ASM Metals HandBook Vol. 14 - Forming and Forging
Подождите немного. Документ загружается.


Fig. 7
Tooling setup for upsetting and trimming a pinion gear blank. Two passes were necessary to prevent
cold shuts. Dimensions given in inches
Hot Upset Forging
Revised by Wilfred L. Mehling, Ajax Manufacturing Company
Upsetting and Piercing
In addition to providing upset shapes with a central recess or bore, upsetting and piercing are frequently combined to
promote die filling, to lessen material use, and to eliminate one or more machining operations. The maximum depth that
can be pierced is limited only by the equipment available. In the following example, upsetting and piercing were
combined for the production of gear blanks.
Example 1: Combined Upsetting and Piercing of 8622 Steel Gear Blank.
The gear blank shown in Fig. 8 was produced more satisfactorily by upsetting and piercing than if a conventional hammer
or press had been used. Less material was used, and external flash was eliminated. It was also possible to hold
dimensional tolerances of +1.6, -0 mm (+ , -0 in.).
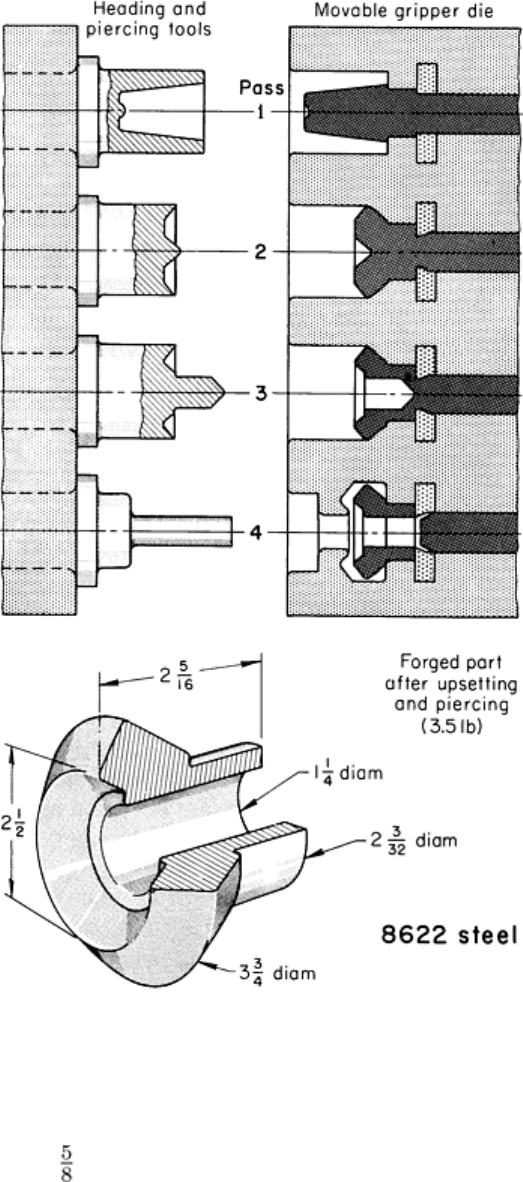
Fig. 8 Gear blank produced by four-
pass hot upsetting and piercing in the tooling arrangement shown, with
almost no metal loss and no trimming required. Dimensions given in inches
Forging stock consisted of 41 mm (1 in.) diam 8622 steel bars, cold sheared to 1.5 m (60 in.) lengths, each of which
produced ten gear blanks. The steel was heated to 1260 °C (2300 °F) in an oil-fired batch furnace, then upset and pierced
in four passes (Fig. 8) in a 102 mm (4 in.) machine. Production rate was 90 forgings per hour.
The solid dies were made of H11 tool steel and were heat treated to 37 HRC. Approximately 8000 pieces were produced
before the dies required resinking.
Ringlike shapes can sometimes be more economically produced from a bar by combined upsetting and piercing than
from machining of tubing, as in the following example.
