ASM Metals HandBook Vol. 14 - Forming and Forging
Подождите немного. Документ загружается.

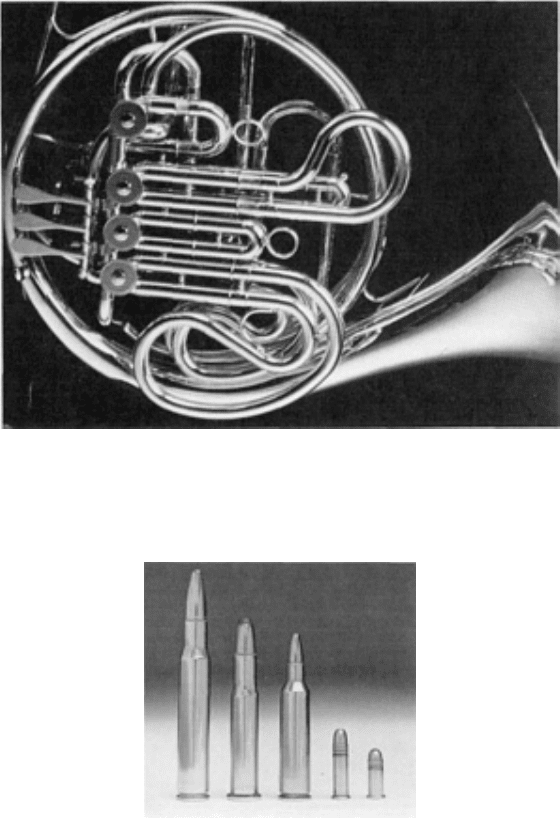
Fig. 7 French horn fabricated from copper alloys using complex bending and spinning operations.
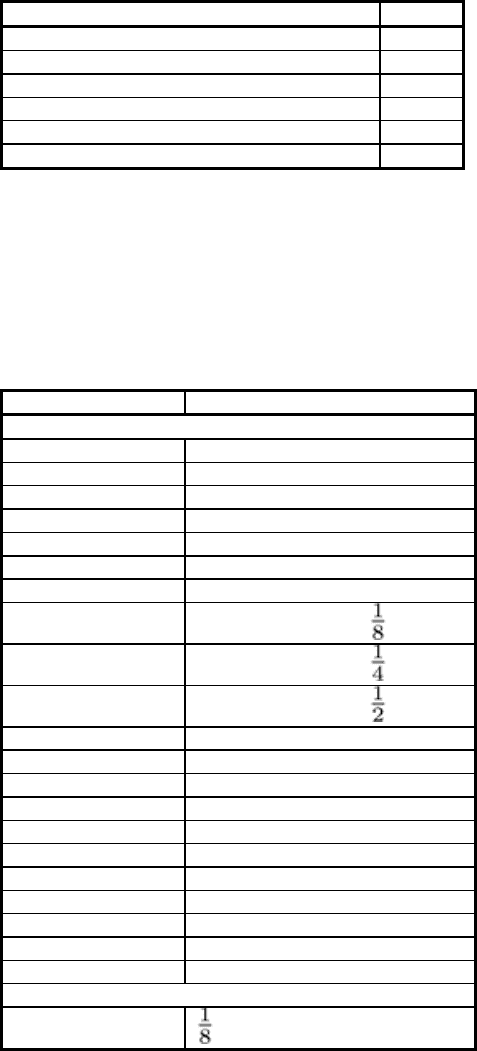
Fig. 8 Ammunition using a deep-drawn copper alloy cartridge case.
