ASM Metals HandBook Vol. 14 - Forming and Forging
Подождите немного. Документ загружается.


Materials Characteristics. The principal materials factors that determine the spinnability of copper alloys are plastic-
strain ratio r, total available elongation, and work-hardening rate. In general, alloys with high r values, high tensile
elongation, and low work-hardening rates exhibit the highest spinnability.
Effects of Alloy Composition and Temper. Tough-pitch copper (Alloy C11000) is the easiest copper material to
spin and usually does not require intermediate annealing. Brasses, except for the multiphase alloy Muntz metal (C28000),
are readily spun, although the higher-zinc brasses sometimes require intermediate annealing. Tin brasses containing at
least 87% Cu require higher spinning pressure and more frequent annealing than brasses. Nickel silvers that contain at
least 65% Cu, as well as the copper nickels, are also well suited for spinning. Phosphor bronzes, aluminum bronzes, and
silicon bronzes are difficult to spin, but can be spun into shallow shapes under favorable conditions. Copper alloys that
are difficult to spin include Muntz metal, nickel silvers containing 55% Cu or less, beryllium coppers, alloys containing
more than about 0.5% Pb, naval brass (C46400), and other multiphase alloys.
The single-phase high-strength copper alloys can be heated for spinning to reduce the force required to permit the
spinning of thicker material or to permit more severe deformation, provided the increased cost for heating is justified. The
forming characteristics of Muntz metal, extra-high-leaded brass, and naval brass are also improved at elevated
temperature, but special precautions must be taken to avoid even the unintentional heating of the workpiece in spinning
brasses that contain 0.5% Pb or more and more than 64% Cu.
Annealed tempers are almost always used in spinning copper alloys. Larger grain sizes (lower hardnesses) are easier to
spin; finer grain sizes may be needed to meet surface finish requirements.
Although stock as thin as 0.1 mm (0.004 in.) can be manually spun under special conditions, manual spinning is usually
restricted to thicknesses of 0.51 to 6.35 mm (0.020 to 0.250 in.). Powered equipment is used in the upper part of this
range, and stock thicknesses in excess of 25.4 mm (1 in.) can be shaped by hot power spinning.
Applications. Typical products that are spun from copper alloys include bell-mouth shapes for musical instruments,
lighting fixture components, vases, tumblers, decorative articles, pressure vessel parts, and other circular parts with
bulged or recessed contours.
Forming of Copper and Copper Alloys
Frank Mandigo and Jack Crane, Olin Corporation
Contour Roll Forming
Nature of the Operation. Contour roll forming is an automated high-speed production process that is capable of
producing tubular, box, angular, and folded parts of varied and complex shapes (see the article "Contour Roll Forming" in
this Volume). Auxiliary operations such as notching, slotting, punching, and embossing can be combined with contour
roll forming.
The materials characteristics that determine the roll-forming capability of copper alloy strip are the same as those
that govern bend and stretch formability (see the sections "Bending" and "Drawing and Stretch Forming" in this article).
Alloy and Temper Effects. The bend properties given in Table 6 provide an indication of the relative suitability of
copper alloys for contour roll forming. Annealed tempers are needed for complicated shapes and parts with extremely
sharp bends or for severe stretch forming.
Applications. Contour roll forming is used less extensively with copper alloys than with steel and aluminum alloys
because there are fewer copper alloy parts that are made in sufficient volume to be produced economically by this type of
forming operation. Applications are primarily in the automotive and architectural industries.

Forming of Copper and Copper Alloys
Frank Mandigo and Jack Crane, Olin Corporation
Rubber-Pad Forming
Nature of the Operation. In this process, the rubber pad usually serves as the female die, in conjunction with an
inexpensive male punch. The pad is practically incompressible, and it transmits pressure in all directions in the same
manner as hydraulic fluid. Rubber-diaphragm forming uses hydraulic fluid behind the rubber pad. The most important
reasons for using rubber-pad forming in preference to conventional press techniques or other production methods are
improved formability, low tooling costs, and freedom from marking of workpiece surfaces. This is the most cost-effective
method of fabricating one-piece doorknobs.
Deep drawing by rubber-diaphragm or Marforming techniques often permits a 65% reduction of diameter in a single
draw, without producing wrinkles or surface defects that could require expensive finishing operations. More information
on the Marform process and other rubber-pad forming techniques is available in the article "Rubber-Pad Forming" in this
Volume.
