ASM Metals HandBook Vol. 14 - Forming and Forging
Подождите немного. Документ загружается.

A tracer wheel mounted on slides between the axial rolls contacts the ring outer diameter. The ring diameter is monitored
through measurement of the relative displacement of the tracer wheel and the axial roll carriage.
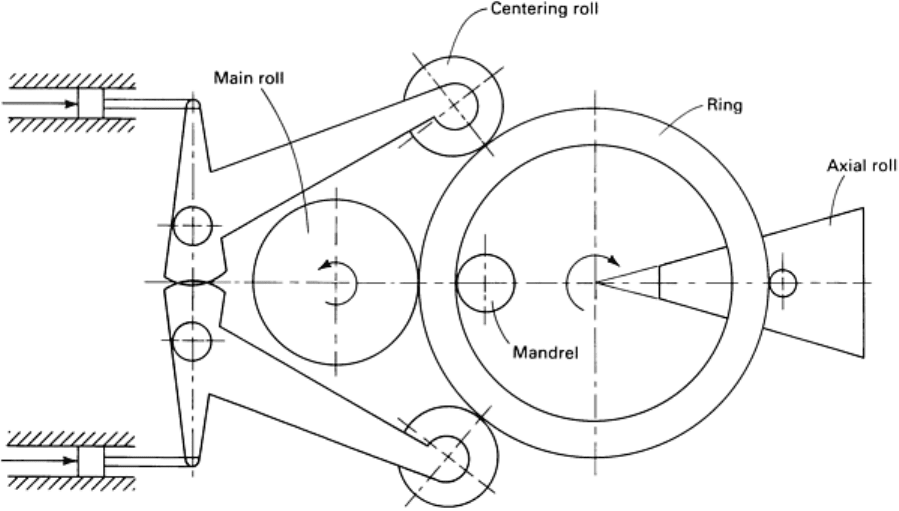
A pair of hydraulic centering arms (Fig. 7), connected through gear segments, contact the ring outside diameter and
ensure that the ring stays round and in the correct position in relation to the longitudinal axis of the mill. Load cells in
these centering arms detect differences in force against each centering roll. Through the mill control system, the load cells
cause rapid, fine adjustment of axial roll speed to remove any force imbalance and therefore to maintain the correct
positioning of the ring during rolling. Either manually (through a potentiometer) or automatically, the centering force is
reduced as rolling progresses and the stiffness of the ring decreases.
Fig. 7 Schematic of radial-
axial mill showing centering rolls. Mounted in hydraulically controlled arms, the
centering rolls ensure that the ring does not grow out of round and re
mains in the correct position relative to
the longitudinal axis of the mill.
The relationship between radial (wall thickness) and axial (height) reduction is preselected to ensure the absence of ring
surface defects, and it is maintained by computer control. Similarly, the pattern of diameter growth is predetermined and
computer controlled. The mill operator need only set blank and finished ring dimensions at the control desk and initiate
the rolling cycle. Rolling is automatically stopped when finished outside diameter, inside diameter, or mean diameter
(chosen by the operator) is reached.
The reason for the predominance of these radial-axial mills is the wide range of capabilities provided by an individual
mill. A typical midrange machine, with 980 kN (110 tonf) horizontal and 780 kN (88 tonf) vertical force capability and
total motor power of 500 kW, can roll rings weighing less than 45 kg (100 lb) to more than 2000 kg (4400 lb), ranging in
size from 300 mm (12 in.) inside diameter to 3000 mm (10 ft) outside diameter, and from 50 to 500 mm (2 to 20 in.) in
height.
The extraordinary demands made on equipment when rolling superalloys, which have considerably higher resistance to
deformation than carbon and alloy steels, have forced developments and improvements in radial-axial mill design and
construction. These improvements have been beneficial when selectively applied to mills aimed at the less demanding
materials.
High forces are required throughout the rolling of superalloys with little opportunity for final sizing (calibration) of the
ring at reduced forces. Nevertheless, the expensive materials involved place a premium on near-net shape capability.
The guiding systems on such mills must encounter very low friction and must be free from play and wear. Therefore,
hydrostatic bearings are used. Machine control systems are designed to compensate automatically for deflection of
machine members on the axial frame. These load-bearing members are designed for maximum rigidity and minimum
deflection.
Reversing conventional design, the mandrel is mounted in a fixed lower housing, and the main roll is mounted in a
moving carriage. The mandrel can therefore be firmly clamped at both ends. This allows the use of smaller-diameter
mandrels, which can better penetrate the ring wall. The maximum radial and axial forces on mills installed in the 1980s
for rolling aircraft materials are equal and are high in relation to the overall dimensions of the mill and to their ring-size
capabilities. For example, a mill for rolling such materials to 1250 mm (49 in.) diam and 200 mm (8 in.) height would
have 980 kN (110 tonf) available both radially and axially.
