ASM Metals HandBook Vol. 14 - Forming and Forging
Подождите немного. Документ загружается.

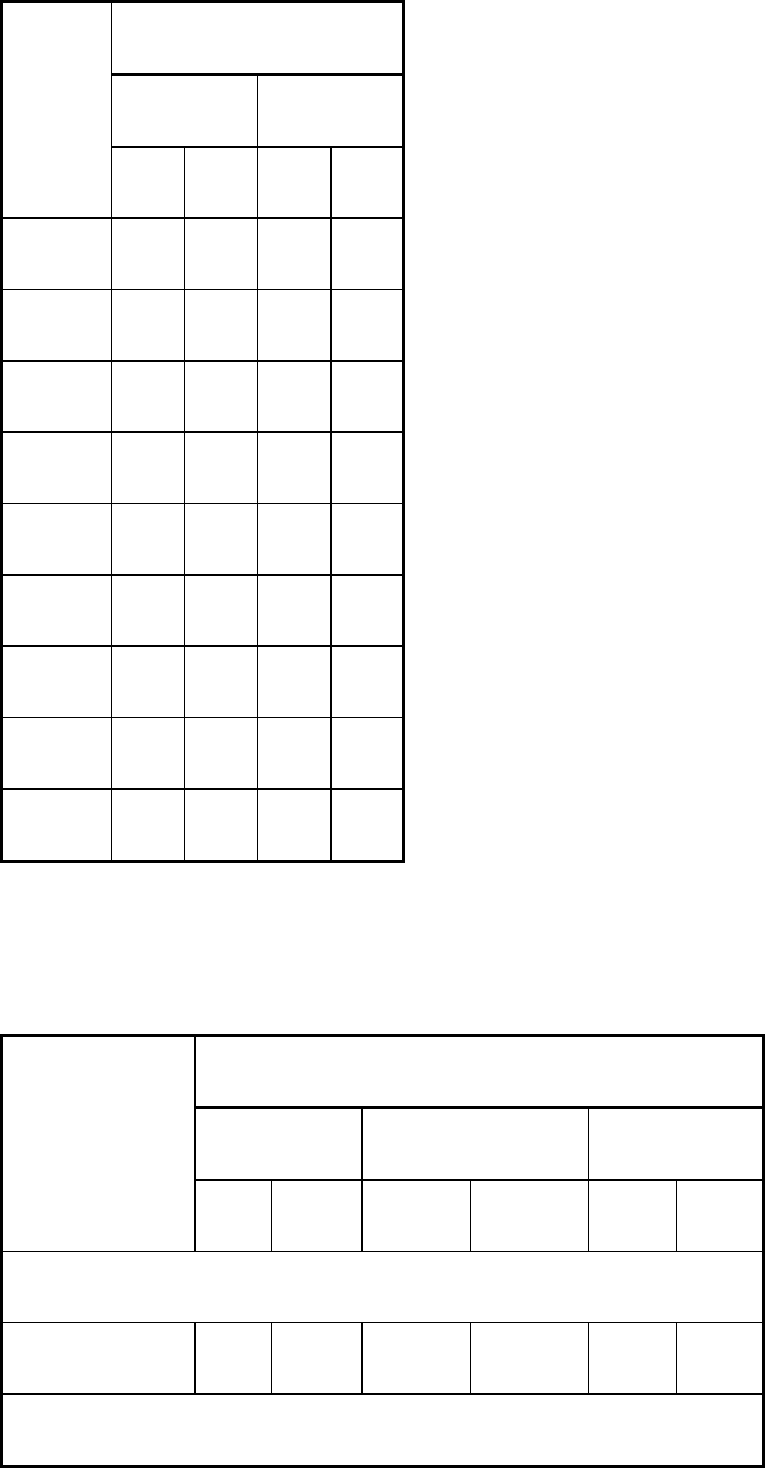
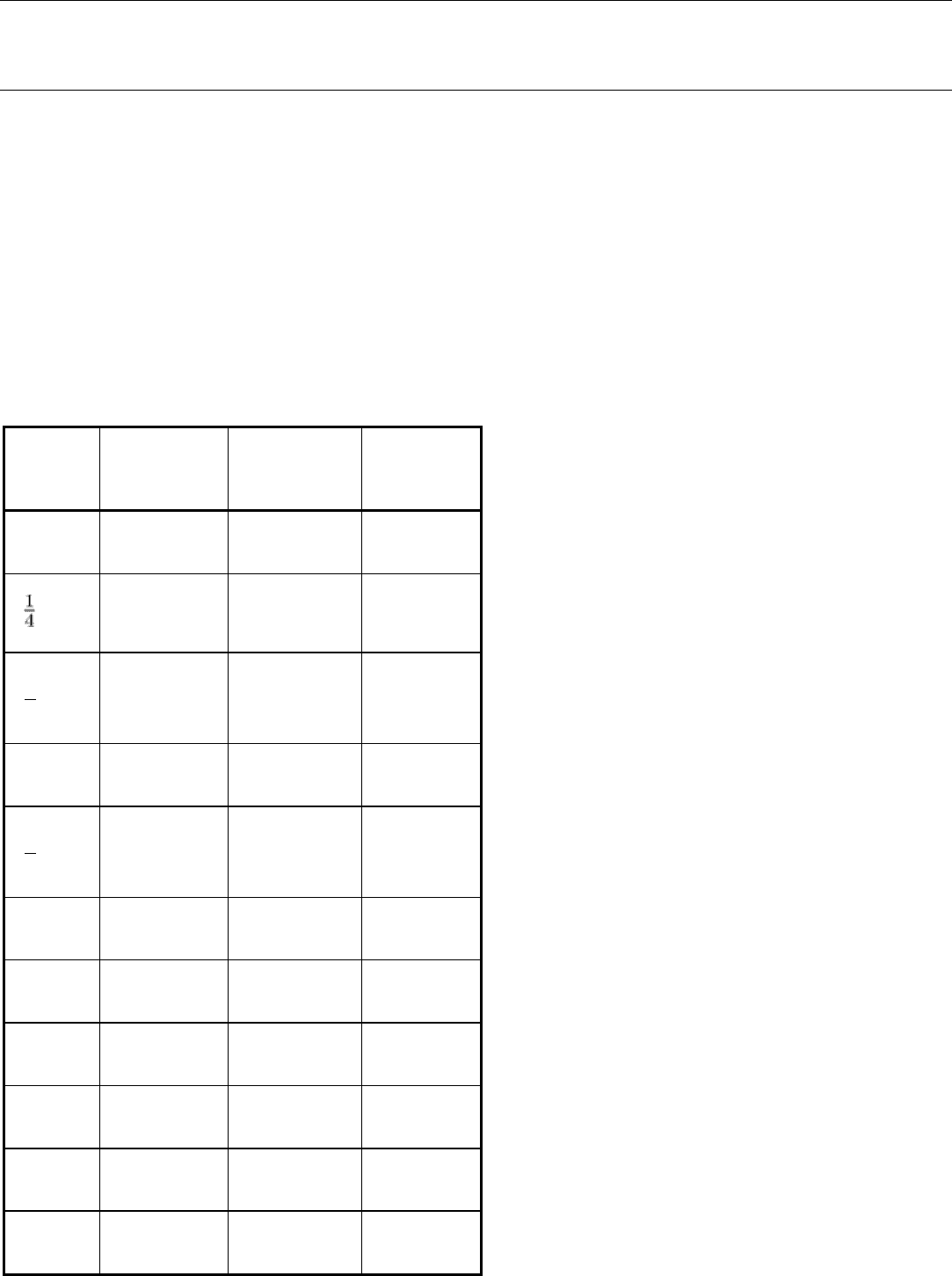
Maximum safe forging temperature
Carbon steels
Alloy steels
Carbon
content, %
°C °F °C
°F
0.10 1290 2350 1260
2300
0.20 1275 2325 1245
2275
0.30 1260 2300 1230
2250
0.40 1245 2275 1230
2250
0.50 1230 2250 1230
2250
0.60 1205 2200 1205
2200
0.70 1190 2175 1175
2150
0.90 1150 2100 . . .
. . .
1.10 1110 2025 . . . . . .
The effect of carbon content on forging temperature is the same for most tool steels as for carbon and alloy steels.
However, the complex alloy compositions of some tool steels have different effects on forging temperature. Forging
temperatures for tool steels are listed in Table 3.
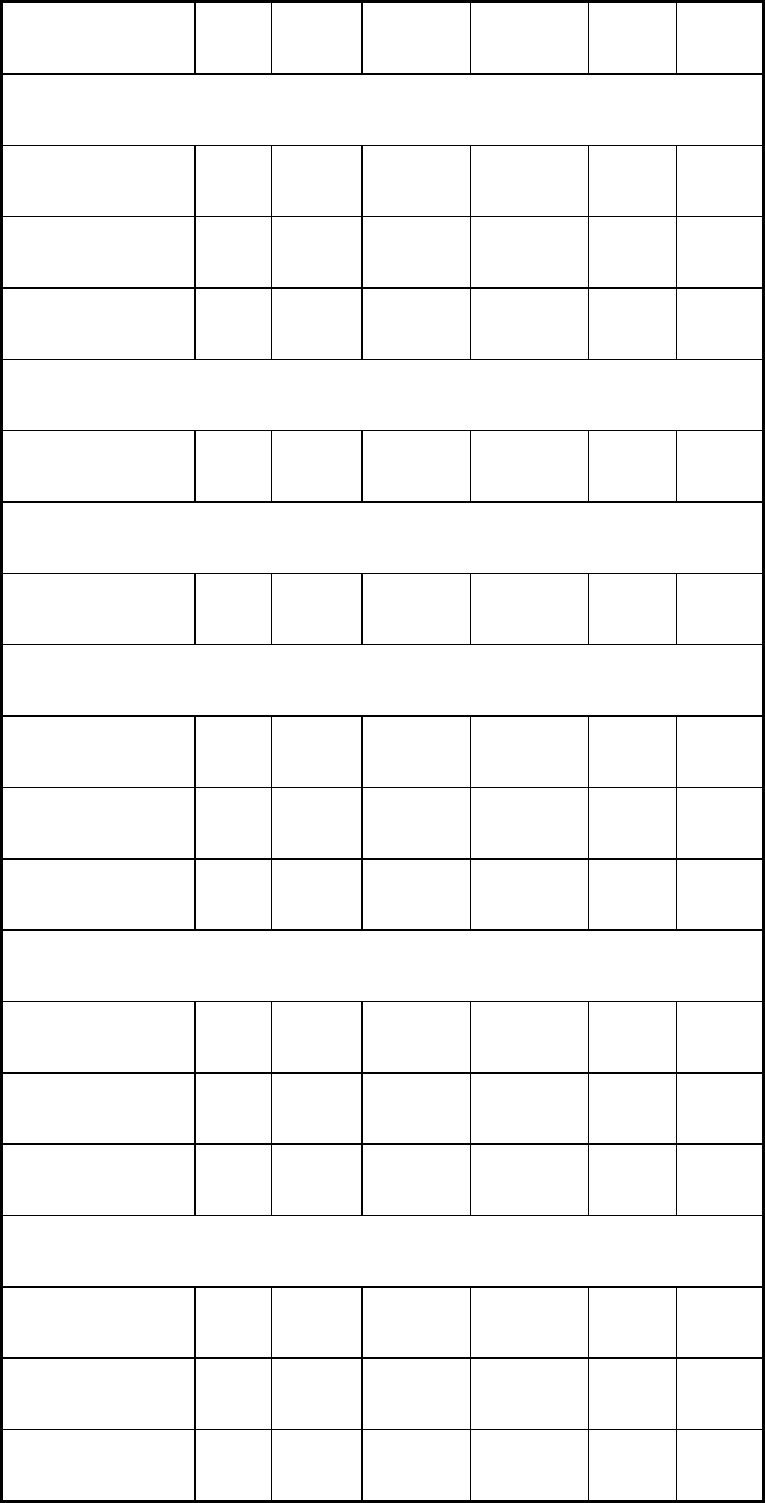
Table 3 Recommended forging temperature ranges for tool steels
Forging temperatures
Preheat slowly to:
Begin forging at
(a)
:
Do not forge below:
Steels
°C °F °C °F °C
°F
Water-hardening tool steels
W1-W5 790 1450 980-1095
(b)
1800-2000
(b)
815
1500
Shock-resisting tool steels
S1, S2, S4, S5 815 1500 1040-1150 1900-2100 870
1600
Oil-hardening cold-work tool steels
O1 815 1500 980-1065 1800-1950 845
1550
