ASM Metals HandBook Vol. 14 - Forming and Forging
Подождите немного. Документ загружается.

Header-Slide (Stock) Gather. The forward movement of the header slide and the closing movement of the gripper
dies begin simultaneously. That portion of the forward stroke of the header slide remaining after the gripper dies are fully
closed is known as the stock gather, and it is the maximum portion of the stroke that can be used for forging. Die layout,
particularly in applications involving long upsets or deep piercing operations, should be checked to determine the position
of all punches in relation to the work at the start of the stock gather in each pass. Occasionally, this will dictate the
selection of a larger machine than would otherwise be required.
Header-slide hold-on, the short distance the header slide travels back on the return stroke before the gripper die starts
to open, is important in such operations as deep piercing, in which the tools must be stripped from the work. In these
operations, the punch designs should be checked to determine that they will strip free from the work before the gripper die
starts to open.
Available Energy. When using the general rule that upsets should be 12.5 to 25 mm (
1
2
to 1 in.) less in diameter than
the gripper-die stroke, it usually follows that the energy input of the machine is sufficient. However, it is sometimes
helpful--particularly in applications involving thin flanges, difficult-to-fill shapes, difficult-to-forge materials, or other
special upsetting problems--to consider machine capacity in terms of equivalent static pressure, measured in tonnage. This
is especially practical when facilities are available to determine experimentally, using hydraulic press equipment, the unit
force (MPa or tsi) required to upset a specific workpiece.
If the tonnage rating of machine is not known, it can be obtained from the manufacturer. This tonnage rating will be the
load that can be imposed close to the end of the forward stroke without damaging the machine or without causing slip of
the friction relief overload protection. As with any crank-operated machine, the available force decreases as the distance
from the end of the stroke increases. In a typical upsetter, the available force at the start of the gather will be
approximately 80% of the safe rating at the end of the stroke. This is a factor that must be considered in selecting the
proper size of machine for upsetting long lengths of stock in one pass.
Cost is often a primary factor in the selection of machine size. If an undersize machine is used, the cost of machine
maintenance and tool replacement will be excessive. For production runs, an oversize machine is usually not economical,
because burden rate increases with equipment size, and the higher rate increases cost per piece excessively. However,
there are exceptions in which the increase in burden cost accompanying the use of a machine larger than required is
outweighed by increased productivity.
Hot Upset Forging
Revised by Wilfred L. Mehling, Ajax Manufacturing Company
Selection of Machine Size
The rated sizes for upsetters are listed in Table 1, which also provides data on typical rated tonnage capacities, working
strokes per minute, and motor ratings. Pressure capacities required for the upset forging of carbon and low-alloy steels are
about 345 MPa (25 tons per square inch, or tsi) for simple shapes, but more complex shapes may require pressures of
about 510 MPa (37 tsi). Tonnage calculations must include the area of flash produced. The effects of alloy composition
on the capacity requirements for upsetters are approximately the same as those for other types of forging equipment.
These effects are discussed in the article "Hammers and Presses for Forging" in this Volume. The choice of machine size
is also affected by one or more of the following factors: gripper-die stroke, die space, throat clearance, header-slide
stroke, header-slide gather, header-slide hold-on, available energy, and cost.
Table 1 Size and operating data for upset forging machines
Rated size,
in.
(a)
Nominal rated
capacity, tonf
(b)
Average strokes
per minute
Average motor
rating, hp
1 200 90
7.5
1
225 75
10
1
1
2
300 65
10-15
2 400 60
15-20
2
1
2
500 55
20-25
3 600 45
30
4 800 35
40-60
5 1000 30
60-75
6 1200 27
75
7 1500 25
125
9 1800 23
150
10 2250 20 200
(a)
1 in. = 25.4 mm.
(b)
1 tonf = 8.896 kN
Gripper-die stroke is one of the simplest indicators of the maximum diameter of upset (assuming that the stock is a
readily forgeable carbon or alloy steel) that can be safely produced on a given size of machining. This stroke must permit
a forging having a maximum-diameter upset to drop freely between the dies into the discharge chute below the dies. In
using this criterion, allowance must be made for the fact that, unless brake adjustment is perfect, there will be some
override (failure of the brake to stop the movement in the extreme open condition), which will reduce the effective
clearance between the dies. Therefore, the maximum diameter of upset on forgings that are to drop between the dies
should be 12.5 to 25 mm (
1
2
to 1 in.) less than the gripperdie stroke, depending on machine size. This is a general rule
that is applicable to simple upsets in readily forgeable steels and adjustments must be made to accommodate varying
conditions. For example, the maximum diameter of upset on forging from more difficult materials, such as stainless steel
or heat-resistant alloys, must be reduced in proportion to the reduced forgeability of the material. Similarly, on extremely
thin flanges or on upsets having difficult-to-fill contours, maximum diameters must be reduced in proportion to the
increase in force required to finish the upset; otherwise, the part will not be completely filled.
