ASM Metals HandBook Vol. 14 - Forming and Forging
Подождите немного. Документ загружается.

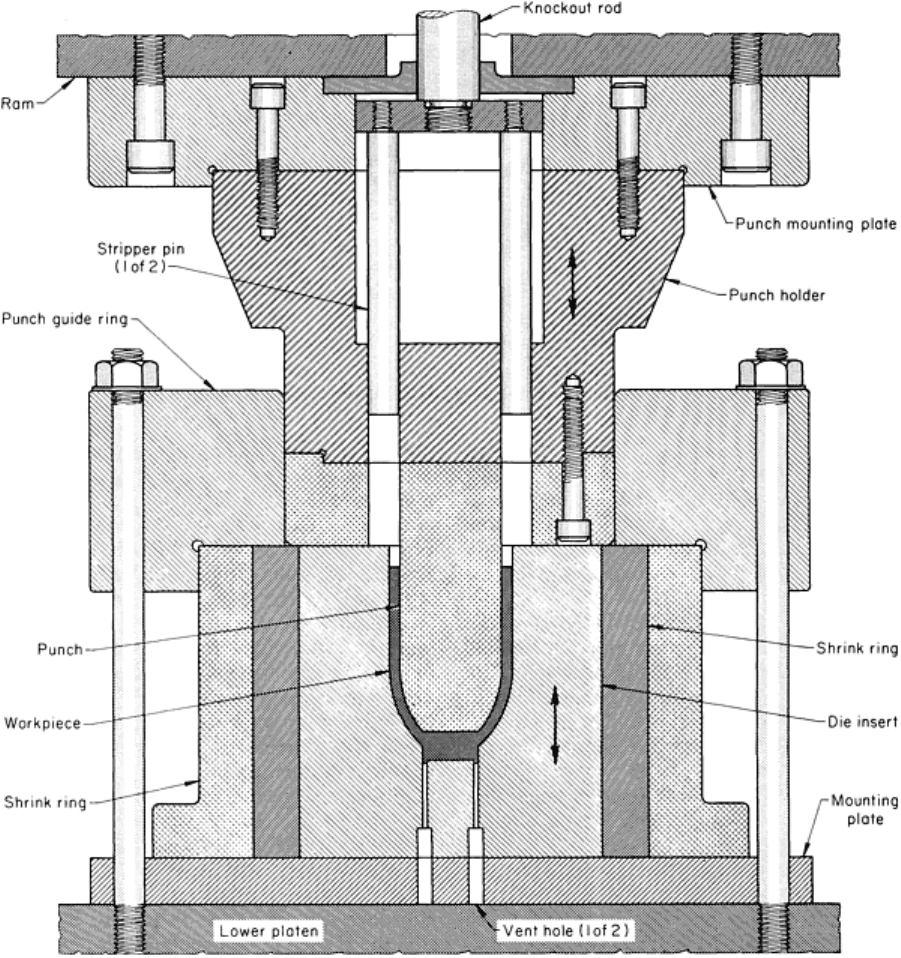
Fig. 1
Schematic of a HERF machine and details of the die used in making the mine nose shown as part D in
Fig. 3.
Production Rate. The cycle time for a HERF machine is 12 to 20 s per piece, or a production rate of 180 to 300 parts
per hour. Therefore, HERF machines can make parts to close profiles at production rates often comparable to those of
drop-hammer and hydraulic presses. Adaptation of automatic transfer equipment to high-energy-rate forging would
further increase the production rates to make it competitive with manually operated mechanical presses. The machines are
readily adaptable to automatic loading and unloading equipment. However, high-production runs or multiple runs of
similar parts are needed to justify the cost of automatic handling equipment.
Production Quantity. Table 2 compares HERF machines with hammer and press equipment on the basis of the
production quantities for which each is typically used for forging a variety of parts. As this comparison shows, HERF
machines are used for small and medium production quantities.
