ASM Metals HandBook Vol. 14 - Forming and Forging
Подождите немного. Документ загружается.

allowances for those tolerances in both the forging design and the die design; by employing heating techniques that will
provide close control of temperature and of length heated; and by observing the following rules, which relate wall
thickness to the extent to which tubing can be upset in a single blow without injurious folds or buckling:
• To prevent buckling in single-
blow flanging, the length of working stock to be upset without support
should not exceed 2 times the wall thickness of the stock
• In single-
blow external upsetting (increasing the outside diameter of the tubing while confining the
inside diameter), the wall thickness of working stock can be increased to a maximum of 1
times its
original thickness. When greater wall thickness is
required, successive outside upsets can be made,
using the minimum wall thickness of the preceding upset as the limiting thickness
• In single-
blow internal upsetting (decreasing the inside diameter of the tubing while confining the
outside diameter), the
wall thickness of working stock can be increased to a maximum of twice its
original thickness. When greater wall thickness is required, successive inside upsets can be made, using
the minimum wall thickness of the preceding upset as the limiting thickness
• In single-
blow external and internal upsetting (simultaneously increasing the outside diameter and
decreasing the inside diameter), the wall thickness of working stock can be increased to a maximum of
1 times its original thickness
Tolerances. Pipe or tubing used for upset forgings is normally purchased to specified outside diameter and wall
thickness dimensions. Both of these dimensions are subject to mill tolerances. For example, pipe having an outside
diameter up to 38 mm (1 in.) can vary +0.4, -0.8 mm (+ , - in.); pipe 50 mm (2 in.) and more can vary -1% from
standard. Wall thickness can vary -12.5% from standard. No direct tolerances apply to the inside diameter or to
concentricity between outside and inside diameters; these dimensions are controlled only as required to meet the
tolerances on outside diameter and wall thickness. Consequently, there is almost always some eccentricity, within the
allowable wall thickness variations, between the outside and inside diameters of pierced tubing or pipe. This condition
must be recognized, and the necessary allowances made in the design of the forgings as well as the forging tools.
It is also important to understand that the eccentricity does not necessarily run in a straight line throughout the tube.
Instead, the locus of the center of the inside diameter may spiral around the centerline, as established from the outside
diameter, in a long-pitched helix. That is, if a line were scribed along the outside wall of the tube connecting all points
where the wall is thinnest (or thickest), this line may spiral around the outside wall.
When the above condition is not understood, it is commonly assumed that the outside diameter can be made to run true by
chucking on the inside diameter for the initial machining. Except on short lengths, however, this is not correct, and in
some cases, the runout may even be increased by chucking on the inside diameter. Therefore, it is almost always
preferable to design the tubular forging with the understanding that the chucking for the initial machining operations is to
be done with reference to the outside diameter. This is important, because a tubular forging with adequate machining-
stock allowance when chucked on the outside diameter will not necessarily clean up when chucked on the inside
diameter.
Assuming that the initial machining of the forging is to be done from the outside diameter, the outside diameter of the
tube, when minimum, should be sufficient to provide the minimum amount of machining. The wall thickness should be
such that when it is minimum and the outside diameter is maximum, the minimum desired machining stock will be
allowed on the inside diameter. Additional allowances must be made on both the outside diameter and the wall thickness
to compensate for any camber that is expected to be present in the forging after processing. The forging limitations in
some parts will dictate the selection of tubing with a large outside diameter, a greater wall thickness, or both. However,
the above advice should be followed to determine the minimum outside diameter and wall thickness that will ensure that
the forging will clean up when machined, regardless of how it is chucked.
Heating pipe and tubing for upsetting requires more critical control than is necessary for bar stock or other solid product
forms. For almost all tubular forgings, it is important that the blank be heated so that there is a sharp break between the
heated and unheated portions and that this break be at precisely the desired distance from the end of the blank.
Control of the length heated can best be accomplished by induction heating. However, when this method is not available,
satisfactory results can be obtained by using water-cooled fronts, or jackets, that are fitted in the slot of ordinary oil-fired
or gas-fired slot-type forging furnaces. These fronts are designed with a desired number of holes of proper size, through
which the tubular blanks are inserted for heating. Inlet and exhaust water lines to the fronts are located such that the front
is completely filled with water at all times. A continuous flow of water, sufficient to prevent boiling, is maintained. The
blanks to be heated are gaged from the back, in some convenient manner, to ensure correct length of insertion into the
furnace. The use of water-cooled fronts, together with careful control of furnace temperature and time in the furnace, will
ensure uniformity of blank temperature and length heated.
