ASM Metals HandBook Vol. 14 - Forming and Forging
Подождите немного. Документ загружается.

Radial forging is sometimes confused in the literature with rotary (orbital) forging. In the rotary forging process, the axis
of the upper die is tilted at a slight angle with respect to the axis of the lower die, and one or both dies rotate. Additional
information is available in the article "Rotary Forging" in this Volume.
Radial forging was initially used for the hot forging of small parts and for the cold forging of tubes over mandrels.
Current applications include:
• Bars with round, square, or rectangular cross section starting from ingots or blooms
• Stepped solid shafts and axles for locomotives, railroad cars, and trucks
• Stepped hollow shafts for components in the automotive and aircraft industries
• Preforms for turbine shafts or for subsequent closed-die forging
• Thick-wall tubes forged over a water-cooled mandrel
• Necks and bottoms of steel bottles
• Couplings and tool joints
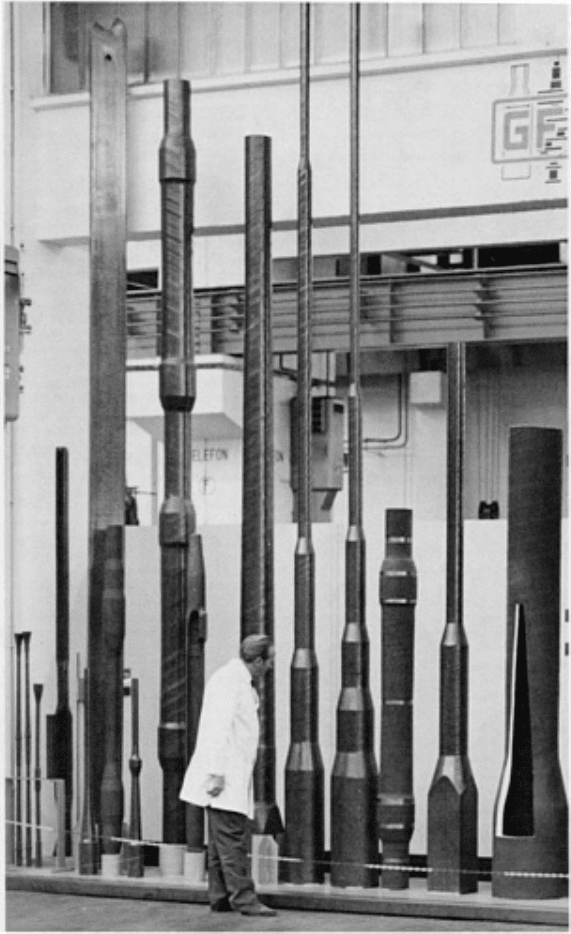
Figure 1 illustrates typical parts formed by radial forging.

Fig. 1 Typical parts formed by radial forging.
Radial Forging
Hans Hojas, Gesellschaft für Fertigungstechnik und Maschinenbau mbH
Equipment and Process
The four-hammer radial forging machine (Fig. 2) is basically a short-stroke mechanical press. The stroke of the forging
connecting rods is initiated through eccentric shafts. The eccentric shafts are supported in housings that allow adjustment
of the stroke position of the four forging connecting rods. One or two electric motors drive the eccentric shafts through a
drive gear, which simultaneously controls the synchronization of the four eccentric shafts. The forging connecting rods
can be changed in their stroke position either in unison or in pairs so that round, square, or rectangular cross sections can
be forged.