Under some circumstances, with special consideration to die design to avoid overloading the machine, it is possible to
produce forgings with larger-diameter upsets than the above rule would indicate. When this is done, forgings must be
moved forward ahead of the dies if they are to be dropped into the chute, or if long bars are being upset, they are moved

forward to clear the dies and then raised and brought back over the top of the dies and out the rear of the machine, where
they are unloaded by the operator. The following three techniques can be employed to extend the maximum diameter of
upset that can be produced in a machine of a given size.
The first technique involves the use of a blocking pass that finishes the center portion of the upset, followed by a final
pass that finishes the outer portion. By this procedure, the effective area of the metal being worked is lessened in each
pass. To be effective, however, the face of the finished upset should be slightly concave, so that the finishing punch does
not contact the center area finished by the blocking pass.
Second, flange diameters that are in excess of the normal machine capacity can be forged if no attempt is made to confine
the outside diameter of the flange. This requires some additional stock removal by machining or trimming, but is an
effective means of producing a larger-than-normal upset on an available machine without damage to the machine.
Lastly, the maximum diameter of upset that can be produced in a given size of machine can sometimes be increased by
slightly modifying the shape of the upset to facilitate metal flow. Upset shapes that restrict metal flow should be avoided
in favor of those that encourage the metal to flow in the desired direction. Small corner or fillet radii and thin flanges
should be avoided when the size of a forging makes it borderline for machine capacity.
Die Space. For some applications, a larger machine must be selected because more die space is needed. Die blocks must
be high enough to accommodate all passes, and the dies should be long enough to contain all impressions and to allow for
gripping or for tong or porter-bar backup. Dies are normally thick enough for any forging that can be produced in the
machine in which they fit.
Throat clearance through the machine may become a limiting factor, particularly in upsetting long bars or tubes that
extend through the machine throat during operation. The extension of the stationary die beyond the throat is one-half of
the maximum diameter of stock that can be cleared.
Header-slide stroke is normally adequate for any forging that can be produced on a given size of machine. However,
in some applications, unusually long punches will be retracted insufficiently when the machine is open, thus inhibiting
installation and removal of the dies without interference. Under these circumstances, a larger machine may be required.
Header-Slide (Stock) Gather. The forward movement of the header slide and the closing movement of the gripper
dies begin simultaneously. That portion of the forward stroke of the header slide remaining after the gripper dies are fully
closed is known as the stock gather, and it is the maximum portion of the stroke that can be used for forging. Die layout,
particularly in applications involving long upsets or deep piercing operations, should be checked to determine the position
of all punches in relation to the work at the start of the stock gather in each pass. Occasionally, this will dictate the
selection of a larger machine than would otherwise be required.
Header-slide hold-on, the short distance the header slide travels back on the return stroke before the gripper die starts
to open, is important in such operations as deep piercing, in which the tools must be stripped from the work. In these
operations, the punch designs should be checked to determine that they will strip free from the work before the gripper die
starts to open.
Available Energy. When using the general rule that upsets should be 12.5 to 25 mm (
1
2
to 1 in.) less in diameter than
the gripper-die stroke, it usually follows that the energy input of the machine is sufficient. However, it is sometimes
helpful--particularly in applications involving thin flanges, difficult-to-fill shapes, difficult-to-forge materials, or other
special upsetting problems--to consider machine capacity in terms of equivalent static pressure, measured in tonnage. This
is especially practical when facilities are available to determine experimentally, using hydraulic press equipment, the unit
force (MPa or tsi) required to upset a specific workpiece.
If the tonnage rating of machine is not known, it can be obtained from the manufacturer. This tonnage rating will be the
load that can be imposed close to the end of the forward stroke without damaging the machine or without causing slip of
the friction relief overload protection. As with any crank-operated machine, the available force decreases as the distance
from the end of the stroke increases. In a typical upsetter, the available force at the start of the gather will be
approximately 80% of the safe rating at the end of the stroke. This is a factor that must be considered in selecting the
proper size of machine for upsetting long lengths of stock in one pass.

Cost is often a primary factor in the selection of machine size. If an undersize machine is used, the cost of machine
maintenance and tool replacement will be excessive. For production runs, an oversize machine is usually not economical,
because burden rate increases with equipment size, and the higher rate increases cost per piece excessively. However,
there are exceptions in which the increase in burden cost accompanying the use of a machine larger than required is
outweighed by increased productivity.