When working with thin-wall tubing, it is sometimes difficult to maintain a proper forging temperature in the blank
throughout several operations, because of the chilling influence of the dies. This can be partly offset by preheating the
dies, but in some applications, it is necessary to reheat the blank one or more times.
Examples of Procedures. A variety of upsetting operations can be performed on pipe or tubing. The wall can be upset
externally or internally or both. Tubes can be flared, flanged, pierced, expanded, or reduced (bottled). In many cases,
achieving the desired upset shape requires a combination of several of these operations. This is demonstrated in the
following examples, which describe the tooling and techniques employed in various production applications involving
upsetting of tubing.
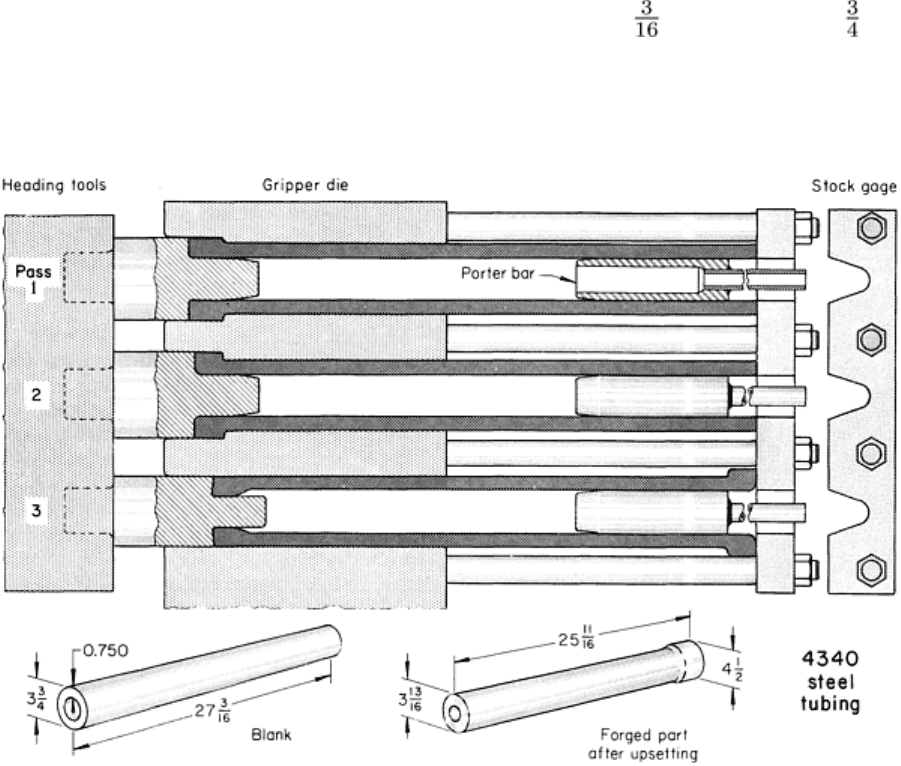
Example 7: Internal and External Double-End Upsetting in Three Passes.
A 102 mm (4 in.) upsetter was used for the double-end upsetting of 690 mm (27 in.) long, 95 mm (3 in.) OD tubes
of 4340 steel having a wall thickness of 19 mm (0.750 in.). As shown in Fig. 15, an external collar was upset on one end
of the tube in two passes, using the top and center stations in the die, and the opposite end was upset internally in one pass
in the bottom station.
Fig. 15
Tooling setup for external (first and second passes) and internal (third pass) upsetting of opposite ends
of a steel tube. Dimensions given in inches

For the external upset, the wall thickness was increased in both the first pass and the second pass by a total of about 50%
over the original thickness. Only the amount of stock required for the upset was heated, and a sharp break was maintained
between the heated and unheated portions of the stock. This prevented internal upsetting of the stock behind the upset
portion.
Grip rings (not shown in Fig.15) designed to bite into the unheated tube were used in all passes in order to prevent
slippage through the gripper dies. These rings were supplemented by a backstop secured to the stationary die with studs.
The backstop also served as a stock gage and ensured close control of the length between upsets.
