ASM Metals HandBook Vol. 14 - Forming and Forging
Подождите немного. Документ загружается.

(b)
Because product is not in the table, the next-larger allowance is used (as noted in item 2 in the list of instructions at left above). Dimensions in
figure given in inches
Under precisely controlled conditions and with state-of-the-art thickness-controlled presses manned by highly skilled
operators, it may be possible to forge somewhat closer to rough-machined dimensions; however, such a decrease in
allowances must be carefully controlled to avoid machining problems. For example, usual practice may consist of
increasing the allowance for critical applications in which all decarburization must be removed during rough machining.
Under these conditions, 6.4 mm ( in.) on a diameter or cross section (3.2 mm, or in., per side) is usually added to the
allowance given in Table 1.
Tolerance describes the permissible variation in a specific dimension. Tolerances on allowances are given in Table 1.
Tolerance is approximately one-fourth (plus or minus) the allowance.
Flatness and concentricity for a forging are usually negotiated between the forge shop and the customer. However,
some users of open-die forgings have established specifications. For example, one user specifies that for pancake forgings
up to 610 mm (24 in.) in diameter eccentricity or out-of-roundness shall not exceed 6.4 mm ( in.) and flatness shall be
within 4.8 mm ( in.). For pancake forgings somewhat larger than 610 mm (24 in.) in diameter, eccentricity or out-of-
roundness shall be no more than 9.5 mm ( in.), and flatness shall be within 6.4 mm ( in.).
Open-Die Forging
Revised by the ASM Committee on Open-Die Forging
*
; Chairman: Ashok K. Khare, National Forge Company
Safety
In open-die forging, as in other types of forging operations, safe practices must be observed when handling materials and
operating equipment. More information on safety in a forging facility is available in the article "Hammers and Presses for
Forging" in this Volume.
Open-Die Forging
Revised by the ASM Committee on Open-Die Forging
*
; Chairman: Ashok K. Khare, National Forge Company
References
1. L.R. Cooper, Paper presented at the International Forgemasters
' Conference, Paris, Forging Industry
Association, 1975
2. B. Somers, Hutn. Listy, Vol 11, 1970, p 777 (BISI Translation 9231)
3. M. Tateno and S. Shikano, Tetsu-to-Hagané (J. Iron Steel Inst. Jpn.), Vol 3 (No. 2), June 1963, p 117
4. E.A. Reid, Paper p
resented at the Fourth International Forgemasters' Meeting, Sheffield, Forging Industry
Association, 1967, p 1
5. G.B. Allen and J.K. Josling, in Proceedings of the 9th International Forgemasters' Conference
(Dusseldorf), Forging Industry Association, 1981, p 3.1
6. M. Tanaka et al.,
Paper presented at the Second International Conference on the Technology of Plasticity,
Stuttgart, The Metallurgical Society, Aug 1987
7. E. Siebel, Stahl Eisen, Vol 45 (No. 37), 1925, p 1563

8. E. Siebel and A. Pomp, Mitt. K. Wilh.-Inst. Eisenforsch, Vol 10 (No. 4), 1928, p 55
9. E. Ambaum, Untersuchungen Uber das Verhalten Innerer Hohlstellen Beim Freiformschmieden,
Aachen,
1979 (Dr.-Ing.-Diss. Tech. Hochsch, Aachen)
10.
R. Kopp, E. Ambaum, and T. Schultes, Stahl Eisen, Vol 99 (No. 10), 1979, p 495
11.
H. Lippmann, Engineering Plasticity: Theory of Metal Forming Processes, Vol 2, Springer Verlag, 1977
12.
S. Kobayashi, J. Eng. Ind. (Trans. ASME), Vol 86, 1964, p 122; Nov 1964, p 326
13.
R. Kopp et al., Vogetragen Anlablich der Internationaben Schniedefagung, Sheffield, 1985
14.
J.A. Ficke, S.I. Oh, and J. Malas, in
Proceedings of the 12th North American Manufacturing Research
Conference, Society of Manufacturing Engineers, May 1984
15.
C.H. Lee and S. Kobayashi, J. Eng. Ind. (Trans. ASME), May 1971, p 445
16.