The forming of any part involves the interaction of material, tooling, and lubrication. Tooling and lubrication are
discussed in the article "Presses and Auxiliary Equipment for Forming of Sheet Metal" and "Selection and Use of
Lubricants in Forming of Sheet Metal" in this Volume and are noted in this article only where there are unique or specific
requirements for a copper alloy or a given forming operation. The forming characteristics of copper and copper alloys will
be discussed at length. All of the various major forming operations considered in this article--blanking, bending, stretch
forming, drawing, and coining--depend on some optimal combination of strength, ductility, and work-hardening behavior
of the sheet metal to provide the most cost-effective part. Therefore, much of this article is devoted to understanding the
trade-offs in strength, work-hardening, and ductility available by selection of material composition and temper. Strain rate
sensitivity m is also a factor in some forming operations. However, m is of practical significance only at elevated
temperature. A more comprehensive treatment of the relationships between these materials characteristics and formability
is available in the article "Formability Testing of Sheet Metal" in this Volume and in the article "Sheet Formability
Testing" in Mechanical Testing, Volume 8 of ASM Handbook, formerly 9th Edition Metals Handbook.
Other materials characteristics that reflect formability and can be determined using simple test specimens include the
plastic-strain ratio r, which is a measure of sheet anisotropy; the limiting draw ratio (LDR); bulge height; and minimum
bend-forming radius. These measurements are primarily used to assess drawing and stretching capacity specific to a given
alloy composition, cold-work level, and texture development.
Effects of Composition, Cold Work, and Heat Treatment on Formability
Copper alloys are primarily strengthened by cold work or by alloying additions that solid solution strengthen and enhance
strain hardening. A finely dispersed second phase is sometimes used as a grain refiner to maximize strength/ductility
combinations and/or as a means of ensuring good surface finish after forming.
Precipitation hardening is important to a small but important class of alloys, most notably, the beryllium copper alloys.
Copper-nickel-aluminum and copper-nickel-silicon alloys are also commercially important precipitation-hardenable
alloys. Spinodal and/or precipitation hardening is available in the copper-nickel-tin and copper-nickel-chromium systems.
Hardening by martensite transformation is available in the copper-aluminum system, but is rarely used commercially.
Copper alloys are classified using the Unified Numbering System (UNS). The designations of the Copper Development
Association (CDA) are also used and correspond closely to UNS designations. Wrought copper alloys are divided in the
UNS system into the following groups:
Copper and high-copper alloys
C1xxxx
Zinc brasses
C2xxxx
Zinc-palladium brasses
C3xxxx
Zinc-tin brasses
C4xxxx
Tin bronzes
C5xxxx
Aluminum, manganese, and silicon
C6xxxx
Copper-nickel and copper-nickel-zinc alloys
C7xxxx
Copper alloys are supplied in annealed (soft) and cold-worked (hard) tempers, as defined in Table 1. These designations
are only guidelines; the supplier should be consulted for specific property/temper characteristics. Temper designations for
precipitation-hardened alloys are covered in the section "Precipitation Hardening and Cold Working" in this article.
Table 1 ASTM B 601 temper designations for copper and copper alloys
Temper designation
Temper name or material condition
Annealed tempers
025
Hot rolled and annealed
050
Light annealed
060
Soft annealed
061
Annealed
065
Drawing annealed
068
Deep-drawing annealed
070
Dead soft annealed
080
Annealed to temper-- hard
081
Annealed to temper-- hard
082
Annealed to temper-- hard
OS005
Average grain size 0.005 mm
OS010
Average grain size 0.010 mm
OS015
Average grain size 0.015 mm
OS025
Average grain size 0.025 mm
OS035
Average grain size 0.035 mm
OS050
Average grain size 0.050 mm
OS070
Average grain size 0.070 mm
OS100
Average grain size 0.100 mm
OS120
Average grain size 0.120 mm
OS150
Average grain size 0.150 mm
OS200
Average grain size 0.200 mm
Cold-worked tempers
H00
hard
H01
hard
H02
hard
H03
hard
H04
Hard
H06
Extra hard
H08
Spring
H10
Extra spring
H12
Special spring
H13
Ultra spring
H14
Super spring
Cold-worked and stress-relieved tempers
HR01
H01 and stress relieved
HR02
H02 and stress relieved
HR04
H04 and stress relieved
HR06
H06 and stress relieved
HR08
H08 and stress relieved
HR10
H10 and stress relieved
HR50
Drawn and stress relieved
Cold-worked and order-strengthened tempers
HT04
H04 and order heat treated
HT06
H06 and order heat treated
HT08 H08 and order heat treated
Solid-Solution Strengthening and Cold Working. Solute elements provide a major means of strengthening
copper, and the magnitude of strengthening depends on the type and level of addition. Table 2 lists mechanical properties
resulting from various alloying additions to copper in the annealed condition. Neither tensile elongation (Table 2) nor
reduction in area fully defines usable formability and should not be used to correlate formability; they can, however, offer
some insight into formability. It is clear from Table 2 that strength higher than that of pure copper (Alloy C11000) can be
acquired with limited or no loss of ductility by solid-solution alloying.