Example 2: Use of Upsetting and Piercing to Produce Bearing Races Without
Flash.
The bearing race shown in Fig. 9 was upset, pierced, and cut off in two passes without flash. A 127 mm (5 in.) upsetter
was used to forge the part from 3 m (10 ft) lengths of 64 mm (2 in.) diam bar stock of 4720 steel in the tooling setup
shown in Fig. 9. Long bars were used to minimize loss of material from cropping; however, although 68 forgings were
obtained from each 3 in (10 ft) bar, only enough bar for forging three parts was heated at a time. This method was more
economical than machining the bearing races from tubing.
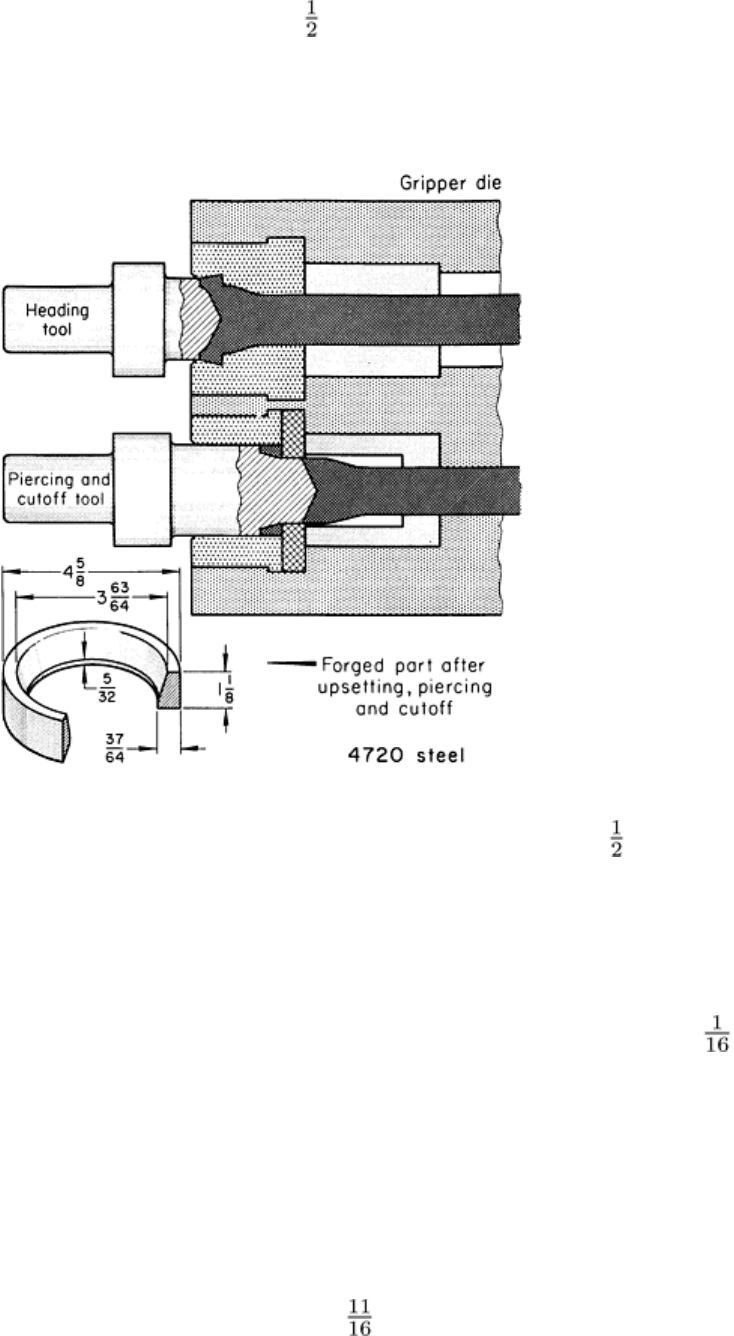
Fig. 9 Tooling setup for producing bearing races from 3-m (10-ft) lengths of 64-mm (2 -in.) diam bar
by
upsetting, piercing, and cutoff in two passes. Dimensions given in inches.