Blanks were prepared by sawing and were heated at 1205 °C (2200 °F) in a gas-fired slot-type furnace with a water-
cooled front. Dies were made from H10 tool steel. Production rate was 32 pieces per heat. Die life was about 6000 pieces
before reconditioning was required.
In this case, two passes were required for producing the external upset at one end of the forging, because the 50% increase
in wall thickness was too great to be made in a single pass without risking forging defects. In upsets of this type, the metal
barrels outward in one or more convolutions, depending on the length being forged, as the heading tool begins to work. If
this outward barreling is contained quickly enough, the metal flows back in a smooth upset that is free from defects; if
not, cold shuts may develop. Considering wall thickness variations and other factors, the practical maximum safe external
upset in one pass is a 40% increase in wall thickness.
For internal upsets such as the one produced at the opposite end of the forging in Example 7, the only means of
controlling the transition contour between the inside diameter of the upset and the inside diameter of the stock is by
control of the length heated. This is less precise than control by tools, and tolerances must be established accordingly;
however, if good control of the length heated is maintained, transitional contours can be consistently reproduced.
An unusual feature of the procedure described in the next example is the use of a combination flaring and upsetting
operation in the first pass. When forging design permits the use of this type of operation, greater lengths of stock can be
gathered in a single pass than in a straight external upsetting operation of the type described in Example 7.
Example 8: Upsetting and Flaring One End in Two Passes.
A 175 mm (6 in.) flange was upset on the end of a 4340 steel tube, 114 mm (4 in.) outside diameter and 22.2 mm
(0.875 in.) wall thickness, in two passes in a 152 mm (6 in.) machine, using the tooling setup shown in Fig. 16. The
heading tool for the first pass was unique in that it first flared and then upset the end of the stock in a continuous
movement. The initial flaring produced a shape that hugged the heading tool as the tool traveled inward. When the stock
became seated in the deepest section of the heading tool, it remained there, and the continuing forward movement of the
tool upset the stock and filled the cavity. Forward movement was controlled so that no flash was formed. Because of the
inherent variation in tubing wall thickness, however, the degree of filling varied around the periphery of the upsetting
tool.
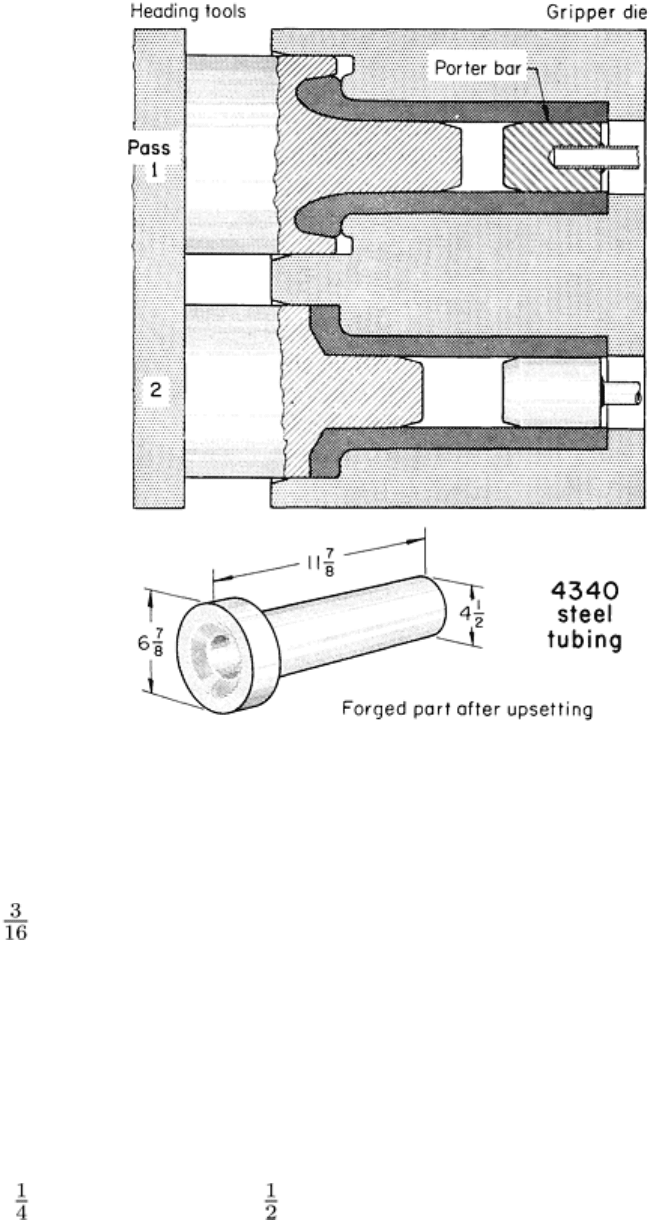
Fig. 16 Tooling setup for producing a flange on one end of a steel tube in two passes in a 152-mm (6-
in.)