Table 2 Mechanical properties of selected solid-solution copper alloys
Grain sizes of all materials listed ranged from 0.010 to 0.025 mm (0.0004 to 0.001 in.).
0.2% offset
yield strength
Tensile
strength
Alloy designation and common name
Nominal
composition, %
MPa ksi MPa
ksi
Elongation,
%
C11000 (Electrolytic tough-pitch) 99.90 min Cu 83 12 241 35
48
C21000 (Gilding, 95%) Cu-5Zn 97 14 262 38
45
C23000 (Red brass, 85%) Cu-15Zn 110 16 290 42
45
C26000 (Cartridge brass, 70%) Cu-30Zn 179 26 379 55
48
C50500 (Phosphor bronze, 1.25% E) Cu-1.4Sn 124 18 290 42
47
C51000 (Phosphor bronze, 5% A) Cu-5Sn 165 24 345 50
50
C61000
(a)
(. . .) Cu-8Al 207 30 483 70
65
C70600 (Copper nickel, 10%) Cu-10Ni 124 18 317 46
38
C71500 (Copper nickel, 30%) Cu-30Ni 172 25 400 58
32
C75200 (Nickel silver, 65-18) Cu-18Ni-18Zn 179 26 414 60 37
(a)
Available only as tube, but properties are illustrative of copper-
aluminum
alloy strip properties.
Figure 9 shows the work-hardening behavior of copper (C11000) and several copper alloys in terms of strength and
ductility versus cold reduction. The relative work-hardening effects of various alloying elements are evident; the strong
effect of aluminum is contrasted with the weak effect of nickel, with zinc and tin being intermediate. Ductility, as
indicated by tensile elongation, decreases with cold reduction. Again, however, the combination of strength and ductility
is enhanced by solid-solution additives even after cold working.
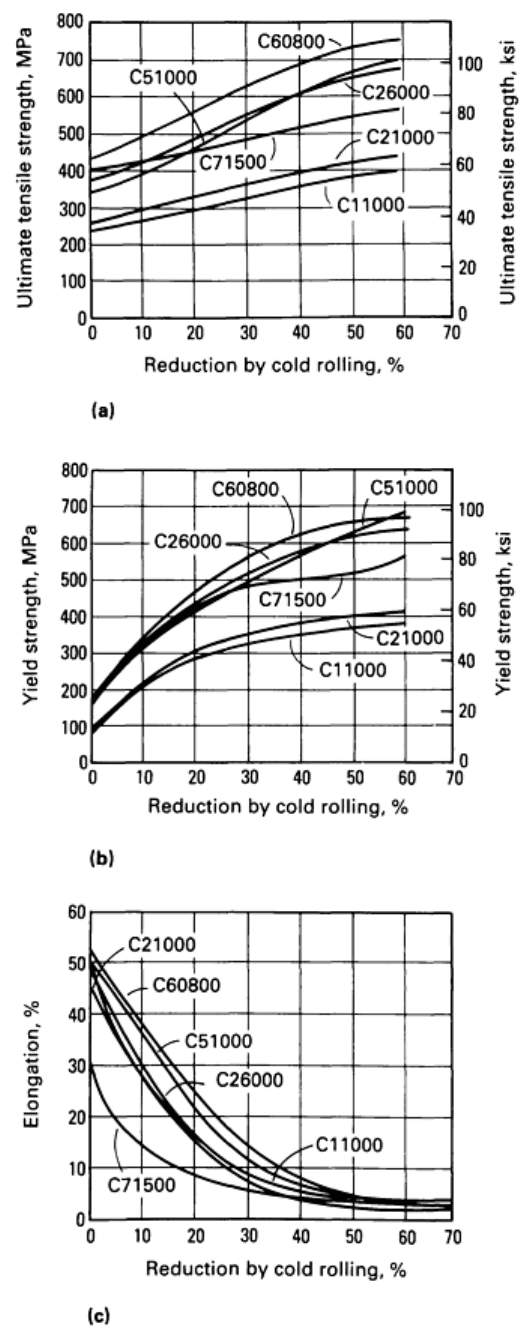
Fig. 9 Work-hardening behavior of copper and some solid-
solution copper alloys. (a) Effect of cold work by
rolling reduction on ultimate tensile strength
. (b) Effect of cold work on yield strength. (c) Effect of cold work on
elongation.