Heating (to 1205 °C, or 2200 °F, in an oil-fired batch furnace) and upsetting were done by a two-man crew at a
production rate of 150 pieces per hour. Because there were no provisions for atmosphere control in the furnace, a descaler
was used to minimize carryover of scale into the upsetter. Die inserts (made solid from H11 tool steel and heat treated to
37 HRC) produced about 8000 pieces before requiring resinking to maintain the tolerances of +1.6, -0 mm (+ , -0 in.)
specified for the forging.
Double upsetting and piercing can often be used to produce complicated shapes, such as the cluster gear discussed
in the following example.
Example 3: Two Upsetting and Piercing Passes in the Production of Cluster
Gears.
Two separate operations, each involving two upsetting and piercing passes and one trimming pass, were used for
producing 152 mm (6 in.) OD cluster gear blanks from 373 mm (14 in.) lengths of 75 mm (3 in.) diam 4320 steel.
These operations were performed in a 127 mm (5 in.) upsetter; the tooling setup used is illustrated in Fig. 10. The initial
forging blank, which weighed 13.4 kg (29.5 lb) was cold sawed to length and heated to 1230 °C (2250 °F) in a box
furnace. After upsetting one end, blanks were reheated to the same temperature before upsetting the other end.
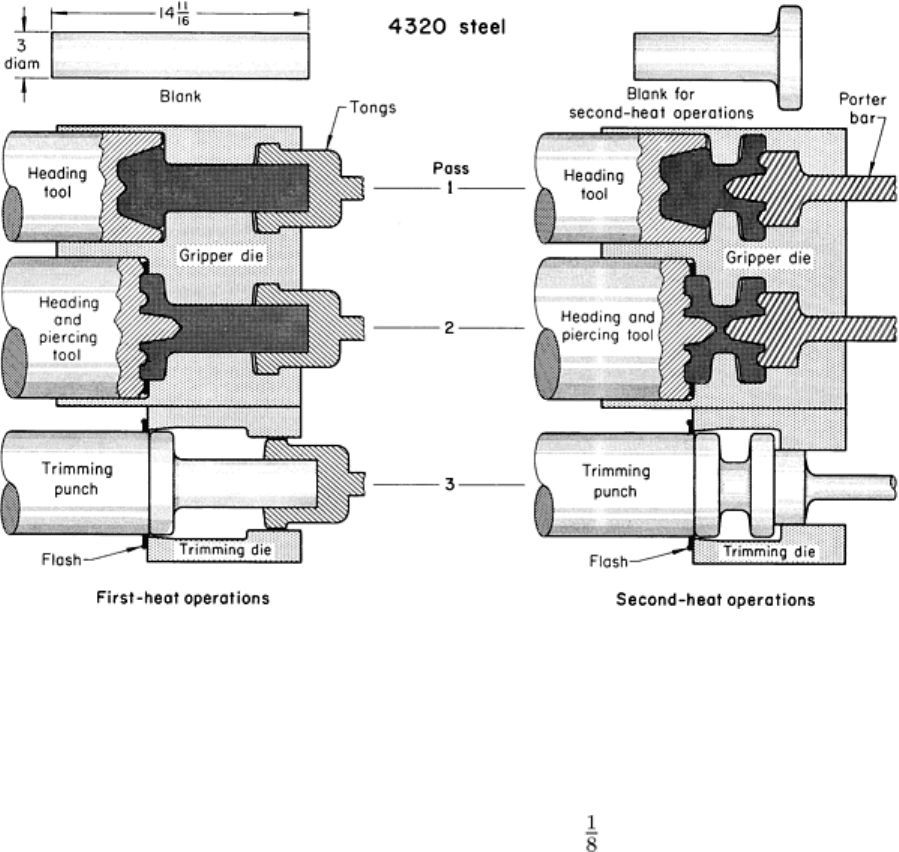
Fig. 10
Tooling setup for producing a cluster gear blank in two separate operations involving upsetting and
piercing, then trimming. Dimensions given in inches
The die inserts used were made of 6F2 alloy steel at a hardness of 341 to 375 HB. Dies for forging each end produced an
average of 5000 pieces (and occasionally as many as 6000) before requiring resinking to maintain specified tolerances of
+3.2, -0 mm (+1.8, -0 in.) on the outside diameter and of +0, -3.2 mm (+0, - in.) on the inside diameter. Each end of the
gear blank was produced at the rate of 70 pieces per hour.