O2 815 1500 980-1040 1800-1900 845
1550
O7 815 1500 980-1095 1800-2000 870
1600
Medium-alloy air-hardening cold-work tool steels
A2, A4, A5, A6 870 1600 1010-1095 1850-2000 900
1650
High-carbon high-chromium cold-work tool steels
D1-D6 900 1650 980-1095 1800-2000 900
1650
Chromium hot-work tool steels
H11, H12, H13 900 1650 1065-1175 1950-2150 900
1650
H14, H16 900 1650 1065-1175 1950-2150 925
1700
H15 845 1550 1040-1150 1900-2100 900
1650
Tungsten hot-work tool steels
H20, H21, H22 870 1600 1095-1205 2000-2200 900
1650
H24, H25 900 1650 1095-1205 2000-2200 925
1700
H26 900 1650 1095-1205 2000-2200 955
1750
Molybdenum high-speed tool steels
M1, M10 815 1500 1040-1150 1900-2100 925
1700
M2 815 1500 1065-1175 1950-2150 925
1700
M4 815 1500 1095-1175 2000-2150 925
1700
M30, M34, M35, M36
815 1500 1065-1175 1950-2150 955
1750
Tungsten high-speed tool steels
T1 870 1600 1065-1205 1950-2200 955
1750
T2, T4, T8 870 1600 1095-1205 1950-2200 955
1750
T3 870 1600 1095-1230 2000-2250 955
1750
T5, T6 870 1600 1095-1205 2000-2200 980
1800
Low-alloy special-purpose tool steels
L1, L2, L6 815 1500 1040-1150 1900-2100 845
1550
L3 815 1500 980-1095 1800-2000 845
1550
Carbon-tungsten special-purpose tool steels
F2, F3 815 1500 980-1095 1800-2000 900
1650
Low-carbon mold steels
P1 . . . . . . 1205-1290 2200-2350 1040
1900
P3 . . . . . . 1040-1205 1900-2200 845
1550
P4 870 1600 1095-1230 2000-2250 900
1650
P20 815 1500 1065-1230 1950-2250 815 1500
(a)
The temperature at which to begin forging is given as a range; the higher side of the range should be used for large sections and heavy or rapid
reductions, and the lower side for smaller sections and lighter reductions. As the alloy content of the steel increases, the time of soaking at
forging temperature increases pr
oportionately. Similarly, as the alloy content increases, it becomes more necessary to cool slowly from the
forging temperature. With very high alloy steels, such as high-speed steels and air-hardening steels, this slow cooling is imperative in order to
prevent cracking and to leave the steel in a semisoft condition. Either furnace cooling of the steel or burying it in an insulating medium (such
as lime, mica, or diatomaceous earth) is satisfactory.
(b)
Forging temperatures for water-hardening tool steels vary with carbon content. The following temperatures are recommended: for 0.60-1.25%
C, the range given; for 1.25 to 1.40% C, the low side of the range given.