Older mills, and those intended for rolling less demanding materials, have usually had axial force capabilities lower than
their maximum radial force. Machines are usually designated according to the radial and axial rolling forces available; for
example, 25/20 indicates a radial rolling force of 245 kN (27.5 tonf) and an axial rolling force of 196 kN (22 tonf). Table
2 lists the characteristics of numerous radial-axial ring mills. The trend of these mills has been toward ever-higher axial-
force availability, taking advantage of the improved design prompted by development of the aircraft ring rolling
"specials." This is particularly important when rolling washer-type rings (those with high wall-thickness-to-height ratios)
free from end face defects.
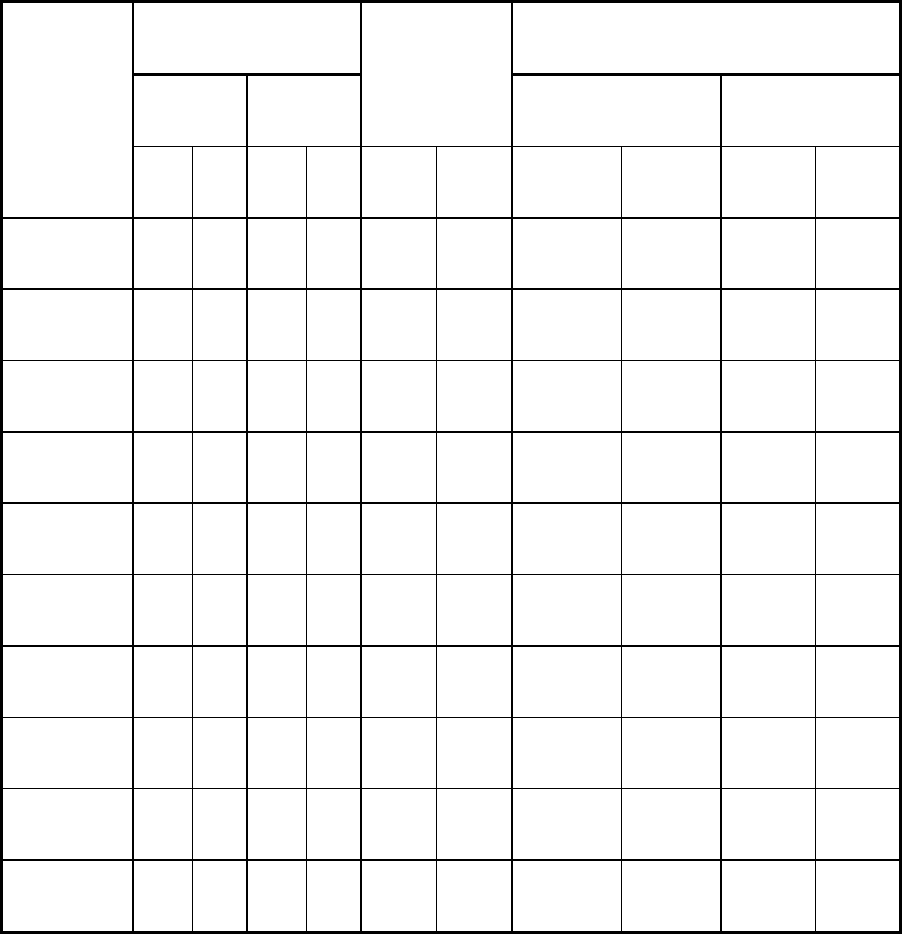
Table 2 Characteristics of radial-axial ring rolling machines
Rolling force
Size range of finished rings
Radial Axial
Rolling speed
Outside diameter
Minimum height
Machine type
kN tonf
kN tonf
m/s ft/s mm in. mm
in.