Recesses for Flash. Depending on the shape of the upset, a recess may be required in the gripper die to take care of
the flash that forms as a collar on the workpiece. The shape of the workpiece often provides natural clearance. In other
applications, as in the following example, a recess must be provided.
Example 4: Shape of Upset That Necessitated a Recess for Flash in the Gripper
Dies.
Five passes were required to upset, pierce, and trim the wrench socket shown in Fig. 11 Because of the required shape of
the upset, a recess was necessary in the gripper dies to allow space for the flash, as shown in Fig. 11.
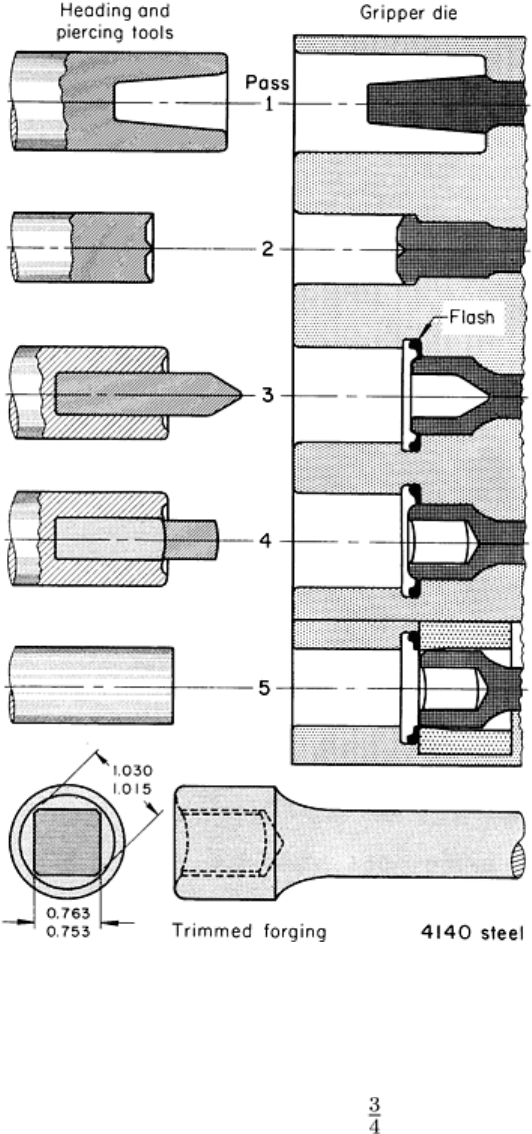
Fig. 11 Tooling arrangement in which a recess for flash was incorporated into the gripper die for five-
pass
upsetting, piercing, and trimming of a wrench socket. Dimensions given in inches
The forgings were produced from 0.63 kg (1.38 lb) blanks of 19 mm ( in.) diam 4140 steel sheared to lengths of 280
mm (11.04 in.). Blanks were induction heated to 1150 °C (2100 °F) and forged in a 50 mm (2 in.) upsetter using solid
dies. Gripper dies and trimming guides were made of H12 tool steel, punches of H21, and trimming cutters of T1.
Because of the square pierce and the close dimensional requirements (Fig. 11), die life between reworkings was short
(500 to 600 pieces).