Materials Characteristics. The materials properties of greatest importance in rubber-pad forming are the same as
those that control strip performance in metal dies; that is, deep drawing is dependent on the plastic-strain ratio r, stretch
forming is dependent on tensile elongation, bending is determined by strip ductility, and so on.
Effects of Alloy Composition and Temper. The same principles can be used to select the appropriate alloy
composition and temper for rubber-pad die forming that are used for parts formed with conventional metal dies.
Forming of Copper and Copper Alloys
Frank Mandigo and Jack Crane, Olin Corporation
Specialized Forming Operations
Hydraulic Forming. Copper alloys are sometimes formed by applying direct hydraulic pressure to the surface of the
workpiece in order to shape the workpiece against a rigid die. This procedure can be used to form grooves on large, thin,
flat sheets and to shape small parts to irregular contours. Tool cost is low, but the method is ordinarily applicable only to
small-lot production because of comparatively low production rates.
Embossing and swaging, which are closely related to coining (being compressive or deformation operations), are
also frequently used in the cold forming of copper alloys. The principles of alloy selection described for coining apply
equally to embossing and swaging. However, embossing (impressing letters, numerals, or designs into a surface by
displacing metal to either side) can be done on any copper alloy, with special attention to tooling and selection of temper
on the less formable alloys. Swaging is often used for the production of complicated electrical contacts from copper or
brass.
Electromagnetic forming, also known as magnetic pulse forming, is a process for forming metal by the direct
application of an intense, transient magnetic field. The workpiece is formed without mechanical contact by the passage of
a pulse of electric current through a forming coil (see the article "Electromagnetic Forming" in this Volume).
Electromagnetic forming can be used on copper and some brasses because of their high electrical conductivity and
excellent formability. Metals with a resistivity greater than about 16 μΩ· cm are formed by the use of a copper or
aluminum electromagnetic driver that is one to three times the thickness of the work metal. Thermally or electrically
conductive joints and structural joints are produced in a single forming operation. Field shapers are frequently used to
concentrate the forming force.
Electrical connections are made by electromagnetically swaging a copper band onto the end of stranded electrical
conductor wire before insertion into a brass terminal. Optimal conductivity with 100% mechanical strength and long life
under severe service conditions are obtained by using swaging forces great enough to compact the strands of the
conductor so that a cross section of the joint appears to be essentially solid copper.
Special Forming Considerations for Conductive Spring Materials. Increasingly, contact designers are
developing parts that rely on stepped or tapered beam thickness for optimal deflection or normal force characteristics.
Some designs involve complex geometries requiring high formability in some regions (as for crimp connections) coupled
with high strength in other regions (to resist permanent set in spring connections). Stepped or tapered contact beam
thicknesses can be achieved by coining heavier-gage strip in progressive dies. This practice, however, rapidly work
hardens copper alloys and reduces their formability. Die progressions that include the forming of contacts after a coining
operation must incorporate more generous minimum bend radii than those suggested in the product literature of the
supplier.
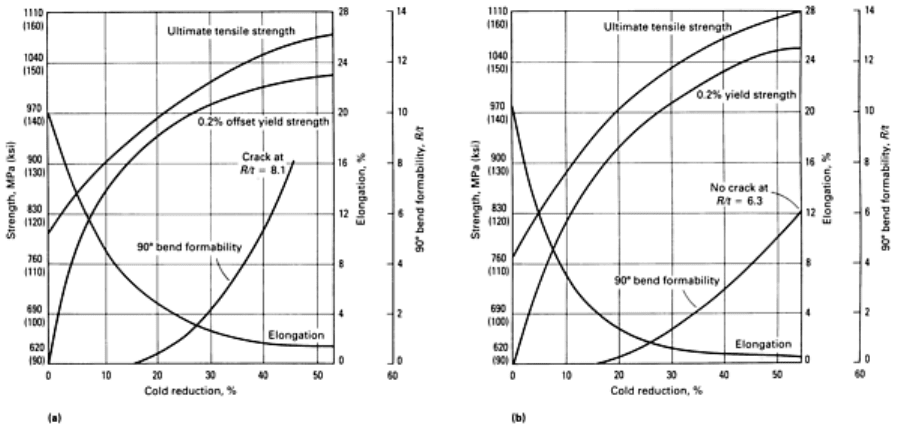
Figure 18 shows this change in formability for a mill-hardened temper of Alloy C17200 that was subjected to coining up
to 50% reduction in area and simulated by cold rolling after mill hardening. To avoid this formability problem, strip can
be purchased with variable gage across the slit width, which is produced by profile milling or skiving or by the
longitudinal electron beam welding of dissimilar thicknesses of strip. The need for localized high formability can also be
met by the longitudinal electron beam welding of dissimilar metals, combining, for example, ductile C19500 with high-
strength mill-hardened C17200.