Table 2 Application of four basic types of machines for hot forging typical parts
L, large quantities: >10,000 parts; M, medium quantities: 500 to 10,000 parts; S, small quantities: <500 parts; N, not suitable for
forging this type of part
Type of part Hydraulic
press
Mechanical
press
Hammer
High-energy
machine
Bulkhead S L S M
Cone M LM LM MS
Crankshaft N L MS N
Cup LM L MS MS
Disk MS LM MS M
Flange (weld) M L MS MS
Gear blank L L S M
Hemisphere M L MS MS
Shaft gear L L S M
Structural (rib-and-web)
MS N MS N
Tube (long) LMS N N N
Tube (short) LMS LM N MS
Turbine blade N LM MS N
Wheel hub N L S M
Wheel spindle M L S N
Source: H. J. Henning, ASTME paper MF68-548
High-Energy-Rate Forging
Revised by Natraj C. Iyer, Westinghouse R&D Center
Dies
Closed dies and flash-and-gutter impression dies are used in high-energy-rate forging. The closed dies restrict the flow of
metal and force it to fill the cavity completely; they are recommended because they require less material in the billet and
permit closer dimensional control of the forging. Flash-and-gutter impression dies are generally used for thicker parts
with more liberal dimensional tolerances.
As in conventional hammer forging, the force of the ram should be completely expended in deforming the workpiece.
Impact between the upper and lower tools is potentially destructive. It can be effectively avoided by controlling those
processing conditions that significantly influence metal plasticity (such as temperature, volume, and die temperature and
lubrication) and in some cases by selective placement of a protective ring around the upper die.
Die Design. The design of tooling for high-velocity pneumatic-mechanical forging is quite different from the methods
used for designing dies for use in mechanical presses. This is especially true when the part to be forged is shaftlike or
cuplike, requiring relatively deep dies. In these cases, the die assemblies should comply more closely with the design
rules used by impact extruders. These involve interference-fit assemblies, undercut punches, rugged ejectors, and vertical
flash movement. An important element in these design concepts is the lack of any contact between the tool on the ram and
the tool on the bolster during the forging stroke. Unlike hammer-die forging, the stroke of a pneumatic-mechanical press
is controlled entirely by stalling the ram movement when plastically deforming the workpiece. No contact is permitted
between the die faces. Prestressed die inserts, carefully guided punches, and provisions for vertical flash are typical. Flash
movement may be horizontal in the forging of flat parts.
Die inserts are often fitted into the heavy retainer rings to counteract the large horizontal forging forces. These rings put a
compressive stress, sometimes as great as 690 MPa (100 ksi), on the metal in the die insert and therefore reduce die
breakage.
Alignment of the upper and lower dies is maintained partly by the accuracy of the machine guides and partly by piloting
the upper die in the lower die. Clearance between the punch and the die piloting surfaces is 0.025 to 0.102 mm (0.001 to
0.004 in.). In some dies, another clearance is provided below the piloting surfaces to allow for vertical flash movement.
For example, in Fig. 2, the upper dies, which were located in a simple holder for ease of replacement, were guided by an
extension of the lower die cavity. An auxiliary ring was used in the die shown in Fig. 1. Although smaller corner and fillet
radii can be forged by the HERF method as compared to conventional forging methods, it should be anticipated that such
radii will restrict metal flow and increase die wear.
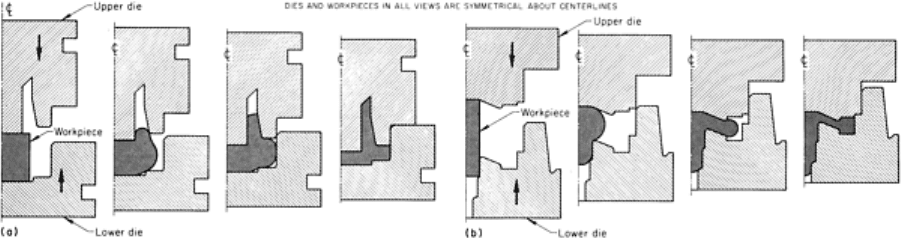
Fig. 2 Metal flow in high-energy-rate forging. (a) Upsetting and backward extruding a welding neck flange.
(b)
Upsetting and forward extruding a gear shaft.
As in conventional practice, the metal shrinkage allowance depends on the metal being forged. Draft is sometimes
provided in the die cavity and on the upper die (or punch) for easy removal of the part. By using a positive punch stripper,
it may be possible to eliminate the draft in the die cavity, allowing 1 to 3° draft on the punch. If depressions are formed in
the bottom external surface of the part, knockouts are needed because of metal shrinkage around these areas.
Provision should be made in the lower die cavity for locating the hot billet. A shallow recess in the die is usually
adequate. Die wear at locating points is greater than in other parts of the cavity, and an easy means of replacement should
be designed into the die. The lower die cavity generally has a shorter die life than the punch or upper die, because of the
longer time it is in contact with the billet.