Hot Upset Forging
Revised by Wilfred L. Mehling, Ajax Manufacturing Company
Tools
The four basic types of upsetter heading tools and dies, shown schematically in Fig. 3, differ in operating principle as
follows:
• Tooling does not support exposed working stock (Fig. 3
a). Stock is held by the gripper dies, and the
heading tool advances to upset the exposed stock
• Stock is supported in the gripper-die impression (Fig. 3
b). Great lengths of stock can be upset with this
method by using repeated blows. The diameter of the preceding upset becomes the diameter of the
working stock for the next pass
• Stock is supported in a recess in the heading tool, which is shaped like the frustum of a cone (Fig. 3
c).
Stock i
s gathered in the recessed heading tool. This method is widely used when large amounts of stock
must be gathered, as in the forging of transmission shafts
• Stock is supported in the frustum-shaped recess of the heading tool and in the recesses of the gripp
er
dies (Fig. 3
d). This method is widely used to achieve a better balance of metal displacement, especially
in the development of intricate, difficult-to-forge shapes
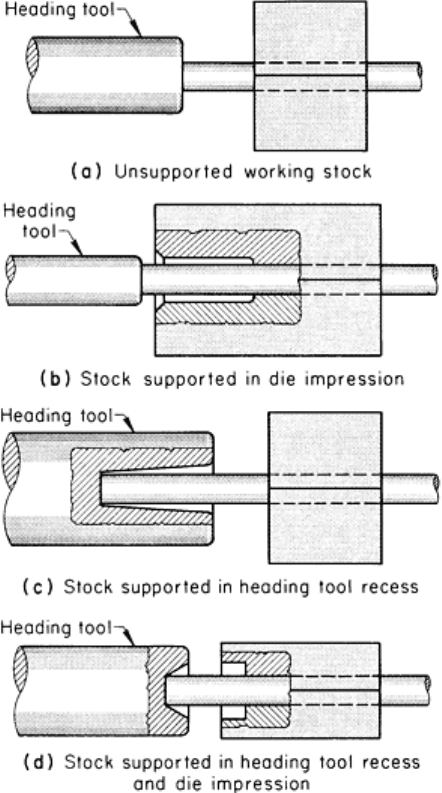
Fig. 3 Basic type of upsetter heading tools and dies showing the extent to which stock is supported
Although some forgings are produced by a single stroke of the ram, most shapes require more than one pass. The upsetter
dies may incorporate several different impressions, or stations. The stock is moved from one impression to the next in
sequence to give the forging a final shape. Each move constitutes a pass. Three or more passes are commonly used to
complete the upset, and if flash removal (trimming) is a part of the forging operation, another pass is added.
Piercing and shearing passes can also be incorporated into the dies. In single-blow solid-die machines, the gripper dies are
replaced by a shear arm and a shear blade. A long, heated bar of forging stock is placed in a slot and pushed against a
stop. As the foot pedal is depressed, a motion similar to that of a conventional upsetter occurs except that, instead of the
die closing, a section of the bar is sheared off. While the shear slide is moving, a cam actuates a transfer arm, which
moves until it contacts the stock. The stock, now positioned between the shear blade and the transfer arm, is moved into
the proper position between the punch and the die. As the punch advances and contacts the stock, the shear blade and the
transfer arm move apart. The punch continues its advance, and the forging is produced in a single blow. Ejector pins push
the forging from the die, and the forging drops onto an underground conveyor. The operator pushes another heated bar of
forging stock against the stop, and the cycle is repeated.
Tool Materials. Hot-work tool steels are commonly used for hot upsetting dies. Alloy steels such as 4150 and 4340 are
also used, especially for gripper dies.
For short runs, it is common practice to use solid dies made of alloy steels such as 4340, 6G, or 6F3. For runs of about
1000 pieces, higher-alloy hot-work tool steels such as H11, H13, 6H1, or 6H2 are commonly used for dies or for die

inserts. Detailed information on the factors that govern the selection of tool materials for hot upsetting, recommendations
for specific applications, and tool life is provided in the article "Dies and Die Materials for Hot Forging" in this Volume.
Using inserts in master blocks may be less costly than making the entire heading tool or the gripper dies from an
expensive steel. However, the two more important advantages of using punch and die inserts are that they can be replaced
when worn out and that, in many applications, two or more different parts can be forged with a master block by changing
inserts. Additional information is provided in the section "Inserts versus Solid Dies" in the article "Dies and Die Materials
for Hot Forging" in this Volume.