Heating Time. For any steel, the heating time must be sufficient to bring the center of the forging stock to the forging
temperature. A longer heating time than necessary results in excessive decarburization, scale, and grain growth. For stock
measuring up to 75 mm (3 in.) in diameter, the heating time per inch of section thickness should be no more than 5 min
for low-carbon and medium-carbon steels or no more than 6 min for low-alloy steel. For stock 75 to 230 mm (3 to 9 in.)
in diameter, the heating time should be no more than 15 min per inch of thickness. For high-carbon steels (0.50% C and
higher) and for highly alloyed steels, slower heating rates are required, and preheating at temperatures from 650 to 760 °C
(1200 to 1400 °F) is sometimes necessary to prevent cracking.
Finishing temperature should always be well above the transformation temperature of the steel being forged in order
to prevent cracking of the steel and excessive wear of the dies, but should be low enough to prevent excessive grain
growth. For most carbon and alloy steels, 980 to 1095 °C (1800 to 2000 °F) is a suitable range for finish forging. More
information on forging parameters for ferrous alloys is available in the articles "Forging of Carbon and Alloy Steels" and
"Forging of Stainless Steel" in this Volume.
Closed-Die Forging in Hammers and Presses
Control of Die Temperature
Dies should be heated to at least 120 °C (250 °F), and preferably to 205 to 315 °C (400 to 600 °F), before forging begins.
Dies are sometimes heated in ovens before being placed in the hammer or press. Temperature-indicating crayons can be
used to measure surface temperature. Failure to warm the dies is likely to result in die breakage.
Operating Temperature. Normal hammer-forging and press-forging practices do not include special methods for
cooling the dies; their mass and the lubricant usually provide cooling and keep them within a safe operating range
(typically 315 °C, or 600 °F, maximum). However, the maximum operating temperature depends greatly on the die-steel
composition. Higher temperatures may be permitted for the higher-alloy die steels, such as H11. In no event should any
portion of the die be operated at a temperature higher than that at which it was tempered. Most dies are tempered at 540 to
595 °C (1000 to 1100 °F), and sometimes higher; therefore, the danger of exceeding the temperature is not great.
However, the hardness at working temperature varies a great deal for different steels.
Closed-Die Forging in Hammers and Presses
Trimming
The trimming method used for closed-die forgings depends mainly on the quantity of forgings to be trimmed, the size of
the forgings, and the equipment available. A specific trimming procedure can sometimes eliminate a machining operation.
For small quantities or for large forgings, sawing or other machining operations are frequently used to remove the flash.
For large quantities, the cost of trimming dies can usually be justified. Most closed-die forgings are die trimmed.
With respect to die trimming, forging materials can be divided into two groups: those that can be trimmed cold and those
that should be trimmed hot. Almost all materials can be cold trimmed, but some must have special treatment after forging
and prior to cold trimming. Generally, a forging can be cold trimmed satisfactorily if the work metal to be trimmed has a
tensile strength of not more than 690 MPa (100 ksi) or a hardness of not more than 207 HB.
Cold trimming usually refers to the trimming of metal flash at a temperature below 150 °C (300 °F). This method is
extensively used, especially for small forgings. An advantage of cold trimming is that it can be done at any time; it need
not be a part of the forging sequence, and no reheating of the forgings is needed.
Hot trimming is done at temperatures as low as 150 °C (300 °F) for nonferrous alloys and as high as 980 °C (1800 °F)
or above for steels and other ferrous alloys.
Closed-Die Forging in Hammers and Presses
Cooling Practice
Cooling in still air or in factory tote boxes is common practice and is usually satisfactory for carbon steel or low-alloy
steel forgings when cross sections are no greater than approximately 64 mm (2
1
2
in.). Flaking may occur on larger
forgings when they are air cooled. Flakes (also called shatter cracks or snowflakes) are short, discontinuous internal
fissures attributed to stresses produced by localized transformation and decreased solubility of hydrogen during cooling.
In a fractured surface, flakes appear as bright silvery areas; on an etched surface, they appear as short cracks. Flaking
indicates the need for cooling to at least 175 °C (350 °F) in a furnace or cooling by burying the piece in sand or slag. An
alternative method of treating large forgings made of alloy steels such as 4340 consists of cooling in air to about 540 °C
(1000 °F), followed by isothermal annealing at 650 °C (1200 °F). Forgings of alloy tool steel should always be cooled
slowly, as is recommended above for larger forgings of carbon and alloy steels.
