ASM Metals HandBook Vol. 14 - Forming and Forging
Подождите немного. Документ загружается.

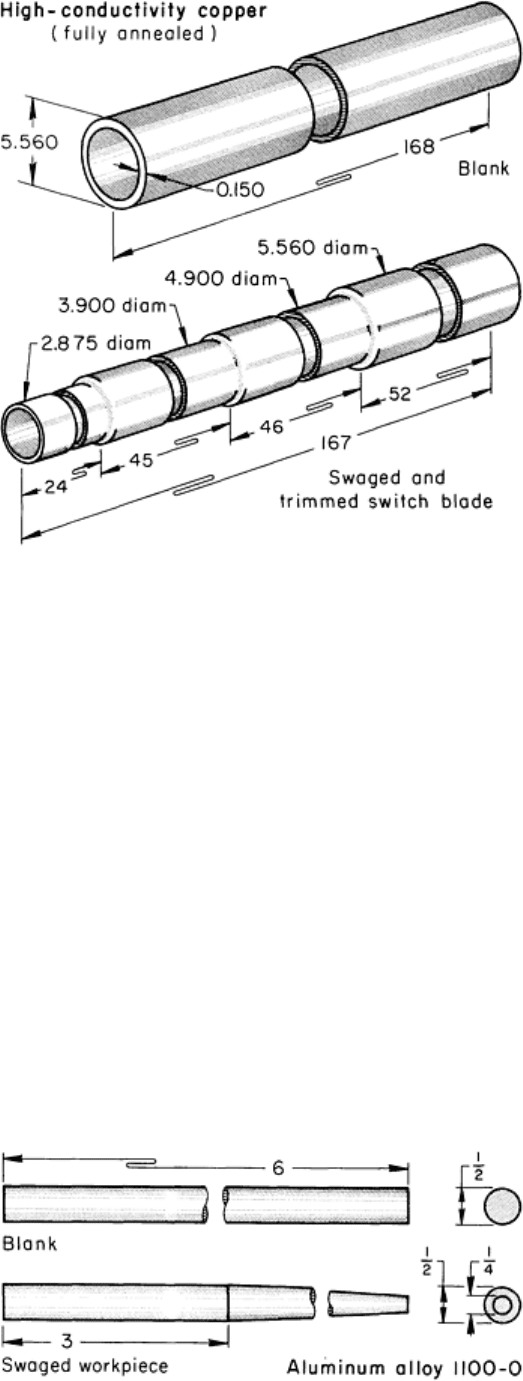
Fig. 22 High-voltage sw
itch blade (bottom) that was swaged from tube stock (top) in three operations.
Previously, the part was produced by spinning. Dimensions given in inches.
In the first operation, the tube was swaged through a 124.5 mm (4.900 in.) die up to the first step. In the second operation,
a tube length of 1140 mm (45 in.) was swaged to a 99 mm (3.900 in.) outside diameter, and in the third operation, the end
portion was swaged to a 73 mm (2.875 in.) outside diameter. In a final operation, the large end was trimmed to obtain an
overall workpiece length of 4.2 m (167 in.).
Formerly, these blades had been produced by spinning 4.23 m (168 in.) lengths of annealed copper tubing 73.025 mm
(2.875 in.) in outside diameter by 63.5 mm (2.5 in.) in inside diameter. By changing to swaging, production cost was
reduced 10%. Swaging provided two additional benefits. First, the center of rotation was shifted toward the large diameter
of the workpiece, thus reducing the number of counterweights required to balance the switch blade when in operation, and
second, the small end received the most cold work, thus strengthening this portion to the desired condition.
Example 5: Swaging Versus Turning.
The tapered workpiece illustrated in Fig. 23 was originally produced by lathe turning, at the production rate of only 200
pieces per hour. A substantial loss of work metal as chips made this method impractical.
Fig. 23
Tapered aluminum workpiece that was produced by swaging without metal loss. Production increased
from 200 to 1200 piec
es per hour when the part was fabricated by swaging rather than lathe turning.