upsetter. The first pass, a combination flaring-
upsetting action, permitted gathering of a greater amount of
stock than would have been possible by upsetting alone. Dimensions given in inches
The 360 mm (14 in.) long blanks were prepared by sawing. Heating was done in a gas-fired, slot-type, water-cooled-
front furnace at 1205 °C (2200 °F). Dies were made from H10 tool steel. Production rate was 55 pieces per hour, and die
life was about 6000 pieces before reconditioning.
Upsetting Away From the Tube End. For some forgings, an upset must be produced at a distance from the end of
the tube. A successful upset of this kind is described in the following example.
Example 9: Forming a Flange a Short Distance From the End in Three Passes.
The flange on the 4340 steel tube shown in Fig. 17 was produced in three passes in a 102 mm (4 in.) upsetter. Blanks
were 718 mm (28 in.) lengths of 64 mm (2 in.) OD seamless mechanical tubing with a wall thickness of 18.2 mm
(0.718 in.). The problem of upsetting the flange a short distance back from the end of the tube was solved by the use of
the tooling setup illustrated in Fig. 17. In the first pass, the stock was upset into a cavity in the die, increasing the wall
thickness by about 33%. In the second and third passes, the wall thickness through the upset was increased 39 and 23%,
respectively, using heading tools that were designed to support the unforged section ahead of the flange.
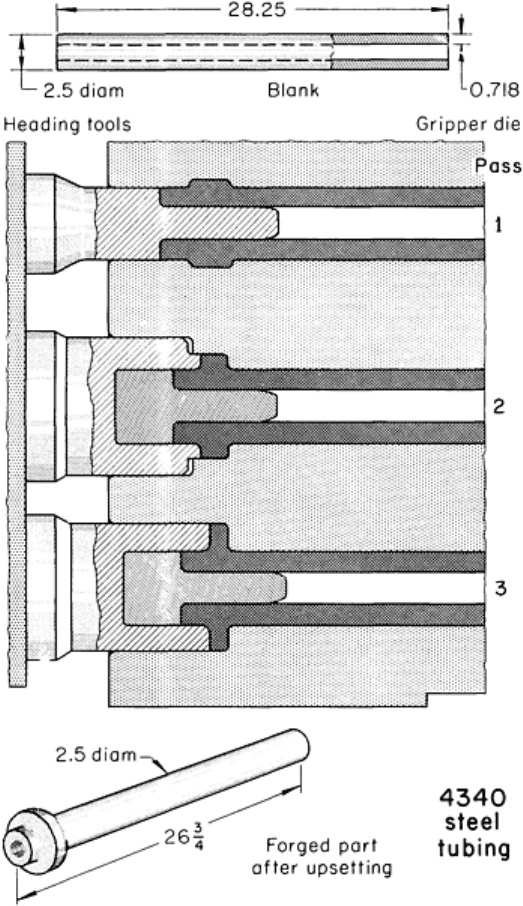
Fig. 17 Tooling setup for upsetting a flange a short distance in from the end of a tube.
Dimensions given in
inches
Blanks were prepared by sawing and were heated at 1205 °C (2200 °F) in a gas-fired, slot-type, water-cooled-front
furnace. Dies were made from H10 tool steel. The production rate was 55 pieces per hour, and about 6000 pieces were
produced before dies required reconditioning.
The die design and technique described in this example could be used for producing a flange still farther from the end of a
tube. However, if the flange were considerably removed from the end, it would be necessary that only a band of the tube
of proper length and location for the upset be heated, leaving both ends cool.
Large Workpieces. The upsetting of unusually large tubes may present tooling problems and may require the use of
more heating operations or an increased number of passes or both, as indicated in the following example.
Example 10: Double-End Upsetting (Flanging and Bottling) of Large-Diameter
Tubing in Three Heats and Six Passes.