Precipitation Hardening and Cold Working. Precipitation-hardenable alloys offer the opportunity to form parts in
the maximum-ductility (solution-annealed) condition and then harden the formed part to maximum strength with a
precipitation heat treatment. However, fabrication requirements may preclude this option. Alloys containing 0.15 to 2.0%
Be can be strengthened by solid-state precipitation. For alloys with high beryllium content (1.8 to 2.0%), combinations of
cold work and elevated-temperature aging produce material with tensile strength above 1380 MPa (200 ksi). Lower
beryllium contents are used to sacrifice some strength for better thermal and electrical conductivities. Forming can
precede aging or follow it; the choice is based on property and formability requirements, as well as practicality.
In many cases, volume changes that accompany aging, or other fabricating constraints, preclude aging treatment of the
formed part, and the precipitation-hardened alloys are therefore provided in mill-hardened tempers. Mill-hardened alloys
are either solution annealed or cold rolled before being given an aging treatment at the mill to produce a specific set of
final properties.
Mill-hardened tempers are designed to balance the requirements of strength and formability. They are of particular
importance for intricate parts such as electronic connectors, where elimination of customer heat treatment and cleaning
steps are important to the economics and/or fabrication of the part. Parts that require sharp bends or maximum formability
should be formed from the annealed or rolled tempers before final aging to reach the desired peak strength.
Mill-hardened tempers are much stronger than unaged rolled tempers, but compromise some formability compared to the
rolled tempers in favor of avoiding customer aging and cleaning. The grain size of these alloys is less than 0.03 mm
(0.001 in.) for gages from 0.1 to 1.27 mm (0.004 to 0.050 in.) thick. Temper designations for precipitation-hardening
systems are given in Table 3; mill-hardened temper designations correspond to supplier designations.
Table 3 ASTM B 601 temper designations for precipitation-hardened copper alloys
Temper designation
Temper name or material condition
Solution-treated temper
TB00
Solution heat treated
Solution-treated and cold-worked tempers
TD00
TB00 cold worked to hard
TD01
TB00 cold worked to hard
TD02
TB00 cold worked to hard
TD03
TB00 cold worked to hard
TD04
TB00 cold worked to full hard
Precipitation-hardened temper
TF00
TB00 and precipitation hardened
Cold-worked and precipitation-hardened tempers
TH01
TD01 and precipitation hardened
TH02
TD02 and precipitation hardened
TH03
TD03 and precipitation hardened
TH04
TD04 and precipitation hardened
Precipitation-hardened and cold-worked tempers
TL00
TF00 cold worked to hard
TL01
TF00 cold worked to hard
TL02
TF00 cold worked to hard
TL04
TF00 cold worked to full hard
TL08
TF00 cold worked to spring
TL10
TF00 cold worked to extra spring
TR01
TL01 and stress relieved
TR02
TL02 and stress relieved
TR04
TL04 and stress relieved
Mill-hardened tempers
TM00
AM
TM01
HM
TM02
HM
TM04
HM
TM06
XHM
TM08 XHMS
The mechanical properties of four precipitation-hardenable alloys in the solution-annealed condition are given in Table 4.