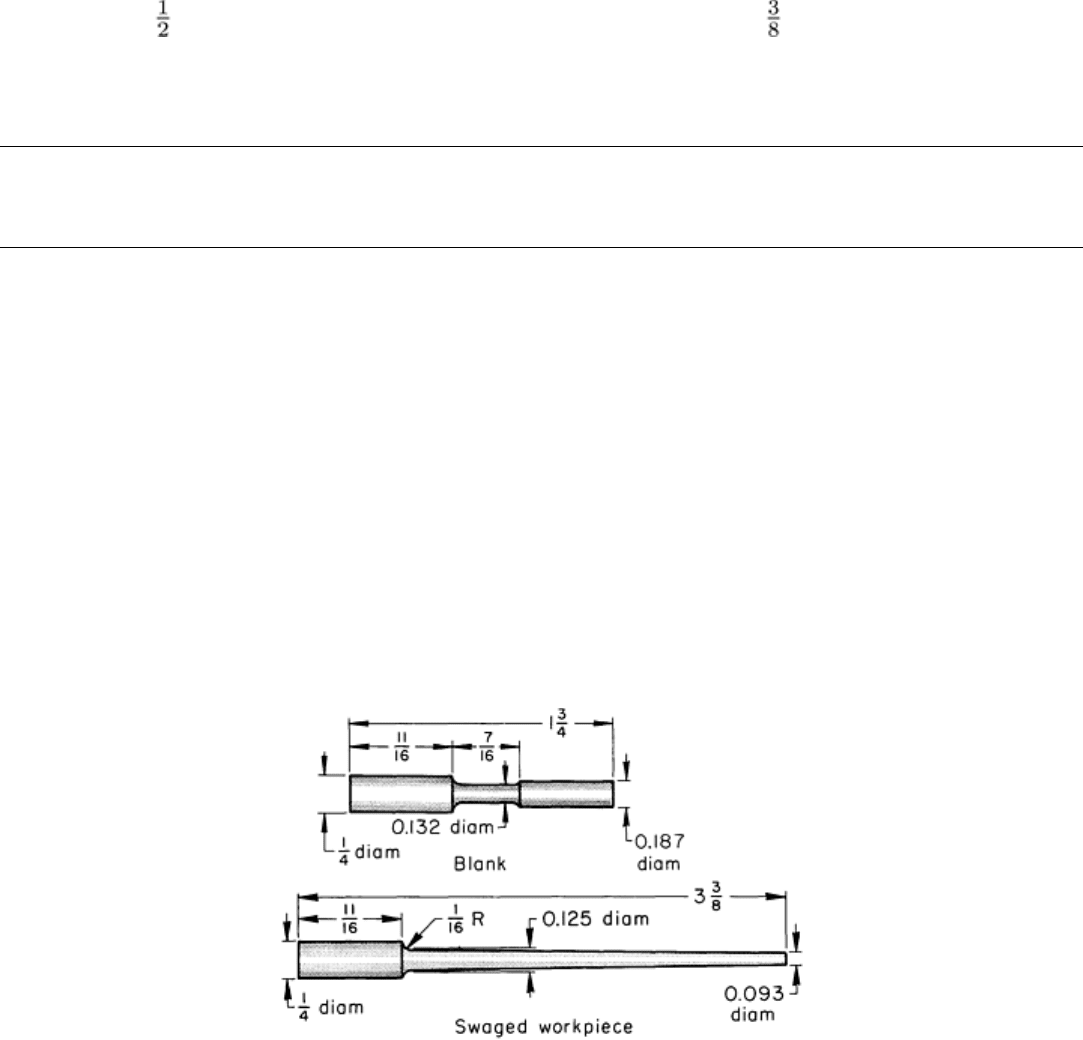
Dimensions given in inches.
By changing to swaging, it was possible to produce 1200 pieces per hour with no loss of metal. The operation was
performed in a 7 hp rotary swager using dies with an overall length of 162 mm (6 in.), 1° taper, and side clearance
(no ovality). An inside spindle stop fastened to a straight rod mounted in and rotated with the spindle allowed adjustment
by means of a screw at the rear of the spindle. The work blanks were hand fed, and no special holder or feeding
mechanism was used. Additional operating details are listed with Fig. 23.
Rotary Swaging of Bars and Tubes
Revised by the ASM Committee on Rotary Swaging
*
Swaging Combined With Other Processes
In some applications, the most practical method of producing a given workpiece is to combine two or more processes.
Combined processes are used to increase the rate of production, to avoid otherwise costly tooling, to decrease or eliminate
the loss of work metal, to provide closer dimensional tolerances, or to provide improved surface finish. The following
examples describe applications in which the above advantages influenced the decision to combine machining operations
with swaging operations.
Example 6: Combination Turning and Swaging for Increased Production.
The firing pin shown in Fig. 24 (lower view) was originally produced by turning in an automatic lathe at a rate of 60
pieces per hour. Not only was the rate of production unacceptably low, but the required tolerance of ±0.05 mm (±0.002
in.) could not be met consistently. In addition, the finish-turned workpieces showed tool marks.
Fig. 24 Rough-
turned blank for a firing pin (top) and pin that was produced from the blank by swaging
(bottom). Production r
ate increased more than 200% when the pin was produced by turning and swaging
rather than by turning alone. 3140 steel, 85 to 90 HRB. Dimensions given in inches.
The above conditions were improved by rough turning the 3140 steel blank (upper view, Fig. 24) in an automatic lathe
and then swaging the blank to the firing pin shape. With this procedure, 180 pieces per hour were produced on the
automatic lathe and 300 pieces per hour on the swager (two passes per piece). Other improvements that resulted from the
change in method were closer tolerance (±0.025 mm, or 0.001 in.), a burnished finish, and a metal saving of 22%.
The blanks were swaged in a 5-hp rotary swager using dies designed with 30° side clearance and no ovality. The first die
had a blade length of 30 mm (1 in.); the second a 50 mm (2 in.) blade length.