Hot Upset Forging
Revised by Wilfred L. Mehling, Ajax Manufacturing Company
Preparation of Forging Stock
Cold and hot shearing are the most commonly used methods of preparing blanks for hot upset forging. Sawing, cutting
with abrasive wheels, and flame cutting are also used, but less frequently. The use of machined or previously forged
blanks for hot upsetting is usually confined to applications involving special requirements.
Cold shearing blanks from mill-length hot-rolled bar stock is the most common method of preparing stock for hot
upsetting. Cold shearing is the most rapid method of producing blanks, and it involves no waste of metal. One shear can
accommodate a wide range of sizes, and equipment is adaptable to mass production when used in conjunction with tables
and transfer mechanisms. Magnetic feed tools and proper bar hold-down devices are usually required for efficient
operation.
With the types of shearing equipment available, it is not uncommon to cold shear medium-carbon alloy steels in diameters
to 125 mm (5 in). If section thickness and hardness of material permit, it is usually economical to shear as many bars in
one cut as possible, using multiple-groove shear blades. It is common practice to use multiple shearing on low-carbon
steel up to 50 mm (2 in.) in diameter.
For medium-diameter bar stock, it is common practice to forge from the bar progressively, cutting off each forging on the
last upsetter pass. This method produces a short length of bar scrap, which can be held to a minimum by careful selection
of bar length in relation to blank length. This method is widely used for producing small, simple forgings that can be
upset in one blow. A secondary cold trimming operation may be necessary to remove flash.
For small-diameter blanks, it is often advantageous to use coiled cold-drawn wire. This wire is straightened and cut off,
and the blanks are stacked by means of high-speed machines. The use of blanks made from wire is especially beneficial
when shank diameter on the upset forging must be held to closer tolerances than can be obtained with hot-rolled bars. A
more detailed discussion of the equipment and techniques used in the cold shearing of bars is provided in the article
"Shearing of Bars and Bar Sections" in this Volume.
Hot shearing is recommended for cutting bars more than 125 mm (5 in.) in diameter, and it can be used for smaller-