The tooling used for producing a particularly difficult tubular forging by double-end upsetting in six passes and three
heats is shown in Fig. 18. A 229 mm (9 in.) upsetter was used. The forging blanks were 1.14 m (44 in.) lengths of 238
mm (9 in.) OD 8620 steel seamless mechanical tubing with 19 mm (0.750 in.) wall thickness.
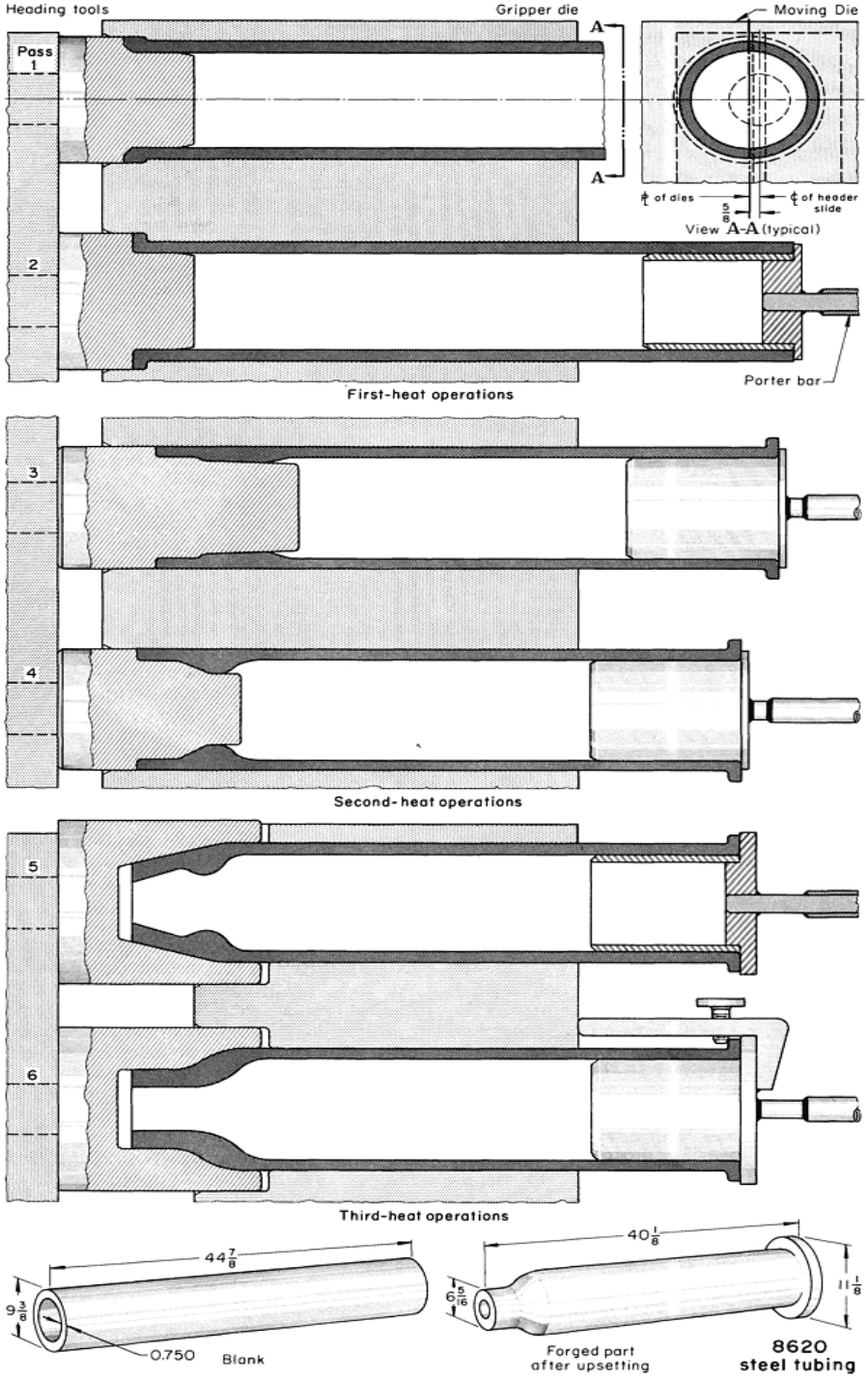
Fig. 18 Tooling setup for double-end upsetting of a large-
diameter steel tube in six passes and three heats.
