ASM Metals HandBook Vol. 14 - Forming and Forging
Подождите немного. Документ загружается.

m
2
in.
2
mm in.
mm in. mm in. mm in. mm
in.
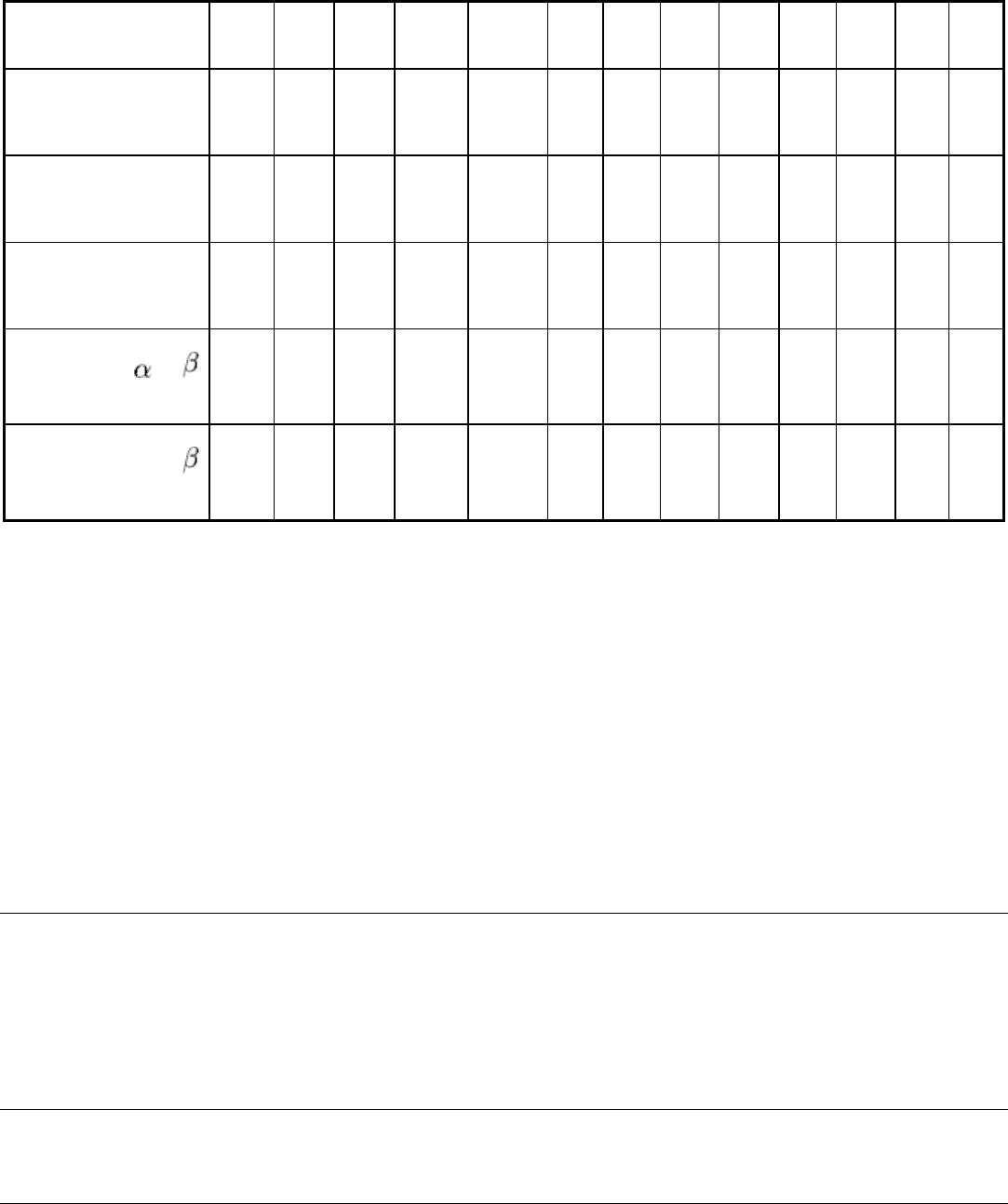
Near-net axisymmetric
Alloy 718
0.645 1000 1.5 0.06 3 6.4 0.25 19 0.75 15 0.60 . . .
. . .
Near-net axisymmetric
titanium
0.645 1000 1.5 0.06 3 3.3 0.13 6.4 0.25 13 0.50 . . .
. . .