25-20 250 28 200 23 0.4-1.6
1.3-5.2
170-800 6.7-31.5 30-220
1.2-8.7
32-25 320 36 250 28 0.4-1.6
1.3-5.2
180-1000 7.1-40 30-220
1.2-8.7
40-32 400 45 320 36 0.4-1.6
1.3-5.2
200-1200 7.9-47 40-220
1.6-8.7
50-40 500 56 400 45 0.4-1.6
1.3-5.2
200-1400 7.9-55 40-350
1.6-13.8
63-50 630 71 500 56 0.4-1.6
1.3-5.2
230-1600 9-63 40 min
1.6 min
80-63 800 90 630 71 0.4-1.6
1.3-5.2
260-2000 10.2-80 40-510
1.6-20
100-80 1000
112 800 80 0.4-1.6
1.3-5.2
290-2500 11.4-98.5 40-560
1.6-22
125-100 1250
140 1000
112 0.4-1.6
1.3-5.2
320-3000 12.5-120 50-620
2-24.4
160-125 1600
180 1250
140 0.4-1.6
1.3-5.2
350-3500 14-140 50-670
2-26.4
200-160 2000
225 1600
180 0.4-1.6
1.3-5.2
380-4000 15-160 50-720
2-28.3
250-200 2500
281 2000
225 0.4-1.6
1.3-5.2
410-5000 16-200 60-770
2.4-30.3
315-250 3150
354 2500
281 0.4-1.6
1.3-5.2
440-6000 17.3-240 60-820
2.4-32.3
500-315 5000
562 3150
354 0.4-1.6
1.3-5.2
Up to 7000
Up to 275
100-1160
4-45.7
Source: Wagner Dortmund and J. Banning AG
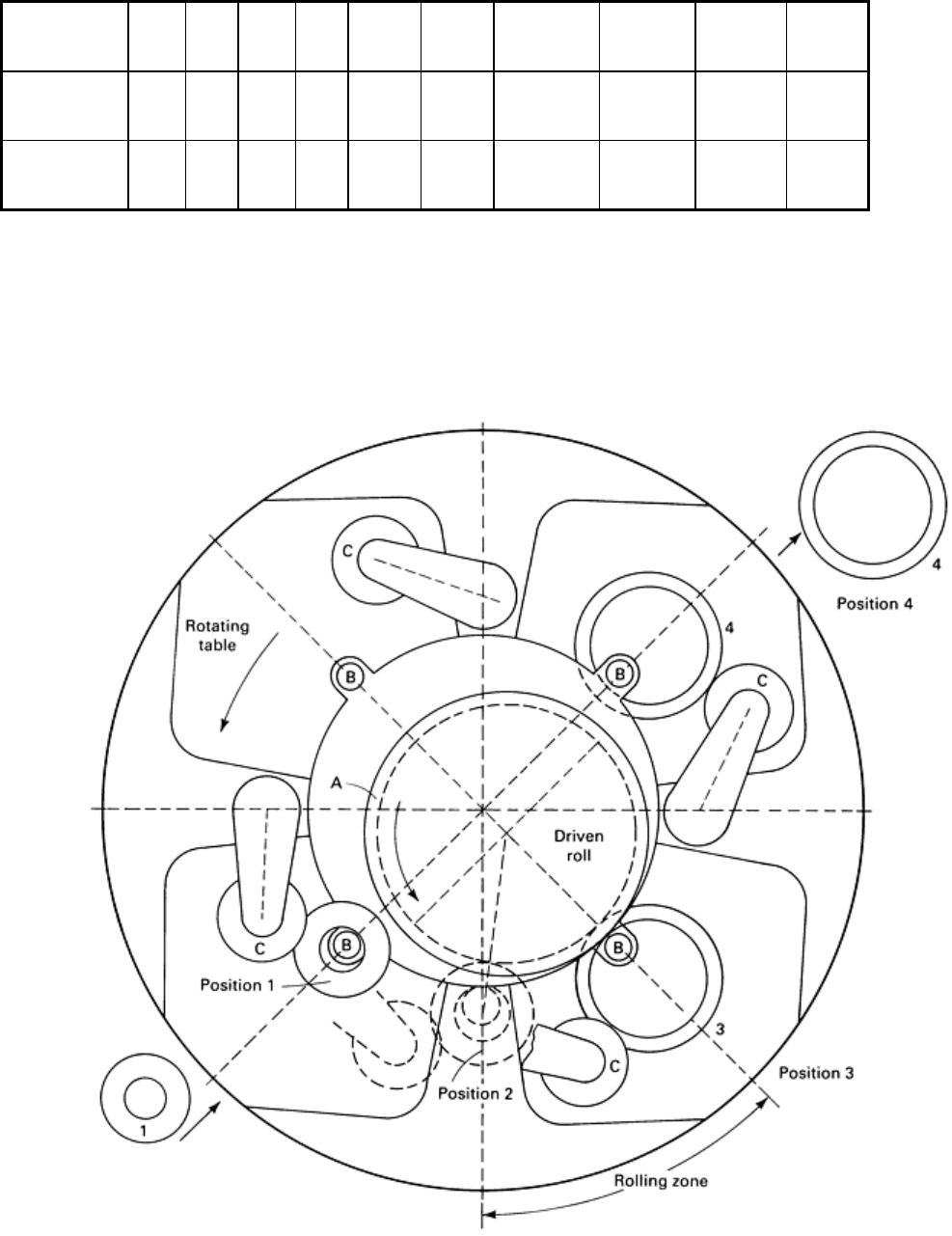
Multiple-Mandrel Mills. Four-mandrel mechanical table mills have been extensively used in the production of
antifriction bearing races. The undriven mandrels are supported only at their lower ends, where they are mounted in a
rotating table (Fig. 8). The driven main roll is set inside the annular table, with its center offset from that of the table.