Die fabrication practice for high-energy-rate forging is similar to that used for conventional forging dies. Dies have
been made by casting and by electrical discharge machining the cavity in a rough-machined block. The use of electrical
discharge machining in die fabrication is discussed in the article "Dies and Die Materials for Hot Forging" in this
Volume.
Close-tolerance hubbing (die typing) is done in HERF machines. The hub, made of H11 or H13 steel and hardened to 48
to 52 HRC, is secured to a retainer fastened to the upper platen of the machine. The die blank, with a rough-machined
cavity and heated to forging temperature, is placed into a retainer mounted on the lower platen. The hub is then driven at a
high velocity into the blank to form the die cavity.
Die Materials. Prehardened tool steels such as 6F2 and 6F3 are used when forging stresses are low and production
quantities are small. For larger quantities and severe forging requirements, tool steels such as H11 or H13 are used for the
critical die components.
In high-production dies, 6F2 and 6F3 steels and alloy steels such as 4140 and 4340 are used for backup blocks, shrink
rings, and retainers. A modified H13 tool steel containing 1.5% Ni is recommended for die inserts and punches for long
production runs, close-tolerance forging, and hot-work applications in which exceptional toughness and resistance to
abrasion and heat cracking are important.
Hubbed die inserts are commonly made of H11 tool steel, but 4140 steel is sometimes used when production requirements
are small or the operation is not severe. Almost any tool steel that will withstand hot working can be used for hubbed die
blocks or inserts, although dies made of prehardened tool steel would soften during the hot-hubbing operation.
Die Life. The usual modes of failure of hot-forging dies, at both conventional and high forming speeds, are wear, heat
checking, and fatigue. Early users of pneumatic-hydraulic HERF machines found die life to be considerably shorter than
that encountered with conventional machines. This was subsequently attributed in part to the fact that the HERF machines
tended to be used for the production of more complex and difficult components, which in many cases would not even
have been attempted with conventional machinery.
Production tests carried out by the Drop Forging Research Association indicated that the service lives of dies used in a
pneumatic-hydraulic HERF machine compare favorably with those of identical dies used in a conventional drop-stamping
press. The forging of three different components using both methods established that neither method had the edge over
the other in terms of die life. In general, no significant difference in the rate of change of salient component dimensions
was noted in changing from the slow-speed process to the high-speed process. On both types of machines, the die life was
limited by surface cracks. An exception to this has been observed in cases in which a corner adjacent to a flash gap of one
die showed up to two to three times as much wear on the HERF machine as compared to the conventional machine.
Example 1: Die Specifications Needed to Produce Mine Nose by HERF.
The die shown in Fig. 1 was used to forge the mine nose shown in part D in Fig. 3. The die insert was made of H13 tool
steel. The calculated prestress on this ring was 690 MPa (100 ksi). Small holes in the bottom of the die cavity vented the
air during forging. The punch was made of H13 tool steel and hardened to 45 to 47 HRC. The punch holder and punch
mounting plate were made of 4340 steel and hardened to 38 to 40 HRC. The punch guide ring on the die provided precise
alignment of the punch as it entered the die. This die allowed production of concentric parts with uniform wall thickness.
There was no draft on the side-walls of the die cavity or the punch. Because metal shrinkage caused the part to adhere to
the punch, a stationary stripper ejected the forging from the punch on the upstroke of the ram.
Blank size, mm (in.) Weight Forging
temperature
Forging energy
Part
Name of part Work metal
Diameter Length kg lb °C °F J
ft · lbf
(a)
A Forward support
17-4 pH stainless steel
70 (2 ) OD 41
(1 ) ID
15 (0.6) 0.34
0.75
1095
2000
39,300
29,000
(b)
B Vane platform Titanium alloy Ti-5Al-
2.5Sn
35 (1 )
267
(10.5)
1.1 2.5 1095
2000
190,000
140,000
C Bulkhead D-6ac steel 102 (4) 25 (1.0) 1.6 3.5 1175
2150
217,000
160,000
D Mine nose 1117 steel 99.6 (3.92) 61 (2.4) 4 8 1205
2200
214,000
158,000
E Automotive
flywheel
Class 40 gray iron Cast and machined preform 11 24 955 1750
271,000
200,000
F Cluster gear 8620 steel 76 (3) 124
(4.9)
4.5 10 1230
2250
353,000
260,000
G Motor bulkhead 18% Ni maraging
steel, grade 250
165 (6.5) 86 (3.4) 15 34 1230
2250
495,000
365,000
(c)
H Fan-stator outer
vane
Aluminum alloy 7005 Dogbone-shape preform
(d)
2.61
5.75
425 800 245,000
181,000
J Forward motor
case
18% Ni maraging
steel, grade 250
114 (4.5) 64 (2.5) 5.22
11.5
1230
2250
502,000
370,000
(a)
Parts were made in a single forging blow unless otherwise specified.