Fig. 18
Change in formability as a function of the coining of Alloy C17200 in longitudinal (a) and transverse (b)
directions. The effect of coining is simulated by cold reduction. Original strip thickness in both cases was 0.41
mm (0.016 in.). Bend formability is measured as the ratio of bend radius R to strip thickness t.
An emerging electron beam application is the localized thermal softening of mill-hardened copper alloy strip to provide
increased formability with no sacrifice in strength in the remainder of a contact. Examples of these unique copper alloy
strip forms are shown in Fig. 19.
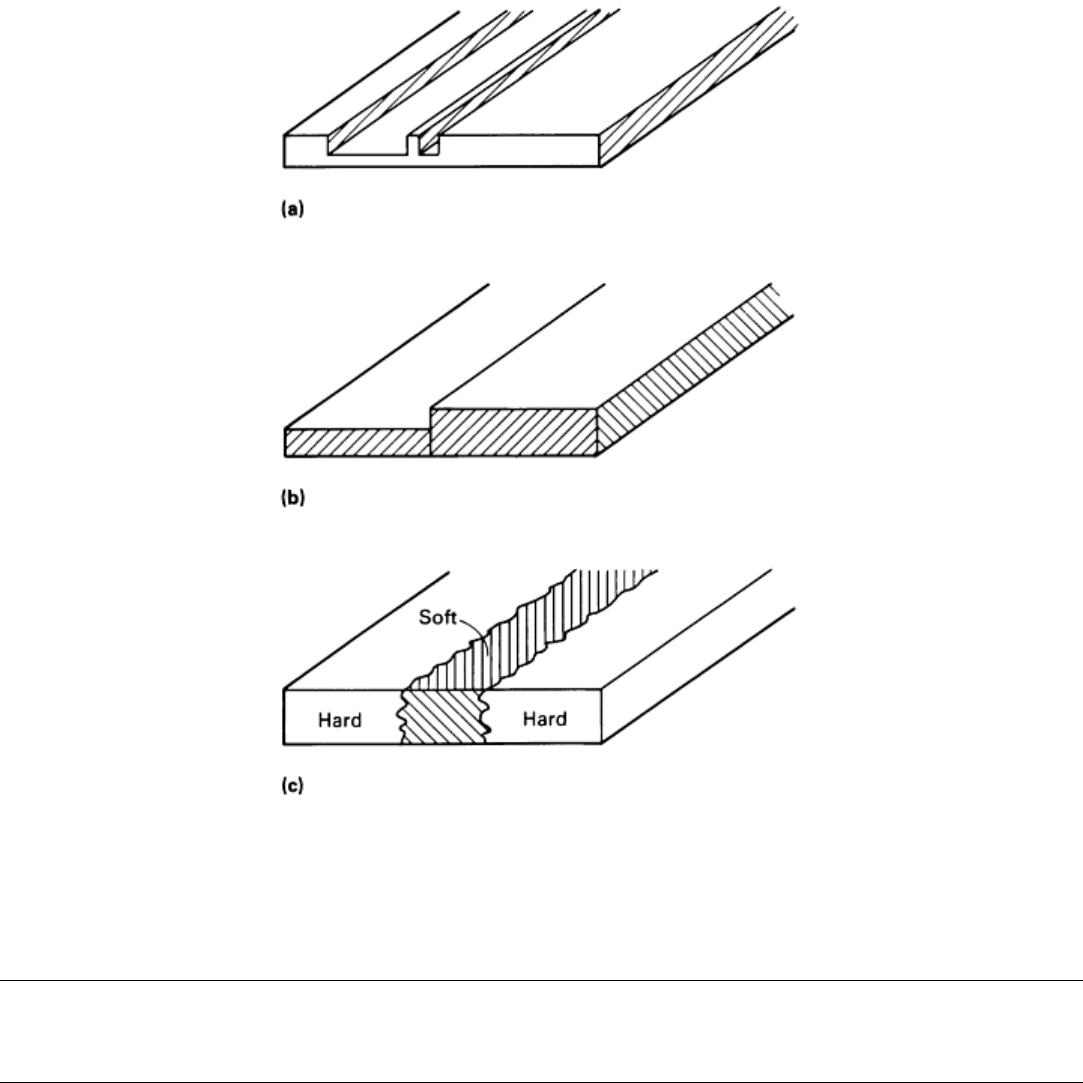
Fig. 19
Special treatment of copper alloy strip for optimized combinations of formability and spring
characteristics. (a) Profile milled st
rip. (b) Dissimilar thicknesses longitudinally welded; this method can also be
used to join dissimilar alloys. (c) Localized heat treatment (electron beam softening).