Dimensions given in inches.
The unusually large outside diameter of the stock posed a problem because, following normal design procedures, there
would have been interference between the tube and the stationary-die side of the machine. To prevent this interference,
the die parting line was moved 16 mm ( in.) from the vertical centerline of the header slide, toward the moving-die side
of the machine. Heading tools were eccentrically shanked and keyed to the main toolholder to maintain alignment with
the dies.
As shown in Fig. 18, in the first heat, one end of the tube was flanged in two operations. In the second heat, the opposite
end was internally upset in two operations. In the third heat, the internally upset end was bottled, or reduced, in two
operations. Controlled heating was an important factor in the production of acceptable forgings, and it was particularly
critical for the second-heat and third-heat operations because production of the inside contour of the bottled section
depended entirely on the maintenance of uniform blank temperature and length heated.
Blanks were prepared by sawing and were heated at 1205 °C (2200 °F) in a gas-fired, slot-type, water-cooled-front
furnace. Dies were made from H10 tool steel. The production rate was 16 pieces per hour, and about 6000 pieces were
produced before dies required reconditioning.
Hot Upset Forging
Revised by Wilfred L. Mehling, Ajax Manufacturing Company
Assignment of Tolerances
Any forging, regardless of its simplicity, may become a severe production problem if the forging tolerances assigned to it
are unduly restrictive. Therefore, the tolerances specified for any new forging should be critically reviewed to determine
whether or not they will result in the lowest cost for the finished part. This will not be accomplished by assigning
tolerances that are so loose that all control of forging quality is lost. On the other hand, it is also possible to be too
restrictive in an effort to avoid some subsequent cost, so that the end cost is actually increased because of the excessive
die replacement and the high percentage of rejected forgings that result from the attempt to maintain close tolerances.
The establishment of optimal tolerances is based largely on consideration of all operations required to make the finished
part. For example, if holding an abnormally tight tolerance in upsetting eliminates a subsequent machining operation, it is
likely to prove economical to hold the close tolerance. However, if the machining operation cannot be completely
eliminated, it will probably be less costly to use loose tolerances, thus lowering forging cost, and to make the corrections
in machining.
Tolerances for upset forging are not completely standardized and are usually negotiated between the forger and the user.
The most common tolerance for upset diameters is +1.6, -0 mm (+ , -0 in.). For thin sections of flanges and for upsets
relatively large in ratio to the stock sizes used, the tolerance is +2.4, -0 mm (+ , -0 in.). An increase over these values is
often necessary because of variations in the size of the hot-rolled bars, extreme die wear, or complexity of the part.
Tolerances that are tighter than those mentioned above are arbitrarily identified as close tolerances. Individual tolerance
specifications cited in the examples in this article vary widely, from 0.2 mm (0.008 in.) total tolerance to ±3.2 mm (±
in.). For an upset forged part that requires several operations or passes, the dimensioning of lengths is determined on the
basis of the design of each individual pass or operation.
Hot Upset Forging
Revised by Wilfred L. Mehling, Ajax Manufacturing Company
Effect of Tolerances on Cost
As tolerances are tightened, cost generally is increased, mainly because of the decreased number of parts that can be
obtained before dies require reworking to maintain the tolerances. Cost is increased through die resinking as well as
increased setup time and machine downtime. Die life between reworkings may vary several hundred percent, depending
on workpiece shape. However, for any given shape, tool life decreases rapidly as tolerances are tightened.
If close-tolerance upsetting is required, costs can be minimized by observing the following practices during die design
and die maintenance:
• Tool materials and methods of heat treatment should be selected
with care. Some experimentation may
be required to determine the tool materials that are best suited to a specific job. A detailed discussion of
the selection of tool materials for hot upset forging is provided in the article
"Dies and Die Materials for
Hot Forging" in this Volume
• Welding should be used for the repair of areas in die inserts where wear is most severe
• Sidewise mismatch should be reduced by restricting clearance between the heading tool and heading-
tool guides in the gripper dies to 0.4 mm ( in.) or less
•
All practical steps should be taken to minimize the introduction of scale into the tooling, either by
preventing the formation of scale (by heating under atmosphere protection, or rapidly as by induction)
or by removing it. Effective methods are discussed in the section "Descaling" in this article
• Endwise mismatch should be reduced by the use o
f die locks to secure the gripper dies in the closed
position
Probably the most efffective die lock is the bar lock, which consists of a key inserted in the face of the moving die and a
mating keyway in the face of the stationary die. Wide master dies or die blocks are required for this type of lock. A
typical bar lock for a 152 mm (6 in.) upsetter would be about 75 mm (3 in.) wide, protruding out of the moving die about
50 mm (2 in.) and locking into the stationary die.