Near-net structural
titanium (Ref 3)
0.387 600 1.5-
2.3
0.06-
0.09
3 3.8 0.15 6.4 0.25 10 0.40 6.4
0.25
Net structural +
titanium (Ref 3)
0.194 300 0.0 0.0 1-3 1.5 0.06 3.3 0.13 4.8 0.19 4.8
0.19
Net structural
titanium (Ref 1)
0.081 125 0.0 0.0 0-1°
30'
1.5 0.06 3.3 0.13 2.3 0.09 2.3 0.09
Generally, the tolerances considered for conventional forgings, such as those for length and width, die closure,
straightness, contour, radii, and draft angle, must also be considered for near-net shape forgings. For the near-net shape
parts, the tolerances are dictated by the process and part size. Tolerances to ±1.5 mm (±0.06 in.) and greater have been
acceptable for near-net forgings, while tolerances of ±0.5 mm (±0.02 in.) and tighter have been achieved for small net
surface titanium structural parts. In general, they are determined on an individual part basis and are negotiated between
the forging vendor and the customer.
In designing the dies for these forgings, accurate calculation of the die shrinkage allowance is important because of the
tight tolerances associated with these parts. Typically, the die geometries are machined using less than 20% of the
tolerance spread allowed for the forgings. When fairly tight draft wall and/or complex contours are features of the forge
design, segmented dies with a holder system (described in the article "Forging of Aluminum Alloys" in this Volume) are
used to achieve accuracy while maintaining the ease of removing the forging from the dies. Most hot-die and isothermal
forging processes also use a knock-out system for removing forgings from the dies.
References cited in this section
1.
G.W. Kuhlman and J.W. Nelson, "Precision Forging Technology: A Change in the State-of-the-
Art for
Aluminum and Titanium Alloys," Paper 84-256, Society of Manufacturing Engineers, 1984
3.
S.N. Shah and J.D. McKeogh, "Status of Near Net Shape Forging for Major Aerospace Applications," Paper
MF83-908, Society of Manufacturing Engineers, 1983
Isothermal and Hot-Die Forging
Sanjay Shah, Wyman-Gordon Company
Cost
The total cost basis of producing a part has a major impact on the selection of the hot-die or the isothermal forging
process for a given part. This total cost includes not only the cost of the forging material and the forging conversion but
also the cost of machining this forging to the final shape, the cost of tooling, and the cost of maintaining the tooling.
The initial cost of these processes is high because of the expensive die materials, such as TZM and Alloy 100, which can
sometimes cost in excess of ten times the conventional die materials, and because of the high cost of machining the dies.
The setup cost during forging for these processes may also be higher than that for conventional forging because of the
need for die stack and die heating and, in case of isothermal forging, the need for an enclosed atmospheric chamber. On a
per-part basis, the conversion cost may be higher than that for conventional forging in some cases, but lower in other
cases, depending on geometry and the potential for using smaller equipment to make the same part. For these processes to
be economically feasible, there must be a significant savings in material costs and machining costs to offset the higher
costs of tooling and setup.
To determine whether to use hot-die/isothermal forging or conventional forging and whether to use near-net geometry or
net geometry, the following factors should be considered:
• Total part quantity
• Part geometry and complexity
• Forging temperature and die temperature
• Savings in material and machining
• Die sizes and expected die life
• Cost of maintaining tooling to produce desired tolerances
The design and the process are selected by considering the above factors and their influence on the cost of tooling and the
cost of individual parts. A break-even analysis is then performed to determine the quantity at which the competing
processes break even, and based on the total quantity required for the part, the most economical process is selected.
Example 1: Comparative Costs of Conventional Forging Versus Hot-Die Forging
in the Manufacture of a Connecting Link.
Figure 11 shows relative comparison of costs for a conventional forging versus a hot-die forging for a connecting link
(Ref 2). This part, 0.048 m
2
(75 in.
2
) in plan view area (PVA), was made of Ti-6Al-4V. The forging for this part using
conventional design weighed 17.4 kg (38.3 lb), while a hot-die forging weighed 13 kg (29 lb). The hot-die design was
based on the use of Astroloy dies at approximately 925 °C (1700 °F) with some net surfaces. The die system for this part
required a die stack. Figure 11 shows that there was a significant difference in initial tooling costs and that it took over
500 forgings for the savings in material and machining to pay for the difference in the cost of hot-die tooling versus
conventional tooling. Hot-die near-net forging was not cost effective for this part at quantities under 500.
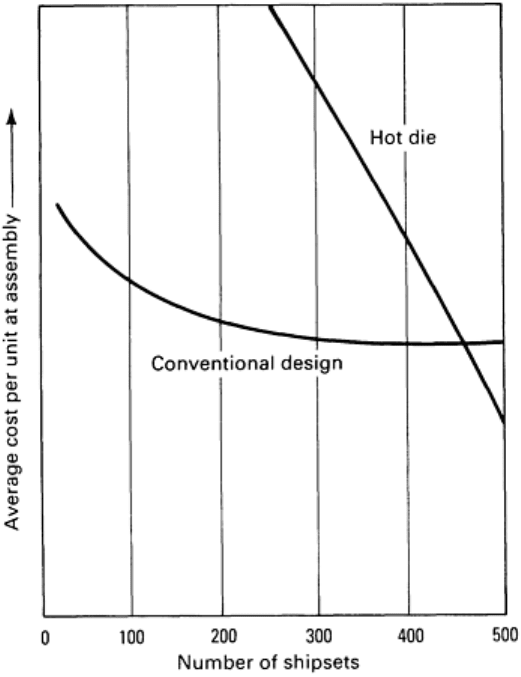
Fig. 11 Cost comparison between conventional design versus hot-die design fo
r the manufacture of a
connecting link forging made of Ti-6Al-4V
Example 2: Comparative Costs of Conventional Forging Versus Hot-Die Forging
in the Manufacture of a Bearing Support.