Forming of Copper and Copper Alloys
Frank Mandigo and Jack Crane, Olin Corporation
Springback
Springback is the elastic recovery that occurs in a plastically deformed part when it is released from tooling. It causes the
final part to have a geometry different from that of the press tooling. The springback that occurs in a bending operation is
shown schematically in Fig. 20. Springback must be taken into account in design and materials selection.
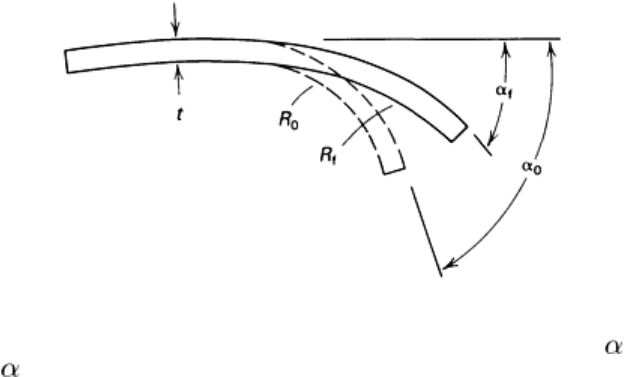
Fig. 20 Schematic of springback in a bending operation. t is sheet thickness, R
o
and,
o
are the die radius and
bend angle, and R
f
and
f
are the part radius and bend angle after springback.
Springback depends on alloy, temper, thickness, bend radius, and the angle of bend. For fixed tooling and press
conditions, springback increases as the strength of the copper alloy strip increases. Therefore, springback is increased by
cold rolling to increase strip temper and/or by alloy additions that increase strength. The springback behavior of three