Other types of die locks can be substituted; they are less expensive but are also less effective than bar locks. For example,
a lock consisting of two or four round dowels pressed in at the faces of the dies can be used, or the top and bottom of the
dies can be milled to accommodate a rectangular, tapered lock (about 25 × 75 × 152 mm, or 1 × 3 × 6 in.) that is bolted in
position.
Die locks must be reworked after each resinking of the inserts. This can be done by hardfacing the locking surfaces.
Hot Upset Forging
Revised by Wilfred L. Mehling, Ajax Manufacturing Company
Hot Upsetting Versus Alternative Processes
Hammer and press forging, hot extrusion, cold heading, and cold extrusion may, under specific conditions, be alternative
processes for hot upsetting. In many cases, two or more of the above processes are combined with each other or with hot
upsetting to achieve optimal results. The choice of method depends largely on the size and shape of the upset, the work
metal composition, and the available forging equipment.
Hot Upsetting Versus Hammer or Press Forging. In comparing hot upsetting and hammer or press forging, the
most important advantage of hot upsetting is that forging can be done in two directions 90° apart, a capability that is built
into an upsetter and is common for any tooling. Accomplishing this in a conventional vertical hammer or press requires
complex tooling for each part.
Other advantages of hot upsetting over hammer or press forging include:
• Less material is required, because flash is minimized or eliminated by the two-
direction forging
principle, in which just the right amount of metal is trapped in the dies
• Less draft is required, because upset forging dies open in both directions
• Production efficiency is higher for upsetting when piercing, because final piercing an
d cutoff can
generally be accomplished in one pass from long bars
• Grain flow can be more easily controlled
•
Large parts, such as automotive axle shafts, cannot fit into the die space (shut height) of a hammer or
forging press
The primary disadvantage of hot upsetting is that it is limited to the production of reasonably symmetrical forgings, while
hammers or presses can produce a greater variety of shapes. There are applications in which hammer or press forging can
be advantageously combined with hot upsetting, as in Example 5.
Hot upsetting and hot extrusion are closely related. In many applications, some extrusion takes place during
upsetting, or some upsetting during extrusion. When an upset is required that is much larger in diameter than the starting
blank (six times, for example), hot upsetting or hot extrusion can be used, but this extreme severity may present difficulty
with either process used alone. However, hot upsetting of a preform made by hot extrusion is often the best procedure for
producing a part that requires a severe upset.
Hot Upsetting Versus Cold Heading. Size is the major factor in determining whether hot upsetting or cold heading
will be used for a specific application. When cold heading can meet all requirements, it is less expensive than hot
upsetting, because heating the blanks and cleaning the headed parts are eliminated.
Cold heading is generally restricted to blanks no more than 38 to 50 mm (1 to 2 in.) in diameter, and most cold heading
is done on starting diameters less than 32 mm (1 in.). Up to about 19 mm ( in.) of stock diameter almost any upsetting
that can be done hot can also be done cold on ductile metals. This applies to center as well as end upsetting. Exceptions
can be work metals that are harder than annealed steels, or extremely severe shapes.
Hot Upsetting Versus Cold Extrusion. Hot upsetting and cold extrusion are often used in sequence to produce a
specific shape; hot upsetting is used to produce a preform. Automotive axle shafts are notable examples of parts produced
by hot upsetting followed by cold extrusion. Hot upsetting and piercing is sometimes interchangeable with cold extrusion.
Large presses are required for cold extrusion. Thus, the availability of equipment often determines a choice between hot
upsetting and piercing, and cold extrusion. More detailed information on cold extrusion is available in the article "Cold
Extrusion" in this Volume.
Hot Upset Forging
Revised by Wilfred L. Mehling, Ajax Manufacturing Company
Safety
A primary consideration in hot upsetting is the safety of the operator. Adequate training must be provided before
operators are allowed to work with hot upsetting equipment, and protective clothing and equipment must be used. Ear