The work-hardening behavior of several precipitation-hardening systems in the solution-annealed condition is shown in
Fig. 10. The strong effect of beryllium content on solid-solution strengthening and work hardening is evident in Fig. 10
for Alloy C17200. Table 5 lists the mechanical properties of selected tempers of mill-hardened alloys.
Table 4 Mechanical properties of precipitation-hardenable copper alloys in the annealed condition
0.2% offset yield strength
Tensile strength
UNS
designation
MPa ksi MPa ksi
Elongation, %
C17200 290 42 476 69
40
C17500 207 30 310 45
27
C70250 138 20 338 49
37
Table 5 Mechanical properties of mill-hardened copper alloys
0.2% offset yield strength
Tensile strength UNS designation
Temperature
(a)
MPa ksi MPa ksi
Elongation, %
C17410 TM04 655-862 95-125 758-896 110-130
4-15
C17500 HTR 758-965 110-140 827-1034
120-150
1-4
TM00 552 min 80 min 620 min 88 min
6 min
C70250
TR04 690 min 100 min 731 min 106 min
2 min
TM02 690-862 100-125 827-931 120-135
12-18
C17200
TM04 793-931 115-135 931-1034
135-150
9-15
C72400 TM02 690-827 100-120 876-1000
127-145
10-17
(a)
See Table 3.
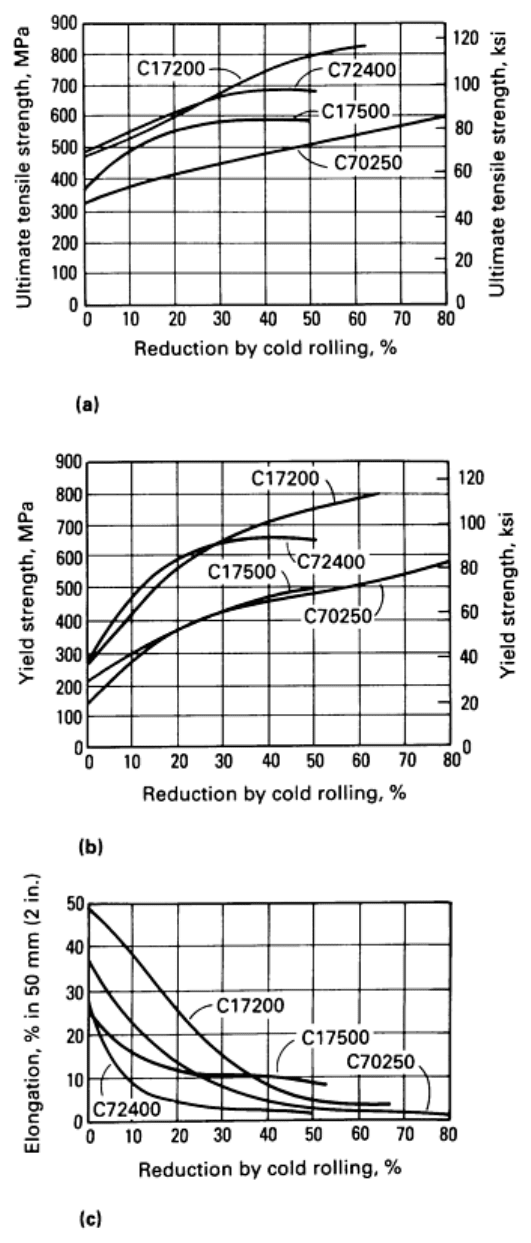
Fig. 10 Work-hardening behavior of four precipitation-hardening copper alloys in the solution-
annealed
condition. (a) Effect of cold work by rolling reduction on ultimate tensile strength. (b) Effect of cold work on
yield strength. (c) Effect of cold work on elongation.