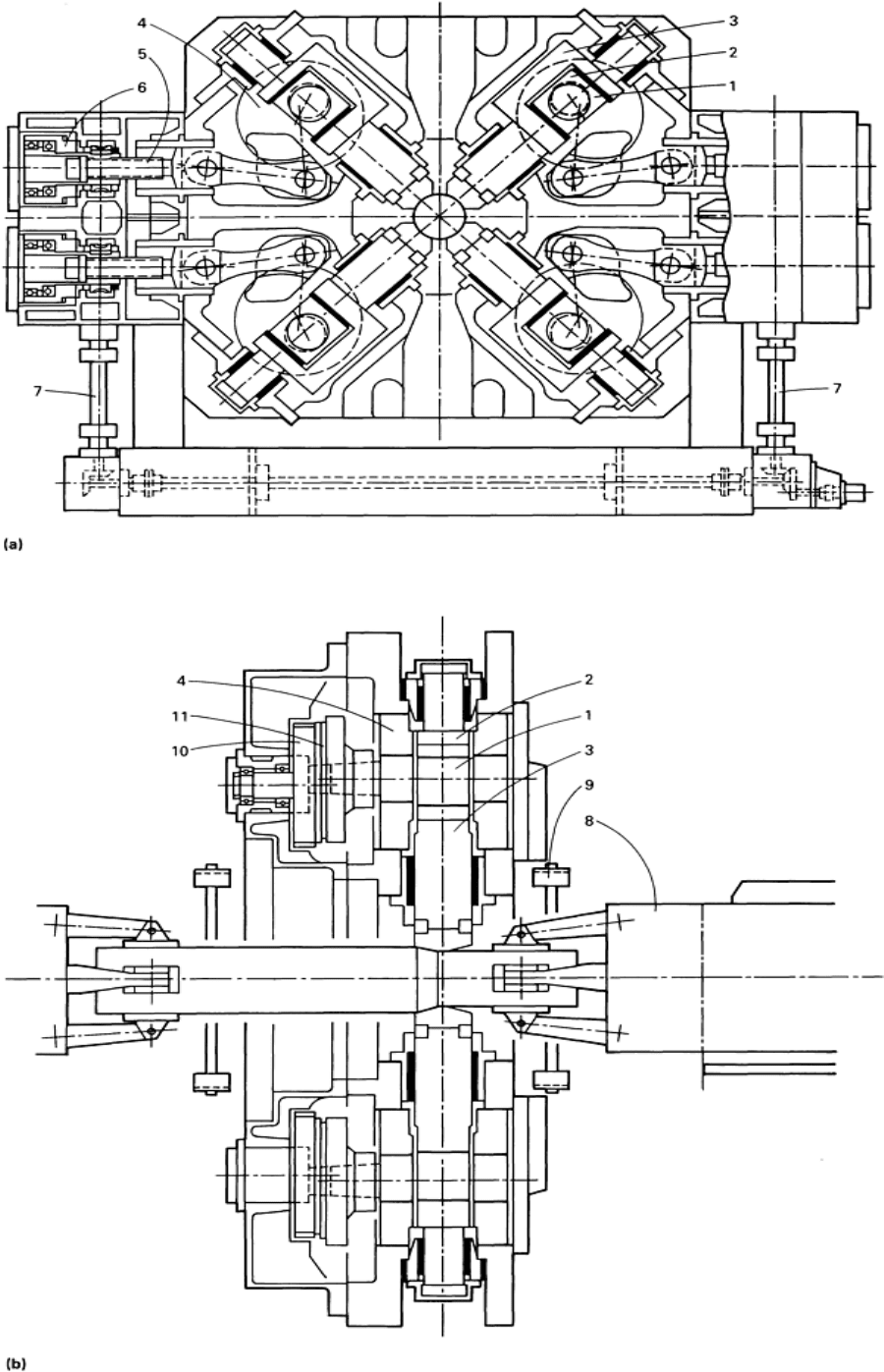
Fig. 2 Schematic of four-
hammer radial forging machine with mechanical drive. (a) Cross section through
forging box. (b) Longitudinal section through forging box. 1, eccentric shaft; 2, sliding
block; 3, connecting rod;
4, adjustment housing; 5, adjusting screw; 6, hydraulic overload protection; 7, hammer adjustment drive
shafts; 8, chuckhead; 9, centering arms; 10, clutch; 11, clutch disk.
Depending on its application, the part-handling system of the machine can be equipped with either one or two workpiece
manipulators, which differ widely from conventional forging manipulators. In contrast to press or hammer forging, the
workpiece axis in radial forging is always maintained on the forging machine centerline, regardless of the diameter. The
manipulator moves only in the longitudinal direction. In order to achieve exact guidance, the chuckhead slides on a
machine bed. During the forging of round cross sections, the chuckhead rotates the workpiece in cycle with the forging
hammers; that is, the rotary movement will be stopped during the time the hammers are in contact with the workpiece.
The rotary movement of the chuckhead spindle is synchronized with the hammer blows; therefore, twisting of the
workpiece is eliminated. The indexing positions of the chuckhead spindle required for forging squares, rectangles, or
hexagons can be set automatically.