copper alloys (C21000, C26000, and C35300) is shown in Fig. 21. These data indicate that springback increases with
increasing bend radius and decreasing strip gage. Springback values for tempers or bend radii not shown can be
interpolated from Fig. 21. Some strip suppliers provide springback data upon request.
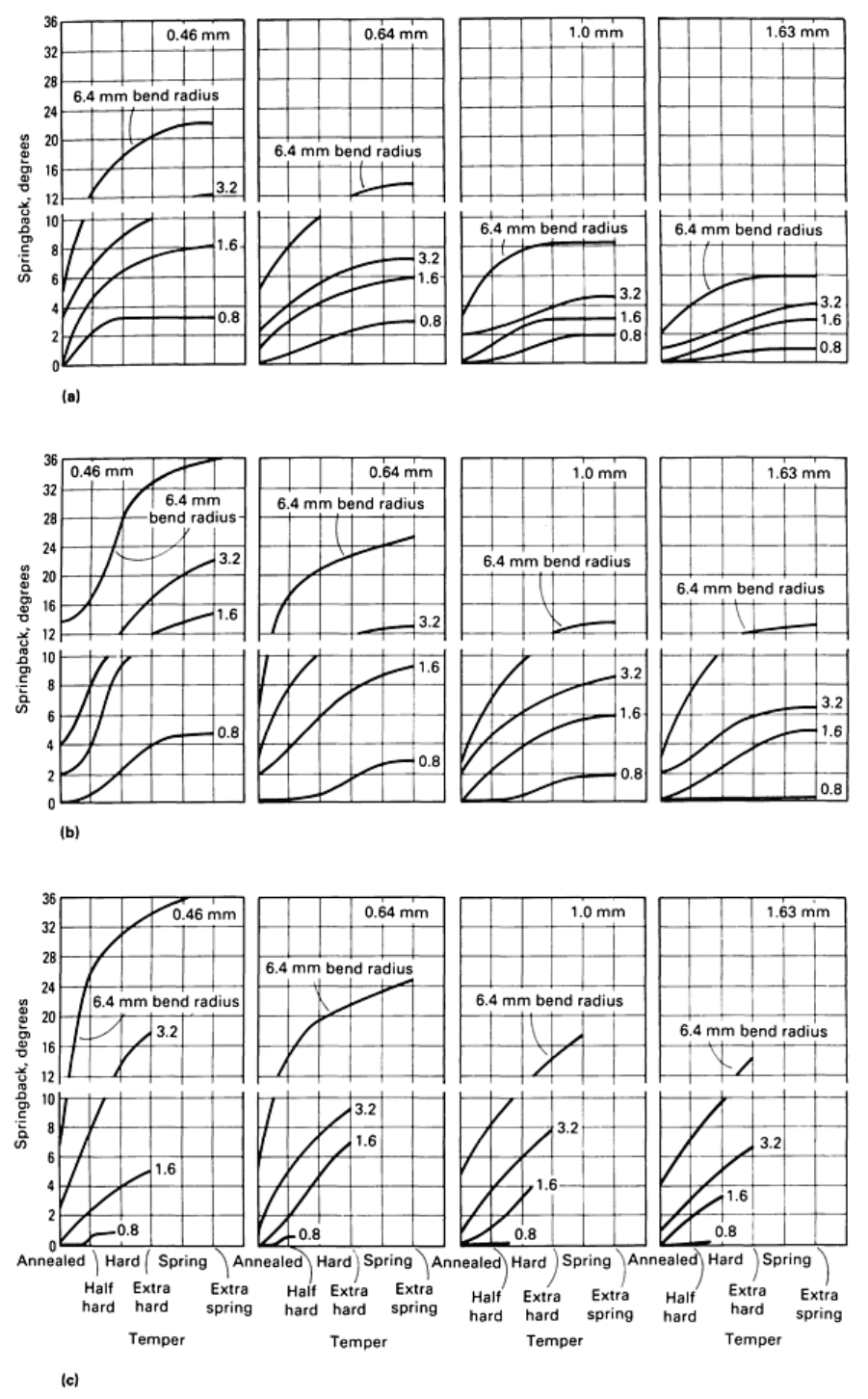

Fig. 21
Springback behavior of copper alloys as a function of temper, sheet thickness, and bend radius (90°
bends). (a) Alloy C21000. (b) Alloy C26000. (c) Alloy 35300.
Three techniques are commonly used to compensate for springback: overbending, restriking, and the use of special dies.
Over-bending simply deforms the part to a larger bend angle so that it is at the desired value after springback. Restriking
in original dies reduces springback in much the same manner as overbending, that is, by the introduction of additional
plastic deformation. Special dies often use coining action at bend radii to deform the metal plastically in the bend area
beyond the elastic limit. In other die modifications, the metal is pinched slightly at the bend region. When special dies are