Postforming Heat Treatment. Heat treatments, aside from those employed to precipitation harden, are used after
forming to reduce susceptibility to stress corrosion (primarily the brasses) or to increase the stiffness or stress relaxation
resistance of electrical or electronic springs (mainly the brasses, aluminum bronzes, and copper-silicon alloys). These
postforming treatments are performed at low temperatures.
Formability of Copper Alloys Versus Other Metals
In forming a given part, no single materials property completely defines formability. As previously noted, formability can
best be rationalized in terms of the strength, work hardening, and ductility of a copper alloy, but these parameters do not
allow direct correlation with formability. The problem becomes even more difficult when comparing different alloy
systems--for example, ferrous and nonferrous.
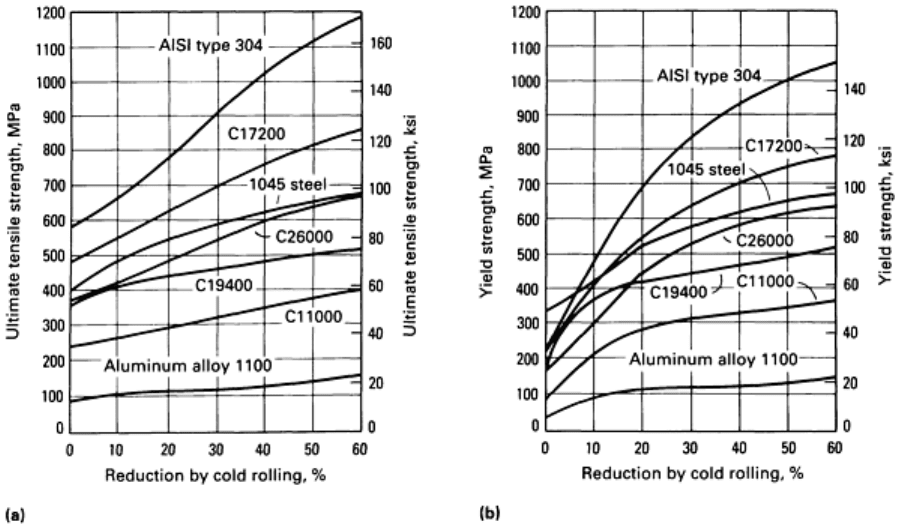
Figure 11 shows the annealed ultimate tensile and yield strengths and response to cold rolling for AISI type 304 stainless
steel, 1045 steel, aluminum Alloy 1100, copper Alloy C11000, and some selected copper alloys. The high work-
hardening rate and strength of the austenitic stainless steel are evident. The copper alloys range from above aluminum to
above low-carbon steel in strength and work-hardening rate. A comparison of limiting draw ratio with the plastic-strain
ratio r for ferrous and nonferrous alloys is shown in Fig. 12. Increasing values of r and LDR reflect increasing drawability
(see the section "Drawing and Stretch Forming" in this article).
Fig. 11 Work-hardening behavior of copper alloys versus that of low-
carbon steel, austenitic stainless steel,
and aluminum. (a) Effect of cold work by rolling reduction on ultimate tensile strength.
(b) Effect of cold work
on yield strength.