In radial forging, the entire forging process, including loading and unloading, can be performed automatically by
computer numerical control (CNC). The forging process is no longer dependent on the discretion of the operator, and an
optimal forging program is maintained in an unchanged manner. This guarantees the manufacture of uniform forged
pieces, which are trimmed to optimal machining allowances. These workpieces are well suited to subsequent machining
on CNC lathes because of their consistent dimensional accuracy.
The technology of the four-hammer forging machine differs from that of all other hot-forming methods. Conventional
presses and hammers, or even rolling mills, use only two tools per forming operation. In the radial forging machine,
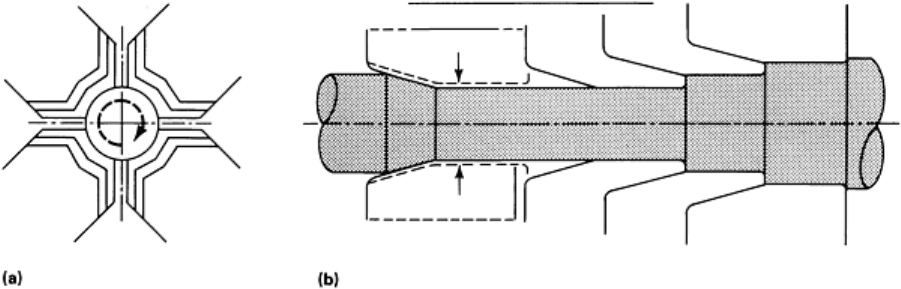
however, a workpiece is formed at the same time by four hammers arranged in one plane (Fig. 3). The free spreading that
occurs between the two contacting tools in all conventional forging methods is eliminated. A radial press contacts the
circumference of the workpiece equally and puts the entire surface of the workpiece under compressive stresses. These
compressive stresses prevent the formation of surface cracks during the forging process and improve existing defects.
Fig. 3 Arrangement of hammers in a four-
hammer radial forging machine. The workpiece rotates
intermittently, and the diameter of the forged part is determined by the stroke position of the tools.
(a) Front
(end) view. (b) Side view
In forging between four hammers, temperature increases will occur in the work material that depend on the deformation
rate and the forming resistance of the material. The higher the forming resistance, the higher the temperature increase at
each pass. Therefore, the temperature loss of the workpiece (because of heat radiation) can be compensated for by
preselecting the correct deformation rate, and forming of the workpiece can take place in temperature ranges with the