Fig. 8 Schematic showing principle of operation of a four-station
mechanical (radial) ring rolling mill. The ring
blank is loaded at position 1. Rolling begins at position 2 and is completed at position 3. The finished ring is
unloaded at position 4. A, driven roll; B, mandrels; C, guide rolls.
The blank is loaded at position 1, where the eccentricity of the table and main roll centers provides a suitable clearance
between the mandrel and the main roll. The table is then rotated by electrical drive, and the gap between the mandrel and
the main roll decreases until the ring blank is contacted (position 2). As the table continues to rotate (at much slower
angular velocity than the main roll), the gap between the mandrel and the main roll decreases to a minimum (position 3),
causing the rapidly rotating ring to be reduced in wall thickness and to increase in diameter. The table rotates to position
4, and the ring is unloaded. The height of the ring is controlled by a closed pass.
Table mills require a pressed blank slightly lower in height than the finished ring. Because the ring dimensions depend
entirely on start and finish wall thickness, the weight tolerances on starting material are critical. Although a single cam-
operated support roll is used, final ring roundness and diameter variation mean that postrolling sizing presses must be
employed.
Extensive tooling is required for such mills, with each ring needing its own special combination. Setup times are long.
Although they are very efficient in terms of productivity when in operation, these mills require large production runs in
order to be economical. Production rates to 1200 pieces per hour can be achieved with these machines on rings weighing
1.75 to 2.75 kg (3.9 to 6 lb), although outputs of 500 to 800 pieces per hour are more usual.
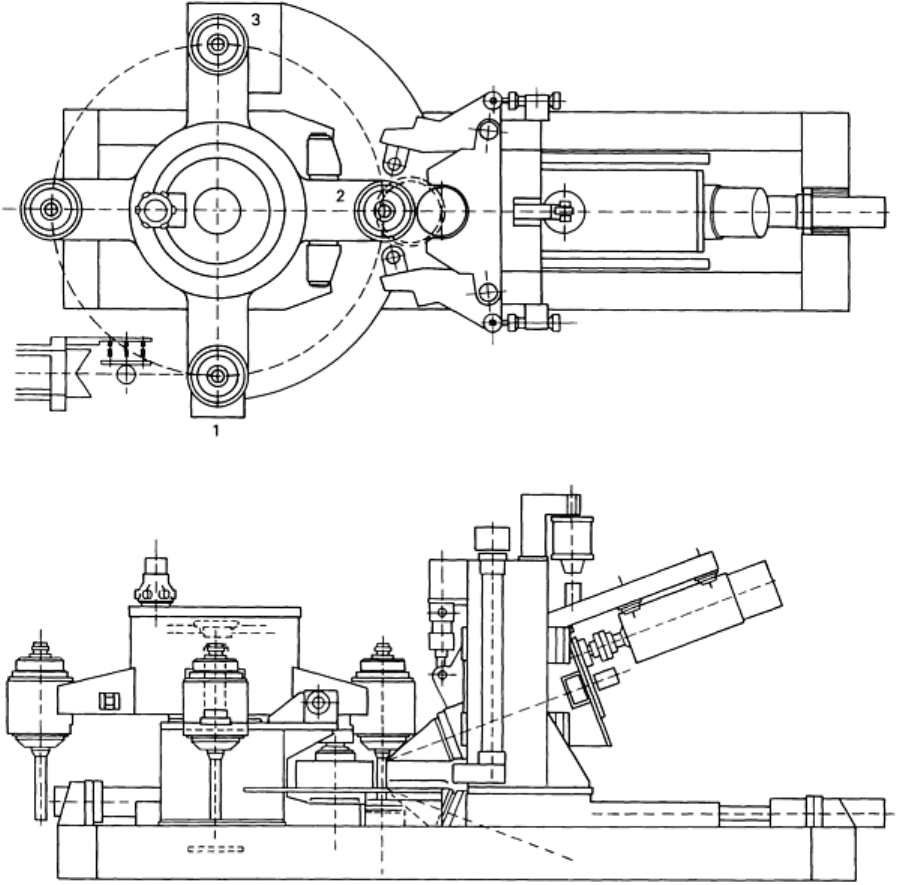
Automatic Radial-Axial Multiple-Mandrel Ring Mills. The modern computer-controlled, highly flexible, four-
mandrel radial-axial ring mill was conceived in Germany in 1976. Again, the principle of using mandrels to transport the
ring blank into the rolling position (Fig. 9) and from the rolling position to the unloading position is used in these units.