diameter bars in semiautomatic operations. For diameters up to about 28.6 mm (1
1
8
in.) and when the upset can be made
in one blow, the preliminary preparation of individual blanks can be avoided. Mill-length bars are heated and fed into a
semiautomatic header. The blank is cut off at the same time the upset is made. A stock gage between the gripper dies and
the header die locates the stock before it is held by the gripper dies. The gage, mounted on a slide that is actuated by the
header slide, retracts as the header tool advances. A typical tooling arrangement is shown in Fig. 4.
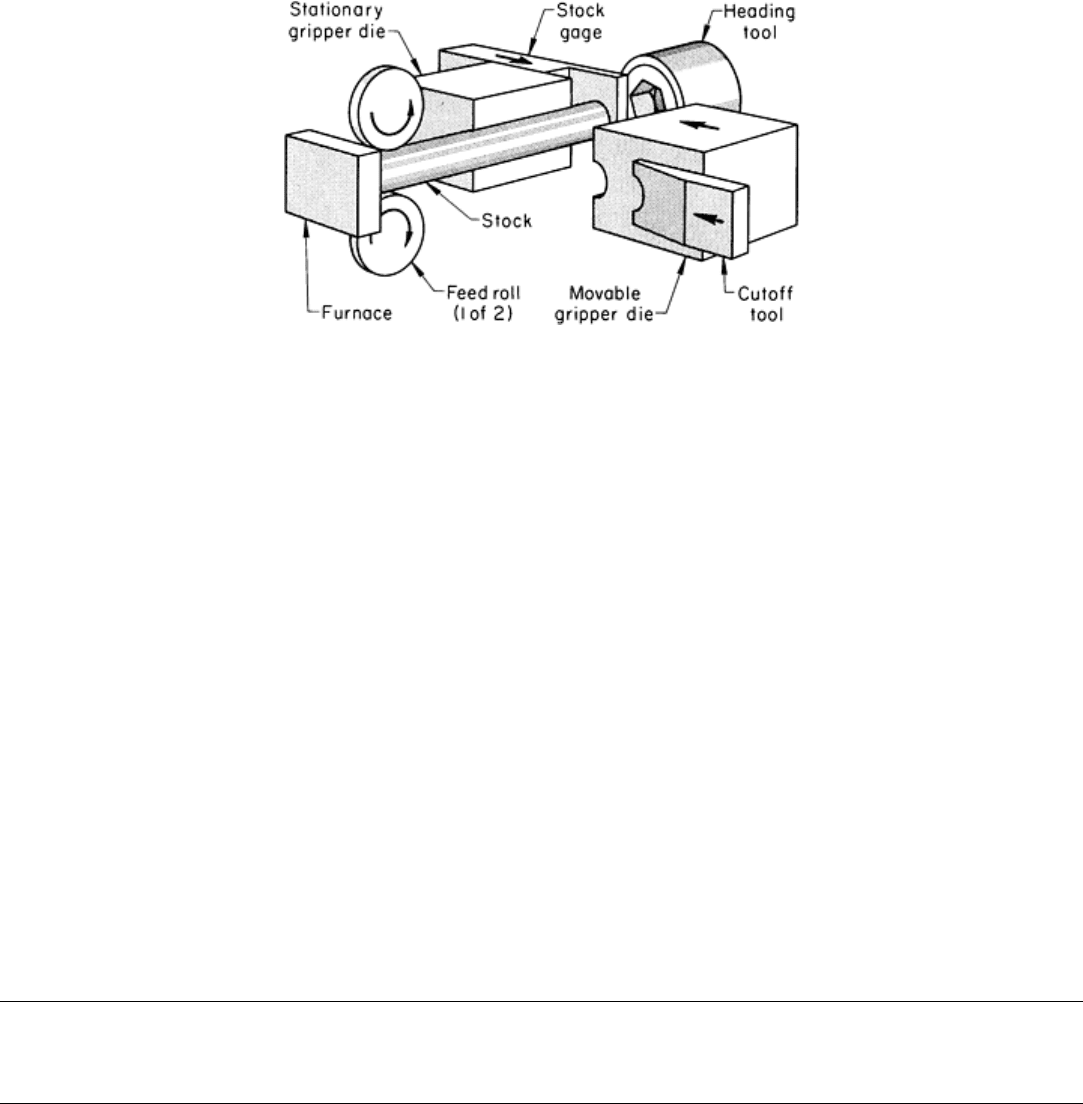
Fig. 4
Setup for simultaneous upsetting and cutoff of continuously fed, heated mill lengths of stock in a
semiautomatic header.
Cold sawing is used in conjunction with or as an alternative to shearing. The saw is power fed and may have an
automatic clamping device to hold the stock. It has a pump and supply tank to feed coolant to the cutting edge of the
blade. Stock gages are used to set cutting lengths.
Sawing is useful for those sizes or materials that cannot be readily sheared. It produces a uniform edge and can be used
for sampling and where distortion is a problem. Sawing is a comparatively slow operation and wastes a significant
amount of metal. Maintenance costs are also higher in sawing than in shearing. In sawing, however, set-ups can be made
quickly; therefore, sawing is often preferred for preparing small quantities of blanks.
Abrasive cutoff wheels are sometimes used for preparing blanks from high-alloy or extremely hard metals. This
method must be used with extreme care if the material being cut is susceptible to grinding cracks. Except for this warning,
the advantages and disadvantages of abrasive cutting are essentially the same as those of cold sawing.
Gas cutting is generally used only for the preparation of large-diameter blanks. In this operation, the cost of the fuel
gases and the resulting melted metal on the ends of the cut stock must be considered.
Special Methods. Some forgings require an unusual distribution of metal, which necessitates some preliminary
gathering of material before the final upset forging operation. This can be accomplished in several ways, such as using
rolled sections, machining the blank, or preshaping the blank on a hammer or press.