highest material ductility. In practical terms, this means that all forming can be done in one heat from the ingot to finished
bar steel, regardless of the alloy. Chamber furnaces, pit furnaces, and hearth-type furnaces can therefore be replaced by
continuously operating furnaces. Material can be transported to and from the machine on roller conveyors, and the entire
manufacturing process--heating the ingot, radial forging, dividing and cutting the ends of formed parts, and cooling or
annealing--can be done continuously and automatically.
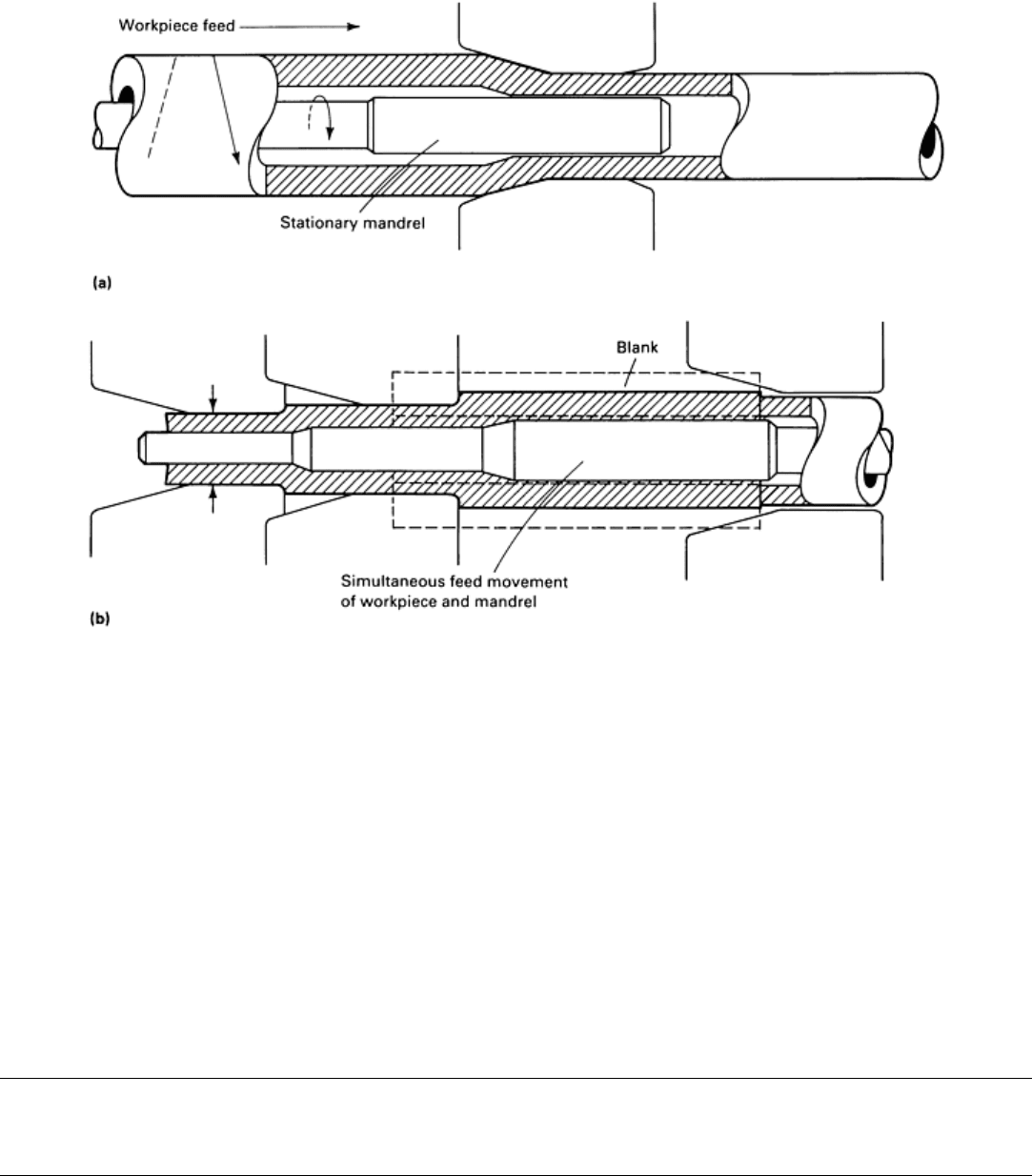
Forging Over a Mandrel. Equipment for mandrel forging (Fig. 4) is available in different designs for the hot and cold
forging of tubular workpieces. Figure 4 illustrates the forging of tubular parts over short and long mandrels.
Fig. 4 Forging of tubular parts over a short mandrel (a) and a long mandrel (b)
Long tubes with cylindrical bores are forged over a short mandrel. The short mandrel is held in position between the
forging tools with a mandrel rod while the chuckhead moves the workpiece through the forging plane. The mandrel is
slightly tapered, and this makes it possible to perform corrections on inside diameter dimensions by changing the position
of the mandrel between the hammers. During loading and unloading of the workpiece, the mandrel is automatically
retracted into the hollow spindle of the chuckhead.
Forging over a long mandrel is used for relatively short tubes with stepped bores and stepped, cylindrical, or conical
contours. The long mandrel is clamped by the chuckhead and moves together with the workpiece feed. After forging, the
mandrel is pulled out of the workpiece and retracted into the hollow spindle of the chuckhead.
During hot forging, the mandrel is water cooled while in contact with the workpiece. Tungsten carbide mandrels are often
used in cold forging for improved mandrel life.