Closed-Die Forging in Hammers and Presses
Typical Forging Sequence
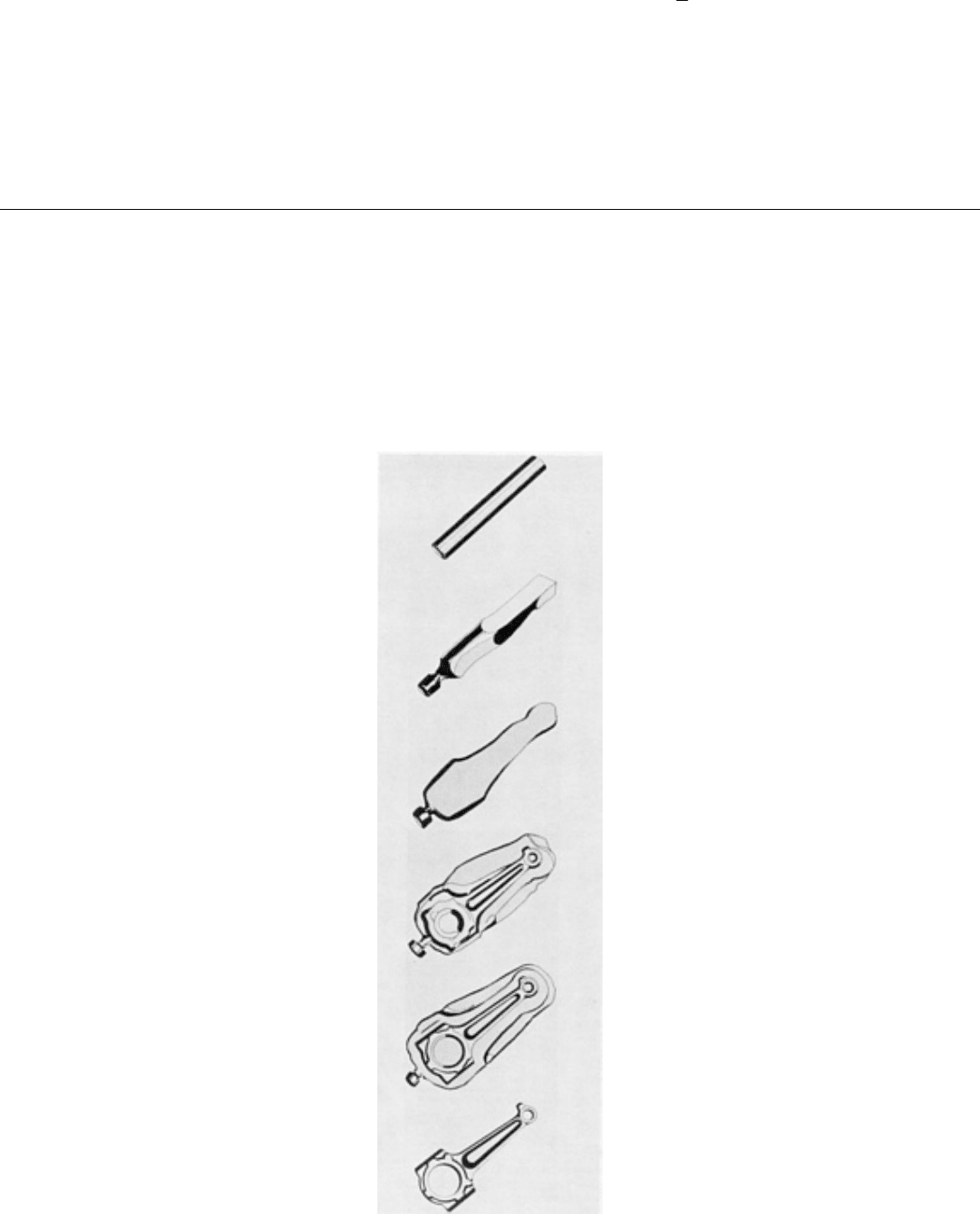
The forging of automotive connecting rods is a good example of the various steps taken to produce a closed-die forging.
As shown in Fig. 12, the sequence begins with round bar stock. The bar stock is heated to the proper temperature, then
delivered to the hammer. Preliminary hot working proportions the metal for forming of the connecting rod and improves
grain structure.
Fig. 12 Steps involved in the closed-die forging of automotive connecting rods. See text for details.

Blocking then forms the connecting rod into its first definite shape. This may necessitate several blows from the hammer.
Flash is produced in the blocking operation and appears as flat, unformed metal around the edges of the connecting rod.
The final shape of the connecting rod is obtained by the impact of several additional blows from the hammer to ensure
that the dies are completely filled by the hot metal. The completed part may be trimmed either hot or cold to remove
flash.
Hot Upset Forging
Revised by Wilfred L. Mehling, Ajax Manufacturing Company
Introduction
HOT UPSET FORGING (also called hot heading, hot upsetting, or machine forging) is essentially a process for enlarging
and reshaping some of the cross-sectional area of a bar, tube, or other product form of uniform (usually round) section. In
its simplest form, hot upset forging is accomplished by holding the heated forging stock between grooved dies and
applying pressure to the end of the stock, in the direction of its axis, by the use of a heading tool, which spreads (upsets)
the end by metal displacement.
Hot Upset Forging
Revised by Wilfred L. Mehling, Ajax Manufacturing Company
Applicability
Although hot upsetting was originally restricted to the single-blow heading of parts such as bolts, current machines and
tooling permit the use of multiple-pass dies that can produce complex shapes accurately and economically. The process is
widely used for producing finished forgings ranging in complexity from simple bolts or flanged shafts to wrench sockets
that require simultaneous upsetting and piercing. Forgings that require center (not at bar end) or offset upsets can also be
completed.
In many cases, hot upsetting is used as a means of preparing stock for forging on a hammer or in a press. Hot upsetting is
also occasionally used as a finishing operation following hammer or press forging, such as in making crankshafts.
Because the transverse action of the moving die and the longitudinal action of the heading tool are available for forging in
both directions, either separately or simultaneously, hot upset forging is not limited to simple gripping and heading
operations. The die motion can be used for swaging, bending, shearing, slitting, and trimming. In addition to upsetting,
the heading tools are used for punching, internal displacement, extrusion, trimming, and bending.