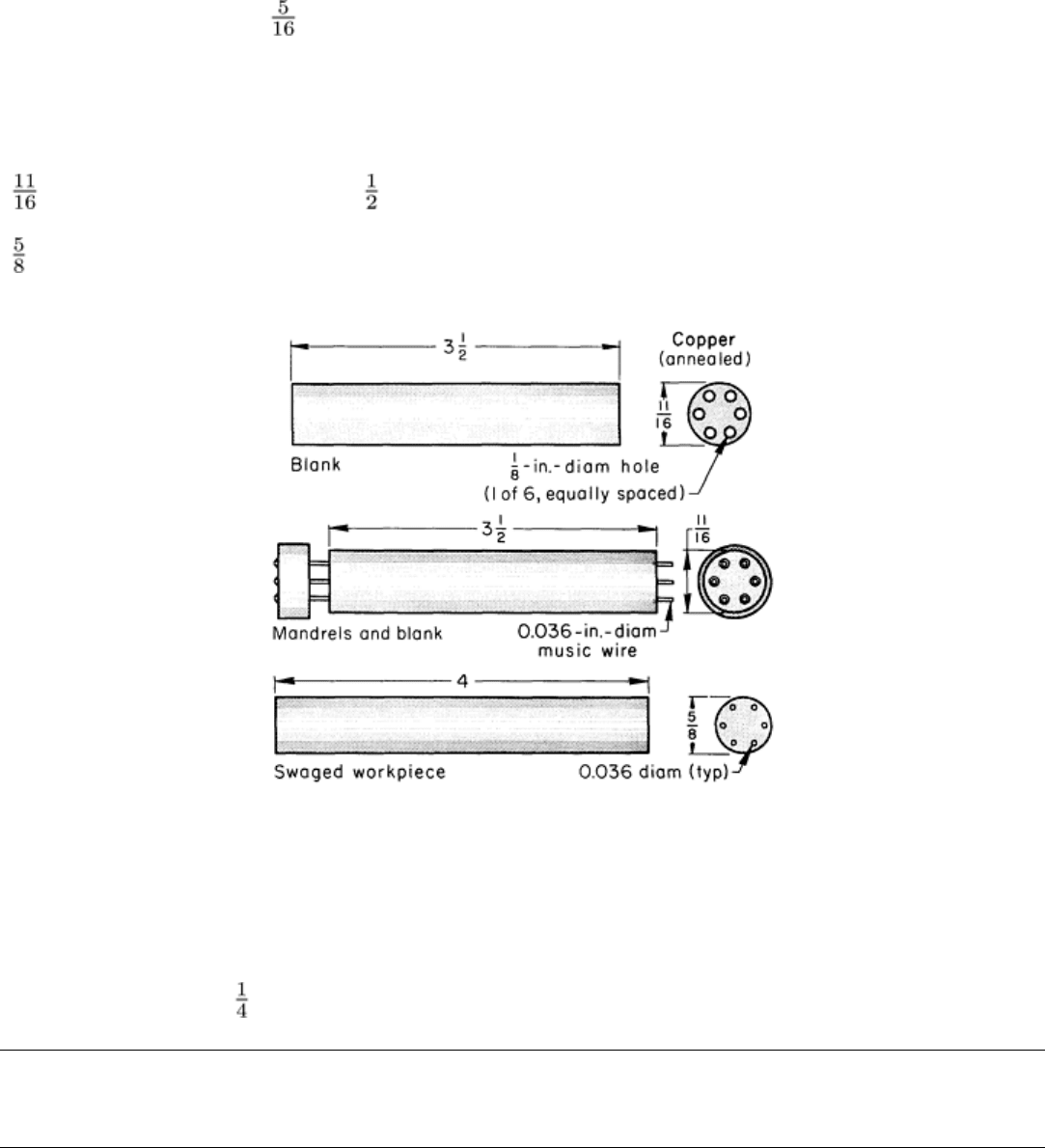
Example 7: Combining Drilling and Mandrel Swaging to Produce 0.9 mm (0.036
in.) diam Holes.
The copper blank shown in Fig. 25 was produced by drilling six 3.2 mm (0. 125 in.) diam holes in bar sections 17.5 mm
( in.) in outside diameter by 89 mm (3 in.) long. After drilling, six 0.9 mm (0.036 in.) diam mandrels were inserted
into the holes, and the blank was swaged to increase its length to 102 mm (4 in.) to reduce its outside diameter to 15.8 mm
( in.) and to reduce the holes to 0.09 mm (0.036 in.) in diameter. The mandrels were withdrawn after swaging.
Fig. 25 Blank with drilled holes (top) that was swaged over m
usic wire mandrels (center) to increase length
and to reduce outside diameter and hole diameter (bottom). Dimensions given in inches.
The blank was drilled in a specially built horizontal machine and was swaged in a rotary swager using manual feed. The
dies had 0.25 mm (0.010 in.) ovality and an included entrance angle of 8°. Overall length of the die was 75 mm (3 in.);
blade length was 32 mm (1 in.).
Rotary Swaging of Bars and Tubes
Revised by the ASM Committee on Rotary Swaging
*
Special Applications
The difficulties of attaching terminals and fittings to cables by welding or soldering are often overcome by the use of
swaging. Four types of swaged attachments are illustrated in Fig. 26. The plain ball swaged in position (Fig. 26a) will
resist movement from a force equal to 80% of the rated breaking strength of the cable. The ball with single shank (Fig.
26b) is used when the load stress is applied in one direction only. The ball with double shank (Fig. 26c) is used when load
stress is applied in opposite directions. In Fig. 26(d) and 26(e), the plain shank terminal is assembled on the cable and
staked in position before swaging.