Radial Forging
Hans Hojas, Gesellschaft für Fertigungstechnik und Maschinenbau mbH
Advantages of Radial Forging
Some of the most important advantages of radial forging are:
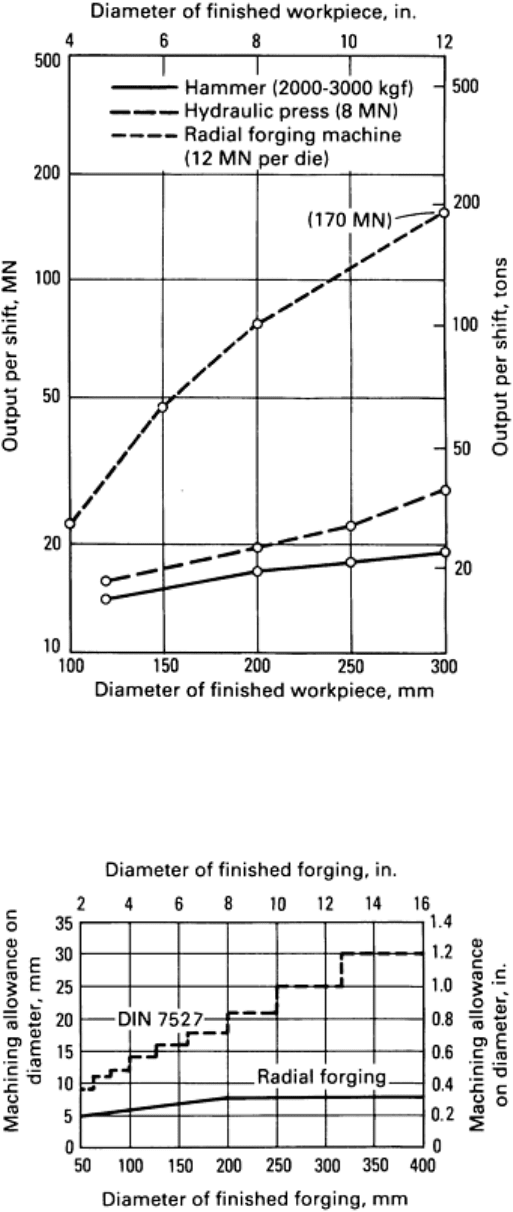
• High production. Production of low-alloy steel produc
ts using radial forging is approximately four times
greater than that of hammer or press forging; high-alloy steel production is six times higher (Fig. 5)
• Low energy consumption as a result of a single ingot heating and continuously operating furnaces
•
Close tolerances, which result in less wasted material in subsequent operations. Required machining
allowances are approximately 33% of the usual allowances on conventional forged products (Fig. 6)
Fig. 5
Comparison of production rates of radial forging and hammer and press forging in the production of alloy
steel bars. Starting diameter of the steel was 550 mm (22 in.).
Fig. 6
Typical machining allowance versus diameter for radial forging. Machining allowances are about 33% of
those allowed in a German standard (DIN 7527).
Radial Precision Forging. Full CNC radial precision forging machines are available for hot or cold forging and are
built in different capacities with appropriate special equipment as required. Radial precision forging offers the following
advantages:
• Forging to net or near-net shape
• Precise, repeatable forging operations
• Low tooling costs
• High flexibility
• Fully automatic operation
• Excellent workpiece surface finish, especially on tube inside diameters
• Forging of internally profiled components to finished inside dimensions
Radial Forging
Hans Hojas, Gesellschaft für Fertigungstechnik und Maschinenbau mbH
Examples of Applications
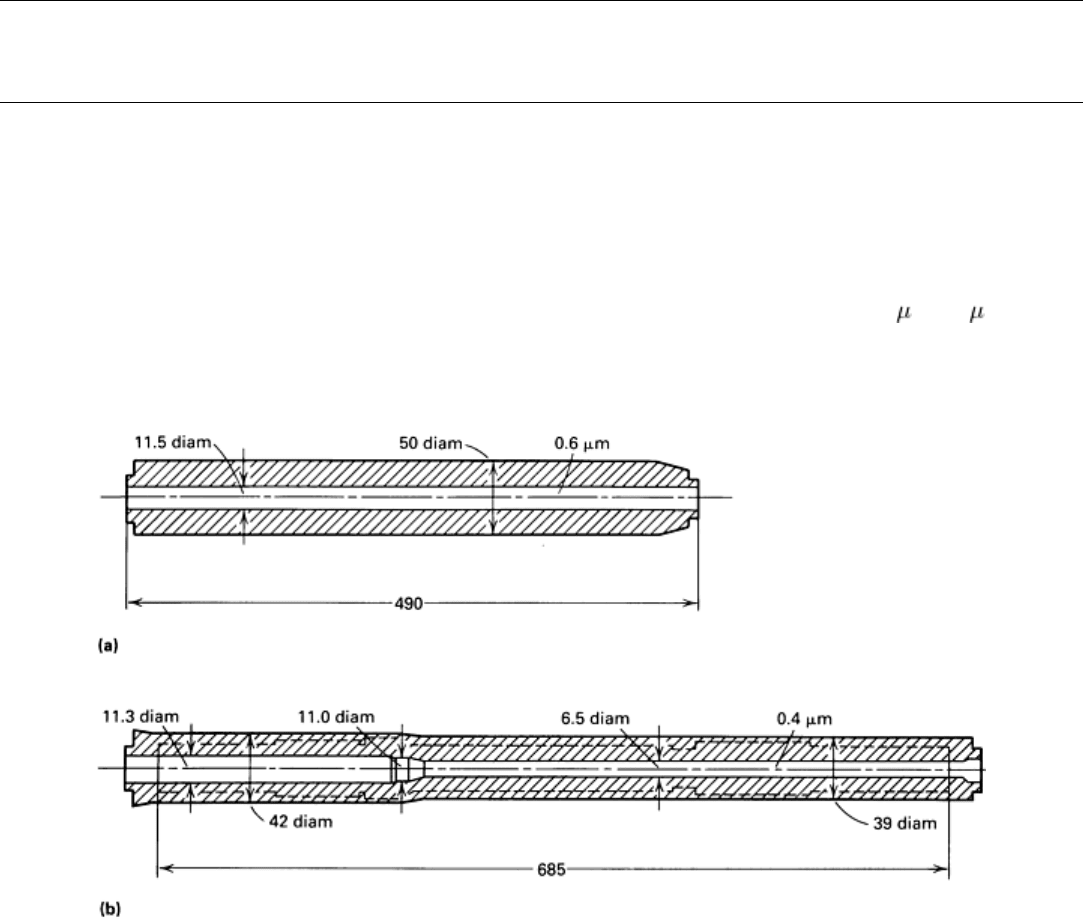
Example 1: Automotive Transmission Shaft.