Figure 12 shows a comparison similar to that in Fig. 11 but for a different part--a bearing support (Ref 2). This part was
also made of Ti-6Al-4V and was 0.178 m
2
(275 in.
2
) in plan view area. Conventional forging for this part weighed 55.3
kg (122 lb), while hot-die near-net forging using Astroloy dies at 925 °C (1700 °F) weighed 21.1 kg (46.5 lb). Because of
the larger size of this part compared to the forging in Example 1, the difference in die costs between conventional forging
and hot-die forging was greater for this part. However, because of a significant reduction in material costs and machining
costs, the break-even point for the part was at a quantity of less than 200.
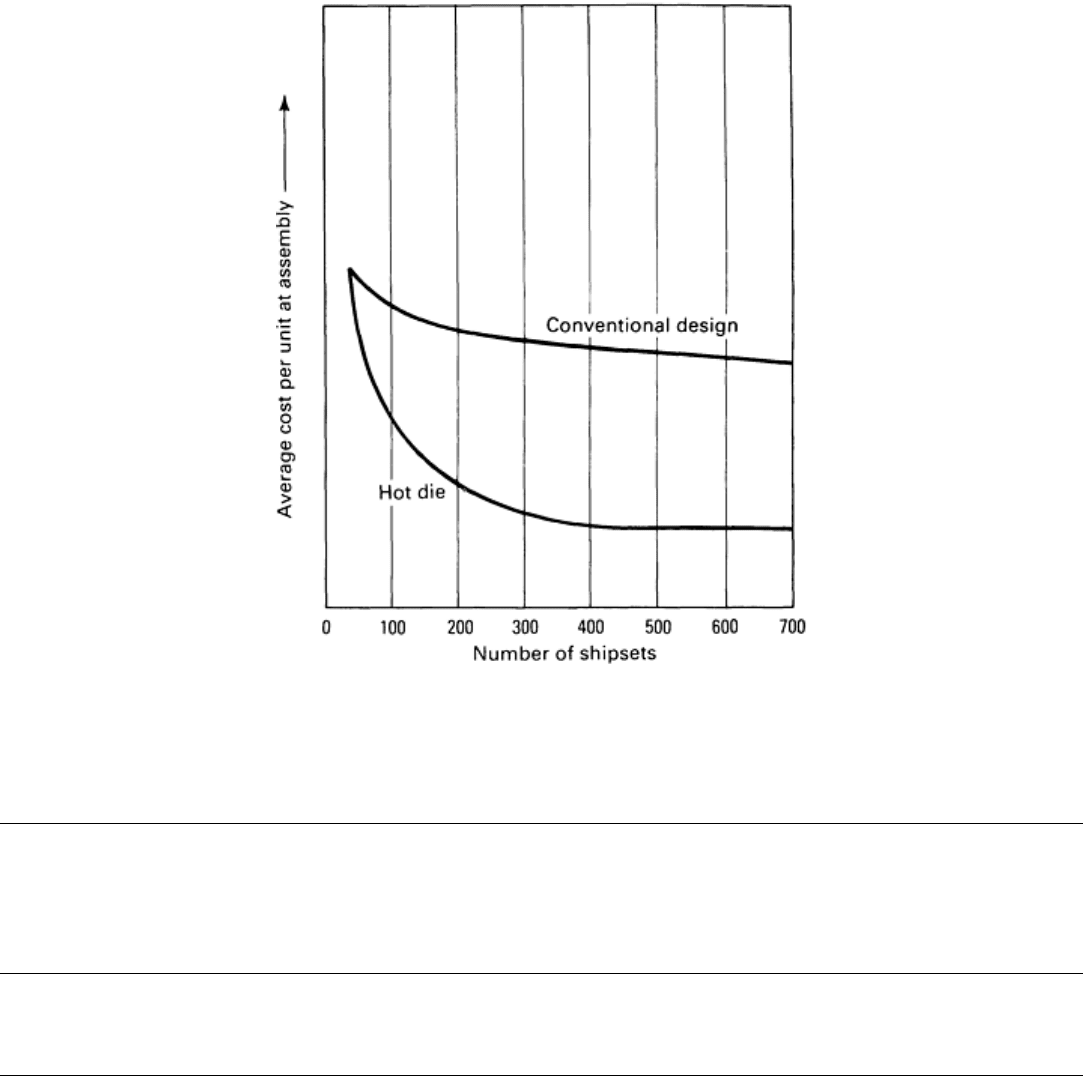
Fig. 12 Cost comparison between conventional design method versus hot-
die design for the manufacture of an
F-15 bearing support made of Ti-6Al-4V
Reference cited in this section
2.