Irregular Shapes. Different methods of forging can be combined advantageously to produce irregular shapes, such as
that of the hand-tool component discussed in the following example. Because the direction of the blind hole prevented the
use of drop forging, the main body was hammer forged, and the blind hole was pierced in an upsetter. The closing of the
gripper dies was used to advantage in hot sizing the flat portion of the forging.
Example 5: Upsetting and Piercing an Irregularly Shaped Hammer-Forged
Blank.
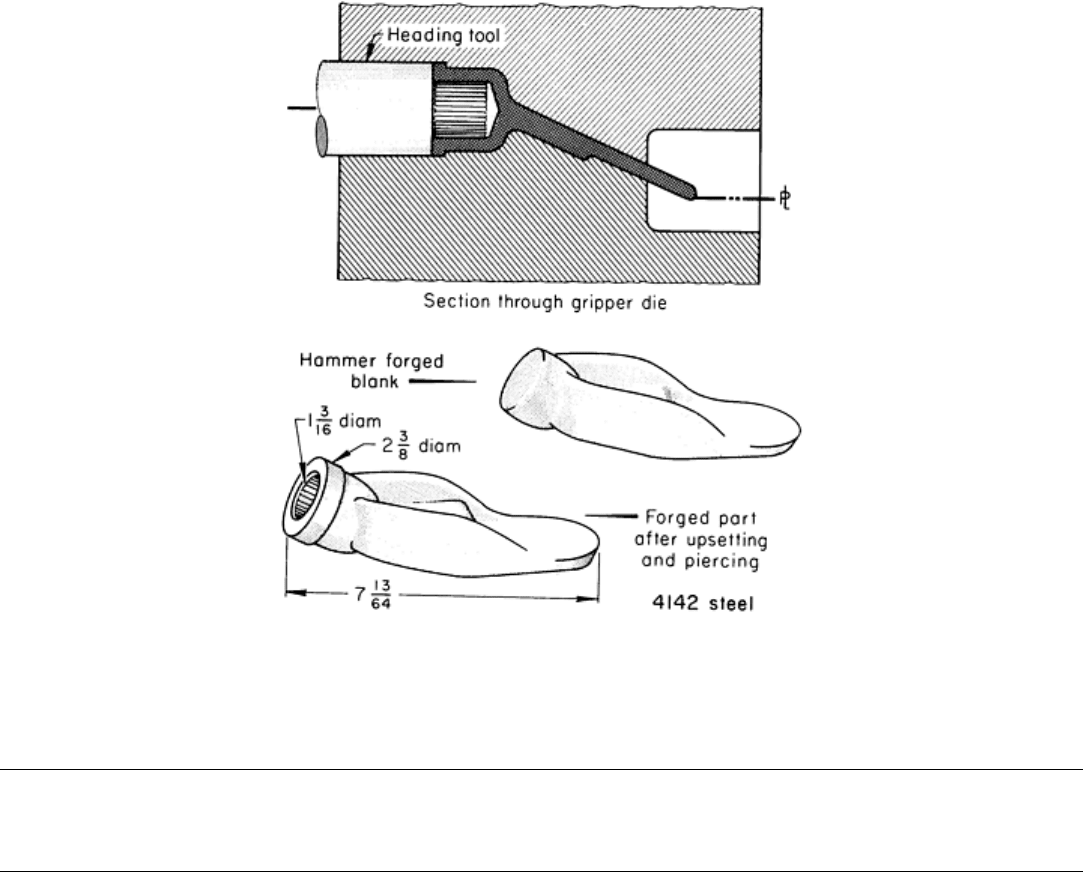
The component (used on hand tools such as spades and root-cutters to serve as a junction between tool and handle) shown
in Fig. 12 was originally produced as a casting. For production as a forging, this part was first blanked by hammer forging
from 4142 steel. The hammer-forged blank was then heated to 1205 °C (2200 °F) and upset and pierced in a 102 mm (4
in.) upsetter using the tooling setup shown in Fig. 12. The gripper dies were also used to hot size the flat portion of the
forging during upsetting. Dies for the upsetter were made solid from 6F2 alloy steel at 341 to 373 HB and produced an
average of 12,000 pieces (at a rate of 175 per hour) before requiring resinking to maintain dimensional requirements.
