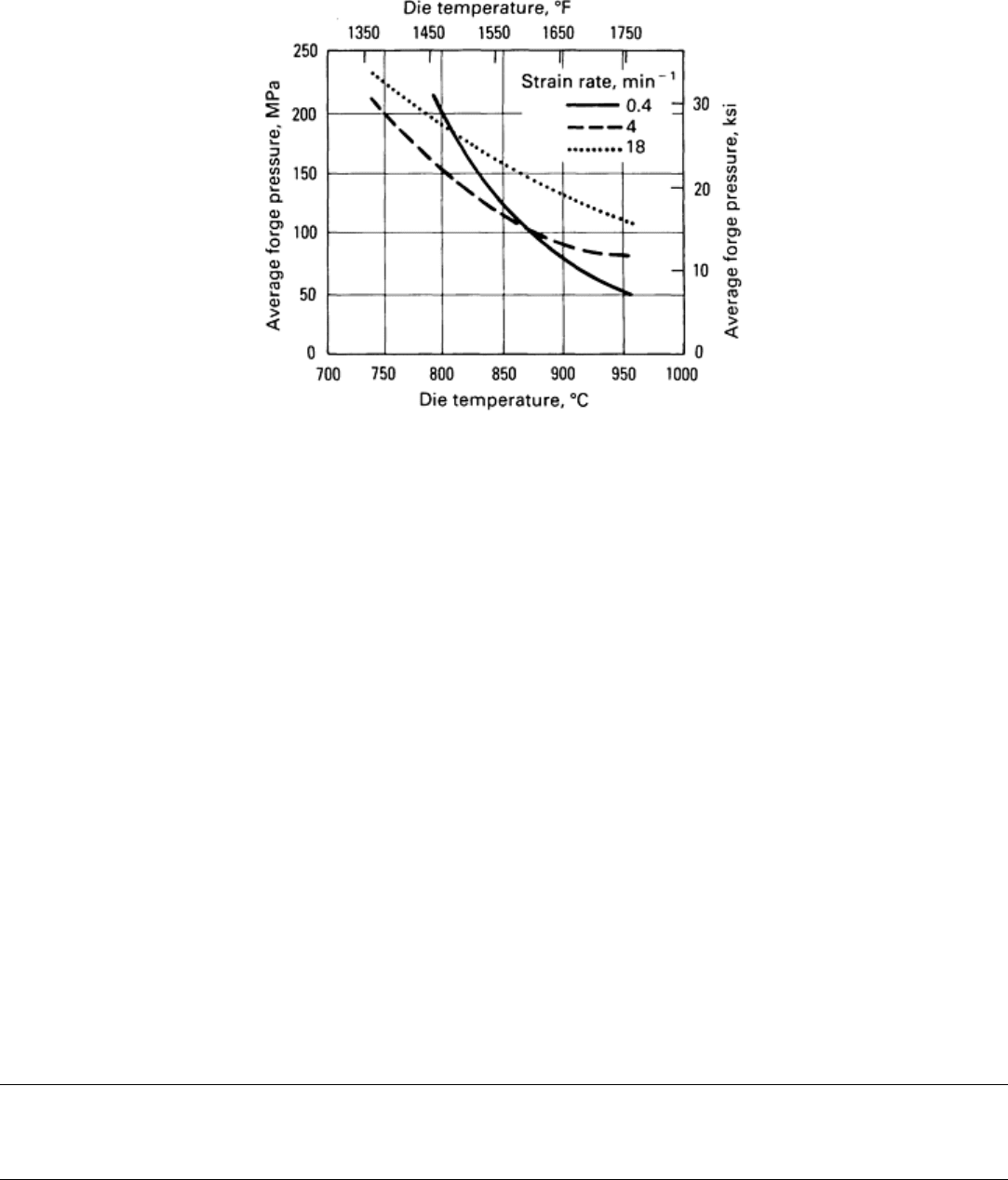
Fig. 8 Effect of die temperature on forging pressure at various strain rates for Ti-6Al-4V
Lubrication. In these near-net shape processes, lubrication plays an important role because of the precision of the
forgings, the existence of net surfaces, and the high interface temperatures. Standard practice is to apply coatings to the
billet or the preform prior to forge heating. They are sometimes supplemented by die lubrication during the forging
operation. The lubrication/coating systems must provide proper lubrication and must act as a good parting agent for the
easy removal of the forging from the dies. They also have to protect the forging surface in order to maintain acceptable
surface finish for the forgings and must not build up in the dies. For die temperatures to 650 °C (1200 °F), graphite
lubricants are acceptable, but for higher die temperatures, glass frits with proper additives or boron-nitride coatings find
wider use.
Preform Design. Another significant factor in process design is the design of the preform. One approach is to design a
fairly complex preform that is produced by a conventional forging process. The near-net shape process is then used to size
the part to tight geometries and tolerances. This approach was prevalent during the early development of hot-die
technology. A recent trend is to start with a conventionally forged blocker geometry and to finish forge using a hot-die or
isothermal process. In some cases, such as the isothermal forging of superplastic alloys, it is possible to start directly with
a billet geometry and produce the finish geometry with a single near-net shape forging operation. Preform design must
also take into consideration the amount of deformation needed during the finish forge operation to obtain the desired
mechanical properties.