(b)
Two separate blows with intermediate heating.
(c)
Two successive blows at 495,000 J (365,000 ft · lbf) each.
(d)
Extruded and machined
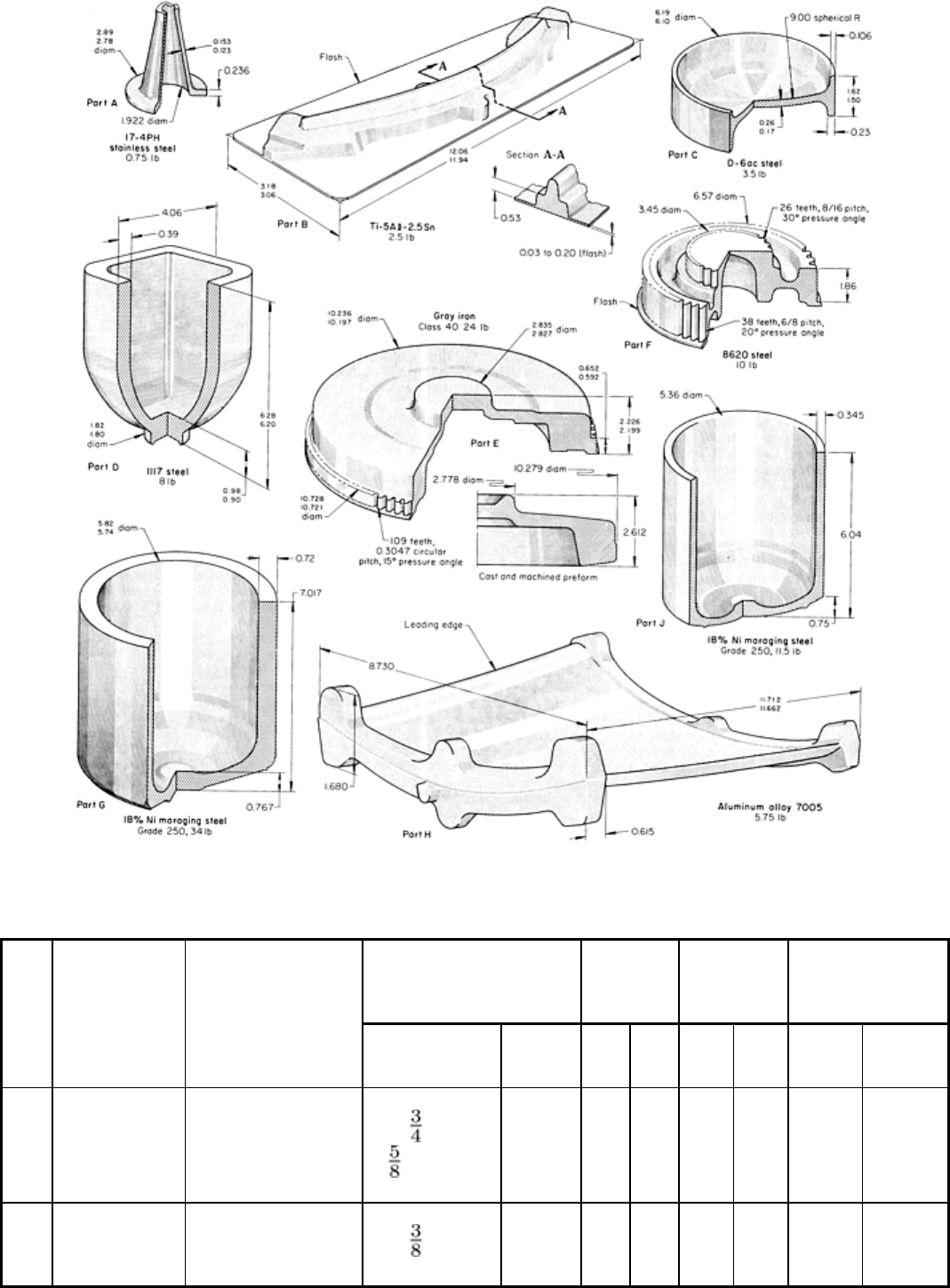
Fig. 3 Nine parts produced by high-energy-rate forging under conditions listed in table. See tex
t for detailed
discussion. Dimensions in figure given in inches.
