ASM Metals HandBook Vol. 14 - Forming and Forging
Подождите немного. Документ загружается.


wall thickness and +2.8 mm, -0.0 mm (+0.11 in., -0.00 in.) on the flange diameter. The 15 kg (34 lb) part G was forged
from the billet by two successive machine blows without being removed from the die.
The cup-shaped parts G and J in Fig. 3 were forged and backward extruded from billets of 18% Ni maraging steel, grade
250. Part G had a total tolerance on the inside diameter of 2.0 mm (0.08 in.); the draft angle on the punch was about °
per side. Permissible draft on the outside diameter was about 0.008 mm per mm (0.008 in. per in.). Part G had a wall
thickness of 18.3 mm (0.72 in.) for a depth of about 171 mm (6.75 in.) and required two successive blows to finish forge.
Part J had a total tolerance on the outside diameter of 3.8 mm (0.15 in.); the inside and the outside diameters were to be
concentric within 1.02 mm (0.040 in.). The punch for part J had a draft angle of 1 to 3° per side. Part J had a wall
thickness of 8.75 mm (0.345 in.) for a depth of about 135 mm (5.3 in.) and was forged in one machine blow. Both these
parts had a 25 m (1000 in.) surface finish.
The double-flange bulkhead shown as part C in Fig. 3 was made of a D-6ac alloy steel billet that was heated to 1175 °C
(2150 °F). Because of the spherical web, the draft allowance on the cavity for the outside diameter was 4° maximum per
side. Total tolerance on the inside diameter was 2.3 mm (0.09 in.) on the convex side of the web and 1.02 mm (0.040 in.)
on the opposite side. Tolerances on all three parts were unilateral, but were applied in order to allow wear on the punch
and die cavity dimensions.
Another bulkhead with a flange extending from both sides of the web (an I-beam in cross section) was forged from D-6ac
steel in one blow using 163,000 J (120,000 ft · lbf) of energy. The billet was 63.5 mm (2.50 in.) in diameter by 64.0 mm
(2.52 in.) in length and was forged at 1150 °C (2100 °F). The web thickness was 0.267 mm ± 0.127 mm (0.0105 ± 0.005
in.). Maximum production rate was 120 pieces per hour for more than 20,000 bulkheads.
Forging a bulkhead by the high-energy-rate method can result in savings of material. For example, a bulkhead weighing
14 kg (30 lb) was forged from 18% Ni maraging steel, grade 250. When conventionally forged, the bulkhead weighed 41
kg (90 lb). The 14 kg (30 lb) part was made in a counterblow HERF machine by successive blows in the same die cavity
without reheating the workpiece. The energy level was about 237,000 J (175,000 ft · lbf) per blow. The counterblow
(controlled-energy-flow) machine is better suited for repetitive blows than the two other machines.
The 103 mm (4.06 in.) square mine nose shown as part D in Fig. 3 was made from a 1117 steel billet 99.6 mm (3.92 in.)
in diameter by 61 mm (2.4 in.) in length that weighed about 4 kg (8 lb). The billet was heated to 1205 °C (2200 °F) and
then forged with 214,000 J (158,000 ft · lbf) of energy. The draft angle on both the internal and external walls was 0°. The
tolerance on the outside dimensions was +0.00 mm, -1.02 mm (+0.000 in., -0.040 in.); on the inside dimensions, +1.52
mm, -0.00 mm (+0.060 in., -0.000 in.). The zero draft angle and the close tolerances contributed to a substantial savings
in machining compared to that required for a conventionally forged part.
The 12-point socket wrench shown in Fig. 5 is a precision forging that did not need machining of the internal spline
section. This wrench was forged in one blow with 88,100 J (65,000 ft · lbf) of energy. The 4150 steel billet was 70 mm
(2 in.) in diameter by 83 mm (3 in.) in length. The forging temperature was 1165 °C (2130 °F).
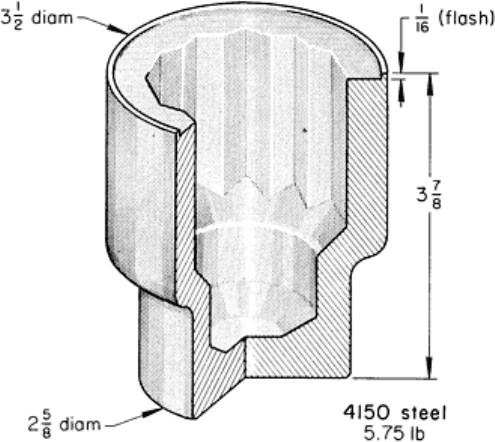
Fig. 5 Socket forged to final shape in one blow so that no machining was required for producing the 12-
point
spline. Dimensions given in inches.