N. Rebelo and S. Kobayashi, Int. J. Mech. Sci., Vol 22, 1980, p 707
17.
Y. Fukui et al., R&D Kobe Steel Engineering Report, Vol 31 (No. 1), 198 1, p 28
18.
G. Surdon and J.L. Chenot, Centre de Mise en Forme des
Matériaux, École des Mines de Paris, unpublished
research, 1986
19.
K.N. Shah, B.V. Kiefer, and J.J. Gavigan, Paper presented at the ASME Winter Annual Meeting, American
Society for Mechanical Engineers, Dec 1986
20.
R.L. Bodnar et al., in 26th Mechanical Working and Steel Processing Conference Proceedings,
Vol XXII,
Iron and Steel Society, 1984, p 29
21.
A.P. Green, Philos. Mag., Vol 42, Ser. 7, 195 1, p 365
22.
P.M. Cook, Report MW/F/22/52, British Iron and Steel Research Association, 1952
23.
K. Yagishida et al., Mitsubishi Tech. Bull., No. 91, 1974
24.
K. Chiljiiwa, Y. Hatamura, and N. Hasegawa, Trans. ISIJ, Vol 21, 1981, p 178
25.
B. Somer, Hutn. Listy, Vol 7, 1971, p 487 (BISI Translation 9826)
26.
R.L. Bodnar and B.L. Bramfitt, in 28th Mechan
ical Working and Steel Processing Conference
Proceedings, Vol XXIV, Iron and Steel Society, 1986, p 237
27.
E. Erman et al., "Physical Modeling of Blocking Process in Open-
Die Press Forging," Paper presented at
the 116th TMS/AIME Annual Meeting, Denver, CO, The Metallurgical Society, Feb 1987
28.
E. Erman et al., "Physical Modeling of Upsetting Process in Open-
Die Press Forging," Paper presented at
the 116th TMS/AIME Annual Meeting, Denver, CO, The Metallurgical Society, Feb 1987
29.
S. Watanabe et al., in Proceedings of the 9th International Forgemasters' Conference
(Dusseldorf), Forging
Industry Association, 1981, p 18.1
30.
K. Nakajima et al., Sosei-to-Kako, Vol 22 (No. 246), 1981, p 687
Closed-Die Forging in Hammers and Presses
Introduction
CLOSED-DIE FORGING, or impression-die forging, is the shaping of hot metal completely within the walls or cavities
of two dies that come together to enclose the workpiece on all sides. The impression for the forging can be entirely in
either die or can be divided between the top and bottom dies.
The forging stock, generally round or square bar, is cut to length to provide the volume of metal needed to fill the die
cavities, in addition to an allowance for flash and sometimes for a projection for holding the forging. The flash allowance
is, in effect, a relief valve for the extreme pressure produced in closed dies. Flash also acts as a brake to slow the outward
flow of metal in order to permit complete filling of the desired configuration.
Closed-Die Forging in Hammers and Presses
Capabilities of the Process
With the use of closed dies, complex shapes and heavy reductions can be made in hot metal within closer dimensional
tolerances than are usually feasible with open dies. Open dies are primarily used for the forging of simple shapes or for
making forgings that are too large to be contained in closed dies. Closed-die forgings are usually designed to require
minimal subsequent machining.
Closed-die forging is adaptable to low-volume or high-volume production. In addition to producing final, or nearly final,
metal shapes, closed-die forging allows control of grain flow direction, and it often improves mechanical properties in the
longitudinal direction of the workpiece.
Size. The forgings produced in closed dies can range from a few ounces to several tons. The maximum size that can be
produced is limited only by the available handling and forging equipment. Forgings weighing as much as 25,400 kg
(56,000 lb) have been successfully forged in closed dies, although more than 70% of the closed-die forgings produced
weigh 0.9 kg (2 lb) or less.
Shape. Complex nonsymmetrical shapes that require a minimum number of operations for completion can be produced
by closed-die forging. In addition, the process can be used in combination with other processes to produce parts having
greater complexity or closer tolerances than are possible by forging alone. Cold coining and the assembly of two or more
closed-die forgings by welding are examples of other processes that can extend the useful range of closed-die forging.