High-Energy-Rate Forging
Revised by Natraj C. Iyer, Westinghouse R&D Center
Lubrication
Lubricants act as parting agents between the workpiece and the die. They also provide an insulating film on the die
surface that reduces heat transfer between the hot billet and the die, thus lessening thermal cracking and increasing die
life. Serviceable lubricants include high-temperature greases containing copper, molybdenum disulfide, or graphite and
aqueous suspensions containing graphite. The spraying of water-base coolants containing soluble oil onto the surfaces of
dies and punches prevents softening and extends die life.

High-Energy-Rate Forging
Revised by Natraj C. Iyer, Westinghouse R&D Center
Preparation of Blanks
Blanks for symmetrical shapes are cut from bar stock that has been rough turned. The blank diameter is such that a hot
blank will drop unimpeded into the die cavity and provide some degree of location. When a particular grain flow is
specified, billets are pancaked or are progressively preformed by the multiple blows or by special preforming operations.
The billet used in high-energy-rate forging is usually smaller than that used in conventional hammer forging methods for
three reasons: Metal is not needed for a tonghold, the finished forging has little or no flash, and the machining allowance
is small.
The volume of the blank is closely controlled so that the shape can be forged to relatively close tolerances. Close volume
control helps reduce the cost of material; this is of particular importance in forging the more expensive metals, such as
titanium alloys and maraging steel.
The tolerance on blank diameter and length varies with shop practice. One high-energy-rate forging shop purchases
rough-turned bars manufactured to a diameter tolerance of +0.76 mm, -0.00 mm (+0.030 in., -0.000 in.), then saws blanks
to length with the same tolerance. For some parts, tolerance is also specified on blank weight. For example, the forward
motor case shown as part J in Fig. 3 was forged from a billet 114.3 + 0.8 mm, -0.0 mm (4.50 + 0.03 in., -0.00 in.) in
diameter by 63.0 + 0.8 mm, -0.0 mm (2.48 + 0.03 in., -0.00 in.) in length with a specified weight of 5.22 kg ± 0.0285 kg
(11 lb 8 oz ± 1 oz).
As-forged symmetrical parts often have little or no flash. However, when flash allowance is provided, it generally is less
than 3% of the blank weight. Some of the flash is derived from the normal variation in blank weight. In sharp contrast,
asymmetrical parts can develop considerable flash. For example, the fan stator vane shown as part H in Fig. 3 had a flash
amounting to 10 to 15% of the blank weight.
High-Energy-Rate Forging
Revised by Natraj C. Iyer, Westinghouse R&D Center
HERF Processing
Like conventional forging, high-energy-rate forging can be accomplished over a broad range of temperatures, depending
on the specific part, the material, and the design requirements.
Hot Forging. High forging speeds in hot forming result in reduced cooling of the material as it flows over the cooler die
surfaces and in improved lubrication. The high strain rate increases the forming load, but this is partially offset by
adiabatic heating of the workpiece, thus making it easier for the material to fill out the die cavity. However, in some
materials, such as high nickel-base alloys, it can lead to incipient melting, which can in turn cause serious rupturing when
large reductions are being forged.
Under the most favorable conditions, hot high-energy-rate forging allows the production of components that cannot be
forged with conventional machines. Complex parts and components with thin sections have been produced; webs and ribs
3.18 mm (0.125 in.) thick and central ribs 4.76 mm (0.1875 in.) thick are technically feasible. However with pneumatic-
hydraulic HERF machines, such results can often be obtained only at the expense of die life in view of their long dwell
times.
The suitability of the hot-forming process depends on the component shape and the material formed. Although
cylindrical, axisymmetric shapes are preferred, more complex shapes such as light alloy compressor blades have been
successfully manufactured. Complex forging usually requires some preforming to ensure proper metal flow and to avoid
such defects as laps, cracks, and unfavorable grain flow. Table 3 presents the suitability of a broad range of alloys for
high-energy-rate forging. Most of the current applications are related to the first three alloys; namely, aluminum alloys,
carbon and alloy steels, and stainless steels.