Fig. 12 Irregularly shaped hand-tool component that was upset and pierced from a hammer-
forged blank in
the tooling setup shown. Dimensions given in inches.
Hot Upset Forging
Revised by Wilfred L. Mehling, Ajax Manufacturing Company
Offset Upsetting
In most of the forgings produced in upsetters, the upset portions are symmetrical and concentric with the axis of the initial
forging stock. However, upsetters are not limited to the production of this type of forging. With proper die design and
techniques, parts having eccentric, or offset, upsets can be produced. Such upsets are usually, but not necessarily,
symmetrical to the plane through the axis of the stock in the direction of the offset. Dies for offset upsetting must be
designed so that the metal for the upset is directed eccentrically but is sufficiently restricted in movement to prevent
folding or buckling that will cause cold shuts in the finished forging.
In some applications, particularly when the eccentric upset is directly at the end of the forging, the stock is bent in the first
operation so that the axis of the bent-over portion is perpendicular to the direction of travel of the header slide. In such
applications, the forging techniques used in the subsequent passes (blocking, finishing, and trimming) are basically the
same as those used in producing symmetrical upsets. Forgings of this type can be produced with or without flash. When
they are forged with flash, the flash can be removed in a final trimming operation.

When the eccentric upset is some distance removed from the end of the forging, it is impossible to position the stock in an
initial bending operation. In such parts, the metal must be forced to upset eccentrically into cavities in the punches, dies,
or both by the axial movement of the punches. The degree of eccentricity of such upsets is more limited, because of the
problem of preventing the stock from initially buckling in the direction of the upset and thus producing cold shuts on the
opposite side.
Hot Upset Forging
Revised by Wilfred L. Mehling, Ajax Manufacturing Company
Double-End Upsetting
For many forgings, the use of double-end upsetting--that is, two separate upsetting operations performed on opposite ends
of the stock--is required for producing the desired shape. In double-end upsetting, the passes for the operation at each end
are based on the same design considerations as in producing an upset on only one end of a straight bar. Double-end
upsetting, however, often presents handling and heating problems not encountered in single-end upsetting.
One of the first decisions that must be made in planning the processing for double-end upset forgings is which end is to be
forged in the first heat. If there is a difference in the upset diameters, it is almost always preferable to forge the smaller
diameter first. This usually simplifies handling in the second heat. It also permits closer spacing in the furnace for the
reheating, which results in more efficient use of furnace capacity.
The cut blank for the first-heat operations is handled by tongs or porter bars, as in single-end upsetting. Handling in
second-heat operations is done by similar means, except that the design of the handling tools is influenced by the shape of
the first upset.
If the finished part produced from the forging will have a drilled or bored hole central with the axis of the forging, it is
often desirable, as a first-heat operation, to pierce a hole of suitable diameter and depth to facilitate handling in the second
operation with a porter bar made to fit the pierced hole. When pierced holes are not permitted, some other means must be
used to handle the forging during the second upsetting operation.
When a double-upset forging requires a pierced through hole, part of the hole is pierced in each upset end, and the
connecting metal is removed by trimming, either in an additional pass in the upsetter or in a separate operation. Forgings
to be produced by double-end upsetting must be provided with enough draft to facilitate insertion and removal from the
second operation without pinching or sticking. To prevent distortion of the first-heat upset during the second-heat
operations, the workpiece should be reheated such that the upset portion is kept as cool as possible. The difference in
diameters, together with proper placement in the furnace, usually provides a satisfactory temperature differential. A
greater differential may be provided by the use of a water-cooled furnace front designed to shield the first-heat upset from
furnace heat during reheating.