Closed-Die Forging in Hammers and Presses
Forging Materials
In closed-die forging, a material must satisfy two basic requirements. First, the material strength (or flow stress) must be
low so that die pressures are kept within the capabilities of practical die materials and constructions, and, second, the
forgeability of the material must allow the required amount of deformation without failure. By convention, closed-die
forging refers to hot working. Table 1 lists various alloy groups and their respective forging temperature ranges in order
of increasing forging difficulty. The forging material influences the design of the forging itself as well as the details of the
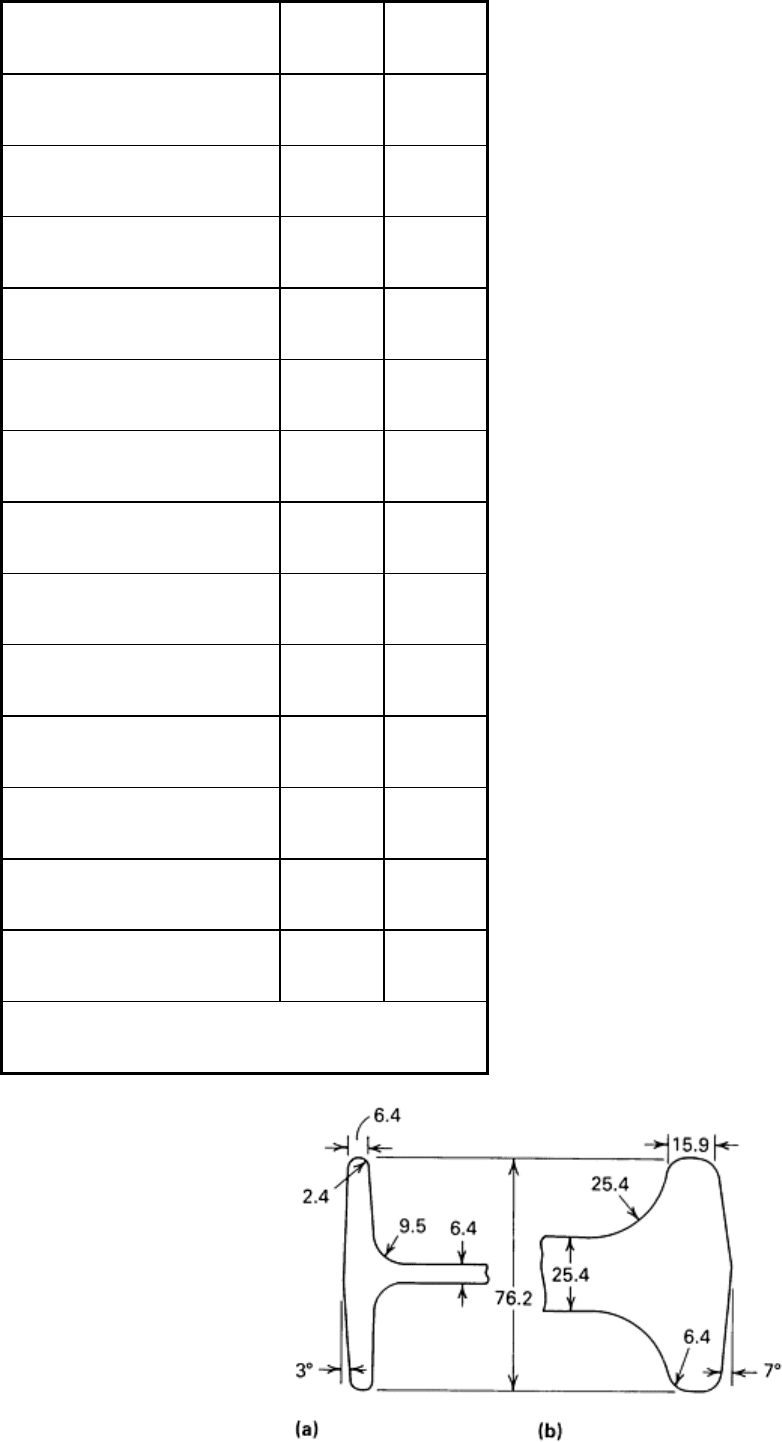
entire forging process. For example, Fig. 1 shows that, owing to difficulties in forging, nickel alloys allow for less shape
definition than aluminum alloys. For a given metal, both the flow stress and the forgeability are influenced by the
metallurgical characteristics of the billet material and by the temperatures, strains, strain rates, and stresses that occur in
the deforming material.