Table 3 Forgeability of various work metals by high-energy rate forging
Work metal
Forgeability
Aluminum alloys
Excellent for alloys such as 2014, 2024, and others hardened basically with copper. For 7075 and 7079,
forging temperatures and reductions must be adjusted downward to prevent rupturing. No improvements
in shape detail obtained
Carbon and low-
alloy steels
Excellent; greater shape detail possible than in hammers or hydraulic presses
Stainless steels
Excellent; greater shape detail possible than in hammers or hydraulic presses
Iron-base heat-
resistant alloys
Good if forging temperatures are adjusted downward to prevent overheating. Greater shape detail possible
than by conventional methods
Nickel-base heat-
resistant alloys
Good if reduction per blow is limited to less than about 60% (depending on alloy).
Magnesium alloys
Poor for such alloys as AZ31B and AZ80A. Alloys HM21A and HM31A are as forgeable as in presses if
temperatures are adjusted downward.
Titanium alloys
Good; care must be exercised to avoid grain coarsening that can result from significant temperature
increases.
Cold Forging. High speeds in cold forging improve lubrication. Improved lubrication lowers the frictional forces, and
this in turn results in improved metal flow and surface finish of the components. The process is practically adiabatic;
therefore, with soft materials, such as aluminum and copper, some softening occurs. Forging forces and pressures are
generally higher than those obtained at conventional speeds, although energy requirements may well be lower.
The research experience of high-speed cold forging is extensive, but production experience is very limited. There are two
reasons for this. First, cold-formed components are generally small, and the available pneumatic-hydraulic HERF
machines are too large in capacity and too slow to compete with the more automated high-production mechanical presses.
Second, cold forming is carried out with presses or heading machines that have fixed stroke. With forward-extrusion
hammers, adequate component length tolerance can be obtained only by the addition of clash faces, which generate
unacceptably high levels of impact noise.
Cold forging, however, has been successfully used for the fabrication of blanks. Blanks for bevel gears, for example, have
been cold forged from extruded preforms.
Warm Forging. In comparison to hot high-energy-rate forging, the principal advantage of warm forging is the absence
of scale and therefore better surface quality, high precision, and improved tool life. In relation to cold high-energy-rate
forging, the process leads to significant lowering of tool loads, permitting a wider range of both component sizes and
available materials that can be formed without appreciable deterioration in component material properties.
For steels, the warm-forging temperatures range from 450 to 950 °C (840 to 1740 °F). Temperatures are most often
between 600 and 815 °C (1100 and 1500 °F). The dies used resemble typical HERF dies.
Experience with high-speed warm forging is very limited. An example of a large warm-formed part is a transmission
shaft, formed at 700 °C (1290 °F) with a single blow from a preform forged at conventional forging temperature on a
horizontal upsetter.
Metals Forged. Current production by high-energy-rate forging involves a wide range of materials, such as aluminum,
high-strength steel, stainless steel, alloy steels, and titanium. Low-carbon steel parts are being produced when the
complexity of the part is such that the use of high-velocity impact equipment is required. Limited production work is
being done with nickel-base heat-resistant alloys. The metals best suited to the process are those that withstand very high
deformation rates without rupturing.
High-energy-rate forging is particularly suited to alloys that require high forging temperatures and pressures, especially
when thin webs or unusual design features are required. Low-carbon steels, refractory metals, and nickel alloys that have
broad forging temperature ranges can be forged. Metals with low ductility under rapid deformation rates, such as
magnesium and beryllium alloys, cannot be forged by high-velocity methods.
Heating that is caused by rapid deformation, if excessive, may result in incipient melting and serious rupturing when
forging to large reductions. The metals affected in this manner include high-carbon steels, high-strength aluminum alloys,
and nickel-base heat-resistant alloys. Increased temperatures during forging can cause embrittlement in some titanium
alloys. Table 3 shows the forgeability of various work metals by HERF methods.
The range of metals and shapes forged by the HERF process is illustrated by the parts shown in Fig. 3. The aluminum
alloy 7005 vane, shown as part H in Fig. 3, was forged in one die from an extruded and machined preform. The part was
forged at a temperature of 425 °C (800 °F) to a closure tolerance of ±0.13 mm (±0.005 in.) and a contour tolerance within
±0.25 mm (±0.010 in.). The vane platform shown in part B in Fig. 3 was made of titanium alloy bar stock measuring 35
mm (1 in.) in diameter by 267 mm (10 in.) in length. Forging temperature was 1095 °C (2000 °F), and the forging
energy was 190,000 J (140,000 ft · lbf). The bar stock was preformed into an arc having a radius about the same as that of
the vane.