Post-Forge Operations. After the parts are forged using the hot-die or isothermal forging methods, they are subjected
to the same clean-up, heat treatment, machining, and nondestructive evaluations as the conventional forgings. These
processes are described in detail in the articles "Forging of Nickel-Base Alloys" and "Forging of Titanium Alloys" in this
Volume.
Isothermal and Hot-Die Forging
Sanjay Shah, Wyman-Gordon Company
Die Systems
The principal difference between conventional forging and hot-die/isothermal forging is the die temperature. Therefore,
the die systems affect the successful implementation of these processes.
Die Materials. Conventional die steels do not have adequate strength or resistance to creep and oxidation at near-net
shape temperatures. Hot-die/isothermal forging dies must maintain precision while resisting the excessive high-
temperature-induced stresses that are caused by tight, complex geometries. Therefore, expensive nickel-base alloys such
as Alloy 100, B-1900, MAR-M-247, Astroloy, Alloy 718, and NX-188, as well as molybdenum alloys such as titanium
zirconium-modified molybdenum or TZM must be used for these applications. The yield strength and 100-h stress rupture
strength of some of these alloys are shown in Fig. 9 and 10 at typical near-net shape temperatures. Table 1 gives the
compositions of die materials for isothermal and hot-die forging.
Table 1 Compositions of die materials for isothermal and hot-die forging
Composition, %
(a)
Alloy
C Co Cr Fe Mo Nl Si Tl W
Others
Nickel-base alloys
Alloy 100 0.18
15.0
9.5 . . . 3.0 rem
. . .
5.0 . . .
5.5Al, 0.95V, 0.06Zr, 0.01B
B-1900 0.10
10.0
8.0 . . . 6.0 rem
. . .
1.0 . . .
6.0Al, 4.0Ta, 0.10Zr, 0.015B
Astroloy 0.05
17.0
15.0
. . . 5.0 rem
. . .
3.5 . . .
4.0Al, 0.06Zr
Alloy 718 0.05
. . . 18.0
19.0
3.0 rem
. . .
0.4 max
. . .
. . .
Alloy 713LC
0.05
. . . 12.0
. . . 4.5 rem
. . .
0.6 . . .
6.0Al, 2.0 Nb, 0.1Zr, 0.01B
NX-188 0.04
. . . . . . . . . 18.0
rem
. . .
. . . . . .
8.0Al
MAR-M-247
0.15
10.0
8.25
0.5 0.7 rem
. . .
1.0 10.0
5.5Al, 3.0Ta, 1.5Hf, 0.05Zr, 0.015B
Molybdenum alloy
(a)
Nominal unless otherwise indicated
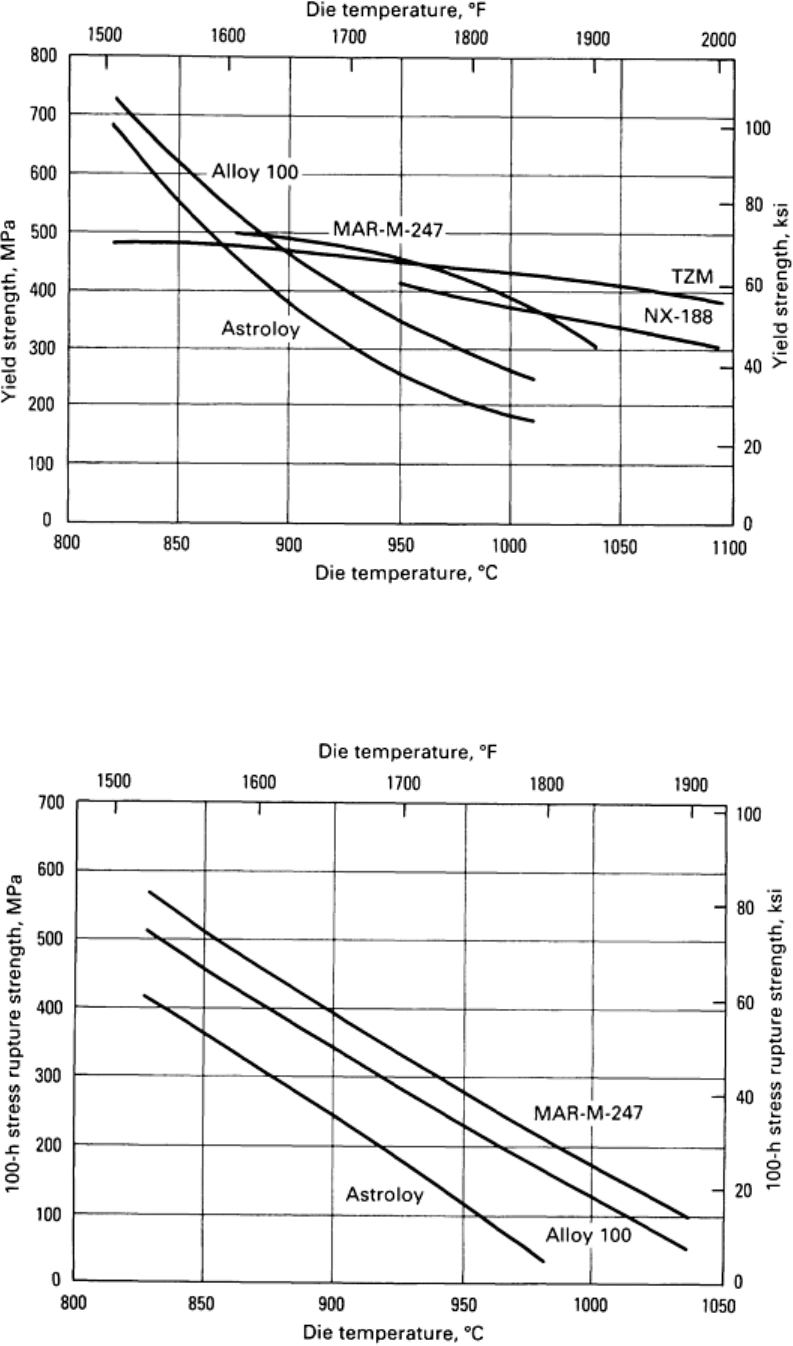
Fig. 9 Yield strength as a function of near-net shape die temperature for numerous nickel-
base alloys and a
molybdenum alloy (TZM)
Fig. 10 100-h stress rupture strength as a function of near-net shape die temperature for selected nickel-
base
alloys
Proper selection of die material for a given application depends on the operating temperature, forging pressure
requirements, and anticipated die life. As shown in Fig. 9, TZM is the most practical die material for the isothermal
forging of nickel-base alloys (which are forged at 1040 °C, or 1900 °F, or higher), while Alloy 100 and Astroloy are
better suited to the hot-die and isothermal forging of α-β titanium alloys, such as Ti-6Al-4V, forged at 925 to 980 °C
(1700 to 1800 °F). For β-forged titanium alloys such as Ti-10V-2Fe-3Al, which can be forged at 815 °C (1500 °F) or
lower, Alloy 718 or Alloy 713LC dies at 650 to 705 °C (1200 to 1300 °F) may provide a satisfactory cost-effective
alternative. Astroloy or Alloy 718 dies have also been successfully used for forging of superalloys such as Alloy 718 at