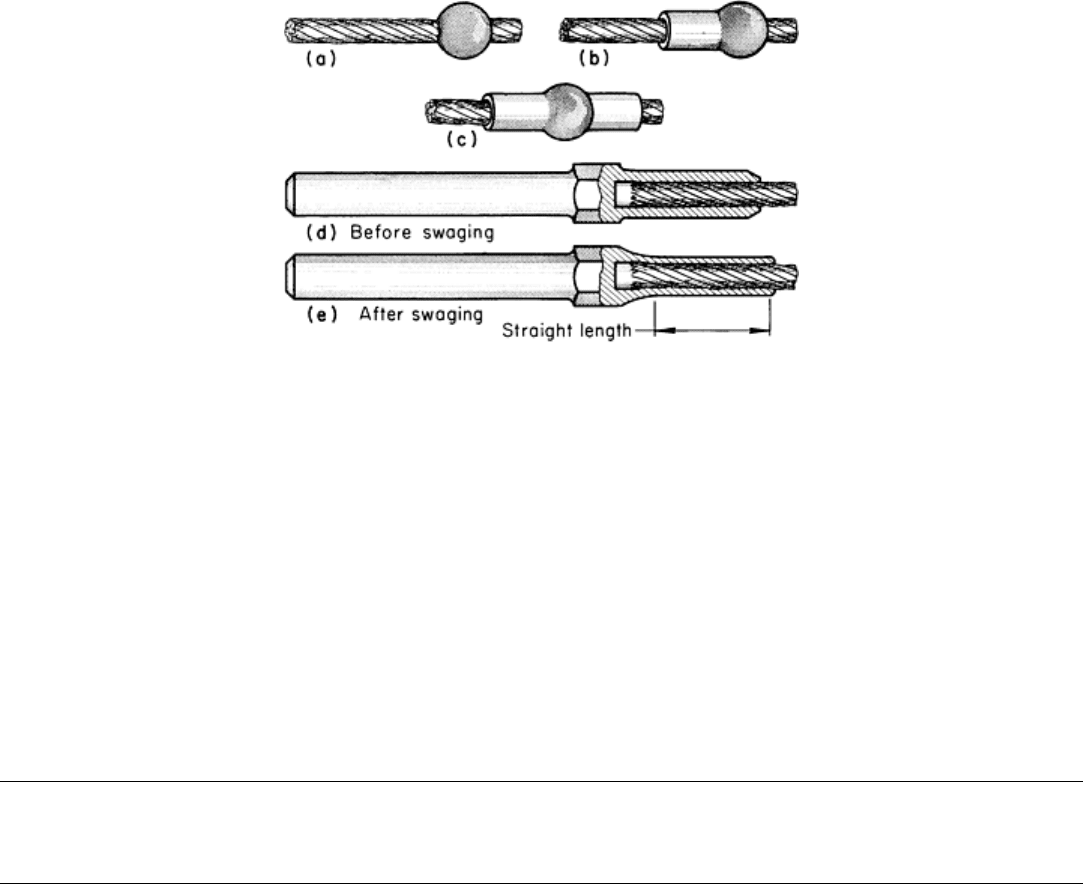
Fig. 26
Four types of terminals that can be attached to cables by rotary swaging. (a) Ball swaged in position.
(b) Ball with single shank. (c) Ball with double shank. (d) Shank terminal before swaging. (
e) Shank terminal
after swaging.
Swaging can also be used to form wire or tubing from metals that are not strong enough to be formed completely by wire
drawing or tube drawing. Solder, for example, can be reduced only about 10% in cross-sectional area by wire drawing,
but a reduction of up to 60% can be obtained by swaging.
Swaging is applicable to the forming of small-diameter thin-wall shells that are difficult to make by drawing in presses.
Shells can be drawn in presses provided the drawing force does not exceed the tensile strength of the material. If the
tensile strength is exceeded, the bottom of the shell will be pushed out. This factor limits the length and wall thickness to
which small-diameter shells can be formed by drawing. In swaging, the length of shell that can be produced is limited
only by the ability of the wall to withstand thinning.
Rotary Swaging of Bars and Tubes
Revised by the ASM Committee on Rotary Swaging
*
Hot Swaging
Hot swaging is used for metals that are not ductile enough to be swaged at room temperature or for greater reduction per
pass than is possible by cold swaging. The tensile strength of most metals decreases with increasing temperature; the
amount of decrease varies widely with-different metals and alloys. The tensile strength of carbon steels at 540 °C (1000
°F) is approximately one-half the room-temperature tensile strength; at 760 °C (1400 °F), about one-fourth the room-
temperature strength; and at 980 °C (1800 °F), about one-tenth the room-temperature strength. In practice, reductions
greater than those indicated in Table 1 are sometimes possible by cold swaging without intentionally heating the work
metal, because sufficient heat is generated during swaging to cause a substantial decrease in strength and increase in the
ductility of the work metal.
The decrease in strength at elevated temperature does not make possible unlimited reductions at high temperatures.
Because of the design and capabilities of swaging machines, the work metal must be strong enough to permit feeding of
the workpiece into the machine. When the work metal has lost so much of its strength that it bends rather than feeds in a
straight line, chopper dies must be used (Fig. 6). This type of die limits the reduction in area to 25% regardless of work
metal ductility. The temperature to which a work metal is heated for swaging depends on the material being swaged and
on the desired reduction per pass.
Alloy steels harder than 90 HRB are difficult to cold swage and can cause premature failure of the dies and machine
components. Hot swaging should be considered for these steels. For metals that work harden rapidly and require
intermediate annealing during cold swaging, hot swaging is often more economical.