However, the mandrel is housed at its upper end in a quick-change cassette, which is in turn located in a rotating carousel.
Fig. 9 Schematic of a multiple-mandrel radial-axial ring rolling mill.
A blank is presented at rolling table height to the mandrel at the loading station (position 1, Fig. 9), which then lowers
sufficiently to enter the blank, and the carousel rotates, sweeping the blank through 90°, to the rolling position (position 2,
Fig. 9). The mandrel is lowered into a bottom bearing housing, and the driven main roll advances hydraulically to provide
both the squeezing force and the rotational drive.
Driven conical axial rolls are mounted in a horizontally movable carriage, with the upper roll movable vertically in slides
to provide axial rolling force and drive. These rolls advance to cover the blank end faces, and axial rolling begins.
The overall method of operation is as described in the section "Radial-Axial Horizontal Rolling Machines" in this article,
with the exception of the moving main roll carriage and centering arms mounted on the axial carriage. This latter feature
is dictated by the need for a clear transport path around the main roll.
At the completion of rolling, the mandrel withdraws to clear its bottom bearing housing, the carousel rotates 90°, and the
completed ring is swept to the unloading position (position 3, Fig. 9). At this point, the mandrel moves to its uppermost
position, allowing the ring to be moved away either on a powered conveyor or by another handling device.
Simultaneously, another blank is brought to the rolling position, and the process is repeated.
During rolling, computer controls maintain a preselected relationship between radial and axial cross-sectional reduction.
This ensures a defect-free ring and controls the diameter growth rate so that, after a reduced rate of feed (roll gap closure)
for the last few ring revolutions, each ring is round and accurately dimensioned.
Tool changing and setup for each ring type usually take 30 min. This assumes that the blanking press is of the
preassembled, interchangeable bolster design. Rings that weigh up to 80 kg (175 lb) and are 800 mm (31 in.) in outside
diameter are typically rolled on such mills, and production rates of up to 300 pieces per hour are achieved on smaller
rings.
Closed-die axial rolling combines the elements of ring rolling with the elements of closed-die forging. Closed-die
axial rolling relies on less than full contact area between the tool and the workpiece (Fig. 10) and therefore can produce
circular forgings using 90 to 95% less force than would be required in closed-die forging.
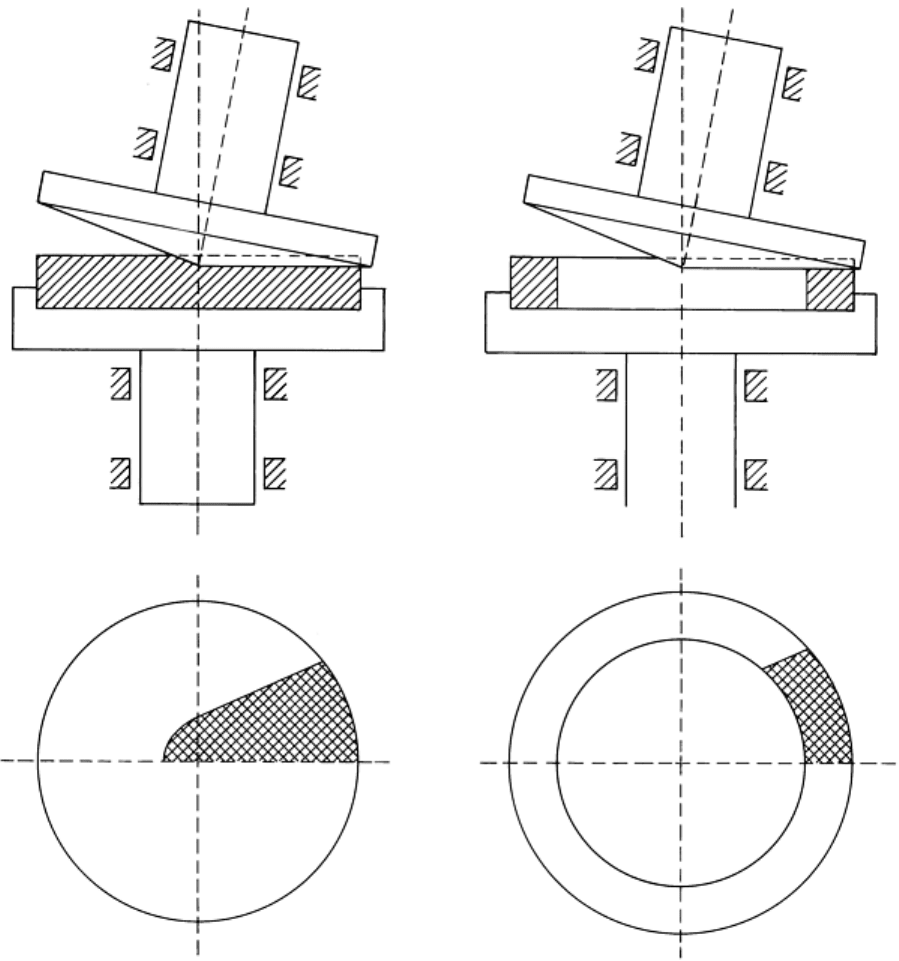
Fig. 10 Operating principle of the axial closed-die rolling process.