used, careful control must be exercised because excessive thinning can cause part failure during bending or can make the
part susceptible to early failure in service.
Forming of Copper and Copper Alloys
Frank Mandigo and Jack Crane, Olin Corporation
Forming Limit Analysis
Forming limit analysis provides the means to assess sheet metal formability over a wide range of forming conditions,
including drawing, bending, and stretching. The amount of deformation that occurs during sheet forming, that is, the
strain state, is given in terms of, or related to, major and minor strains (e
1
and e
2
, respectively) measured from fiducial
markings printed or etched onto strip surfaces prior to fabrication. The analysis requires two curves:
• A forming limit curve (FLC), which indicates the ability of the material to distribute localized strain
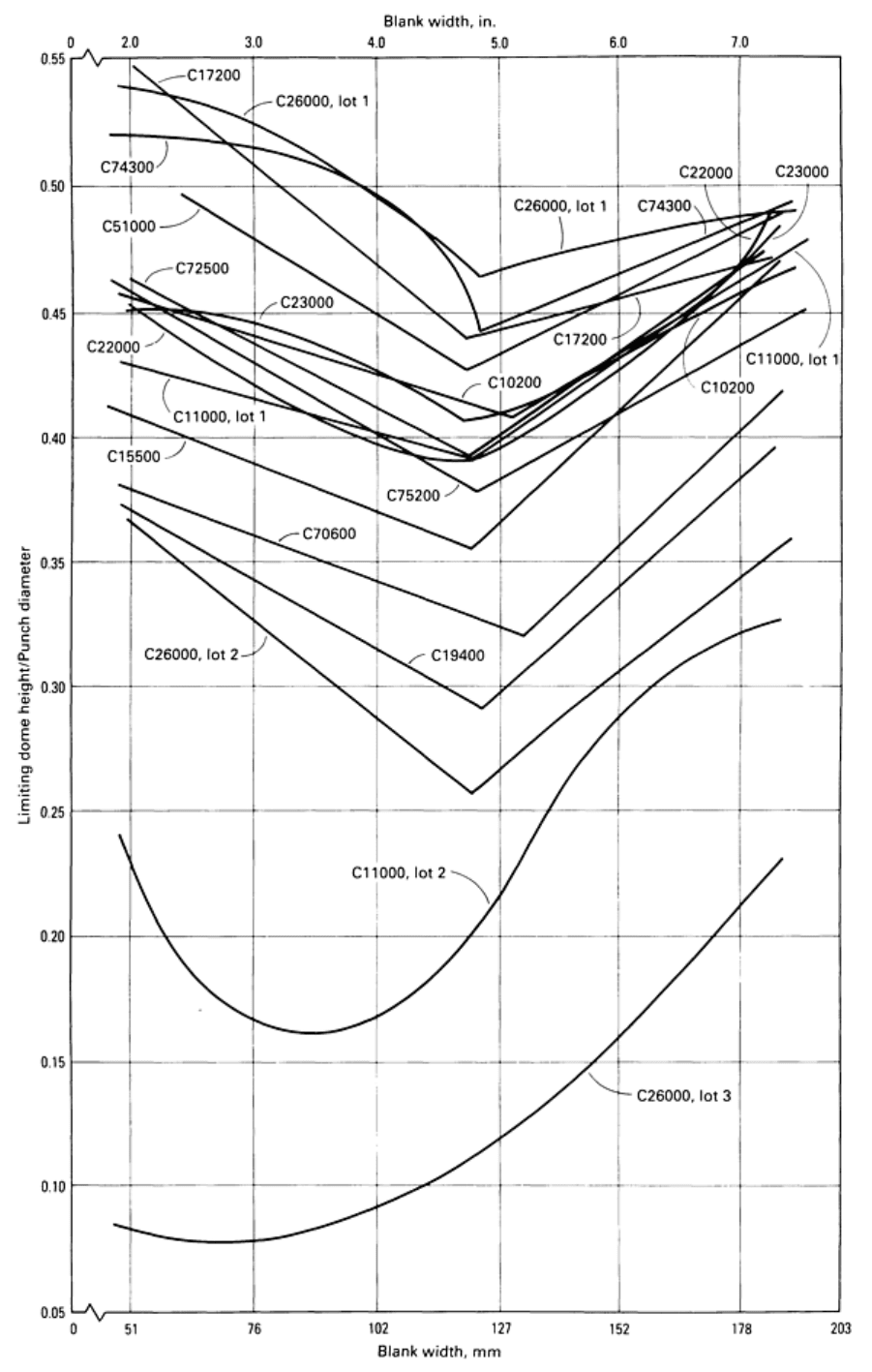
• A limiting dome height (LDH) curve, which indicates the overall ductility for forming of the material