Tungsten and molybdenum must be worked at elevated temperature (900 to 1605 °C, or 1650 to 2925 °F, for
tungsten; 605 to 1425 °C, or 1125 to 2600 °F, for molybdenum) because of their low ductility at room temperature. A
tungsten ingot is usually swaged to about 3.2 mm ( in.) in diameter, although it can be swaged to a diameter of 1 mm
(0.040 in.). After this, the ingot is ductile enough to be hot drawn. The procedure for swaging molybdenum is essentially
the same as for tungsten.
Equipment for Hot Swaging. All machines employed for cold swaging can be used for hot swaging by incorporating
either a water jacket or a flushing system. A water jacket is simply a groove in the bore of the swager head in the area of
the inside ring. The groove is connected to a continuous water supply to dissipate heat.
A flushing system introduces a cooling compound at the upper rear of the head. The compound is pumped through the
machine and exits at the lower front, from which it flows by gravity through a water cooler before entering the supply
tank. This tank is equipped with a filter through which the cooling medium passes before re-entering the machine.
In addition to cooling, the flushing system removes accumulated foreign matter and lubricates the working parts of the
swager. Although flushing removes foreign substances such as scale and sludge, the method used for heating the
workpiece should produce the least possible oxidation.
Dies for hot swaging must be made of material that will resist softening at elevated temperature. High-speed steels and
cemented carbides are satisfactory materials for hot swaging dies.
A common production procedure for hot swaging is the tandem arrangement of several swagers, each of which is
equipped with a heating furnace in front of the machine and close to the dies. The furnaces are mounted so that they can
be pushed aside for quick changing of the dies. Drag rolls are mounted at the rear of each swager to pull the workpiece
through the furnace and the machine. Each drag roll mechanism is equipped with a variable-speed drive to regulate the
rate of feed into the swaging machine. Feed for this type of operation ranges from 1520 to 6000 mm/min (5 to 20 ft/min).
Lubrication. In addition to preventing seizure between the dies and the workpiece, lubricants minimize wear of the
backers, shims, dies, spindle side plates, back plates, rolls, and swager gate. However, the flow of the lubricant must be
controlled to prevent excessive cooling of the workpiece. Lubricants used for hot swaging should be free from chlorine
and sulfur.
Rotary Swaging of Bars and Tubes
Material Response
In addition to the effect of inclusions and high initial hardness on promoting fracture during swaging, the cold-swaged
products may exhibit unanticipated mechanical properties--for example, reduced hardness, reduced yield stress, and either
growth or constriction of the tube inside diameter after machining of the outside diameter. These unanticipated properties
have been attributed to the Bauschinger Effect (that is, a reduction of the yield stress following a stress reversal) and to
residual stress.
Decreasing yield stress with continued reduction, to a minimum at 20 to 30% area reduction, has been observed
during the swaging of rifle barrels. At higher reductions, the yield stress continued to increase.
Radial hardness variations have been observed after tube swaging over a mandrel. The difference between the
highest and lowest readings was 8 Rockwell C points, and the readings were typically equal to or less than the original
blank hardness. After a low-temperature stress-relief treatment (10 °C, or 50 °F, below the tempering temperature of the
steel blank), the swaged tubes had hardnesses greater than the original heat-treated blank by up to 3 Rockwell C points,
which would be expected for a 20% area reduction.
Residual stress after cold tube swaging can be controlled by tool design. For example, the same product could be
produced with either compressive or tensile residual stresses at the inside diameter or negligible residual stress throughout
the product. The significant tool design parameters affecting residual stress are ovality, die angle, blade length, reduction
in area, and secondary reductions (small, usually less than 0.05% area reductions near the start of the die exit relief),
usually on the die. Ovality (expressed as percent overgrind of the final product diameter relative to the ground die inside
diameter) in four-die tube swaging is the most significant parameter affecting residual stress, as shown in Fig. 27. The
data in Fig. 27 show the dependence of the outside diameter (diametral expansion) on percent overgrind for 7.9 mm (0.31
in.) ID tubes produced by swaging 33 mm (1.300 in.) OD tubular blanks. The OD expansion was measured after
electrochemically machining the 7.9 mm (0.31 in.) inside diameter to 14.2 mm (0.560 in.) and was accompanied by axial
expansion. The data for diametral expansion are indicative of the magnitude of residual stress existing in the swaged tubes
and were subsequently related to changes in the inside diameter upon machining of the outside diameter.