Table 1 Classification of alloys in order of increasing forging difficulty
Approximate forging
temperature range
Alloy group
°C
°F
Least difficult
Aluminum alloys 400-550
750-1020
Magnesium alloys 250-350
480-660
Copper alloys 600-900
1110-1650
Carbon and low-alloy steels 850-1150
1560-2100
Martensitic stainless steels 1100-1250
2010-2280
Maraging steels 1100-1250
2010-2280
Austenitic stainless steels 1100-1250
2010-2280
Nickel alloys 1000-1150
1830-2100
Semiaustenitic PH stainless steels
1100-1250
2010-2280
Titanium alloys 700-950
1290-1740
Iron-base superalloys 1050-1180
1920-2160
Cobalt-base superalloys 1180-1250
2160-2280
Niobium alloys 950-1150
1740-2100
Tantalum alloys 1050-1350
1920-2460
Molybdenum alloys 1150-1350
2100-2460
Nickel-base superalloys 1050-1200
1920-2190
Tungsten alloys 1200-1300
2190-2370
Most difficult
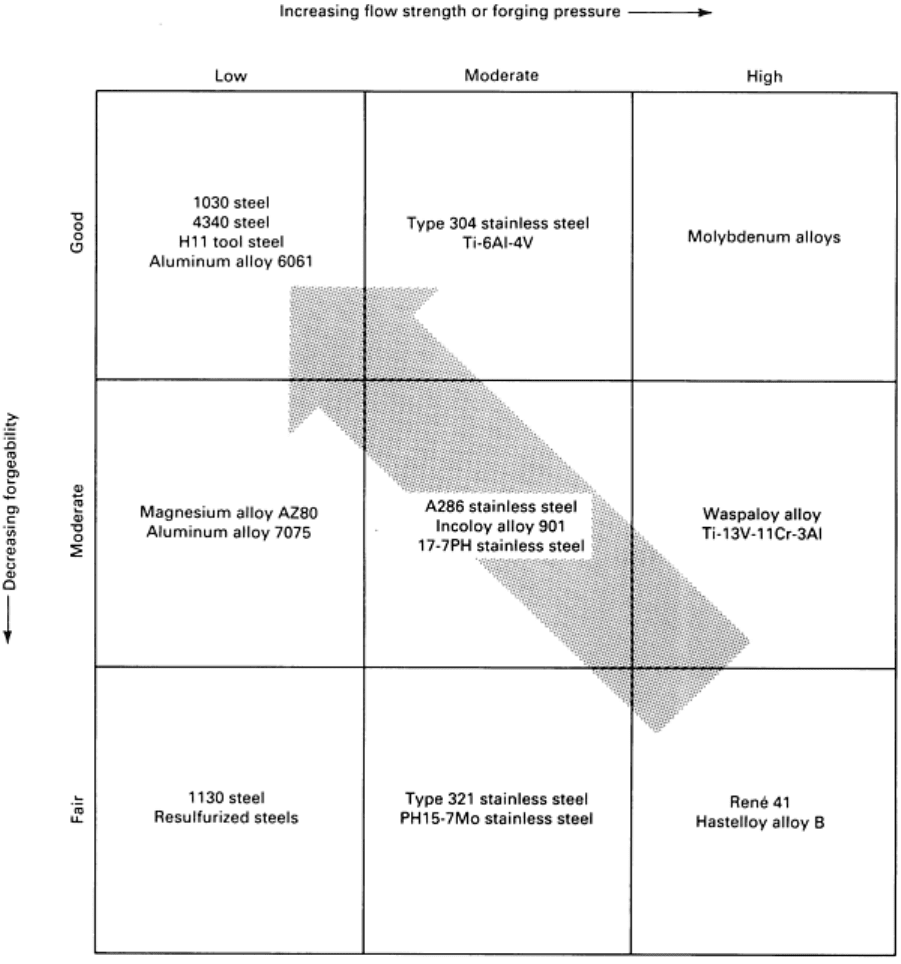
Fig. 1 Comparison of typical design limits for rib-web structural forgings of aluminum alloys (a) and nickel-
base
alloys (b). Dimensions given in millimeters.