Forging of Gears. It is possible to produce gears with a contoured grain flow that follows the configuration of the teeth
using high-energy-rate forging. In the case of spur gears, this is achieved by pancaking to cause lateral flow of the metal
in a die containing the desired tooth configuration at its periphery. Contoured grain increases the load-bearing capacity
without increasing the tooth size. In addition, the process minimizes the machining required to produce the finished gear.
Although spur gears are the easiest to forge, helical and spiral-bevel gears can also be forged if their configurations permit
ejection of the gear from the die cavity. Gears have been forged from low-alloy steel, brass, aluminum alloys, stainless
steel, titanium, and some of the heat-resistant alloys.
Gears with a diametral pitch of 5 to 20 are commonly forged with little or no machining allowance. The die life decreases
significantly when forging finer-pitch gears.
The forging of 5-diametral-pitch gears with an involute tolerance of 0.013 mm (0.0005 in.) and total composite error of
0.08 mm (0.003 in.) has been reported. These gears were forged with a tooth-to-tooth spacing deviation of about 0.025
mm (0.001 in.) and a total accumulated deviation of 0.089 mm (0.0035 in.). Over-the-pins dimensions were held to ±0.05
mm (0.002 in.) on these gears, and the total composite error was about 0.20 mm (0.008 in.).
Holding gear dimensions to extremely close tolerances may eliminate finish machining, but the savings may be exceeded
by higher die making/maintenance costs. Consequently, most forged gears have an allowance for machining.
A surface finish of 0.5 to 1.5 μm (20 to 60 μin.) on gear teeth is practical. However, even with a 0.5 μm (20 μin.) finish,
local imperfections can increase the average to 1.5 μm (60 μin.) or greater. Therefore, it would be difficult to maintain a
good surface finish on gear teeth without grinding.
Typical Gear Forgings. The 4.5 kg (10 lb) gear shown as part F in Fig. 3 was forged from 8620 steel billet 75 mm (3
in.) in diameter by 124 mm (4.9 in.) in length. An energy level of 353,000 J (260,000 ft · lbf) was needed to forge the gear
in one blow at 1230 °C (2250 °F). The web on the gear was forged to final thickness; the teeth were forged with 0.51 mm
(0.020 in.) of stock for finish machining.
The die inserts originally used to forge this gear were made of H11 or H13 tool steel. This steel typically softened after
producing 20 gears because of its temperature rising above the 565 °C (1050 °F) tempering temperature of H13 steel. The
use of Alloy 718 (UNS N07718) was found to improve the die insert life.
The automotive flywheel shown as part E in Fig. 3, 272.49 mm (10.728 in.) in diameter over the teeth and weighing 11 kg
(24 lb), was forged from a machined blank cast from class 40 gray iron (generally considered unforgeable). The machined
preform, a section of which is shown in Fig. 3, was heated to 955 °C (1750 °F) and forged at an energy level of 271,000 J
(200,000 ft · lbf). This part had the smallest tolerance specification. The diameter over the teeth and the thickness of the
body had a tolerance of +0.00 mm, -0.18 mm (+0.000 in., -0.007 in.). The largest tolerance on the part was ±1.02 mm
(±0.040 in.) on the diameter of a recess. Tolerances on the other recesses were ±0.18 mm (±0.007 in.) and +0.48 mm, -
0.00 mm (+0.019 in., -0.000 in.). This gear was forged to the finished dimensions.
Various gears with teeth as an integral part have been forged. These have ranged in outside diameter from 64 to 267 mm
(2.5 to 10.5 in.) and in weight from 0.54 to 11 kg (1.2 to 24 lb). Most have been made with 0.13 to 0.51 mm (0.005 to
0.020 in.) of stock on the flank of each tooth for finish hobbing and grinding. Gears forged with integral teeth normally
have longer fatigue and wear life than those made from a conventionally forged blank on which the teeth are hobbed,
shaped, or milled.