In closed-die axial rolling, the lower tool rotates about its vertical axis, typically at 30 to 250 rpm, and contains the
workpiece. The upper tool, its axis inclined at some 7° to that of the lower tool, applies the rolling force. Feed rates in the
range of 20 to 300 mm/min (0.75 to 12 in./min) are employed. The direction of tool movement is vertically downward.
The conical shape of the upper tool, which would generate a parabolic contact area in the absence of tool rotation, is
rotated by the bottom tool, through the workpiece. A semiparabolic contact area results.
The starting material may be in the form of a solid block or a prerolled ring. Products can be solid disk-type forgings or
annular ring-type components and can be complexly contoured cross sections. Production rates to 120 pieces per hour are
possible. More information on this process is available in the article "Rotary Forging" in this Volume.

Ring Rolling
C.R. Keeton, Ajax Rolled Ring Company
Product and Process Technology
To the casual observer, ring rolling is a deceptively simple process. In truth, it is exceedingly complex and as yet not fully
understood or fully predictable.
For many years, largely by experience or trial and error, manufacturers of ring rolling equipment and those using the
equipment have developed manufacturing techniques that allow production of consistently dimensioned, and often
complexly shaped, rings in a wide variety of forgeable materials.
Even today, there are many ring rolling mills in operation that rely heavily on operator skill and dexterity to produce a
satisfactory product. However, the ever-increasing understanding of the fundamental behavior of materials during rolling
has led to the incorporation of this knowledge as well as the latest prevailing process control technology into successive
generations of rolling equipment.
By the early 1980s, the first computer-controlled radial-axial ring rolling machines became operational. These machines
were capable of rolling defect-free rings with extremely high height-to-wall ratios at speeds considerably higher than
those possible with manual control.
Early investigative work concentrated on the displacement of individual zones of material due to ring rolling (Ref 1).
Deformation was found to occur across the entire cross section of the ring if the slip fields (force cones, Fig. 11)
overlapped; slip fields are created by the roll indentation of the metal being worked. Considerable displacement of
material was found at the inside diameter, with less displacement occurring at the outside diameter, both in the direction
of rolling, in relation to the relatively undisturbed material at the ring mean diameter (Fig. 12). The grain flow was
confirmed as circumferential (Ref 2).
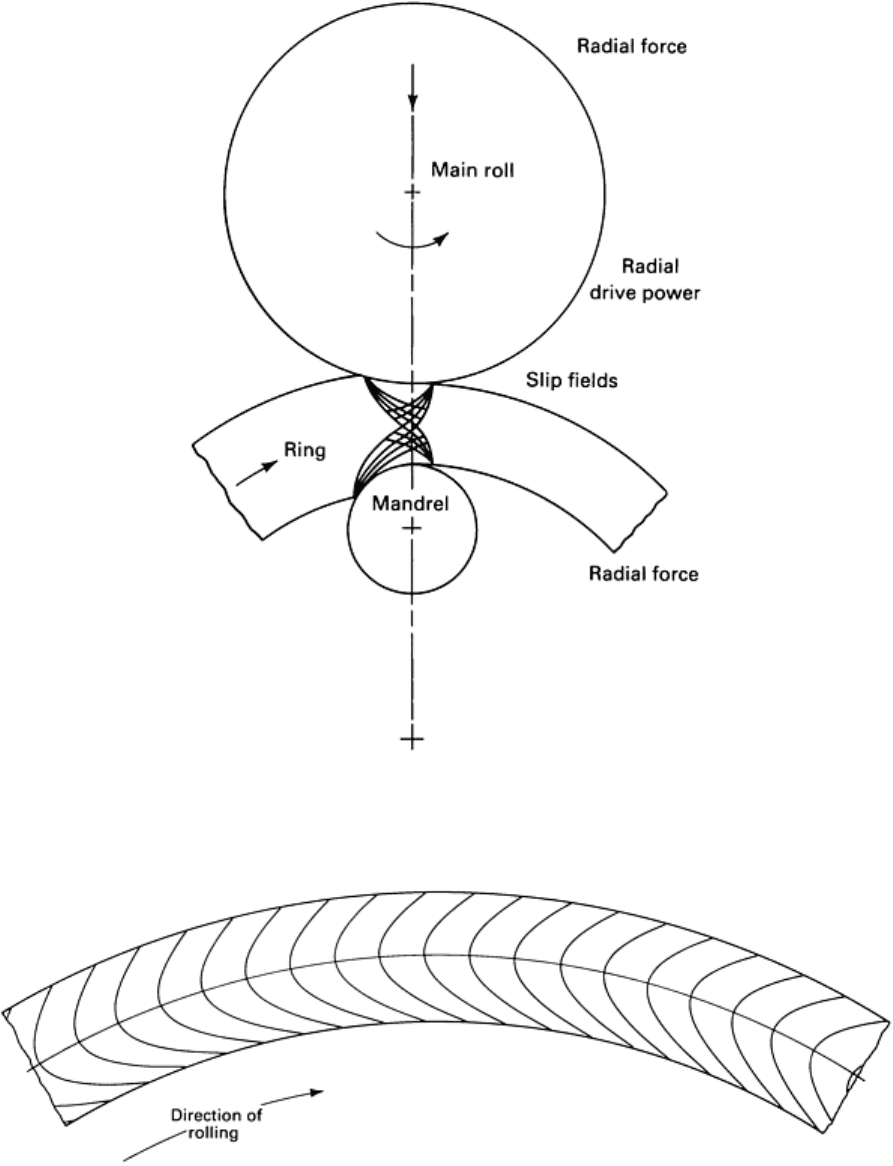
Fig. 11 Slip fields (force cones) generated during ring rolling.