In the upset forging process, the working stock is frequently confined in the die cavities during forging. The upsetting
action creates pressure, similar to hydrostatic pressure, that causes the stock to fill the die impressions completely. Thus, a
wide variety of shapes can be forged and removed from the dies by this process.
Work Material and Size. Although most forgings produced by hot upsetting are made of carbon or alloy steel, the
process can be used for shaping any other forgeable metal. The size or weight of a workpiece that can be hot upset is
limited only by the capabilities of available equipment; forgings ranging in weight from less than an ounce to several
hundred pounds can be produced by this method.
Hot Upset Forging
Revised by Wilfred L. Mehling, Ajax Manufacturing Company
Forging Machines
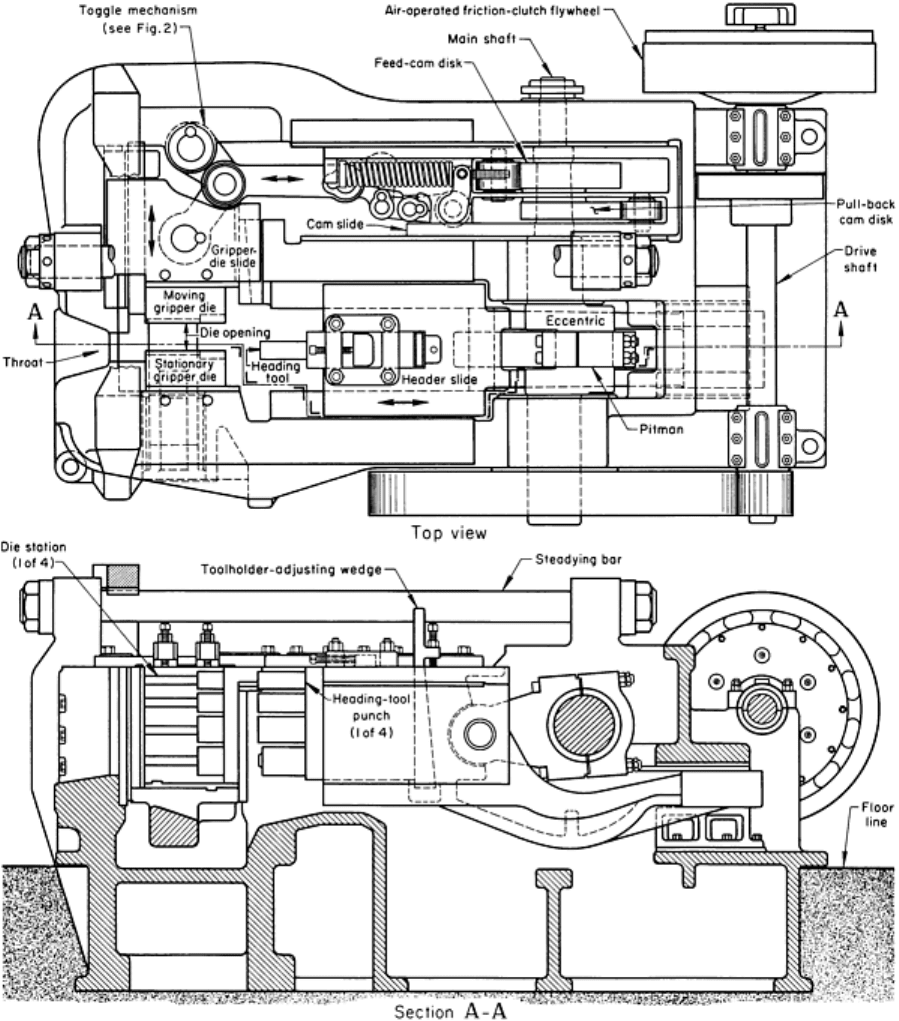
The essential components of a typical machine for hot upset forging are illustrated in Fig. 1. These machines are
mechanically operated from a main shaft with an eccentric drive that operates a main slide, or header slide, horizontally.
Cams drive a die slide, or grip slide, which moves horizontally at right angles to the header slide, usually through a toggle
mechanism. The action of the header slide is similar to that of the ram in a mechanical press. Power is supplied to a
machine flywheel by an electric motor. A flywheel clutch provides for stop-motion operation, placing movement of the
slides under operator control.
Fig. 1 Principal components of a typical machine for hot upset forging with a vertical four-station die.
See text
for description of operation.
Forging takes place in three die elements. There are two gripper dies (one stationary and one moved by the die slide),
which have matching faces with horizontal grooves to grip the forging stock and hold it by friction, and there is a heading
tool, or header, which is carried by the header slide in the plane of the work faces of the gripper dies and aligns with the
grooves in these dies (Fig. 2). The travel of the moving die is designated as the die opening, and its timed relationship to
the movement of the header slide is such that the dies close during the early part of the header-slide stroke. The part of the
forward header-slide stroke that takes place after the dies are closed is known as the stock gather, and the amount that the
returning header slide travels before the moving die starts to open is called the hold-on, or the hold.