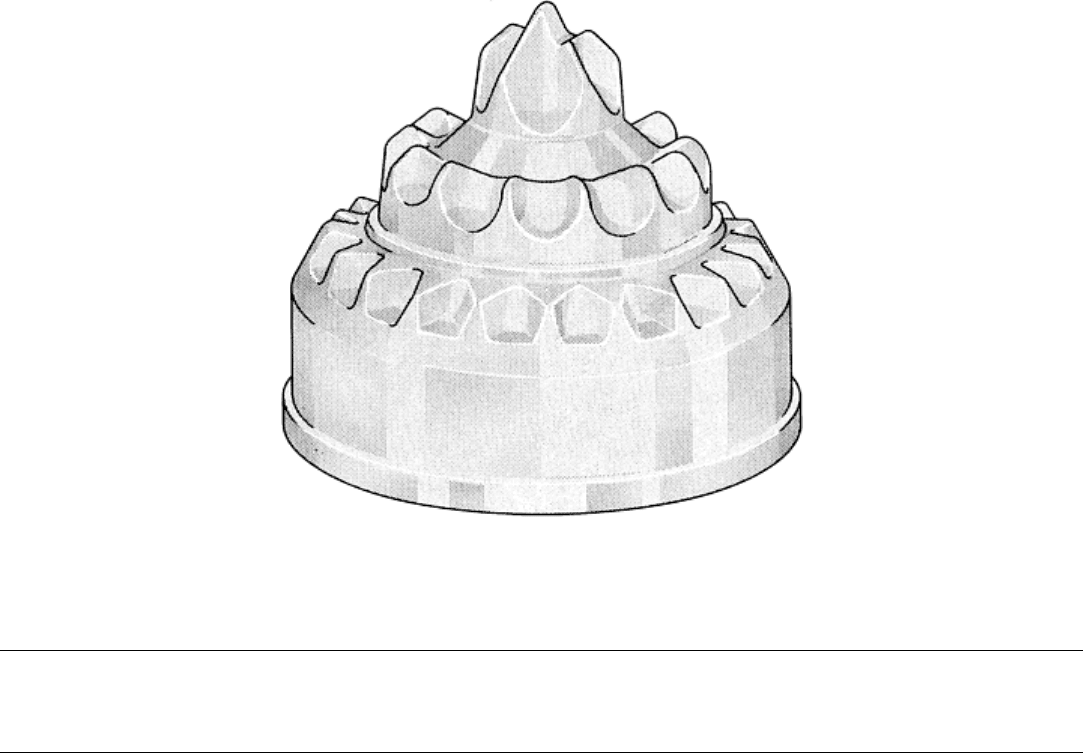
Developmental Work. High-energy-rate forging is continually being extended to new applications. The rock drill bit
shown in Fig. 6 is an example. Originally, the part was forged in a drop hammer as a conical forging, and the teeth were
machined into the forging; hammer forging the part with integral teeth was considered impossible. The feasibility of
forging the same part into near-net shape form has since been established using a HERF machine. The gray iron flywheel
shown as part E in Fig. 3 was an experimental part used to determine the feasibility of forging teeth on a cast iron
preform. Satisfactory parts have been made using the operating conditions listed.
Fig. 6 Rock drill bit that was forged with three rows of teeth as shown.
High-Energy-Rate Forging
Revised by Natraj C. Iyer, Westinghouse R&D Center
Selected References
• E.J. Bruno, Ed., High-Velocity Forming of Metals,
American Society of Tool and Manufacturing Engineers,
1968
• Forging and Casting, Vol 5, 8th ed., Metals Handbook, American Society for Metals, 1977
• H.J. Henning, "Pneumatic-Mechanical Forming Machines: Applications and Limitations," Paper MF68-
548, American Society of Tool and Manufacturing Engineers, 1968
• A. Thomas and K. Denham, Die Performance in High Rate Forging, in
Proceedings of the 12th
International MTDR Conference, Manchester, 1971, Macmillan, 1972, p 153-160
• S.A. Tobias, The State of the Art of High Energy Rate Bulk Forming, J. Mech. Work. Technol.,
Vol 9,
1984, p 237-277
Ring Rolling
C.R. Keeton, Ajax Rolled Ring Company
Introduction
RING ROLLING is a versatile metal-forming process for manufacturing seamless annular forgings that are accurately
dimensioned and have circumferential grain flow. Ring rolling usually requires less input material than alternative forging
methods, and it is applicable to production in any quantity.
In ring rolling, a heated doughnut-shaped blank, preformed on a press or forging hammer, is placed over a mandrel of
slightly smaller diameter than the hole in the blank. The roll gap between the mandrel (undriven) and a larger-diameter
driven main roll is progressively reduced. Friction between the main roll and the ring causes the ring to rotate, and the
ring in turn rotates the bearing-mounted mandrel. As the radial cross section of the ring decreases, circumferential
extrusion occurs in the direction of ring rotation, and the ring diameter grows. The work rolls may be plain, producing
uniformly rectangular ring cross sections, or may have grooves or flanges to produce contoured ring cross sections. Ring
height is controlled either by main roll shape or by the use of axial rolls set diametrically across the ring from the mandrel
and main roll pass.