Fig. 12 Relative displacement of materi
al across the ring thickness during rolling. Material near the outer
portions of the wall thickness is displaced, while material near the center of the wall is relatively undisturbed.
Basic investigation predicted and confirmed in radial-pass rolling the formation of a plastic hinge (Fig. 13) diametrically
opposite the point of roll indentation (Ref 3). This phenomenon was indentified as a possible source of ring roundness
control problems at high indentation rates.
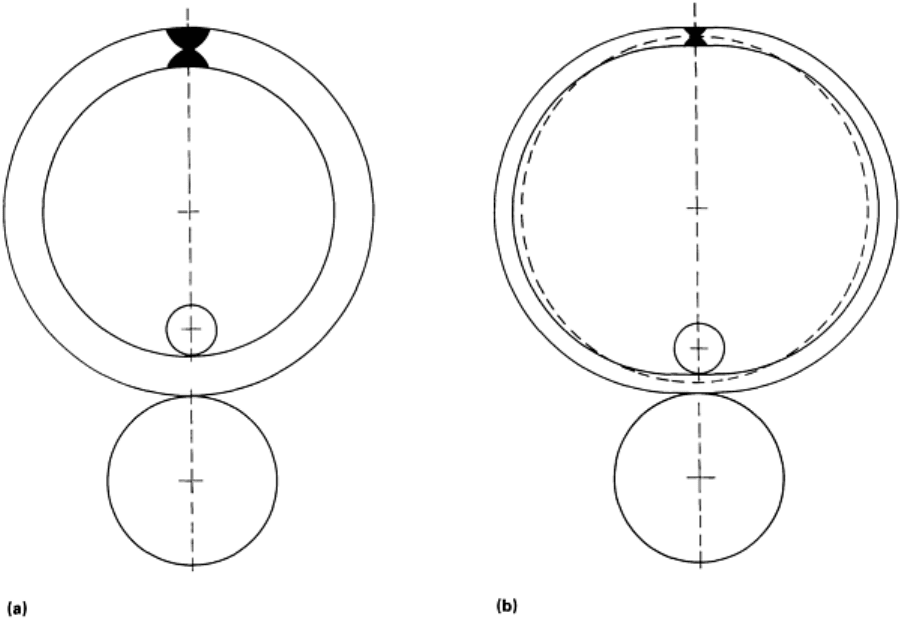
Fig. 13 Formation of a plastic hinge opposite the rolling pass (a) and the resulting ovality (b)
Although this phenomenon is of interest, especially when considering the combined effect of axial rolling and plastic
deformation due to the hinge at the same point on a ring, it is of limited practical importance. However, it did represent
the first (published) effort to gain a sound theoretical understanding of this complex process. This and further work
apparently stimulated experimental and analytical studies into ring rolling at many locations, including Japan, West
Germany, Korea, and the United States; this work continues today.
Much of this work is aimed at improving the accuracy of mathematical models of the process so that increasingly realistic
computer simulations can be carried out. The ability to roll difficult ring configurations on machines of given
characteristics can thus be better predicted, and the direction machine design must take to roll particular ring types and
materials can also be determined.
The majority of ring rolling machines installed worldwide since 1960 have originated in West Germany. Not surprisingly,
West German companies have been responsible for much of the theoretical and practical development that has occurred in
this specialized area of forging. In particular, a researcher at one West German company has developed a combination of
theoretical and empirical relationships that has been successfully applied to ring mill design (Ref 4).