C.C. Chen, W.H. Couts, C.P. Gure, and S.C. Jain, "Advanced
Isothermal Forging, Lubrication, and Tooling
Process," AFML-TR-77-136, U.S. Air Force Materials Laboratory, Oct 1977
Isothermal and Hot-Die Forging
Sanjay Shah, Wyman-Gordon Company
Production Forgings
The hot-die and isothermal forging technologies emerged as development efforts in the early 1970s and have become
production realities since the late 1970s. Some examples of production forgings are given in this section.
Figure 13 shows a Ti-6Al-4V hot-die forging for the F-15 bearing support referred to in Example 2. The part required
three closed-die operations to produce. The first two operations--preblock and block--were performed with conventional
forging processes, and the parts were then finish forged as doubles (0.355 m
2
, or 550 in.
2
, PVA) in Astroloy hot dies. A
cost comparison of this part for conventional forgings versus hot-die forging is shown in Fig. 12.
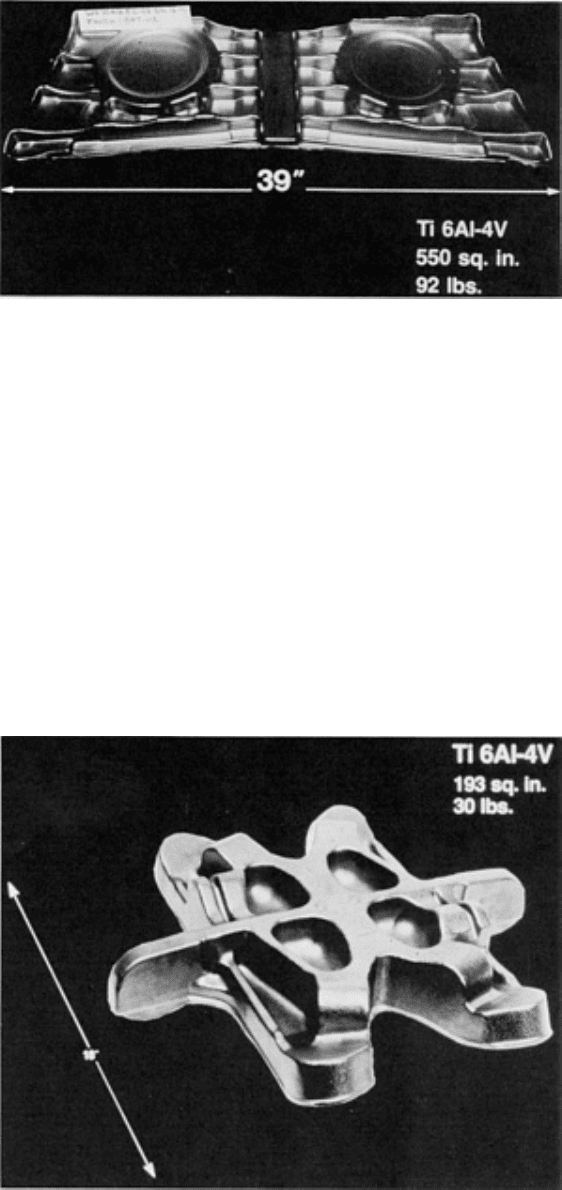
Fig. 13 F-15 bearing supports weighing 21.1 kg (46.5 lb) individually, made of Ti-6Al-
4V that was finish forged
with a hot-die near-net forging process in Astroloy dies at 925 °C (1700 °F).
Bearing supports were finish
forged as doubles.