Ring Rolling
C.R. Keeton, Ajax Rolled Ring Company
Product and Application
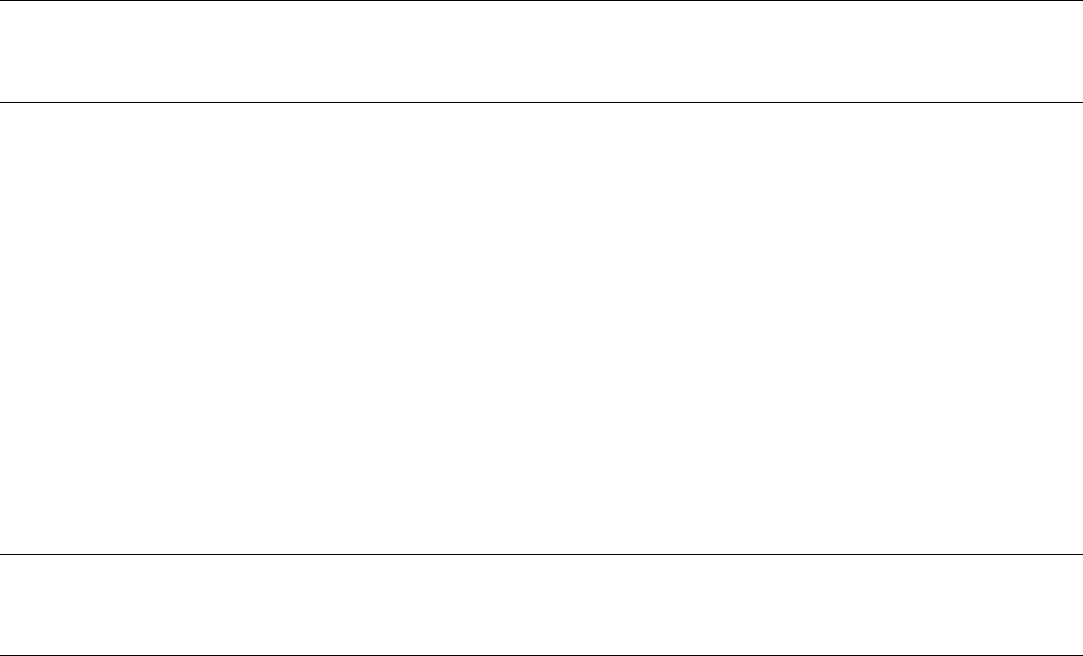
Annular components can be ring rolled from any forgeable material. The configuration can range from very flat washer-
shaped rings to long sleeve-type rings (Fig. 1). Typical materials include carbon and low-alloy steels, copper, brass,
aluminum and titanium alloys, and high-strength nickel- and cobalt-base alloys, which are very difficult to form.
Applications for seamless rolled rings include antifriction bearing races, gear rims, slewing rings, railroad wheel bearings,
commutator rings, rotating and nonrotating rings for jet engines and other aerospace applications, nuclear reactor
components, bevel ring gears, and flanges of all kinds (including weld-neck flanges), sheaves, wheels, valve bodies, food-
processing dies, and chain master links.
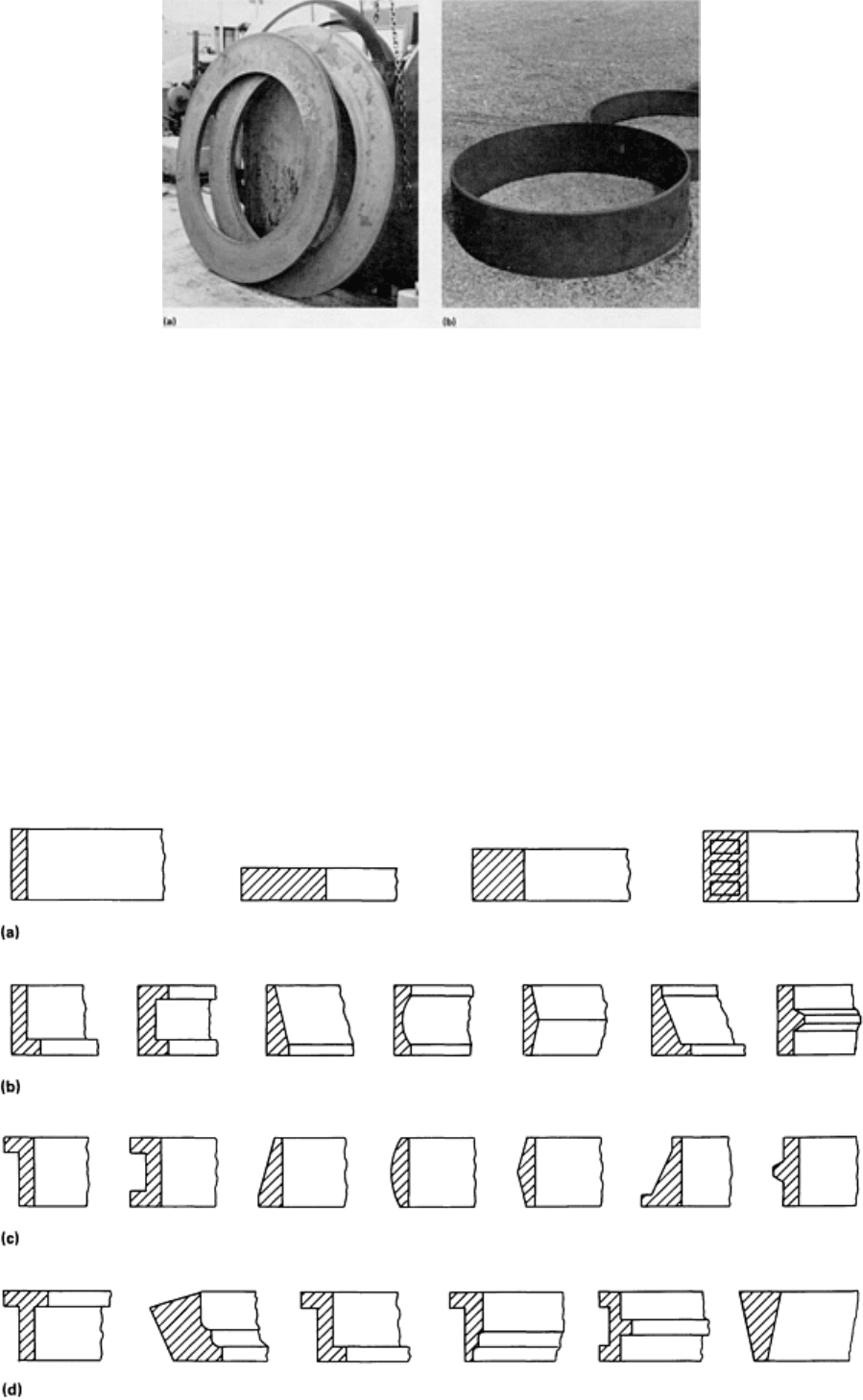
Fig. 1 Two possible rolled ring shapes. (a) Washerlike ring. (b) Sleeve-
type ring. Rings with contoured cross
sections can also be produced (see Fig. 2).