A primary objective in two-pass (radial-axial) ring rolling is to achieve diameter growth through cross-sectional reduction
(with freedom from surface defects) quickly enough to allow profitable operation. A potential source of end-surface
defects and noncircularity arises in the axial roll pass. To avoid slipping and scuffing at the ring end faces, conical roll
pairs are necessary for height reduction. In this way, roll and ring surface speeds are matched across the ring faces. To
maintain this no-slip condition, the axial roll carriage must withdraw horizontally during rolling at the same speed at
which the ring center moves (that is, at one-half the diameter growth rate).
Another benefit of this operational principle is that higher vertical rolling forces can be applied for a given motor power
because less power is wasted through slippage. Therefore, flat cross sections with height-to-wall ratios exceeding 1 to 16
can be rolled.
In practice, at the start of rolling, this ideal rolling condition is often not possible, because of mill and blank geometry.
The axial roll theoretical centers may be beyond the blank axis to allow the axial rolls to cover the blank end faces
completely. In addition, when rolling rings of diameters greater than can be accommodated slip-free by axial rolls of
practical dimensions, the axial roll carriage must withdraw as fast as the ring outside diameter grows. This puts the
conical roll centers ahead of the ring axis, again preventing an ideal surface speed match between rolls and ring. Because
the wall thickness is by this time relatively small in relation to the large diameter of the ring, the speed differential across
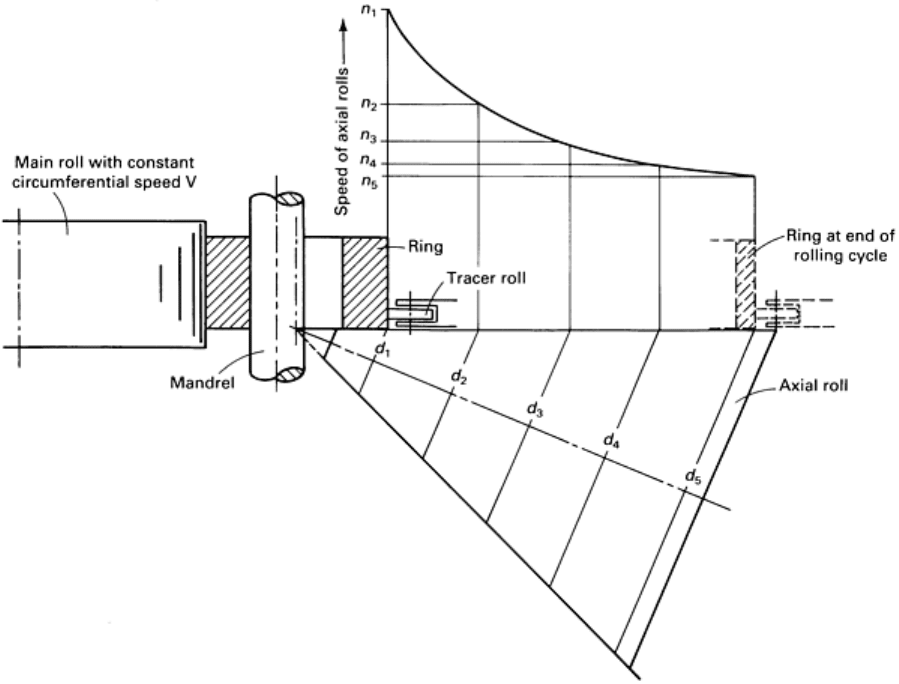
the ring face is reduced and is usually not a significant disadvantage. With the main roll rotating at a constant preset
speed, the rotational speed of the conical axial rolls must decrease as the ring moves onto their progressively larger
diameters (Fig. 14).
Fig. 14
Control of rpm of axial rolls. The axial rolls must turn more slowly as rolling progresses and the ring
moves from d
1
toward d
5
on the axial
roll. The rotational speed of the axial roll at a given point is a function of
the rpm of the main roll and the diameter of the axial roll.
Depending on the type of hydraulic servovalves used, modern mills may be either force controlled or feed rate controlled.
With the latter design, the rate at which the moving rolls are advanced (while not exceeding the capability of the mill)
follows a preselected (via computer) pattern. With the former, more common design, horizontal and vertical forces are
again applied (via computer) to a predetermined pattern. The objective with both control systems is to:
• Change the cross section of the ring in a specific manner to avoid surface defects
• To control the diameter growth rate in phases to minimize rolling time but to
complete rolling with the
ring stable and round
With regard to the changes in cross section, the ratio between radial (wall thickness) reduction and axial (ring height)
reduction must be constantly maintained according to the following relationship (Ref 4):