Other examples of these technologies in production mode are presented in Fig. 14, 15, 16, and 17. Figure 14 shows a Ti-
6Al-4V engine mount that was hot-die forged with most surfaces being net on the side shown. The back side, which is
flat, was machined during final machining operations. Figure 15 shows a Ti-10V-2Fe-3Al engine-mount forging that was
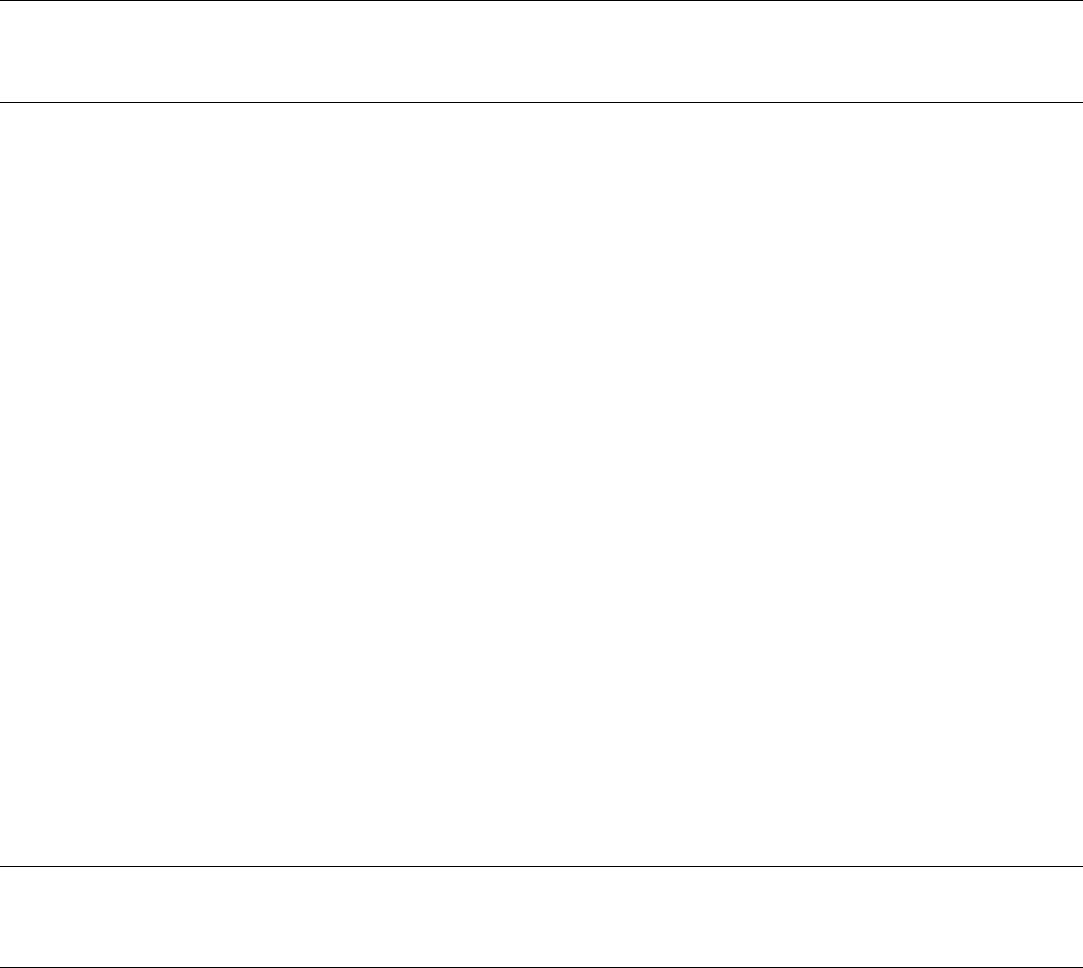
hot-die forged with net surfaces. An isothermally forged Alloy 100 disk is shown in Fig. 16. This part was forged in a
single forging operation from billet using TZM dies. The forging had no net surfaces and was machined all over to yield
the sonic shape. The main criteria for selecting the isothermal forging operation in this case are forgeability and savings in
material cost. A hot-die forged Alloy 718 disk is shown in Fig. 17. This forging was machined all over to yield the sonic
shape. For this part, the hot-die forging operation reduced the weight by 9 kg (20 lb) as compared to conventional forging.
Fig. 14 Hot-die forged Ti-6Al-4V engine mount with net surfaces
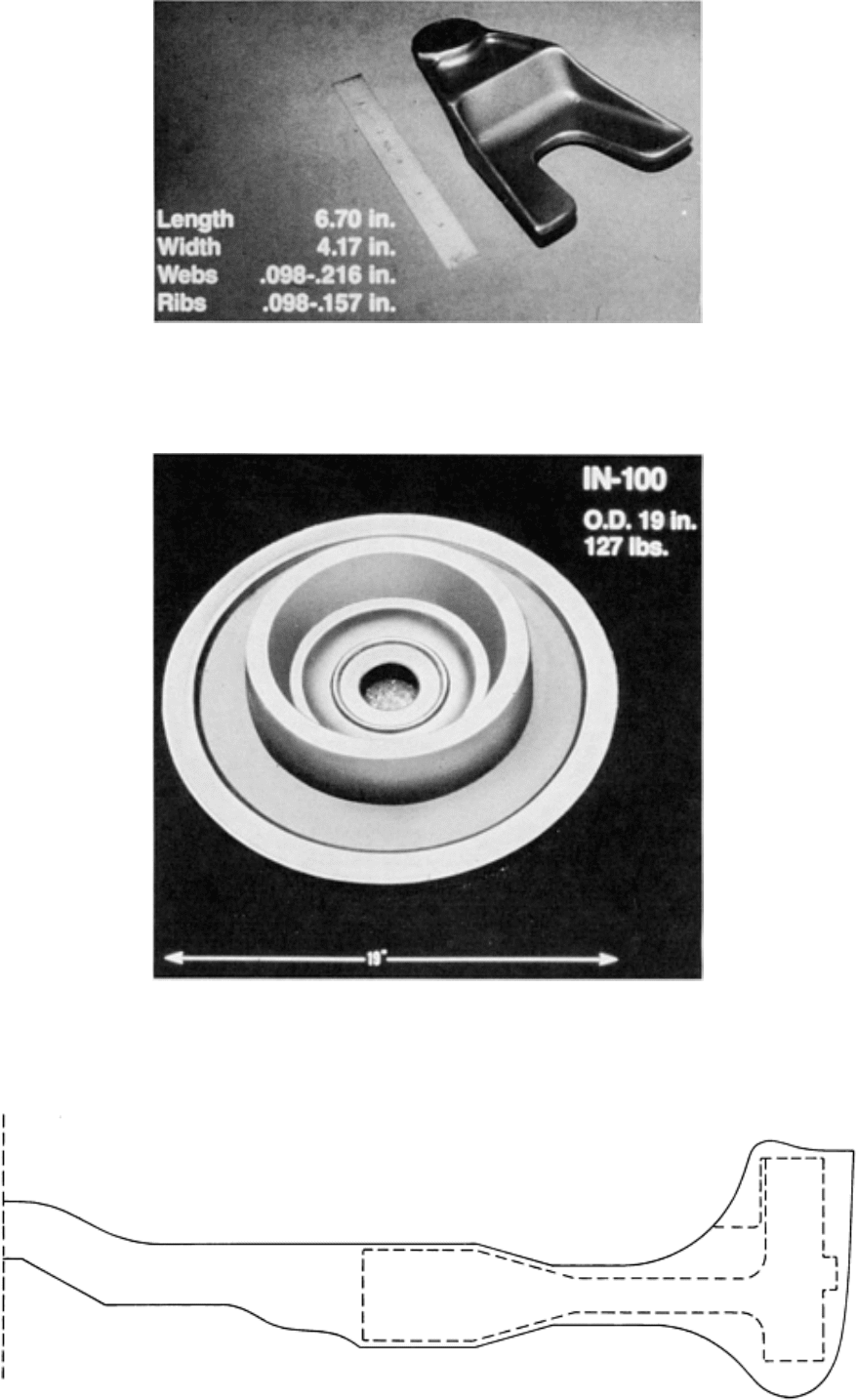
Fig. 15 Hot-die forged engine mount made of Ti-10V-2Fe-3Al with net surfaces
Fig. 16 Isothermally forged Alloy 100 disk

Fig. 17 Schematic cross section of hot-
die forged Alloy 718 disk having a 457 mm (18 in.) outside diameter
and weighing 38 kg (83 lb).
Isothermal and Hot-Die Forging
Sanjay Shah, Wyman-Gordon Company
References
1. G.W. Kuhlman and J.W. Nelson, "Precision Forging Technology: A Change in the State-of-the-
Art for
Aluminum and Titanium Alloys," Paper 84-256, Society of Manufacturing Engineers, 1984
2. C.C. Chen, W.H. Couts, C.P. Gu
re, and S.C. Jain, "Advanced Isothermal Forging, Lubrication, and Tooling
Process," AFML-TR-77-136, U.S. Air Force Materials Laboratory, Oct 1977
3.
S.N. Shah and J.D. McKeogh, "Status of Near Net Shape Forging for Major Aerospace Applications," Paper
MF83-908, Society of Manufacturing Engineers, 1983
Precision Forging