In most practical hot-forging operations, the temperature of the workpiece material is higher than that of the dies. Metal
flow and die filling are largely determined by the resistance and the ability of the forging material to flow, that is, flow
stress and forgeability; by the friction and cooling effects at the die/material interface; and by the complexity of the
forging shape. Of the two basic material characteristics, flow stress represents the resistance of a metal to plastic
deformation, and forgeability represents the ability of a metal to deform without failure, regardless of the magnitude of
load and stresses required for deformation.
The concept of forgeability has been used vaguely to denote a combination of resistance to deformation and the ability to
deform without fracture. A diagram illustrating this type of information is presented in Fig. 2. Because the resistance of a
metal to plastic deformation is essentially determined by the flow stress of the material at given temperature and strain
rate conditions, it is more appropriate to define forgeability as the capability of the material to deform without failure,
regardless of pressure and load requirements.

Fig. 2 Influence of forgeability and flow strength in die filling. Arrow indicates increasing ease of die filling.
In general, the forgeability of metals increases with temperature. However, as temperature increases, grain growth occurs,
and in some alloy systems, forgeability decreases with increasing grain size. In other alloys, forgeability is greatly
influenced by the characteristics of second-phase compounds. The state of stress in a given deformation process
significantly influences forgeability. In upset forging at large reductions, for example, cracking may occur at the outside
fibers of the billet, where excessive barreling occurs and tensile stresses develop. In certain extrusion-type forging
operations, axial tensile stresses may be present in the deformation zone and may cause centerburst cracking. As a general
and practical rule, it is important to provide compressive support to those portions of a less forgeable material that are
normally exposed to the tensile and shear stresses.
The forgeability of metals at various deformation rates and temperatures can be evaluated by using such tests as torsion,
tension, and compression tests. In all of these tests, the amount of deformation prior to failure of the specimen is an
indication of forgeability at the temperature and deformation rate used during that particular test.
Closed-Die Forging in Hammers and Presses
Friction and Lubrication in Forging
In forging, friction greatly influences metal flow, pressure distribution, and load and energy requirements. In addition to
lubrication effects, the effects of die chilling or heat transfer from the hot material to colder dies must be considered. For
example, for a given lubricant, friction data obtained from hydraulic press forging cannot be used for mechanical press or
hammer forging even if die and billet temperatures are comparable.
In forging, the ideal lubricant is expected to:
•
Reduce sliding friction between the dies and the forging in order to reduce pressure requirements, to fill
the die cavity, and to control metal flow
• Act as a parting agent and
prevent local welding and subsequent damage to the die and workpiece
surfaces
•
Possess insulating properties so as to reduce heat losses from the workpiece and to minimize
temperature fluctuations on the die surface
• Cover the die surface uniformly so that local lubricant breakdown and uneven metal flow are prevented
• Be nonabrasive and noncorrosive so as to prevent erosion of the die surface
• Be free of residues that would accumulate in deep impressions
• Develop a balanced gas pressure to assist quick rele
ase of the forging from the die cavity; this
characteristic is particularly important in hammer forging, in which ejectors are not used
• Be free of polluting or poisonous components and not produce smoke upon application to the dies.
No single lubricant can fulfill all of the requirements listed above; therefore, a compromise must be made for each
specific application.
Various types of lubricants are used, and they can be applied by swabbing or spraying. The simplest is a high flash point
oil swabbed onto the dies. Colloidal graphite suspensions in either oil or water are frequently used. Synthetic lubricants
can be employed for light forging operations. The water-base and synthetic lubricants are extensively used primarily
because of cleanliness.
Closed-Die Forging in Hammers and Presses
Classification of Closed-Die Forgings
Closed-die forgings are generally classified as blocker-type, conventional, and close-tolerance.