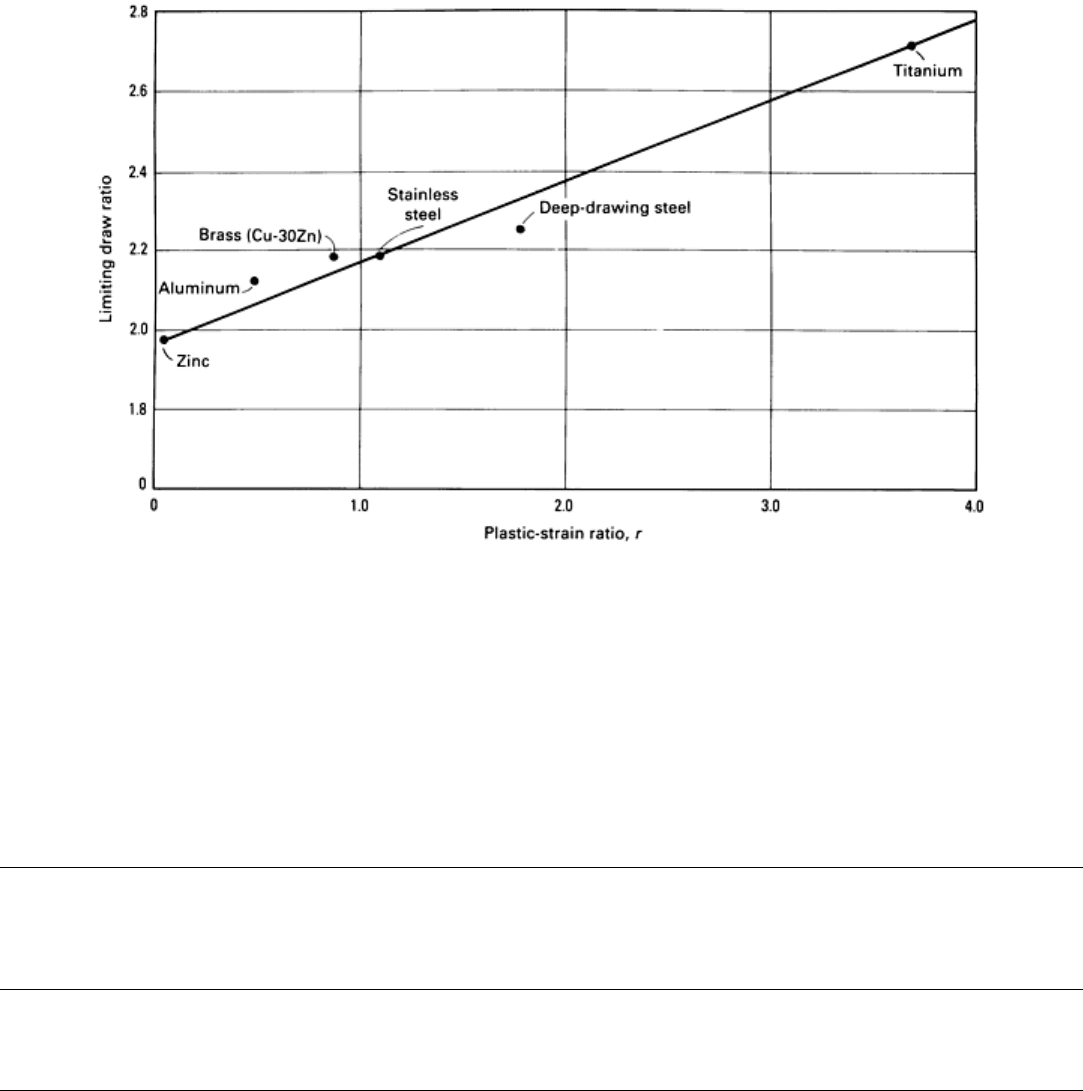
Fig. 12 Plastic-strain ratio r versus limiting draw ratio for different metals. Source: Ref 1
In general, copper alloys offer better strength/formability combinations than most other alloy systems. The choice of
material system is usually based on economics, including material and other fabrication costs as well as properties.
In general, copper alloys offer better strength/formability combinations than most other alloy systems. The choice of
material system is usually based on economics, including material and other fabrication costs as well as properties.
Reference cited in this section
1.
Sheet Metal Industries--Yearbook, Fuel and Metallurgical Journals Ltd., 1972/1973
Forming of Copper and Copper Alloys
Frank Mandigo and Jack Crane, Olin Corporation
Blanking and Piercing
Nature of the Operation. Blanking, piercing, and related cutting operations (trimming, notching, parting, and so on)
are often used to provide parts that are subsequently formed to final shape by such operations as bending, drawing,
coining, and spinning. Cutting operations are frequently conducted in the same press tooling used to form and shape the
final part geometry. The principal objective of any cutting operation is to produce a workpiece that has the correct
geometric shape, is free of distortion, and possesses sheared edges that are of sufficient quality to allow subsequent
forming, finishing, and/or handling operations.