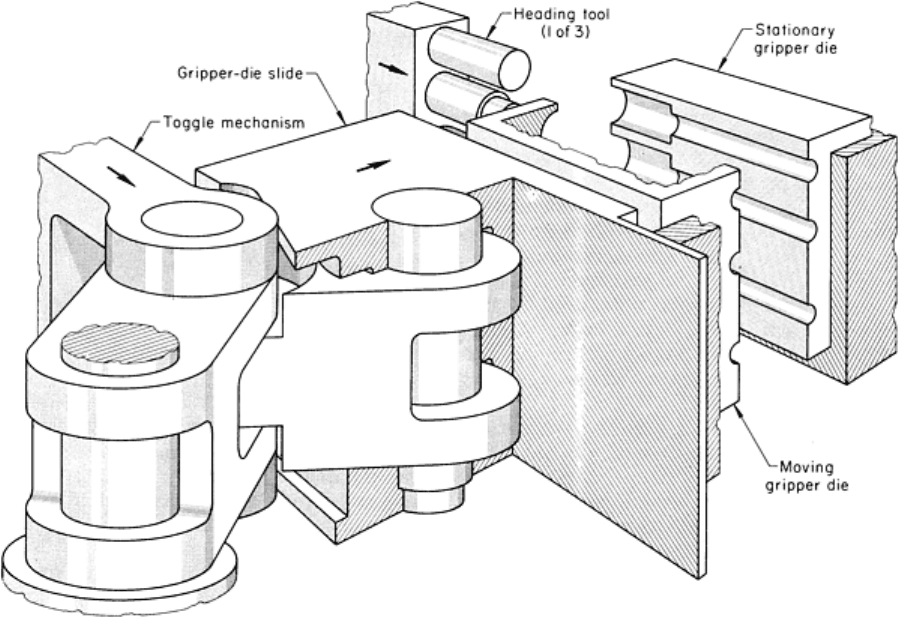
Fig. 2 Basic actions of the gripper dies and heading tools of an upsetter
The die opening determines the maximum diameter of upset that can be transferred between the dies and withdrawn
through the throat, without pushing the workpiece forward and lifting it out over the top. The diameter of the stock, rather
than the stock gather, determines the amount of stock that can be upset; the stock gather, however, has an important
bearing on the depth to which internal displacement can be carried. The height of the die determines the number of
progressive operations that can be accommodated in one set of dies.
Operation. The basic actions of the gripper dies and the header tools of an upsetter can be demonstrated by the three-
station setup shown in Fig. 2. The stock is positioned in the first (topmost) station of the stationary die of the machine.
During the upset forging cycle, the movable die slides against the stationary die to grip the stock. The header tool,
fastened in the header slide, advances toward and against the forging stock to spread it into the die cavity. When the
header punch retracts to its back position, the movable dies slide to open position to release the forging. This permits the
operator to place the partly forged piece into the next station, where the cycle of the movable die and header tool is
repeated. Many forgings can be produced to final shape in a single pass of the machine. Others may require multiple
passes for completion.
Hot Upset Forging
Revised by Wilfred L. Mehling, Ajax Manufacturing Company
Selection of Machine Size
The rated sizes for upsetters are listed in Table 1, which also provides data on typical rated tonnage capacities, working
strokes per minute, and motor ratings. Pressure capacities required for the upset forging of carbon and low-alloy steels are
about 345 MPa (25 tons per square inch, or tsi) for simple shapes, but more complex shapes may require pressures of
about 510 MPa (37 tsi). Tonnage calculations must include the area of flash produced. The effects of alloy composition
on the capacity requirements for upsetters are approximately the same as those for other types of forging equipment.
These effects are discussed in the article "Hammers and Presses for Forging" in this Volume. The choice of machine size
is also affected by one or more of the following factors: gripper-die stroke, die space, throat clearance, header-slide
stroke, header-slide gather, header-slide hold-on, available energy, and cost.
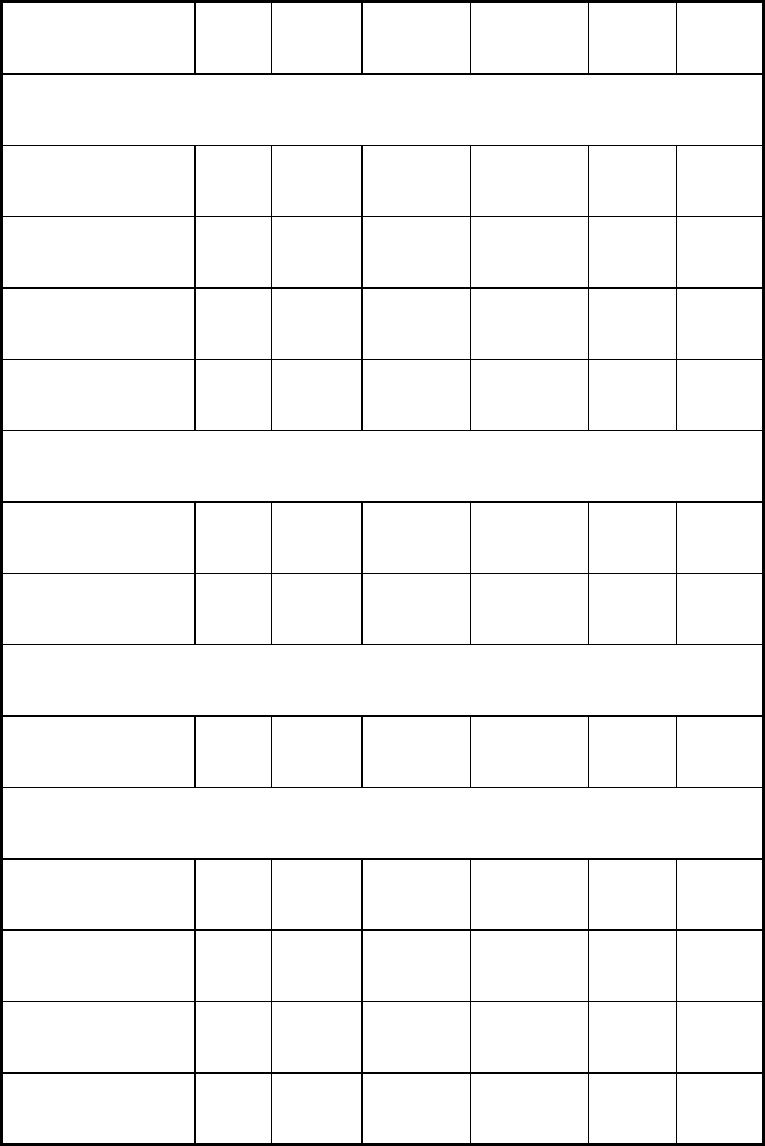
Table 1 Size and operating data for upset forging machines
Rated size,
in.