Hot Upset Forging
Revised by Wilfred L. Mehling, Ajax Manufacturing Company
Metal-Saving Techniques
In high-production upsetting, even the most minute saving of metal on a single forging can result in substantial overall
savings. Metal can be saved by observing the following practices, when applicable:
• The least wasteful method of stock preparation should be used
• The part and the procedure should be designed to avoid or minimize flash
•
Stock should be calculated in order to obtain the most economical length for the specific forging, thus
minimizing loss from cropped ends
•
Procedures that eliminate or minimize machining, such as combined upsetting and piercing, should be
used
• Backstop tongs should be used to avoid loss in cropped ends
• Welded-on or embedded tongholds should be used to obtain additional forgings from a bar
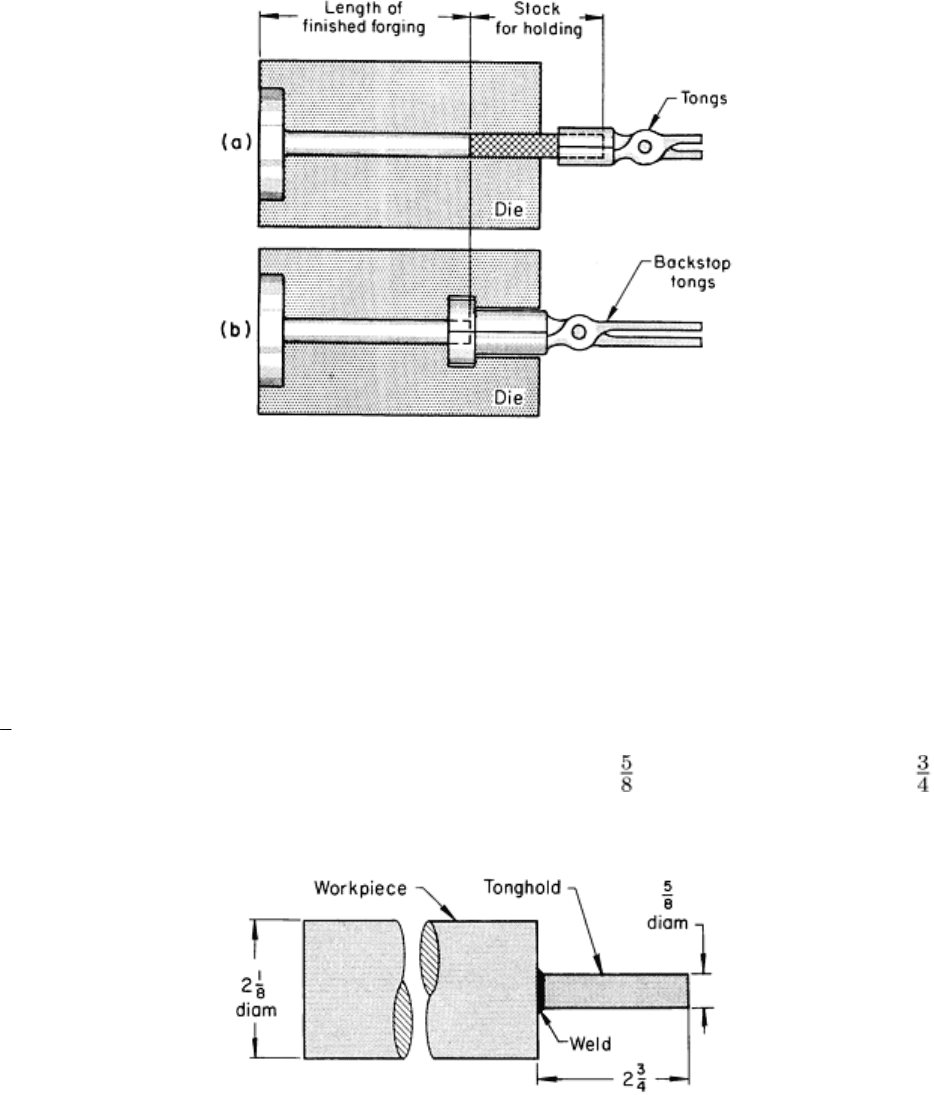
Use of Backstop Tongs. In the production of forgings from precut lengths of stock, when the dies are longer than the
forging, the stock is cut to a length that allows one end to protrude from the dies (Fig. 5) so that it can be held by the
operator during the forging operation. After the opposite end has been upset, the extra stock for holding is cut off to bring
the forging within specified length. The waste of metal involved in this practice can be eliminated by the use of backstop
tongs as shown in Fig. 5(b), which also eliminates the additional operation of cutting to length after forging.