Figure 7 shows a typical transmission shaft used in an automobile automatic transmission. With conventional
manufacturing, it is difficult to machine a stepped bore with a surface roughness in the range of 0.4 m (16 in.), which
is necessary on some areas of the inside diameter. An additional requirement is a maximum run-out of 0.05 mm (0.002
in.) on the inside diameters.
Fig. 7
5120 steel shaft for automobile automatic transmission produced by cold radial forging. The shaft inside
diameter is formed to net shape. Dimensions given in millimeters (1 in.
= 25.4 mm). (a) Blank. (b) Forged
shaft.
These requirements can be met if the shaft is radial forged over a short tungsten carbide mandrel. Inside diameter surface
quality is improved, and the blank can be kept shorter because the reduction in cross-sectional area creates an elongation
of the shaft. The proper reduction in area is between 28 and 40%.
The tolerance for the bores of this 5120 steel shaft is ±0.02 mm (±0.0008 in.). The cycle time of the shaft is
approximately 2.3 min. Typical cycle times depend on part length.
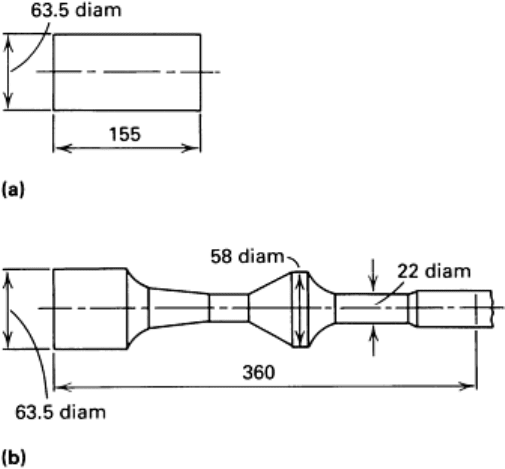
Example 2: Turbine Shaft Preform.
Figure 8 shows a radial forged turbine shaft preform with the proper volume distribution. The subsequent closed-die
forging operation results in an almost flashless workpiece. The material is either a titanium or a nickel-base alloy, both of
which have a narrow temperature range for forging. The correct forging temperature range is maintained by varying feed
rates (and therefore deformation rates) during the forging process. A higher feed rate creates more deformation per unit
time, which results in higher temperatures in the workpiece. Tolerances on the outside diameter are approximately 1% of
the diameter.