Blocker-type forgings are produced in relatively inexpensive dies, but their weight and dimensions are somewhat
greater than those of corresponding conventional closed-die forgings. A blocker-type forging approximates the general
shape of the final part, with relatively generous finish allowance and radii. Such forgings are sometimes specified when
only a small number of forgings are required and the cost of machining parts to final shape is not excessive.
Conventional closed-die forgings are the most common type and are produced to comply with commercial
tolerances. These forgings are characterized by design complexity and tolerances that fall within the broad range of
general forging practice. They are made closer to the shape and dimensions of the final part than are blocker-type
forgings; therefore, they are lighter and have more detail.
Close-tolerance forgings are usually held to smaller dimensional tolerances than conventional forgings. Little or no
machining is required after forging, because close-tolerance forgings are made with less draft, less material, and thinner
walls, webs, and ribs. These forgings cost more and require higher forging pressures per unit of plan area than
conventional forgings. However, the higher forging cost is sometimes justified by a reduction in machining cost.
Closed-Die Forging in Hammers and Presses
Shape Complexity in Forging
Metal flow in forging is greatly influenced by part or die geometry. Several operations (preforming or blocking) are often
needed to achieve gradual flow of the metal from an initially simple shape (cylinder or round-cornered square billet) into
the more complex shape of the final forging. In general, spherical and blocklike shapes are the easiest to forge in
impression or closed dies. Parts with long, thin sections or projections (webs and ribs) are more difficult to forge because
they have more surface area per unit volume. Such variations in shape maximize the effects of friction and temperature
changes and therefore influence the final pressure required to fill the die cavities. There is a direct relationship between