Fig. 5
One method of eliminating the need for overlength stock for holding during forging. (a) Dies exceed
length of finished forging. (b) Backstop tongs reduce amount of stock required for holding and eliminate
separate operation for trimming of excess stock
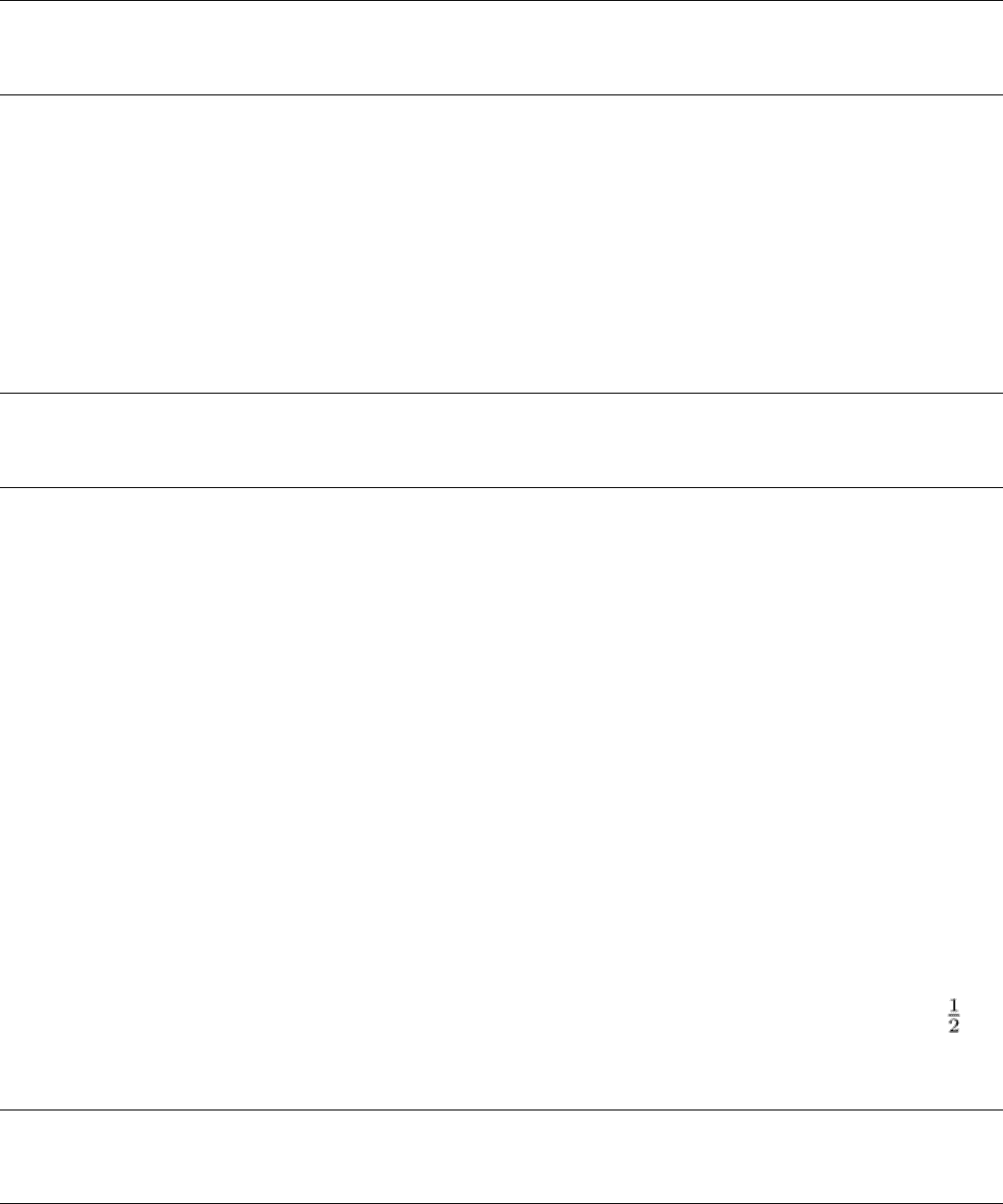
Use of Tongholds. In the production of forgings from bar stock that is continuously upset and cut off within the
machine, a portion of the stock used in handling and gripping becomes too short to yield additional forgings. One method
of obtaining several more forgings from the crop ends is to attach a tonghold to the end of the bar. This can be done by
embedding a pin into the heated end of the bar or by welding a stud to the bar, as in one application in which 54 and 75
mm (2
1
8
and 3 in.) diam bars were forged in 102, 127, and 152 mm (4, 5, and 6 in.) upsetters. The crop ends were about
305 mm (12 in.) long, and loss was appreciable. By welding studs 16 mm ( in.) in diameter and 70 mm (2 in.) long
onto bar ends (Fig. 6) additional forgings were produced, and crop-end loss was reduced by approximately 50%.
Fig. 6 Welded-on tonghold that substantially reduced crop-end loss. Dimensions given in inches
Hot Upset Forging
Revised by Wilfred L. Mehling, Ajax Manufacturing Company
Heating
The variations in upsetting temperature for different materials, the differences in stock, and the availability of various
fuels have produced a substantial variety of equipment and procedures that can be used to heat stock for upsetting.
Heating for upsetting can be accomplished in electric or fuel-fired furnaces, by electrical induction or resistance
processes, or by special gas burner techniques. Whatever the method of heating, care should be taken to prevent excessive
scaling, decarburization, burning, overheating, or rupturing of the forging stock. Heating of specific metals and alloys for
forging is discussed in the Sections "Forging of Carbon, Alloy, and Stainless Steels and Heat-Resistant Alloys" and
"Forging of Nonferrous Metals" in this Volume.