Fig. 8 Blank (a) and turbine shaft preform (b) produced by hot radial forging from titanium or nickel-
base
alloys. Dimensions given in millimeters (1 in. = 25.4 mm)
Example 3: Hollow Axle With Center Upset.
Figure 9 shows the production sequence for the radial forging of a hollow axle. The upset portion near the center of this
part is heated to a higher temperature than the other sections. During upsetting, the forging hammers are closed on the
outside diameter of the intermittently rotating workpiece. An axial force applied along with the radial forging force
ensures that the work material flows toward the center of the axle.
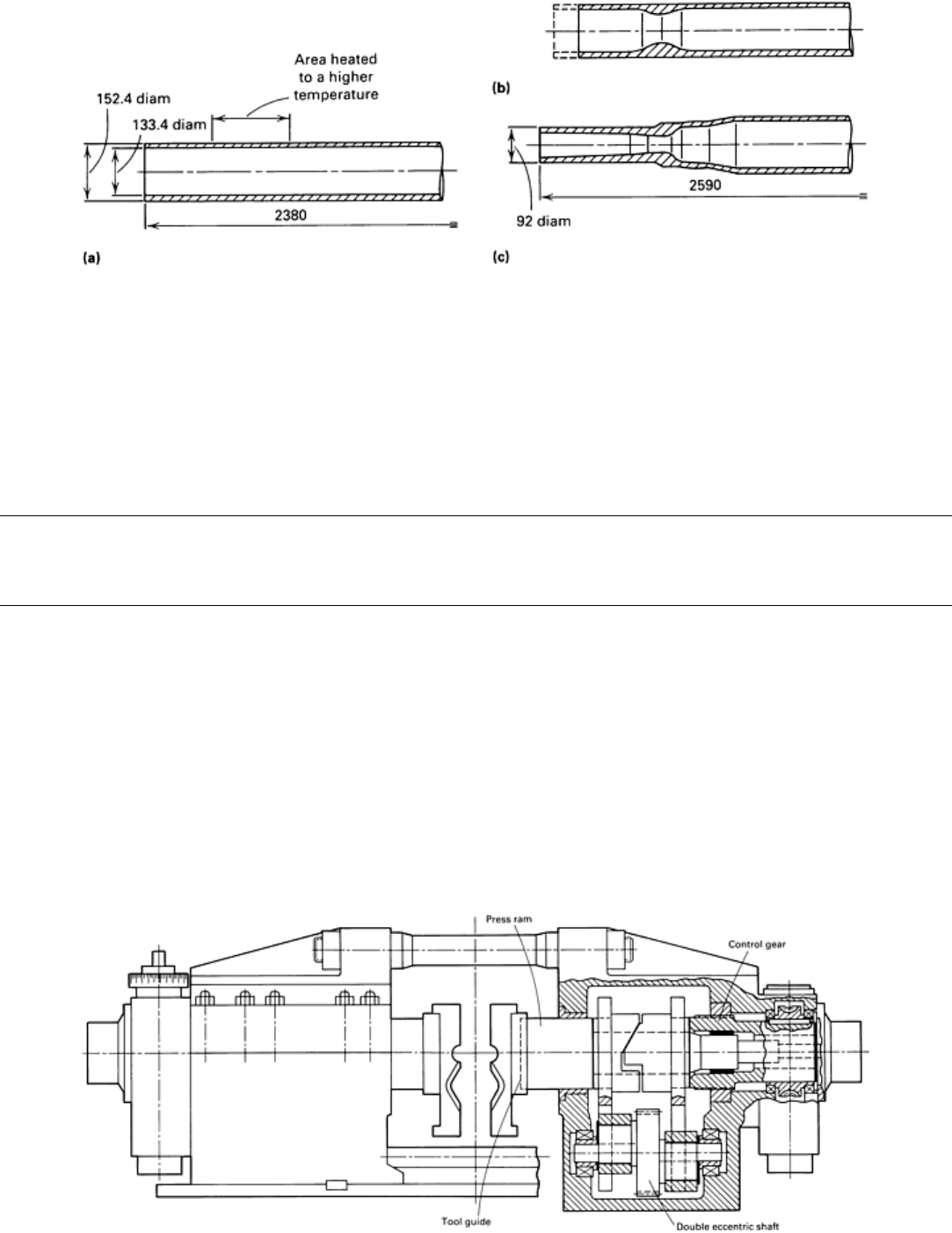
Fig. 9
Steps in the production of a hollow axle with a center upset by radial forging. (a) Tube blank before
forging. (b) After center upsetting. (c) Stepped inside diameter contour formed over a water-
cooled mandrel.