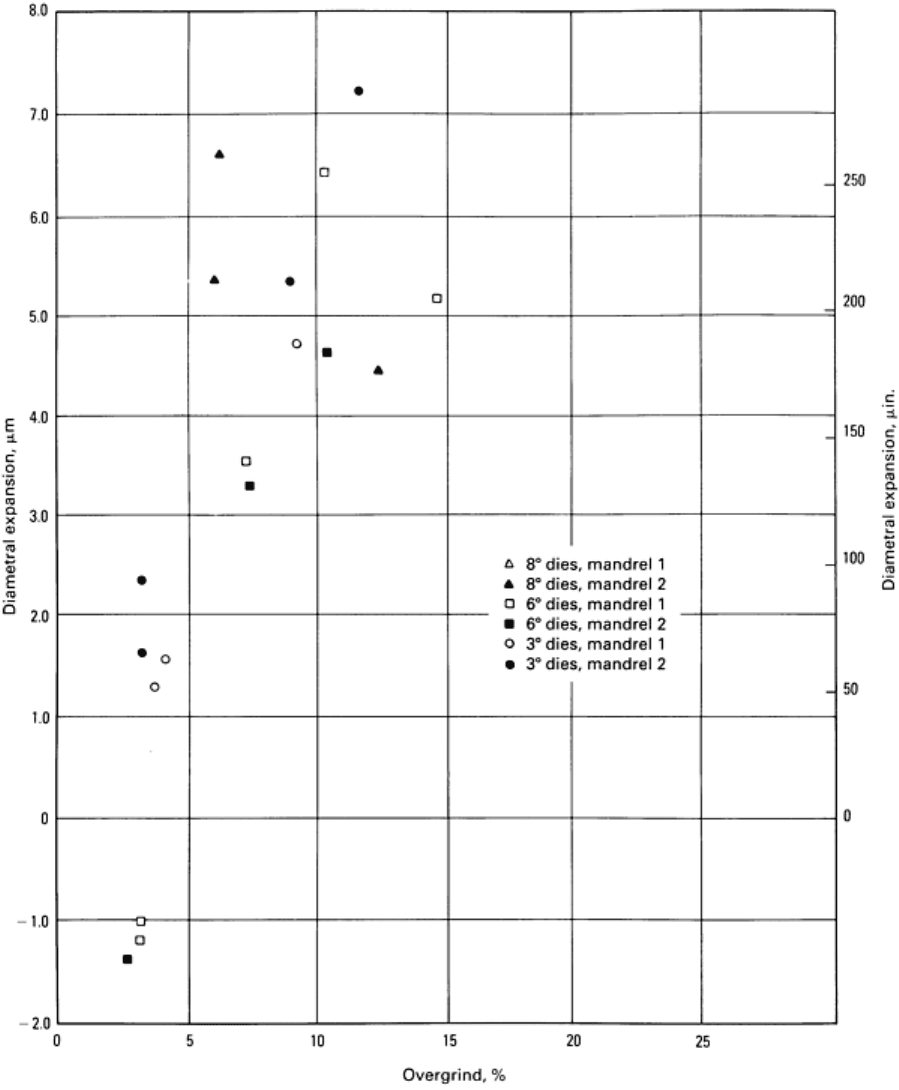
Fig. 27 Dependence of diametral expansion on overgrind.
The data in Fig. 27 were obtained from tubes swaged with 3, 6, and 8° (one-half the included angle) dies and two mandrel
designs. Mandrel 1 was a conventional straight mandrel, and mandrel 2 was a tapered mandrel that expanded to 0.025 mm
(0.001 in.) outside the die exit relief. The maximum residual stresses were in the range of ±550 MPa (80 ksi), or ±60% of
the yield stress of the blank.
Rotary Swaging of Bars and Tubes
Revised by the ASM Committee on Rotary Swaging
*
Noise Suppression
The noise from rotary swaging operations is so great that special protection of the operator is required. Noise intensity of
the average swager in a range of up to 20 hp is about 93 to 95 dB at frequencies of 1000 to 3000 Hz. For most factory
conditions, a level no higher than 85 dB should be permitted.
Methods of protecting personnel from excessive noise include the following:
• Earmuffs are effective, but are uncomfortable to wear for long periods
• Earplugs are fairly effective, but can cause ear infections
• Machines can be insulated during
manufacture. The use of such insulation can decrease noise to an
acceptable level
•
Housing the machine is the most effective method of controlling noise. The housing can consist of a
wooden frame covered inside and out with 12.7 mm ( in.) thick fiberboard insulation
Machines placed on floors above the other work areas should have vibration dampers under the base. Vibration dampers
for machines mounted on ground-level floors have no effect on noise levels in the surrounding area if the floors are
soundly built.
Rotary Swaging of Bars and Tubes
Revised by the ASM Committee on Rotary Swaging
*
Swaging Problems and Solutions
Some of the problems that are commonly encountered in swaging operations include difficult feeding; workpieces with
roughened surfaces after swaging; peeling, cracking, and wrinkling of workpieces; sticking in dies and on mandrels; and
breaking mandrels. The causes of these problems and suggested solutions are presented in Table 5.