R.J. Shipley, Textron Inc.
Introduction
THE TERM PRECISION FORGING does not specify a distinct forging process but rather describes a philosophical
approach to forging. The goal of this approach is to produce a net shape, or at least a near-net shape, in the as-forged
condition.
The term net indicates that no subsequent machining or finishing of a forged surface is required. Thus, a net shape forging
requires no further work on any of the forged surfaces, although secondary operations may be required to produce minor
holes, threads, and other such details. A near-net shape forging can be either one in which some but not all of the surfaces
are net or one in which the surfaces require only minimal machining or finishing. Precision forging is sometimes
described as close-tolerance forging to emphasize the goal of achieving, solely through the forging operation, the
dimensional and surface finish tolerances required in the finished part.
Cold-forging processes are traditionally precision processes. These are discussed in the Section "Cold Heading and Cold
Extrusion" in this Volume and therefore will not be considered further in this article. Similarly, powder forging processes
would also be classified as precision forging under the above definition (see the article "Powder Forging" in this Volume).
It should be noted at this point, however, that a powder forging approach is often adopted only when it is not economical
to precision forge a component from a wrought preform.
In most contexts, including this article, precision forging indicates a hot or warm closed-die forging process that has been
upgraded to achieve greater process control. Traditionally, hot forging has not been regarded as a precision process. The
term precision warm forging can be regarded as somewhat redundant because one of the motivations for selecting a
forging temperature below the hot range is to achieve the advantages in precision associated with lower temperatures.