Dimensions given in millimeters (1 in. = 25.4 mm)
After upsetting of the center portion, the stepped contour of the axle end is formed over a water-cooled mandrel. The
inside diameter is controlled by the mandrel; normal tolerances on both inside and outside diameter are 1% of the
diameter. Total cycle time for one end is approximately 40 s.
Radial Forging
Hans Hojas, Gesellschaft für Fertigungstechnik und Maschinenbau mbH
Two-Hammer Radial Forging Machines
The two-hammer radial forging machine was developed for the forging of unalloyed or low-alloy structural steels. The
primary design feature of this machine is the two horizontally arranged, mechanically driven, high stroke rate press rams
(Fig. 10) that radially forge the workpiece while it is guided by two forging manipulators. During forging, the workpiece
rotates between the two forging tools, as in the four-hammer radial forging machine. The tool layout on the two-hammer
radial forging machine is such that the working surfaces of the forging tools are at an obtuse angle to each other; thus,
four forming surfaces contact the workpiece with each stroke. Control is numerical, as in the four-hammer precision
forging machine. Semiautomatic control is usually used for the forging of bars. Stepped shafts are forged automatically.

Fig. 10 Schematic showing the mechanical drive of a two-hammer radial forging machine
The stroke motion of the press rams in two-hammer machines is initiated by the rotation of a double eccentric shaft (Fig.
10). The stroke position of the press rams can be changed by means of control gears, making it possible to determine the
reduction per pass and therefore the final dimensions of the forged workpieces. The height of the forging tools can be
adjusted in a tool guide. It is possible, therefore, to accommodate two different tool impressions in one forging tool. The
hammer position can be changed automatically within a few seconds during the process.
Isothermal and Hot-Die Forging
Sanjay Shah, Wyman-Gordon Company
Introduction
HOT-DIE AND ISOTHERMAL FORGING are special categories of forging processes in which the die temperatures are
significantly higher than those used in conventional hot-forging processes. This has the advantage of reducing die chill
and results in a process capable of producing near-net and/or net shape parts. Therefore, these processes are also referred
to as near-net shape forging processes. These processing techniques are primarily used for manufacturing airframe
structures and jet-engine components made of titanium and nickel-base alloys, but they have also been used in steel
transmission gears and other components.
Isothermal and Hot-Die Forging
Sanjay Shah, Wyman-Gordon Company
Isothermal Forging
In the isothermal forging process, the dies are maintained at the same temperature as the forging stock. This eliminates the
die chill completely and maintains the stock at a constant temperature throughout the forging cycle. The process permits
the use of extremely slow strain rates, thus taking advantage of the strain rate sensitivity of flow stress for certain alloys.
The process is capable of producing net shape forgings that are ready to use without machining or near-net shape forgings
that require minimal secondary machining.
Hot-Die Forging
The hot-die forging process is characterized by die temperatures higher than those in conventional forging, but lower than
those in isothermal forging. Typical die temperatures in hot-die forging are 110 to 225 °C (200 to 400 °F) lower than the
temperature of the stock. When compared with isothermal forging, the lowering of die temperature allows wider selection
of die materials, but the ability to produce very thin and complex geometries is compromised.
Advantages
The principal criterion for selecting these processes in production is the economic advantage offered because of reduced
input material and/or reduced machining. Therefore, they are primarily used for expensive and difficult-to-machine alloys
such as titanium and nickel-base alloys. The main advantages of isothermal and hot-die forging are discussed below.
Reduced Material Costs. These near-net shape processes allow the forging to be designed with smaller corner and
fillet radii, a smaller draft angle, and a smaller forging envelope. These design features reduce the additional material
incorporated to protect the finished part geometry and therefore reduce the weight of the forging considerably. An
example of this weight reduction for the isothermal forging of a nickel-base alloy disk is shown in Fig. 1. A similar
comparison for the hot-die forging of a Ti-6Al-4V structural forging is shown in Fig. 2, in which a typical cross section is
shown for comparison between conventional and hot-die designs. At current material prices, the reduction in input weight
amounts to a significant cost savings.