An example of a low-carbon steel part produced by high-energy-rate forging is an automobile front wheel hub that was
forged from a 3.2 kg (7 lb) billet of 1020 steel. The part had a 102 mm (4 in.) diam flange and a 48 mm (1.9 in.) long hub.
The outside surfaces were used as-forged; but the inside surfaces were machined, and bolt holes were drilled in the flange.
High-Energy-Rate Forging
Revised by Natraj C. Iyer, Westinghouse R&D Center
Metal Flow
In high-energy-rate forging, the metal can flow through small openings to fill large cavities and accurately produce
intricate details. An experimental part having a thin web was forged using both a high-energy-rate machine and a drop
hammer. The high-energy-rate machine forged a web thickness of 0.96 mm (0.038 in.) in one blow. By hammer forging,
the minimum thickness obtained was 1.24 mm (0.049 in.) using three blows with a 910 kg (2000 lb) hammer and 1.52
mm (0.060 in.) when four blows with a 450 kg (1000 lb) hammer were used. The high-energy-rate machine used the
lowest amount of energy available.
Metal spreads more in a high-speed blow. In one test on forging from a cylindrical billet, a measurement was made of the
largest flange diameter that could be obtained before cracks appeared on its periphery. Larger diameter flanges could be
produced in a HERF machine than by conventional forging. However, greater surface roughness was observed with the
HERF method than with conventional forging.
Metal Flow During HERF Processing. When the clutch hub illustrated in Fig. 4 was forged from a 1038 steel billet
51 mm (2 in.) in diameter by 83 mm (3 in.) in length, one high-velocity blow was sufficient to cause the metal to flow
through the thin center web and into the thicker web and flange without cracking. Conventional hammer forging of the
part would have used a blocking operation involving eight or nine blows and would have had a metal loss of about 0.34
kg ( lb) from scale and flash.
Fig. 4 Clutch hub with thin web and thick flange that was made in one blow by high-energy-
rate forging.
Dimensions given in inches.
The major diameter of a cluster gear (part F, Fig. 3) was 2.2 times the diameter of the blank. This gear was finish forged
from the blank in one high-velocity blow consisting of 353,000 J (260,000 ft · lbf) of energy. The work metal was 8620
steel, and it was heated to a forging temperature of 1230 °C (2250 °F). In the hammer or press forging of this gear, the
blank would have been flattened with one or more forging blows before being placed into the finisher impression. In
addition, teeth are generally not formed on gear blanks during conventional forging.
The flow of metal by upsetting and backward extrusion during the high-energy-rate forging of a welding flange is shown
in Fig. 2(a). Progressive metal flow during high-energy-rate upsetting and forward extrusion of a gear shaft is shown in
Fig. 2(b). In the forging of both of these parts, the upper die was guided in the lower die, and die closure was controlled
by the amount of metal in the workpiece and by a ring surrounding the upper die cavity that contacted the lower die. In
each of these dies, the billet was located by a special recess in the lower part of the die cavity.
Dimensional Accuracy. Tolerances as small as ±0.05 mm (0.002 in.) have been held on parts produced by high-
energy-rate forging. However, holding such close tolerances results in excessively greater die wear than when parts have
more generous tolerances. This is true regardless of the type of forging process or equipment used. If the metal saved is
expensive or if the machining that is eliminated or reduced involves costly three-dimensional profiling, forging to close
dimensional tolerances may be justified. Forging with liberal tolerances may be more prudent if the metal is inexpensive
and if machining operations are relatively simple.
Surface Finish. Surface finish on a forging, using any of the above processes, is only as good as the finish on the die or
die cavity. Typically, any marks on the die will be reproduced on the surface of the forging. In general, the surface finish
specified depends on the work metal, the amount of subsequent machining, and the end use of the forged product.
High-Energy-Rate Forging
Revised by Natraj C. Iyer, Westinghouse R&D Center
Applications
Nine typical parts that have been produced by high-energy-rate forging are shown in Fig. 3; the forging conditions are
listed in the accompanying table. The weights of these parts range from 0.34 to 15 kg ( to 34 lb). The 0.34 kg ( lb)
part A was forged in two separate blows with an intermediate reheat. It had a tolerance of ±0.38 mm (±0.015 in.) on the