ASM Metals HandBook Vol. 14 - Forming and Forging
Подождите немного. Документ загружается.

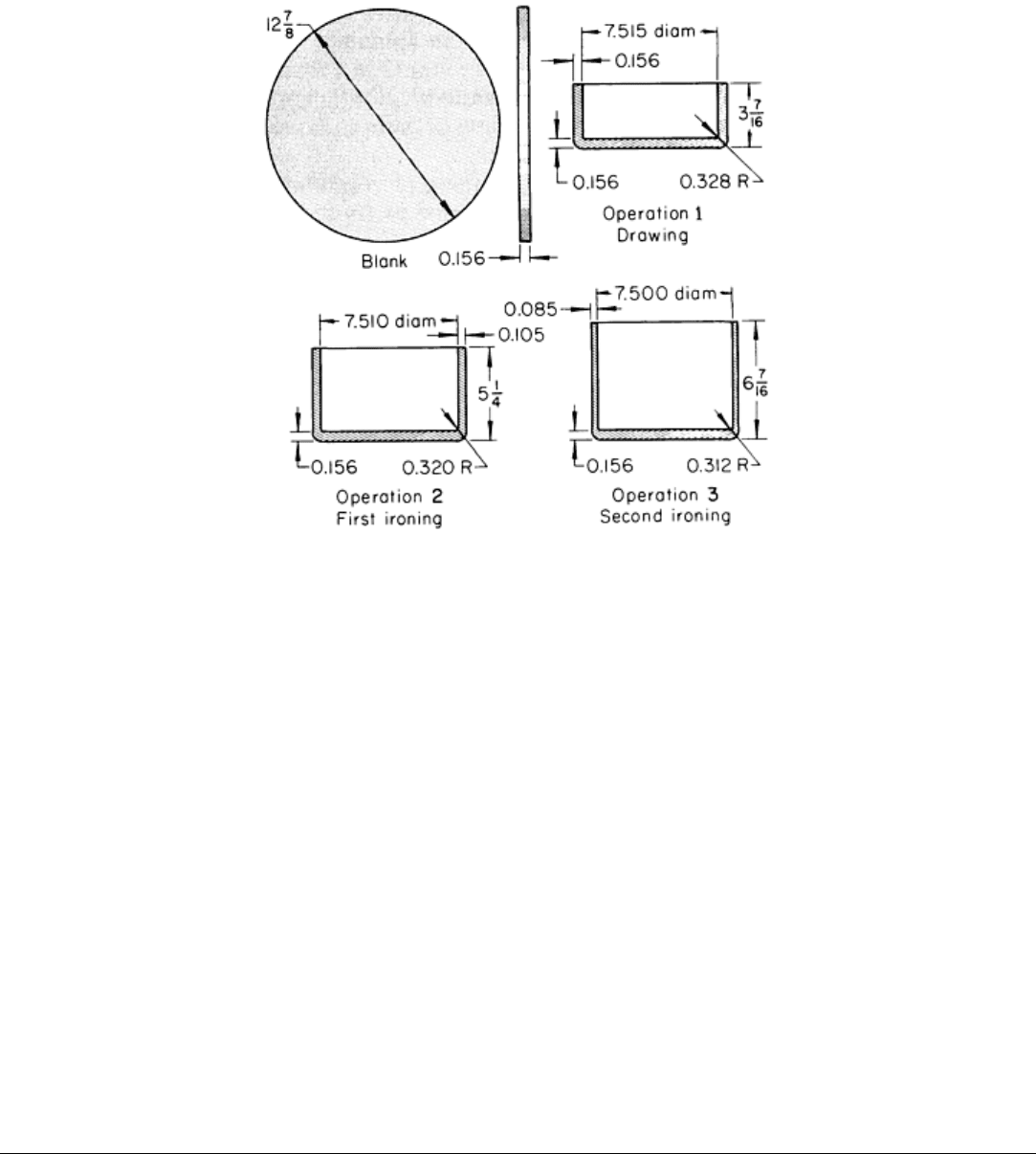
Fig. 9 Progression of shapes in production of a shell
with a thick bottom and thin sides in one draw and two
ironing operations. Dimensions given in inches
Hot Drawing. Severe drawing operations are often impossible to perform at room temperature on large and relatively
thick shapes made from high-strength aluminum alloys. However, the lower strength and increased ductility at
temperatures above the recrystallization point of the alloy make it possible to produce large and relatively thick shapes by
hot drawing. There is little or no advantage when stock is less than 3.2 mm (0.125 in.) thick. Alloys frequently used in
applications of this type include nonheat-treatable alloys 5083, 5086, and 5456, and heat-treatable alloys 2024, 2219,
6061, 7075, and 7178.
Heavy-duty presses and related equipment are required. Drawing temperatures range from 175 to 315 °C (350 to 600 °F).