the surface-to-volume ratio of a forging and the difficulty in producing that forging.
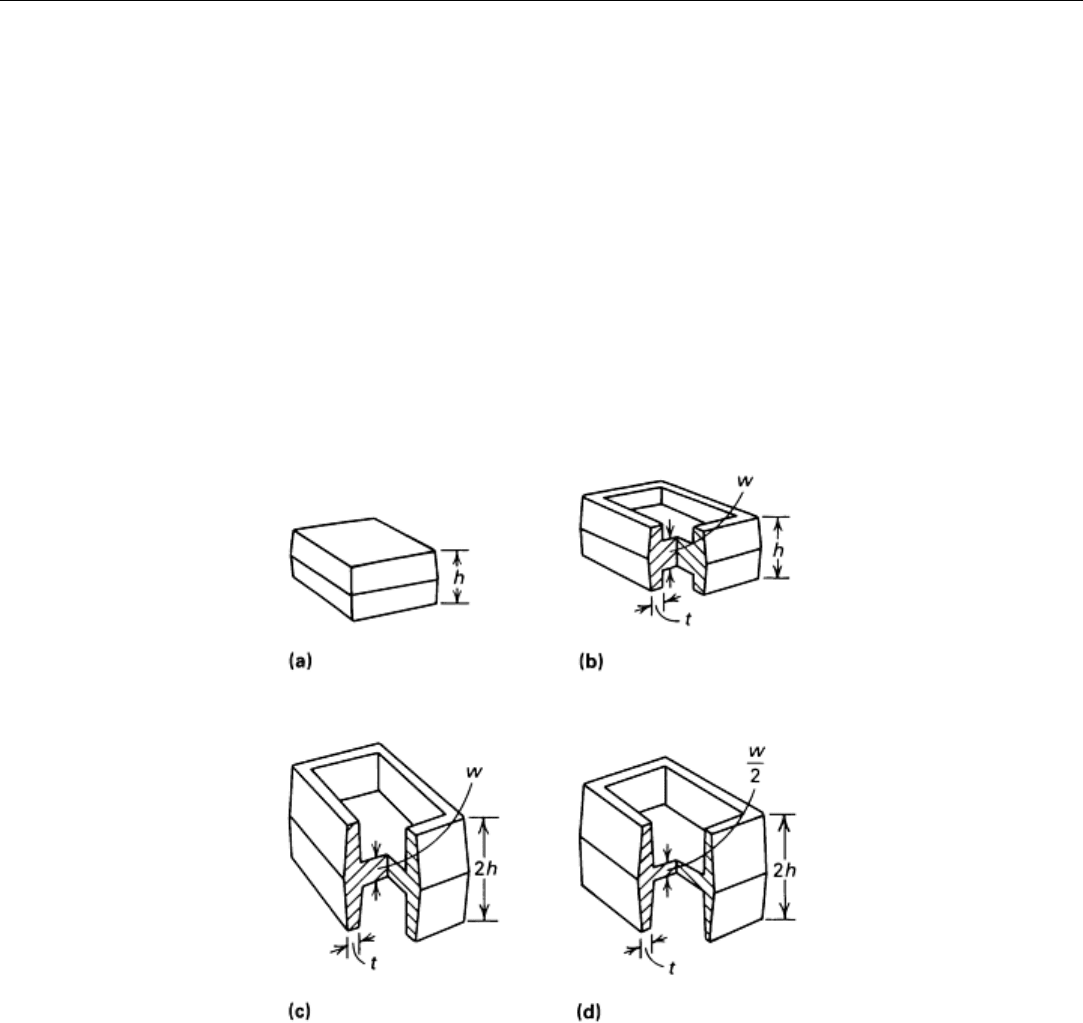
The ease of forging more complex shapes depends on the relative proportions of vertical and horizontal projections on the
part. Figure 3 shows a schematic of the effects of shape on forging difficulties. The parts illustrated in Fig. 3(c) and 3(d)
would require not only higher forging loads but also at least one more forging operation than the parts illustrated in Fig.
3(a) and 3(b) in order to ensure die filling.
Fig. 3
Forging difficulty as a function of part geometry. Difficulty in forging increases from (a) to (d). (a)
Rectangular shape. (b) Rib-web part. (c) Part with higher rib. (d) Part with higher rib and thinner web.
As shown in Fig. 4, most forgings can be classified into three main groups. The first group consists of the so-called
compact shapes, whose three major dimensions (length, l; width, w; and height, h) are approximately equal. The number
of parts that fall into this group is rather small. The second group consists of disk shapes for which two of the three
dimensions (l and w) are approximately equal and are greater than the height h. All round forgings belong in this group,
which includes approximately 30% of all commonly used forgings. The third group consists of long shapes that have one
major dimension significantly greater than the other two (l > w ・h). These three basic groups are further divided into
subgroups depending on the presence and type of elements subsidiary to the basic shape.
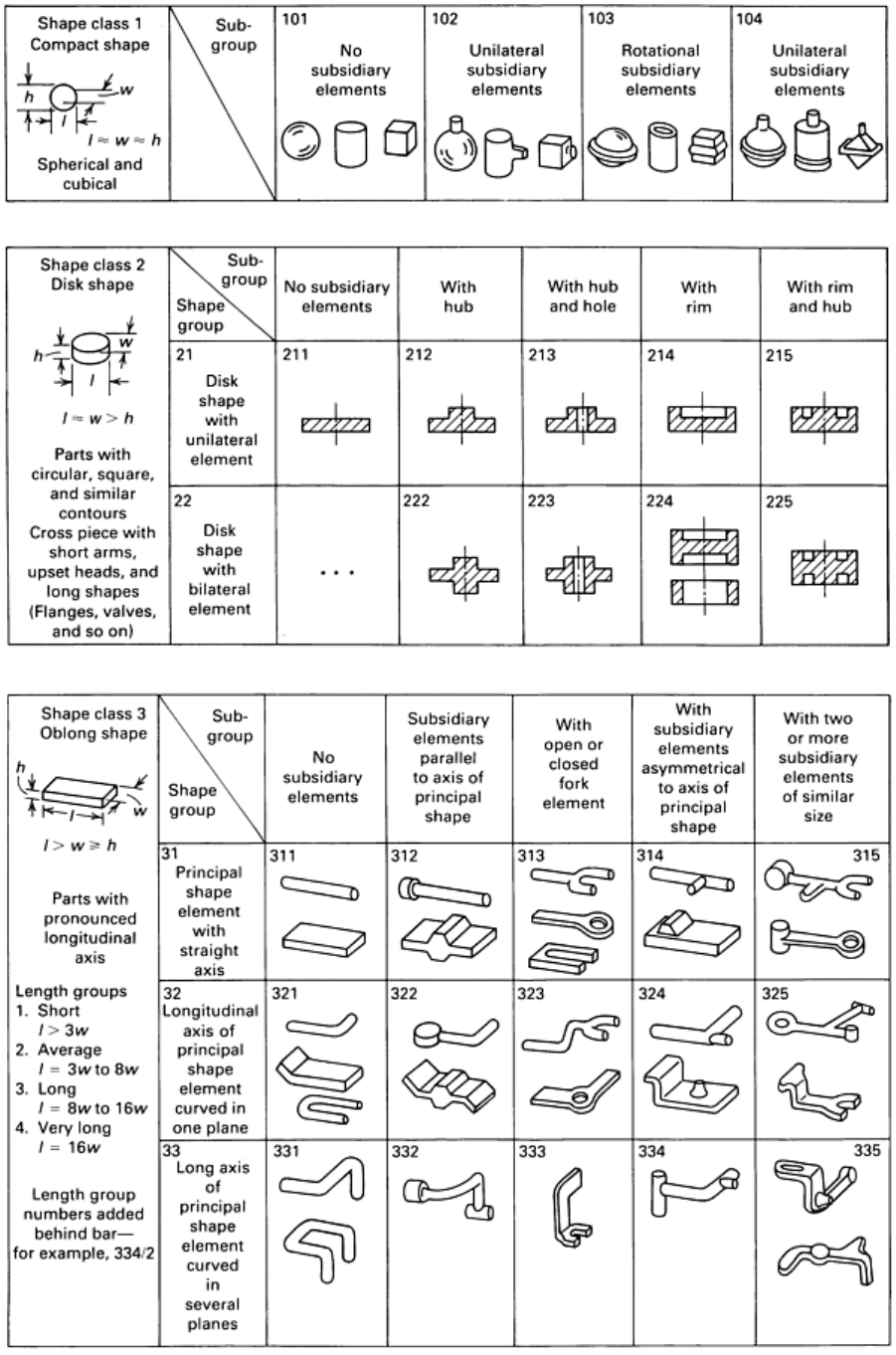
Fig. 4 Classification of forging shapes. See text for details.

This shape classification can be useful for practical purposes, such as estimating costs and predicting preforming steps.
However, this method is not entirely quantitative and requires some subjective evaluation based on past experience.
Closed-Die Forging in Hammers and Presses
Design of Blocker (Preform) Dies
One of the most important aspects of closed-die forging is proper design of preforming operations and of blocker dies to
achieve adequate metal distribution. Therefore, in the finish-forging operation, defect-free metal flow and complete die