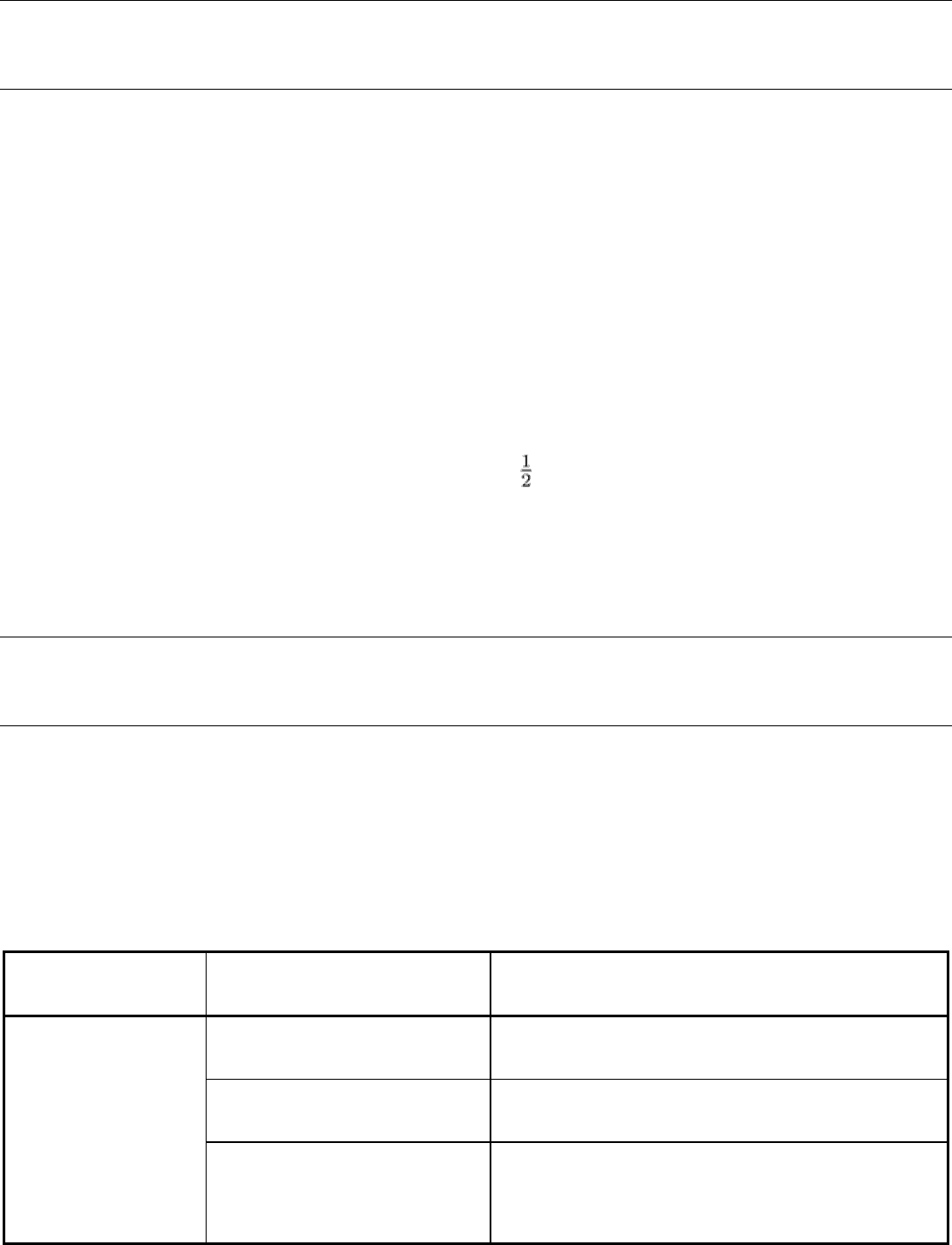
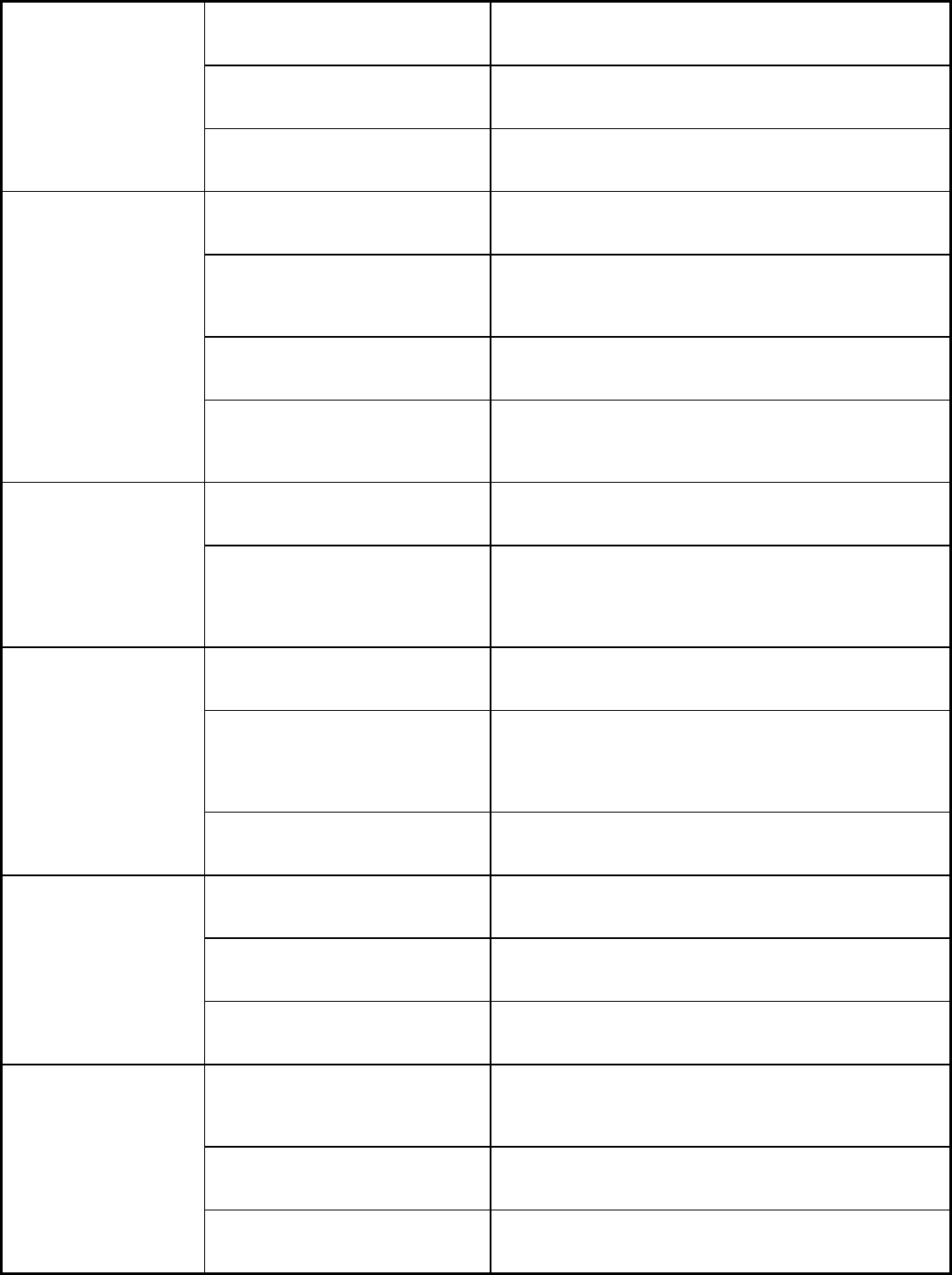
Table 5 Some swaging problems, potential causes, and possible solutions
Problem Potential causes
Solutions
Work material too hard
Anneal or stress relieve to remove effects of cold working.