The length of time the workpiece is held at temperature is controlled to avoid excessive grain growth in areas with little
strain hardening. Ordinary drawing compounds break down or burn at elevated temperature, and are not suitable for hot-
drawing operations.
Graphite-containing tallow and hard yellow naphtha soap have sometimes been used as lubricants at intermediate elevated
temperature. Lubricants that remain stable above 260 °C (500 °F) include graphite and molybdenum disulfide. These
materials can be used in the colloidal form with a volatile vehicle, mixed with other lubricants, or applied to the die as
powders.
Forming of Aluminum Alloys
Spinning
Spinning is often used for the forming of aluminum alloy shapes that are surfaces of revolutions. The manual lathes,
automatic spinning machines, chucks, and tools used for aluminum alloys are essentially the same as those used for steel
and the other metals commonly formed by spinning (see the article "Spinning" in this Volume).
Hand-spinning lathes and simple tools are suitable for forming aluminum alloy blanks 0.51 to 2.05 mm (0.020 to 0.081
in.) thick; with proper care, stock as thin as 0.10 mm (0.004 in.) can be spun. For thicker and larger blanks, auxiliary

equipment is used to apply pressure to the workpiece. This equipment varies from a simple scissors arrangement to feed
screws for controlling tool advance; pressure against the work is provided by air or hydraulic cylinders.
Blanks up to 6.4 mm ( in.) thick can usually be spun at room temperature. For greater thicknesses, semimechanical to
fully mechanical equipment is used, and the work metal is heated. Work metal 25 mm (1 in.) or more in thickness
requires special heavy-duty machines and hot spinning.
Aluminum alloy parts 76 mm (3 in.) thick have been spun experimentally. Equipment is available for the spinning of parts
as large as 5 m (16 ft) in diameter.
Tolerances for the spinning of aluminum alloys are essentially the same as those for other common metals.
Alloys. A number of aluminum alloys are widely used in spinning applications. Desirable properties are ductility,
relatively low ratio of yield strength to ultimate strength, low rate of work hardening, and small grain size.
The alloys of low and intermediate strength that are spun most frequently include 1100, 2219, 3003, 3004, 5052, 5086,
and 5154. Annealed blanks are generally used for severe forming; however, a harder temper is sometimes preferred, if it
is sufficiently formable, to avoid a tendency to ball up ahead of the tool. A harder temper also may be used when forming
is not severe enough to give the product its necessary strength by work hardening.
Heat-treatable alloys used for high strength in the finished part are 2014, 2024, and 6061. If the forming is extensive,
these alloys often must be annealed several times during spinning, or they may be spun hot.
One method used frequently for spinning heat-treatable alloys is:
• Spin annealed blank to approximate form
• Solution heat treat and quench
• Spin to final form at once, before appreciable age hardening
If spinning to the final form cannot be done after solution heat treating and quenching, the quenched parts should be
placed in a refrigerator, or packed in dry ice, and held as close to -20 °C (0 °F) as possible until they can be spun. The
parts are aged to the T6 temper after spinning has been completed.
Typical spindle speeds for spinning flat blanks and drawn shells of various diameters are listed in Table 4. Rotational
speed is decreased as blank diameter increases, so that peripheral speed is maintained in the same range regardless of the
size of the workpiece. Peripheral speed ordinarily averages about 915 m/min (3000 ft/min) for aluminum alloys. This is
somewhat faster than the speeds normally used in spinning copper, brass, stainless steel, and low-carbon steel.
Table 4 Typical spindle speeds for the spinning of aluminum alloy flat blanks
Blank diameter
m in.
Spindle
speed, rpm
Flat blanks
Up to 0.3
Up to 12
600-1100
0.3-0.6 12-24
400-700
0.6-0.9 24-36
250-550
0.9-1.8 36-72
50-250
1.8-3.0 72-120
25-50
3.0-4.5 120-180
12-25
4.5-5.3 180-210
12
Drawn shells
0.25-0.35
10-14
1000-1200
0.35-0.50
14-20
650-800
0.50-0.75
20-30
475-550
0.75-1.0 30-40
325-375
1.0-1.3 40-50
250-300
1.3-1.8 50-70
200-210
1.8-2.3 70-90 150-175
Lubricants are needed in nearly all spinning operations. Beeswax, tallow, and petroleum jelly are suitable for most
small parts. Hard yellow naphtha soap is an effective lubricant for larger workpieces. Colloidal graphite in kerosene, or
compounds containing molybdenum disulfide, are used in hot spinning. Lubricating compounds used must be easily
removable from the finished part without costly treatments.
Applications. Parts produced from aluminum alloys by spinning include tumblers, pitchers, bowls, cooking utensils,
ring molds, milk cans, processing kettles, reflectors, aircraft and aerospace parts, architectural sections, tank heads, and
streetlight standards.