Materials Considerations. Copper and copper alloys can be readily blanked and pierced. The strip characteristics that
directly affect the quality of the workpiece and/or final part produced by cutting operations are flatness, dimensional
tolerances, (width, thickness, and so on), and shear-to-break ratio. The flatness and dimensional tolerances of copper alloy

strip depend on the equipment and manufacturing expertise. The shear-to-break characteristics of strip depend on strip
composition and temper.
Effects of Alloy Composition and Temper. The quality of blanked edges--shear to break, rollover, breakout angle,
burr height, and so on--is determined by both die clearance and material characteristics. Burr-free and distortion-free parts
can be cut from annealed copper alloy strip at die clearances to about 5% of strip thickness. Unalloyed coppers, such as
C10100 and C10200, require smaller clearances (usually <5%) and less latitude in actual values to produce burr-free
edges, even in rolled tempers. Copper alloys that contain second-phase particles (for example, C19400), that have high
solute additions (such as C26000 or C51000), and/or that are cold rolled more than 50% generally exhibit high-quality
blanked edges at die clearances in the range of 3 to 12%. Low-lead additions to brass and other copper alloys will
decrease burrs and the shear-to-break ratio in blanking operations--but at some cost to formability in almost all types of
forming.
Forming of Copper and Copper Alloys
Frank Mandigo and Jack Crane, Olin Corporation
Bending
Nature of the Operation. Many connectors, terminals, and spring-like components are fabricated by simple bending
operations. Bending is an operation in which a blanked coupon is wrapped, wiped, or formed over a die to a specified
radius and bend angle. Bend formability is usually expressed as minimum bend radius R in terms of strip thickness t (R/t).
Minimum bend radius is defined as the smallest radius around which a specimen can be bent without cracks being
observed on the outer fiber (tension) surface. Bend deformation is highly localized and is confined to the region of the
workpiece in contact with the bending die. Workpiece thickness is not substantially reduced unless the bend radius is less
than 1.0t or the part is coined during bending. A detailed review of bend testing is provided in the Section "Bend Testing"
in Mechanical Testing, Volume 8 of ASM Handbook, formerly 9th Edition Metals Handbook.
Materials Characteristics. Ductility is the principal materials factor that determines bend formability. The ductility
factor of first order importance is the ability of a material to distribute strain in a highly localized region, that is, necking
strain. The necking strain available depends on alloy composition and temper. As strength is increased by cold work, the
ability of an alloy to distribute necking strain decreases. The extent to which bend formability is decreased with
increasing strength is dependent on the alloy composition and the strengthening mechanism. Conventional tensile
elongation cannot be used to predict bend formability, because it does not adequately account for the contribution of
necking strain. However, if the tensile specimen gage length were decreased to define an area of deformation equal to that
deformed during bending, comparable ductility values would be obtained.
Effect of Alloy Composition, Temper, and Orientation. Bend data for a wide range of copper alloys are
summarized in Table 6. Strength-to-bend formability characteristics are dependent on alloy composition, temper, and
orientation. The principal strengthening mechanism is through solute additions to increase the work-hardening rate. For
example, additions of 15 and 30% Zn to copper increase the tensile-strength-to-bend properties by 220 and 290 MPa (32
and 42 ksi), respectively, for 0.25 mm (0.010 in.) thick good-way bends at a bend radius of 0.4 mm ( in.). Precipitation
strengthening is also an important mechanism employed to improve the strength-to-bend performance of copper alloy
strip, particularly if the part is bent in a softer temper and subsequently aged to a higher strength.
Table 6 Maximum strengths required to make the indicated bends in various copper alloys
Maximum strength required to make bend of indicated radius in material of indicated thickness, MPa (ksi)
Good-way bend
Bad-way bend
UNS designation
0.25 (0.010)
(a)
0.50 (0.020)
(a)
0.76 (0.030)
(a)
0.25 (0.010)
(a)
0.50 (0.020)
(a)
0.76 (0.030)
(a)