Work material too oily or greasy
Thoroughly clean workpiece and die grooves.
Difficult feeding
Backer bolt setting improper
Reset backer bolts so that dies will open one or two
thousandths of an inch for each degree of included angle of
the die entrance taper.
Die entrance too small
Enlarge die entrance.
Steps worn in die taper
Replace or remachine dies.
Inadequate side clearance
Increase side clearance.
Inadequate side clearance
Increase side clearance.
Work sticks to die entrance taper
Wipe every fourth or fifth workpiece with graphite or
molybdenum disulfide powder.
Too much die opening
Reset machine with proper shims.
Work has rough surface
Dirt and scale in die
Clean dies and remove loose scale and other contaminants
from workpiece.
Die groove too long
Shorten die groove.
Peeling
Excessive pressure within die groove
Decrease length of work in the dies with respect to diameter
(swaging length should not exceed 10 times the workpiece
diameter).
Material too hard
Stress relieve or anneal before swaging.
Inside surface may have lines or
scratches that become cracks as tubing
is swaged.
Improve ID surface finish.
Cracking of tubing
Excessive ovality
Rework dies to remove all ovality; use side clearance only.
Seams or pipes in work metal
Upgrade work metal quality.
Material too hard
Anneal or stress relieve.
Cracking of bar stock
Excessive reduction per pass
Reduce amount of reduction; stress relieve between passes.
Tube OD more than 30 times wall
thickness
Use a mandrel that is within the solid material capacity of the
machine.
Feed too fast
Decrease feed rate.
Wrinkling or corrugating
of tubing
Excessive ovality
Use round die groove.
Material too hard
Stress relieve or anneal.
Side clearance of both taper and blade
of die inadequate
Increase side clearance.
Work sticks in dies and
rotates with swager spindle
Workpiece is crooked.
Straighten workpiece.
Inadequate ovality
Increase ovality.
Inadequate lubrication
Use proper lubricant.
Workpiece sticks to
mandrel
Mandrel improperly hardened, causing
flat spots or sinks
Be sure mandrel is in correct metallurgical condition.
Mandrel breaks Mandrel material not suited to high
shock
Use proper mandrel material.
Radial Forging
Hans Hojas, Gesellschaft für Fertigungstechnik und Maschinenbau mbH
Introduction
RADIAL FORGING was first conceived in Austria in 1946. The first four-hammer machine was built in Austria in the
early 1960s. Since then, machine capacities and the number of applications for radial forging have continued to increase.
More than 400 radial forging machines have been installed around the world, with maximum forging forces per die of up
to 30 MN (3400 tonf) (Table 1).
Table 1 Sizes and capacities of four-hammer radial forging machines
Largest possible starting size
for steel work metal
Smallest size forgeable for
bar materials
Round
(diameter)
Square Round
(diameter)
Square
Maximum
length of
finished
workpiece
Maximum
forging force
per die
Proprietary
designation
mm in. mm in. mm in. mm in. m ft MN tonf
Number of
blows per
minute
SX-10 100 4 90 3.5 30 1.2 35 1.4 5 16.5 1.25 140 900
SX-13 130 5 115 4.5 35 1.4 40 1.6 6 20 1.6 180 620
SX-16 160 6 140 5.5 40 1.6 45 1.8 7 23 2 225 580
SX-20 200 8 175 7 50 2 50 2 8 26 2.6 300 480
SX-25 250 10 220 8.7 60 2.4 60 2.4 8 26 3.4 380 390
SX-32 320 12 290 11.5 70 2.8 70 2.8 8 26 5 560 310
SX-40 400 16 360 14 80 3.2 80 3.2 10 33 8 900 270
SX-55 550 22 480 19 100 4 100 4 10 33 12 1350 200
SX-65 650 26 570 22.5 120 4.8 120 4.8 12 40 17 1900 175
SX-85 850 34 750 29.5 140 5.5 140 5.5 18 60 30 3400 143