Sizes. About 90% of all rolled rings have outside diameters in the range from 240 to 980 mm (9.5 to 38.6 in.), heights
(lengths) ranging from 70 to 210 mm (2.75 to 8.25 in.), and wall thicknesses between 16 and 48 mm (0.63 and 1.9 in.). A
significant number of rings, however, are rolled outside the above parameters, and it is not unusual to find outside
diameters ranging from 75 mm to 8 m (3 in. to 26.25 ft), heights from 15 mm to 2 m (0.6 in. to 6.5 ft), and weights from
0.4 to 82,000 kg (0.9 to 181,000 lb).
Shapes (Contours). Figure 2 shows a range of typical contoured/shaped cross sections that can be produced by ring
rolling. In some cases, it is more economical and more practical to roll contoured rings as 2 in 1 multiples that are then
slit. The two identical components are usually mirrored so as to place the thinnest wall section at the midheight of the
rolled ring for ease of parting. Because the ring is then symmetrical about the line of midheight, such a ring can often be
rolled from a simple blank, and it behaves more predictably during rolling than an asymmetrical ring would if rolled
singly.
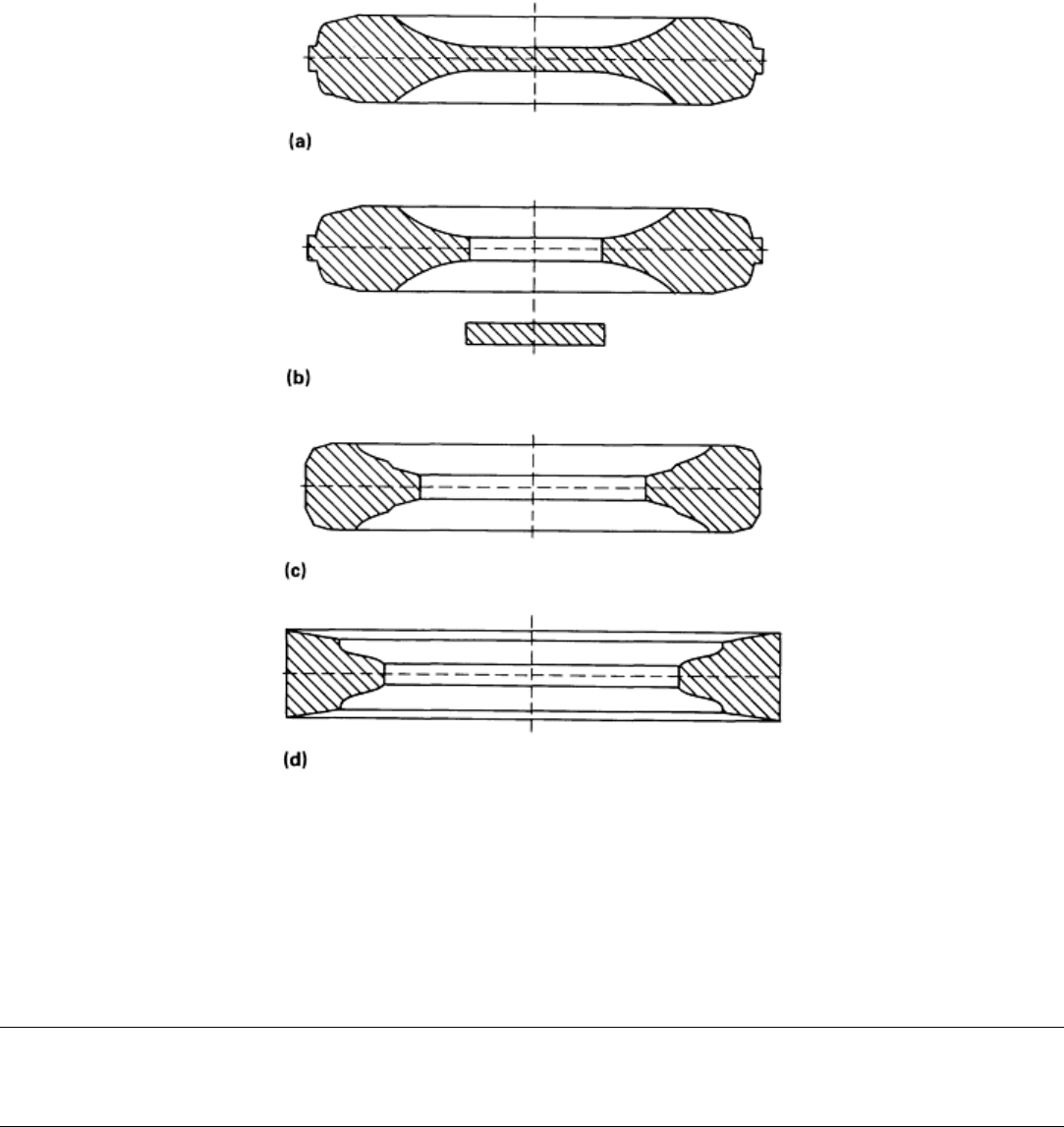
Fig. 2 Typical rolled ring cross sections. (a) Rectangular. (b) Rings with inside contours. (c) Rings with outsid
e
contours. (d) Rings with both inside and outside contours
Figure 3 shows the stages in producing a ring contoured on the inside diameter on a vertical mill, using a two-stage
rolling technique. With improved ring mill design and construction and the introduction of computer control, the old rules
concerning extremes of practically rollable ring-wall-to-ring-height ratios (1 to 4 for sleeves and 4 to 1 for flat, washer-
like rings) are no longer applicable.
Fig. 3 Stages in the production of a c
ontoured ring on a vertical mill. (a) Ring blank. (b) Pierced blank. (c) After