Hot Upset Forging
Revised by Wilfred L. Mehling, Ajax Manufacturing Company
Upsetting With Sliding Dies
The hot upset forging process is not limited to forging heads or upsets at the ends of bars; it can also gather material for
the upset at any point along the length of a bar. This special type of upsetting, which can be performed on round or
rectangular bars, requires special tooling in the form of sliding dies. These sliding dies are inserted into the gripper-die
frames.
A typical sliding-die arrangement is shown in Fig. 13. With this method, one of the sliding dies moves in the same
direction as the moving gripper die to hold the workpiece firmly against a second sliding die and a stationary gripper die.
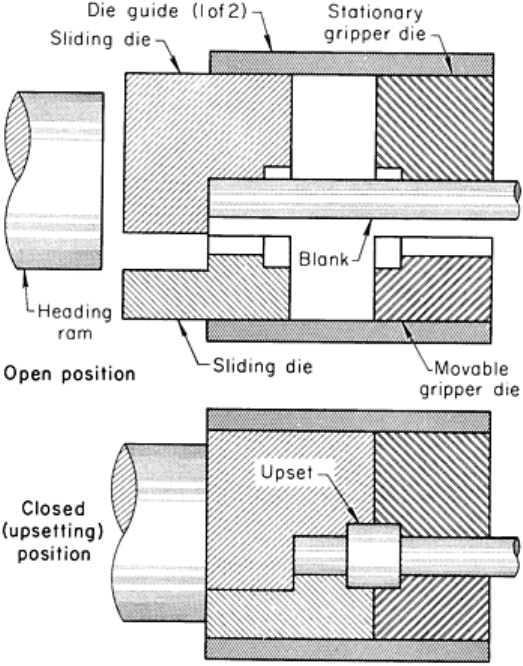
The ram stroke then pushes both sliding dies inward against the end of the stock to form the upset. The sliding action is
facilitated by backing the sliding dies with brass liners. The sliding dies can be retracted by springs or by loading a new
workpiece into the upsetter.
Fig. 13 Typical arrangement of sliding dies used for forging an upset at some point along the length of a bar
Recessed Heading Tools. The use of sliding dies requires a greater-than-normal amount of die maintenance and often
presents operating problems. Forging scale becomes entrapped between the sliding members, causing scoring, excessive
wear, and sticking. Springs that return the dies to the open position often become weakened because of the softening
effect of heat, or they become loaded with scale, which interferes with their action.
Because of these undesirable features, the use of recessed heading tools (or hollow punches), as described in the
following example, is a common alternative to sliding dies. When this method is used, however, a slight draft, or taper,
must be added to the portion of the stock contained in the heading-tool cavity to facilitate removal after upsetting.
Example 6: Use of Two-Piece Recessed Heading Tools for Center Upset.
The forging shown in Fig. 14 was center upset in two passes in a 152 mm (6 in.) machine using recessed heading tools.
As the tooling arrangement in Fig. 14 indicates, two-piece recessed heading tools were used to facilitate machining of the
deep cavities.