The examples in this article focus on the precision forging of steel. Detailed information on the precision forging of both
aluminum and titanium alloys is available in the articles "Forging of Aluminum Alloys" and "Forging of Titanium
Alloys" in this Volume.
Precision Forging
R.J. Shipley, Textron Inc.
Advantages of Precision Forging
Due to difficulties in achieving close tolerance and acceptable surface finish, hot forgings have traditionally been
designed with a generous machining allowance, sometimes 3 mm (⅛ in.) or more. The motivation for precision forging is
the elimination, or at least the reduction, of the costs associated with this machining allowance. These costs include not
only the labor and indirect costs of the machining and finishing operations but also the cost of the excess raw material that
is lost during machining.
The savings achieved through material conservation may not be as obvious as the savings obtained by eliminating
production machining operations, but it can be quite substantial. Material costs are a significant fraction (often more than
half) of the total cost of a forging. The cost of excess material includes not only the purchase price of that material but
also the cost associated with handling it in the plant and the energy cost associated with heating it to the forging
temperature.
The weight of a traditional forging is often more than twice the weight of the finished part after machining. The
machining allowance is responsible for some of this excess material. Significant amounts are also associated with the
forging flash. Generous allowances are made in traditional forging for excess material to escape from the die cavity as
flash. A study performed by the Forging Industry Association estimated that 20 to 40% of the weight of conventional
closed-die forgings is expended as flash. Although flash is sometimes considered necessary for trapping the metal in the
die and for ensuring that tight corners or other details are filled, the design of a precision forging usually minimizes and
sometimes completely eliminates the flash (see Example 1 in this article).
Another motivation for precision forging is that the mechanical properties of a precision forging are often superior to
those of a forging that has undergone extensive machining. This occurs because the forged microstructure is preserved
intact in the precision forging. Precision forging may also be attractive to a forge shop because the precision forging
represents a higher-value product than a conventional forging; that is, the forge shop achieves a higher "value-added."
Precision Forging
R.J. Shipley, Textron Inc.
Applications of Precision Forging
After it has been decided that a given part will be manufactured by forging, either a traditional or a precision forging
process must be selected. Not all part designs are candidates for precision forging.
As presented above, the precision of a forging is defined in terms of its conformity to finished-part requirements
concerning overall geometry, dimensional tolerance, and surface finish. These requirements should be derived from the
performance of the part that is desired in service. The impact of the requirements on manufacturing options should also be
included in the design analysis. Specifically, the application of precision forging can be enhanced by considering the
capabilities of the technology during the design process.
Given the nature of forging technology and the wide range of geometries that are forged, the determination of appropriate
applications for precision forging processes is best begun through a process of elimination, that is, through consideration
of those characteristics that tend not to favor precision forging.
Physical Considerations. A primary consideration is that the forging must be able to be removed from the tooling
after the forging process is completed. Thus, geometries that would interlock with the forging dies cannot be forged net.
Furthermore, surfaces parallel to the forging axis will often generate high frictional forces with the tooling during ejection

of the part. Therefore, forgings are often designed with a slight draft added to such surfaces to facilitate ejection.
Although forgings with no draft have been demonstrated, elimination of draft is limited by:
•
The capacity of the ejection mechanism of the forging equipment to provide the increased load that will
be required
• The strength of the workpiece material at the ejec
tion temperature; the workpiece must also
accommodate the increased ejection loads
• Wear of the tooling and/or damage to the surface of the workpiece that might occur because of friction
The physics of the metal flow during the forging process also limit the application of precision forging concepts. For
example, it may not be possible for the metal to flow to fill sharp corners or thin sections. Excessively high tooling loads
or rupture of the workpiece material may result from problems in metal flow.
Chilling of the workpiece material by the relatively cooler tooling restricts the metal flow. One of the motivations for the
development of isothermal and hot-die forging processes (see the article "Isothermal and Hot-Die Forging" in this
Volume) is to improve precision.
Alternatively, metal flow issues in precision forging can be addressed by including additional preform steps in the forging
process. However, this may not be a practical option in all cases.
Economic considerations also affect the application of precision forging. If only the costs of the forging process itself
are considered, precision forging will generally be more costly than traditional forging. This is due to the large number of
factors that must be considered in a precision forging process, as discussed in the following sections in this article. Many
of these factors are ignored in traditional forging.
The increased cost associated with precision forging will be offset by savings in subsequent manufacturing steps, as
discussed above. However, if the number of parts required is relatively small, the savings in material, machining, and so
on, may not be sufficient to offset the increased costs of precision forging. This may occur because a significant portion
of the cost differential associated with precision forging is a fixed cost, that is, independent of the actual number of pieces
forged.
Precision forging is especially attractive in the case of parts with complex surfaces that are difficult or costly to machine.
Turning is a relatively inexpensive operation in comparison with milling, grinding, or gear cutting. Not surprisingly,
many precision forging applications involve gears and similar types of parts (see Example 2).