first rolling operation. (d) After final rolling
Washers with a wall-to-height ratio of 16 to 1 and sleeves with wall-to-height ratios of 1 to 16 have been rolled on the
same radial-axial ring mill. Using specially prepared tubular-shaped blanks, sleeves with wall-to-height ratios greater than
1 to 28 have been rolled in various materials.
Ring Rolling
C.R. Keeton, Ajax Rolled Ring Company
Machines
Historical Background. In the mid to late 19th century, the rapid expansion of rail-road systems created an increasing
demand for railroad wheel-tires. Originally, these items were forged, laboriously, using hammers. As early as 1852,
however, a tire rolling machine was built in England. The resulting increased productivity, improved product
performance, and ability to put more shape into the tires before machining ensured the ring rolling technique a firm
foothold in the forging industry.
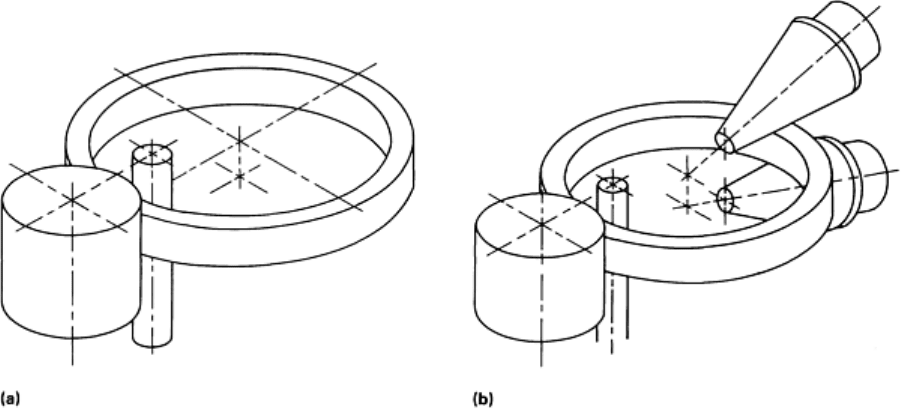
Early machines were radial-pass units only (Fig. 4); that is, they used a single roll-pair and controlled height by
containing the ring in a shaped tool. These machines were of two basic types, based on the plane of the ring during
rolling:
• Horizontal, in which the ring rotates about its vertical axis
• Vertical, in which the ring rotates about its horizontal axis
Fig. 4 Schematics showing single-pass (radial) rolling (a) and two-pass (radial-axial) rolling (b)
The vertical machine is limited in its diameter range by practical considerations of floor to working height. The upper
diameter limit of the horizontal machine is constrained only by the available floor space. With the horizontal machine
some means of supporting the bottom face of the ring must be provided. Either the main roll (older machines) or mandrel
of the vertical machine serves as the means of ring support.