650 to 760 °C (1200 to 1400 °F). When large quantities of parts are to be produced, die life becomes an important
consideration, and the cost of die material becomes a secondary issue.
Die Manufacturing. The die materials used for hot-die and isothermal forging are more difficult to machine than
conventional die steels. Most dies manufactured for axisymmetric forgings are turned on a lathe, but dies for asymmetric
parts may have to be milled, which can be very expensive. Two approaches have been used in these cases to reduce the
cost of die manufacturing. Several early attempts with smaller die sizes and simple geometries used precision cast dies.
The more widely used technique is to produce these dies for structural shapes by electrical discharge machining using a
precision-machined graphite electrode. The tolerances on die sinking are held to better than ±0.1 mm (±0.005 in.).
Because most of the die materials are not weld repairable, accuracy is critical in the machining of the dies.
Atmospheric Control. When TZM is used as a die material, a special atmospheric control with either vacuum or inert
gases is necessary because of the tendency of molybdenum alloys to oxidize severely at temperatures greater than 425 °C
(800 °F). This necessitates the introduction of a special enclosure in the press around the die system and associated
enclosures for heating of multiples and material handling. Therefore, processes using TZM dies (mostly isothermal
forgings) have dedicated equipment. On the other hand, most nickel-base alloys can be heated in a normal atmosphere;
therefore, most hot-die forging operations that use these die materials are performed in conventional presses, with the
only additional requirement being the introduction of the die stack and/or the die heating system described earlier. These
presses do not have to be dedicated, and they can be used interchangeably for conventional forging as well as hot-die
forging.
Isothermal and Hot-Die Forging
Sanjay Shah, Wyman-Gordon Company
Forging Design Guidelines
The principal criterion in designing hot-die and isothermal forgings is to design the forging as close as possible to the
machined part with a potential of using as-forged surfaces if feasible. Beyond this, it is difficult to establish one set of
guidelines for a variety of parts that may be considered for near-net shape applications. Each part family must be
considered individually in order to ensure the optimal, most cost-effective design. There are, however, some general
guidelines that can be used in designing these parts.
Guidelines for forging design parameters, such as minimum web and rib thicknesses, corner and fillet radii, draft angle,
and design cover, are presented in Table 2 for various alloys and geometries. These values indicate the current industry
capabilities, and a significant amount of research and development effort is being applied to improve them, including an
increased size capability, geometries that are closer to the finished part, and the ability to provide negative draft and
contour capabilities through the use of split dies.
Table 2 Typical near-net shape forging design parameter
Parameters
Material
Miximum
plan
view area
Forging
envelope
Draft
angle,
degrees
Minimum
corner
radius
Minimum
fillet
radius
Minimum
web
thickness
Minimum
rib
width