These empirically determined curves show the biaxial strain or deformation limits beyond which failure may occur in
sheet metal forming. More information on the development and use of these curves is available in the article "Formability
Testing of Sheet Metals" in this Volume; the use of computers to generate such data is described in the article "Process
Modeling and Simulation for Sheet Forming" in this Volume.
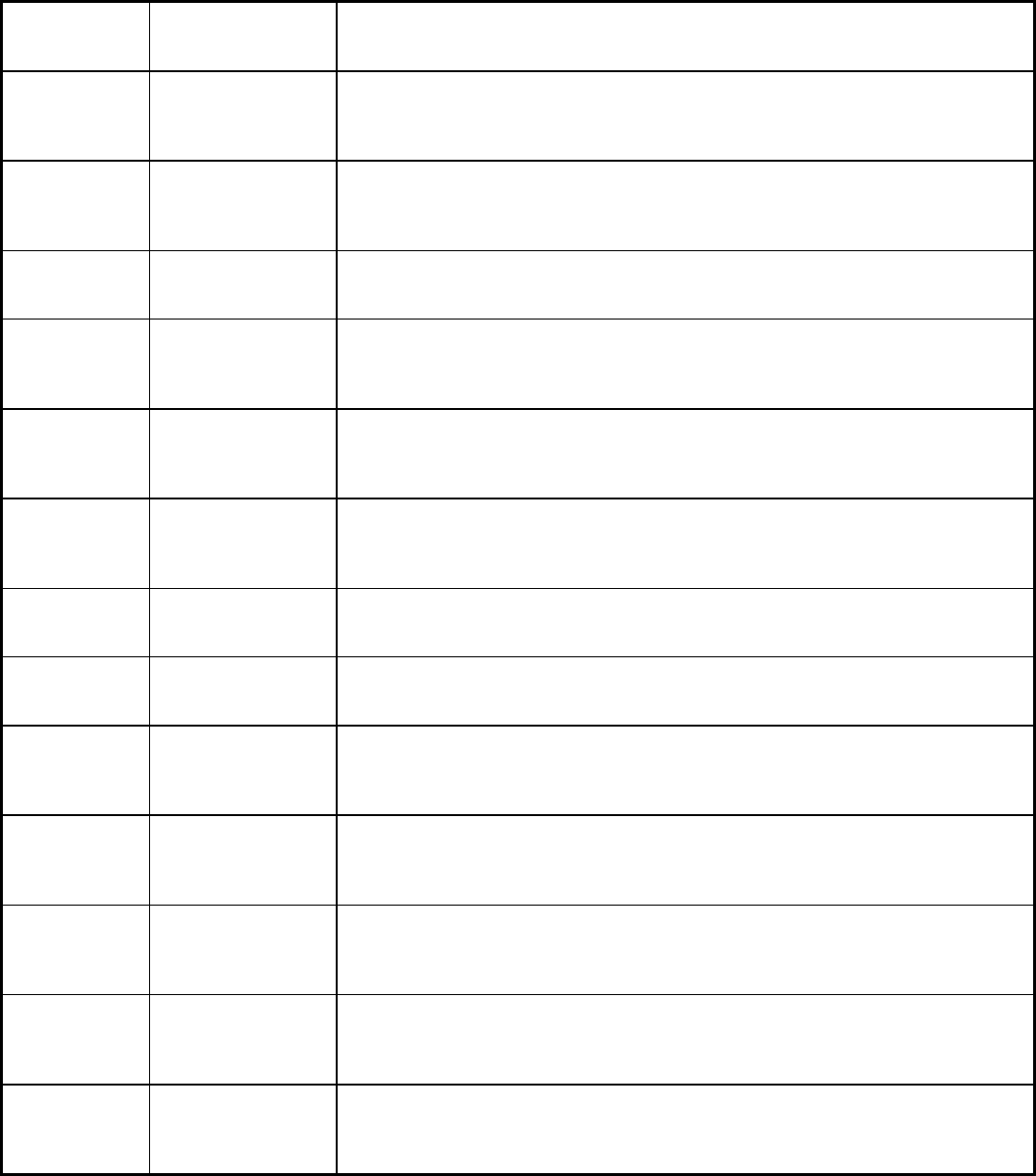
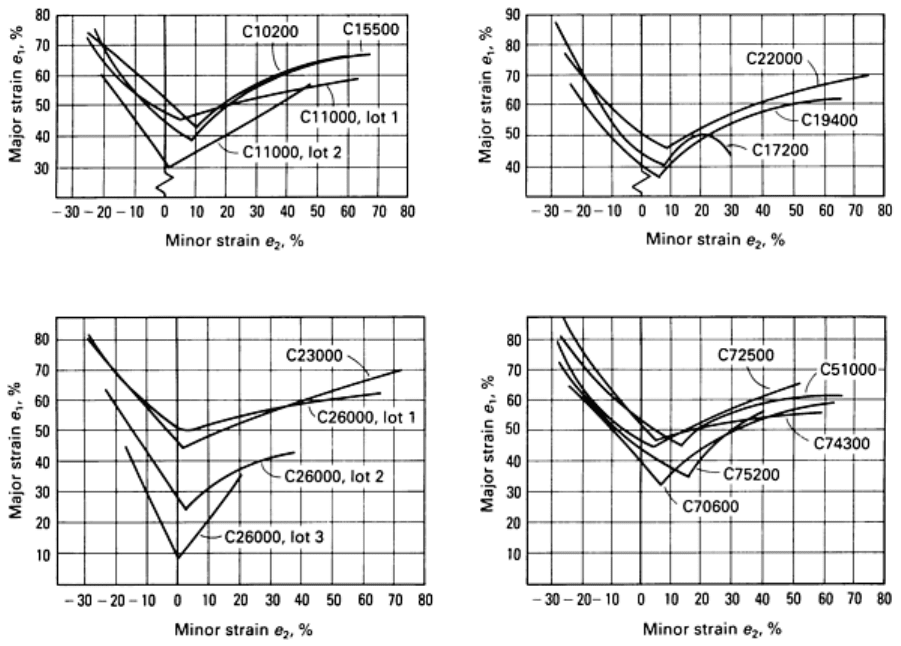
Forming limit and limiting dome height curves for 13 copper alloys are shown in Fig. 22 and 23. Table 8 lists UNS
designations, common names, alloy compositions, and tempers for the alloys tested. These data indicate that, in annealed
tempers, high-copper and copper-zinc alloys exhibit the highest FLC values, followed closely by Alloys C72500, C51000,
and C74300; these materials in turn are slightly better than Alloys C19400, C75200, and C70600. Increasing the temper
by cold rolling decreases forming capability, as shown in Fig. 22. The LDH data essentially follow the trend shown in
FLC behavior.