As the use of the technique encompassed a greater variety of rings and ring end uses, the fundamental shortcoming of
single-pass rolling (end face defects) forced consideration of two-pass rolling (Fig. 4b). By the early 1900s, water-
hydraulic horizontal machines with directly operated valves were being constructed with this second pass diametrically
opposite the original radial pass for the purpose of (limited) axial height reduction. These machines were termed radial-
axial mills. The first oil-hydraulic servo-valve-controlled radial-axial mills appeared in the early 1960s.
From 1930 to 1980, rapidly increasing use of antifriction bearings gave rise to a demand for a particular type of seamless
rolled ring. Inner and outer bearing races are manufactured in a wide variety of sizes, those using rolled rings
predominantly ranging from 75 to 1000 mm (3 to 40 in.) in outside diameter, 40 to 250 mm (1.6 to 10 in.) in height, and
up to 140 kg (310 lb) in weight. High-output multiple-mandrel table mills were specifically designed to meet the lighter
end of this need.
Variations on these four basic mill types continue to emerge, with ever-improving machine designs and control systems.
Rapid advances in electronics have enabled the application of microprocessor and computer technology to ring rolling
equipment.
A variety of special-purpose machines have also been built at various times in the past 70 years. Both vertical and
horizontal railroad wheel rolling mills have existed since the turn of the century, although today they are few in number
because the wrought wheel has largely given way to the pressure cast wheel.
Of particular note is the recently available closed-die axial rolling (rotary or orbital forging) machine. In this machine, a
punched blank or prerolled ring produced on conventional ring rolling equipment is worked between inclining-rotating
dies. Annular forgings of very accurate dimensions, and in a range of complex cross sections, can be produced, using only
a fraction of the force required by competing forging processes.
Past attempts to employ the principle of rotary (orbital) forging have met with some success. Modern machine design and
construction methods have made it possible to build more durable machines. More information on these machines and the
rotary forging process is available in the section "Closed-Die Axial Rolling" in this article and in the article "Rotary
Forging" in this Volume.
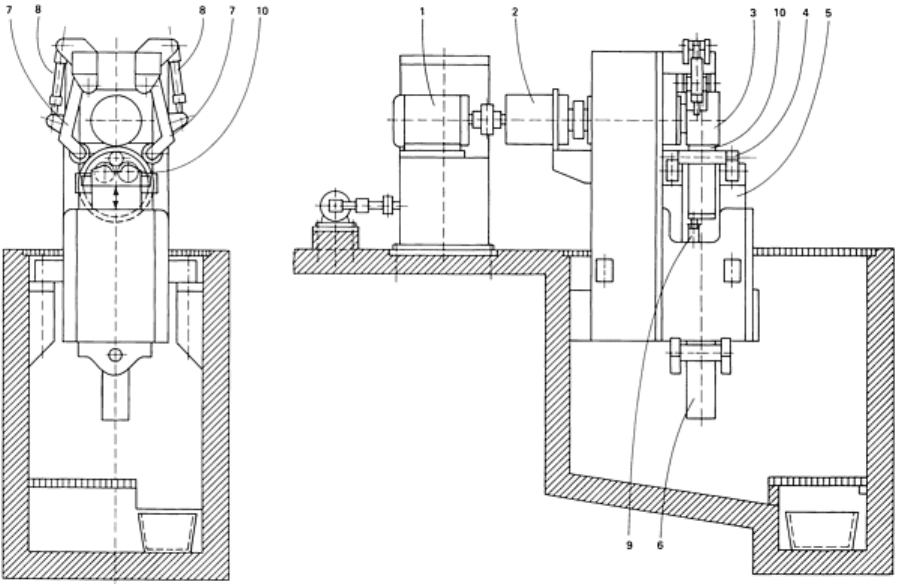
Vertical rolling machines (Fig. 5) offer more rolling force and drive power for a given capital outlay than their
horizontal single-pass or two-pass counterparts. This is due to the simplicity of their rugged construction and the minimal
requirements in terms of machine-accommodating foundations. Vertical rolling mills have for years been particularly
favored by U.S. West Coast producers of jet-engine rings--so much so that they are often termed California mills.
Fig. 5
Schematic of a vertical ring rolling mill. 1, motor; 2, transmission gear; 3, main roll; 4, mandrel; 5,
mandrel carriage; 6, hydraulic cylinder to r
aise and lower mandrel carriage; 7, centering rollers; 8, hydraulic
cylinder to control centering rollers; 9, tracer roll; 10, ring
Conventional hammer and press shops find such mills a logical and complementary extension of their facilities. These
mills can reduce ring production time to one-tenth that required in hammer forging, can produce smooth concentric
diameters, and can leave less allowance for machining.
Blanks are preformed on hammers and presses, and this same equipment is used to flatten the workpiece between
operations when open-pass rolling produces the characteristic fish tail defects in ring end faces. Profiled (contoured) main
rolls and mandrels can be used to produce correspondingly contoured cross sections. Table 1 lists the capacities of three
vertical ring rolling machines.