(a)
Nominal rated
capacity, tonf
(b)
Average strokes
per minute
Average motor
rating, hp
1 200 90
7.5
1
225 75
10
1
1
2
300 65
10-15
2 400 60
15-20
2
1
2
500 55
20-25
3 600 45
30
4 800 35
40-60
5 1000 30
60-75
6 1200 27
75
7 1500 25
125
9 1800 23
150
10 2250 20 200
(a)
1 in. = 25.4 mm.
(b)
1 tonf = 8.896 kN
Gripper-die stroke is one of the simplest indicators of the maximum diameter of upset (assuming that the stock is a
readily forgeable carbon or alloy steel) that can be safely produced on a given size of machining. This stroke must permit
a forging having a maximum-diameter upset to drop freely between the dies into the discharge chute below the dies. In
using this criterion, allowance must be made for the fact that, unless brake adjustment is perfect, there will be some
override (failure of the brake to stop the movement in the extreme open condition), which will reduce the effective
clearance between the dies. Therefore, the maximum diameter of upset on forgings that are to drop between the dies
should be 12.5 to 25 mm (
1
2
to 1 in.) less than the gripperdie stroke, depending on machine size. This is a general rule
that is applicable to simple upsets in readily forgeable steels and adjustments must be made to accommodate varying
conditions. For example, the maximum diameter of upset on forging from more difficult materials, such as stainless steel
or heat-resistant alloys, must be reduced in proportion to the reduced forgeability of the material. Similarly, on extremely
thin flanges or on upsets having difficult-to-fill contours, maximum diameters must be reduced in proportion to the
increase in force required to finish the upset; otherwise, the part will not be completely filled.
Under some circumstances, with special consideration to die design to avoid overloading the machine, it is possible to
produce forgings with larger-diameter upsets than the above rule would indicate. When this is done, forgings must be
moved forward ahead of the dies if they are to be dropped into the chute, or if long bars are being upset, they are moved
forward to clear the dies and then raised and brought back over the top of the dies and out the rear of the machine, where
they are unloaded by the operator. The following three techniques can be employed to extend the maximum diameter of
upset that can be produced in a machine of a given size.
The first technique involves the use of a blocking pass that finishes the center portion of the upset, followed by a final
pass that finishes the outer portion. By this procedure, the effective area of the metal being worked is lessened in each
pass. To be effective, however, the face of the finished upset should be slightly concave, so that the finishing punch does
not contact the center area finished by the blocking pass.
Second, flange diameters that are in excess of the normal machine capacity can be forged if no attempt is made to confine
the outside diameter of the flange. This requires some additional stock removal by machining or trimming, but is an
effective means of producing a larger-than-normal upset on an available machine without damage to the machine.
Lastly, the maximum diameter of upset that can be produced in a given size of machine can sometimes be increased by
slightly modifying the shape of the upset to facilitate metal flow. Upset shapes that restrict metal flow should be avoided
in favor of those that encourage the metal to flow in the desired direction. Small corner or fillet radii and thin flanges
should be avoided when the size of a forging makes it borderline for machine capacity.
Die Space. For some applications, a larger machine must be selected because more die space is needed. Die blocks must
be high enough to accommodate all passes, and the dies should be long enough to contain all impressions and to allow for
gripping or for tong or porter-bar backup. Dies are normally thick enough for any forging that can be produced in the
machine in which they fit.
Throat clearance through the machine may become a limiting factor, particularly in upsetting long bars or tubes that
extend through the machine throat during operation. The extension of the stationary die beyond the throat is one-half of
the maximum diameter of stock that can be cleared.
Header-slide stroke is normally adequate for any forging that can be produced on a given size of machine. However,
in some applications, unusually long punches will be retracted insufficiently when the machine is open, thus inhibiting
installation and removal of the dies without interference. Under these circumstances, a larger machine may be required.