Table 8 Coppers and copper alloys evaluated using forming limit analysis
See Fig. 22 and 23 for results of analysis.
UNS
designation
Common name
Material conditions applicable to FLCs and LDH curves
C10200 Oxygen-free copper
Annealed, 0.66 mm (0.026 in.) thick, 0.014 mm (0.0006 in.) grain, 234 MPa (34 ksi)
UTS
(a)
C11000, lot 1 ETP copper
Annealed, 0.74 mm (0.029 in.) thick, 0.016 mm (0.00063 in.) grain, 224 MPa (32.5 ksi)
UTS
(b)
C11000, lot 2 ETP copper
Half hard, 0.69 mm (0.027 in.) thick, 268 MPa (38.8 ksi) UTS, 20% tensile elongation
(c)
C15500 Silver copper
Annealed, 0.71 mm (0.028 in.) thick, 0.009 mm (0.00035 in.) grain, 288 MPa (41.8 ksi)
UTS
C17200 Beryllium copper
Annealed, 0.25 mm (0.010 in.) thick, 0.019 mm (0.00075 in.) grain, 491 MPa (71.2 ksi)
UTS
C19400 HSM copper
Annealed, 0.69 mm (0.027 in.) thick, 319 MPa (46.3 ksi) UTS, 29% tensile elongation
(d)
C22000 Commercial bronze
Annealed, 0.69 mm (0.027 in.) thick, 0.017 mm (0.00067 in.) grain, 234 MPa (34 ksi)
UTS
(d)
C23000 Red brass
Annealed, 0.69 mm (0.027 in.) thick, 0.024 mm (0.00094 in.) grain, 293 MPa (42.5 ksi)
UTS
(e)
C26000, lot 1 Cartridge brass
Annealed, 0.64 mm (0.025 in.) thick, 0.025 mm (0.00098 in.) grain, 345 MPa (50 ksi)
UTS
(f)
C26000, lot 2 Cartridge brass
Half hard, 0.69 mm (0.027 in.) thick, 407 MPa (59 ksi) UTS, 28% tensile elongation
(e)
C26000, lot 3 Cartridge brass
Full hard, 0.51 mm (0.020 in.) thick, 531 MPa (77 ksi) tensile strength
C51000 Phosphor bronze A
Annealed, 0.69 mm (0.027 in.) thick, 0.014 mm (0.0006 in.) grain, 374 MPa (54.3 ksi)
UTS
C70600 Copper nickel, 10%
Annealed, 0.81 mm (0.032 in.) thick, 0.016 mm (0.00063 in.) grain, 361 MPa (52.4 ksi)
UTS
C72500 Copper-nickel-tin
alloy
Annealed, 0.69 mm (0.027 in.) thick, 0.023 mm (0.0009 in.) grain, 356 MPa (51.6 ksi)
UTS
C74300 Nickel silver
Annealed, 0.69 mm (0.027 in.) thick, 0.035 mm (0.0014 in.) grain, 387 MPa (56.1 ksi)
UTS
C75200 Nickel silver Annealed, 0.69 mm (0.027 in.) thick, 0.020 mm (0.0008 in.) grain, 405 MPa (58.7 ksi)
UTS
(a)
UTS, ultimate tensile strength.
(b)
LDH curves are medians based on 0.69, 0.74, and 0.79 mm (0.027, 0.029, and 0.031 in.) thickness data.
(c)
LDH curves are medians based on 0.64, 0.69, and 0.79 mm (0.025, 0.027, and 0.031 in.) data.
(d)
LDH curves are medians based on 0.69 and 0.74 mm (0.027 and 0.029 in.) thickness data.
(e)
LDH curves are medians based on 0.69, 0.79, and 0.81 mm (0.027, 0.031, and 0.032 in.) data.
(f)
LDH curves are medians based on 0.66 and 0.69 mm (0.026 and 0.027 in.) data.
Fig. 22 Forming limit curves for selected copper alloys. FLCs reveal local ductility during forming. See Table 8
for material designations, thicknesses, and tempers. Source: Ref 5, 6.