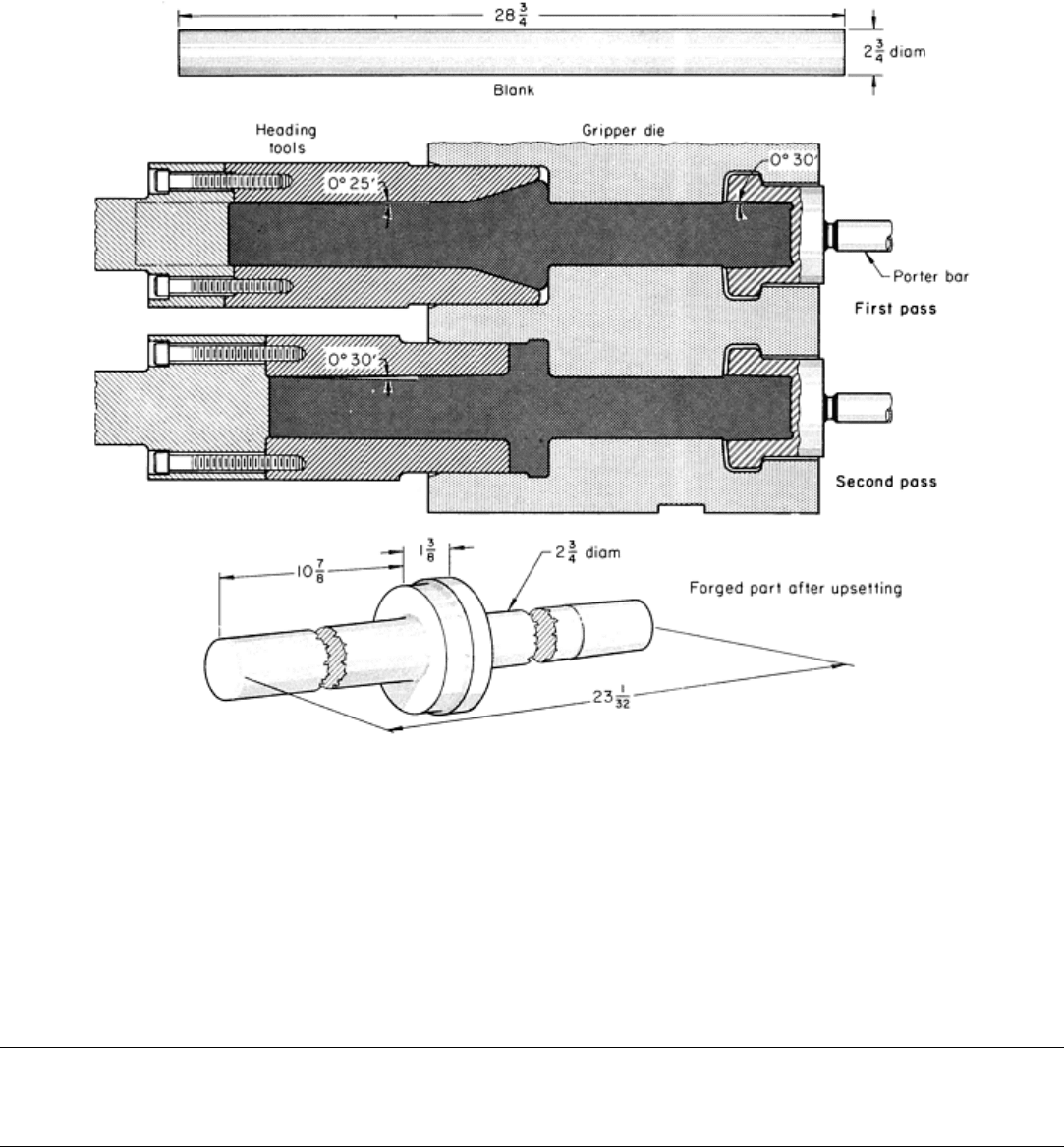
Fig. 14 Tooling setup for two-pass center upsetting using two-piece recessed heading tools.
Dimensions given
in inches
The bore in the first-pass heading tool had a 0° 25' taper, and the bore in the second-pass tool had a 0° 30' taper to assist in
removal of the forging. A backstop porter bar was used in addition to the gripper dies to locate the upset portion.
The first pass gathered the stock into a conical shape; the second pass finish-upset the flange. Both header tools were
piloted in the gripper die to ensure alignment.
Hot Upset Forging
Revised by Wilfred L. Mehling, Ajax Manufacturing Company
Upsetting Pipe and Tubing
In many applications, it is desirable and practical to use seamless pipe or mechanical tubing as the stock for upset
forgings, particularly for long forgings requiring a through hole. The use of tubular stock for such forgings reduces weight
and eliminates the need for gun drilling.
Many forge shops are reluctant to use pipe or tubing as raw material for upset forgings because these product forms
present forging problems not encountered when upsetting bar stock. However, most of these problems can be eliminated
or minimized by fully understanding the dimensional tolerances applicable to pipe or tubing and making compensating