filling can be achieved, and metal losses into the flash can be minimized. In preforming, round or round-cornered square
stock with constant cross section is deformed such that a desirable volume distribution is achieved prior to the final
closed-die forging operation. In blocking, the preform is die forged in a blocker cavity before finish forging.
The primary objective of preforming is to distribute the metal in the preform in order to:
• Ensure defect-free metal flow and adequate die filling
• Minimize the amount of material lost into flash
• Minimize die wear in the finish-forging cavity by reducing metal movement in this direction
• Achieve desired grain flow and control mechanical properties
Common practice in preform design is to consider planes of metal flow--that is, selected cross sections of the forging--as
shown in Fig. 5. Several preforming operations may be required before a part can be successfully finish forged. In
determining the various forging steps, it is first necessary to obtain the volume of the forging, based on the areas of
successive cross sections throughout the forging. A volume distribution can be obtained by using the following procedure:
• Lay out a dimensioned drawing of the finish configuration, complete with flash
• Construct a baseline for area determination parallel to the centerline of the part
• Determine maximum and minimum cross-sectional areas perpendicular to the centerline of the part
• Plot these areas at proportional distances from the baseline
• Connect these points w
ith a smooth curve. In cases in which it is not clear how the curve would best
show the changing cross-
sectional areas, plot additional points to assist in determining a smooth
representative curve
• Above this curve, add the approximate area of the flash a
t each cross section, giving consideration to
those sections where the flash should be widest. The flash will generally be of a constant thickness, but
will be widest at the narrower sections and smallest at the wider sections
• Convert the maximum and minimum area values to round or rectangular shapes having the same cross-
sectional areas