Hot Upset Forging
Revised by Wilfred L. Mehling, Ajax Manufacturing Company
Descaling
Preventing the formation of scale during heating or removing the scale between heating and upsetting will result in longer
die life, smoother surfaces on the forging, and improved dimensional control. The presence of scale on forgings also
makes hot inspection unreliable and increases cleaning cost. When controlled heating methods for minimizing scale
formation are not available, scale can be removed from the heated metal before forging, either by mechanical methods or
by the use of high-pressure jets of water.
Mechanical Methods. One effective method of descaling is to brush the heated bar with rotating wire brushes. In
another method, knifelike tools are shaped to the periphery of the heated bar, and the bar is scraped across the knife-edge
to dislodge and remove scale. For example, for descaling a round bar, a curved knife section having the shape of a half
circle is used. The heated round bar is placed in the half-circle knife section and drawn through the knife to remove the
scale from half of the surface of the bar. The bar is then rotated 180°, and the operation is repeated to remove scale from
the remaining surface of the bar length. Although economical, this method is less effective than wire brushing.
High-Pressure Water Jets. The use of high-pressure water jets is the most effective method of descaling. Four or
more high-pressure nozzles are used; they are positioned equidistantly from one another to impinge simultaneously on all
sides of the workpiece. These nozzles are usually placed inside a cabinet that is shielded at the opening into which the hot
bar is inserted. Water is supplied to the nozzles at 8 to 12 MPa (1200 to 1800 psi). Nozzle openings vary with stock
diameter, but an opening of 0.75 × 1.3 mm (0.030 × 0.05 in.) is common for stock diameters from 38 to 75 mm (1 to 3
in.). A 35° angle of the water stream relative to the workpiece provides optimal efficiency. The water spurts are only a
fraction of a second in duration in order to prevent excessive lowering of the workpiece temperature.
Hot Upset Forging
Revised by Wilfred L. Mehling, Ajax Manufacturing Company
Die Cooling and Lubrication
Normal practice is to keep dies below 205 °C (400 °F) during operation. In some low-production operations, no coolant is
required for keeping dies below this temperature. In most applications, however, a water spray (sometimes containing a
small amount of salt) is used as a coolant.
Die lubrication slows production and is not widely used in the upsetting of steel. Because of the die action in upsetting,
parts are less likely to stick than in hammer or press forging. In deep punching and piercing, however, sticking may be
encountered, necessitating the use of a lubricant. An oil-graphite spray is an effective lubricant and may also provide
adequate cooling. A recirculated suspension of alumina in water is used in some high-production operations.
Hot Upset Forging
Revised by Wilfred L. Mehling, Ajax Manufacturing Company
Simple Upsetting
In simple upsetting, the severity limitation is directly related to the length of unsupported stock beyond the gripper dies.
In the single-blow upsetting of low-carbon, medium-carbon, or alloy steels, the maximum unsupported length is about 2
times the diameter. Beyond this length, the unsupported stock may buckle or bend, forcing metal to one side and
preventing the formation of a concentric forging. Exceeding this limitation also causes grain flow to be erratic and
nonuniform around the axis of the forging and encourages splitting of the upset on its outside edges.
Location of Upset Cavities. Upset cavities may be located entirely within the heading tool, entirely within the gripper
dies, or divided between the heading tool and gripper dies. The location depends largely on the severity of the upset and
the preferred location of flash--either for convenience in trimming or for satisfying dimensional requirements in the
trimmed area.
Simple forgings, requiring an upset of minimum or near-minimum severity, are often upset with the entire cavity within
the heading tool. Conversely, forgings requiring an upset of greater severity are often forged with the entire cavity within
the gripper dies.
Preventing Laps and Cold Shuts. Laps and cold shuts are forging defects that arise from the partial separation of
some hot metal from the main body of the forging. The defects are formed when the partly separated metal, in the course
of the forging cycle, is folded back against, and forged into, the main body of the forging. An oxide film, formed on the
underside of the fold, creates a barrier that prevents satisfactory welding of the fold with the parent metal, thus accounting
for the defect.
In hot upsetting, the displacement of too much metal in a single pass is a common cause of laps and cold shuts. When the
size or shape of the upset is such that these defects occur, one or more stock-gathering passes must be added to the
forging cycle in advance of the finishing pass.
The volume of upset on a forging similar to that shown in Fig. 7 could be increased slightly without the need for
additional finishing passes, but additional stock-gathering passes would be required. Alternatively, with no increase in
upset volume but with a more severe upset shape, an additional pass would be required to ensure complete filling of the
upset impression.