Given a geometry that is amenable to precision forging, tolerances of ±0.25 mm (±0.010 in.) can generally be achieved.
In many cases, significantly better tolerances have been demonstrated. Comparison of the forging tolerances and surface
finish with the part requirements determines whether any machining will be required. Again, economic analysis is critical
in determining the benefits of a net shape forging versus a conventional forging or a near-net shape forging versus a
conventional forging.
Precision Forging
R.J. Shipley, Textron Inc.
Tooling Design Considerations
The design of the forging tools must include analysis of all effects that could impact on the precision of the process.
Allowance should be made for the thermal expansion of the tooling because it is generally at some elevated temperature
during the forging process. Similar allowance should be made for contraction of the workpiece as it cools after forging.
Thermal contraction is estimated from the workpiece temperature at die closure (see Eq 1). These allowances are typically
of the order of hundredths of a millimeter (thousandths of an inch)--comparable to the tolerances desired in the precision
forging process.
Elastic deflection of the tooling and the forging equipment can also occur during the forging process and can affect the
tolerance achieved. In many cases, the elastic deflections are small and may be safely neglected. However, this is not
always the case, as demonstrated in Example 1. Elastic expansion of the workpiece as the forging load is released is
usually not significant and can be neglected, because the flow stress is low at elevated forging temperatures.
The dimensions of the forged part will be decreased relative to the dimensions of the die cavity by the thickness of
the forging lubricant at die closure. The thickness at die closure will generally be less than the thickness applied to the
dies and/or forging preform. In many cases, the lubricant layer is very thin and can be neglected. In other cases, it may be
significant. Thicker coatings are sometimes applied to billets prior to forging as protection against oxidation during
subsequent heating. Buildup of the lubricant in the tooling can also be a problem in some cases.
As discussed above, metal flow patterns are an important consideration in precision forging. The design of the tooling
must ensure an appropriate preforming sequence to control the metal flow in order to fill the die contours and to achieve
an acceptable surface finish. The magnitude of chilling must also be evaluated because the flow stress of the metal is a
function of temperature.
To assess the feasibility of a precision forging design, both the forging load and the workability of the workpiece material
must be considered. As mentioned above, an estimate of the forging load is necessary for calculating elastic deflections in
the tooling and fixturing. Excessively high loads cause premature failure of the tooling, either through increased friction
and wear or gross overload.
The workability of the workpiece material is a quantitative measure of how much deformation can be
accommodated without cracking or other forms of failure. Workability is more critical in precision forging than in
conventional forging because higher deformation levels may be required to achieve the tolerances required in precision
forging. Deformation levels can be especially high in localized areas. Furthermore, the workability index of the material
can be decreased in a precision forging process if the forging temperature is decreased in an effort to improve precision.
(There would be exceptions in the case of materials whose workability actually improves with decreased temperature.)
Workability tests and theory are discussed in the Section "Evaluation of Workability" in this Volume.
In practice, consideration of the above-mentioned factors is extremely difficult for all but the simplest forging geometries.
Accurate calculation of the temperature gradients in the workpiece and tooling requires a heat transfer analysis.
Calculation of elastic deflections requires knowledge of the forging loads and a stress analysis of the tooling and
associated fixturing. Calculation of metal flow for preform design is even more complex.
Mathematical models of the forging process based on the finite-element method have been developed to aid the
forging design engineer in the required analyses. These models have been implemented through computer programs that
provide the required temperature and stress profiles and allow the designer to simulate the metal flow that occurs during
forging. Process modeling and simulation are discussed in detail in the article "Modeling Techniques Used in Forging
Process Design" in this Volume.
Analysis of a precision forging process through computer-based models is most readily accomplished if the forging
tooling is initially designed on a computer-aided design and manufacturing system. Even if computer models are not
employed, computer-aided design and manufacturing will still be valuable in the design of precision forging tooling. The
goal of net shape, or at least near-net shape, dictates that precision forging tooling will be more detailed and complex in
comparison with conventional tooling. Furthermore, the accurate calculation of volumes and surface areas, which is done
automatically with computer-aided design and manufacturing, is more critical in precision forging than in conventional
forging. Applications for computer-aided design and manufacturing in forging are discussed in the article "Forging
Process Design" in this Volume.
Physical modeling is an alternative to mathematical simulation of the forging process on a computer. Physical
modeling involves construction of an analog model of the tooling and workpiece material. For example, observation of
the flow of Plasticine (a modeling clay) at room temperature has been found to be helpful in understanding metal flow
during forging. The tooling in a physical model is typically fabricated of Plexiglas to enable continuous observation
during deformation. Metal flow patterns may be highlighted by constructing the preform from different colors of clay.
Physical modeling is discussed in the article "Modeling Techniques Used in Forging Process Design" in this Volume.
Even with the most sophisticated analytical techniques, some further development of the precision forge tooling may be
necessary on the shop floor. In some cases, forging parameters and/or the dimensions of the die cavity may have to be