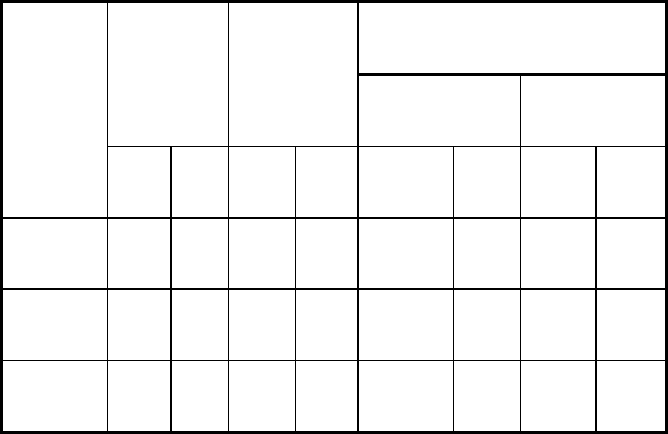
Table 1 Capacities of three vertical ring rolling machines
Size range of finished rings
Maximum
rolling force
Approximate
rolling speed
Outside diameter
Axial height
Model No.
kN tonf
m/s ft/s mm in. mm
in.
125 1250
140 1 3.3 250-1000
10-40
35-350
1.4-14
160 1600
180 1 3.3 275-1500
11-60
50-425
2-17
200 2000
225 1 3.3 300-2000
12-80
50-500
2-20
Radial-Axial Horizontal Rolling Machines. Although many single-pass horizontal machines are currently in use,
very few have been installed in recent years. The predominant modern machine is the two-pass radial-axial machine.
Figure 6 shows a schematic of the operating principles of a radial-axial ring rolling mill. The ring blank is placed over an
undriven mandrel (which can be retractable for ease of loading and unloading) and rests on table plates that form part of
the radial carriage. A separate roller support carriage is used for larger rings. A backing arm with a mandrel upper bearing
is lowered to support the mandrel. This backing arm is connected to the radial carriage so that they move as a unit,
hydraulically activated, toward the fixed-axis main roll.
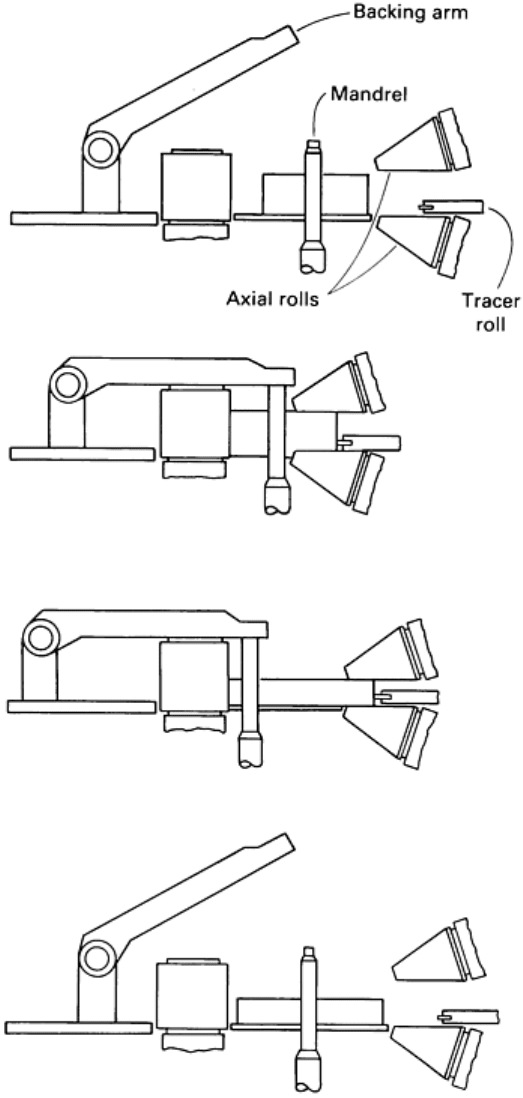
Fig. 6 Schematic showing operation of a radial-axial ring rolling mill.
The main roll rotates at a constant, preselected speed. The ring begins to rotate as the mandrel squeezes the ring wall. This
in turn causes the mandrel to rotate.
A separate housing, which holds a pair of conical (axial) rolls, advances until these rolls cover the end faces of the ring
blank. The lower conical roll is held in a fixed position such that the roll upper (horizontal) surface is typically 3 to 5 mm
(0.12 to 0.2 in.) above the level of the table plates. Both conical rolls are driven, and the upper roll is moved
hydraulically. The upper roll slides toward the lower roll to cause axial height reduction of the ring. The axial rolls
withdraw as the ring diameter increases, maintaining minimum slip rolling conditions between the conical rolls and the
ring end faces.