Spinning is often selected in preference to drawing when quick delivery of small quantities is important, because the spun
parts can usually be delivered before drawing tools have been made. Cones, hemispheres, tapered shapes, and parts with
complex or reentrant contours (if surfaces of revolution) are often more readily formed by spinning than by other
methods. Spinning is also used for very large parts when suitable press equipment and tools are not readily available or
are too costly.
Spinning is not usually economical for quantities of more than 5000 to 10,000 pieces because of comparatively low
production rates and resulting high unit labor costs. There are exceptions, especially in the power spinning of truncated
cone-shape parts having included angles of 40° or more. Spinning is capable of producing such parts at lower cost than
deep drawing, it gives a uniform wall thickness and a surface free from wrinkles, and it increases the tensile strength of
the work metal by as much as 100%.
Forming of Aluminum Alloys
Stretch Forming
Almost all of the aluminum alloys can be shaped by stretch forming. In this process, the work metal is stretched over a
form and stressed beyond its yield point to produce the desired contour (for a detailed description, see the article "Stretch
Forming" in this Volume).
Typical shapes produced by stretch forming are shown in Fig. 10. These include large shapes with compound curvature
formed by longitudinal and transverse stretching of sheet, and compound bends or long, sweeping bends formed from
extrusions.
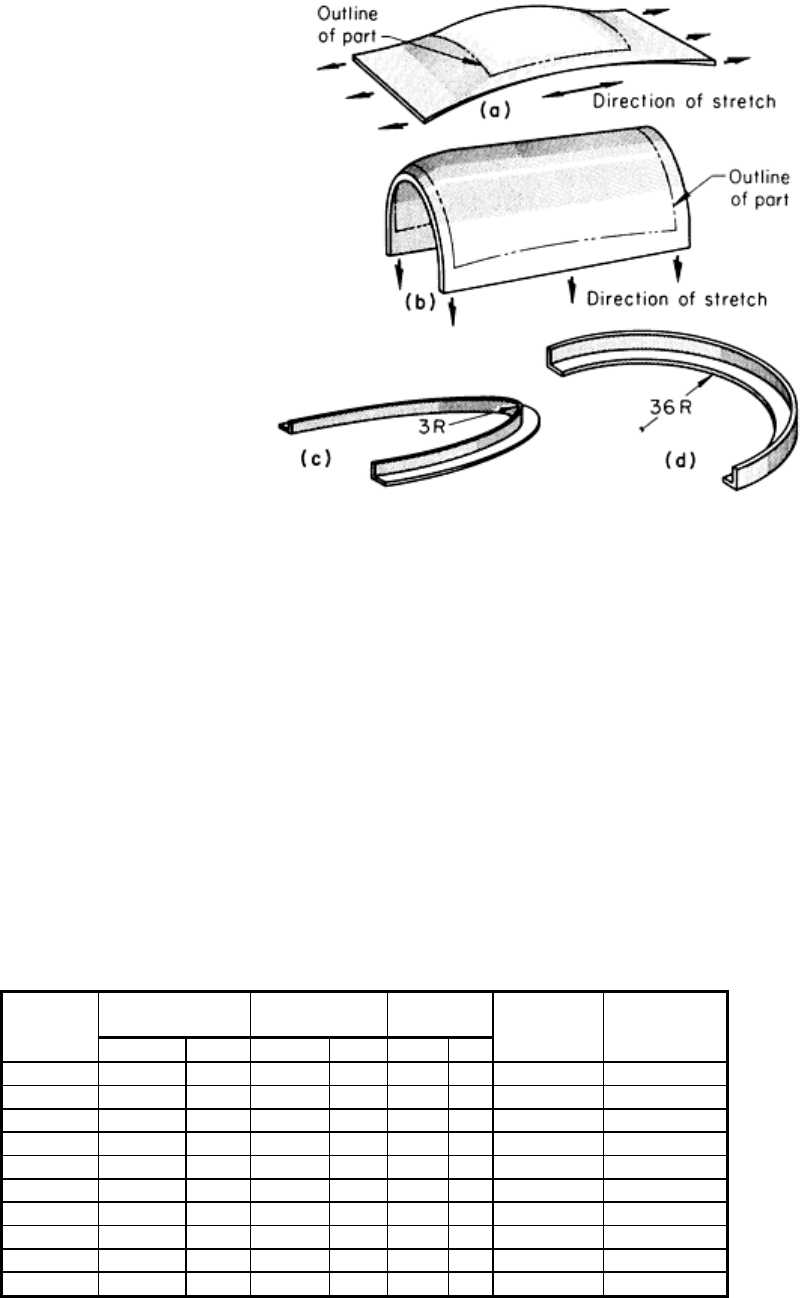
Fig. 10 Typical stretch-
formed shapes. (a) Longitudinal stretching. (b) Transverse stretching. (c) Compound
bend from extrusion. (d) Long, sweeping bend from extrusion. Dimensions given in inches
Alloys. Properties desirable for stretch forming are high elongation, wide forming range (spread between yield strength
and tensile strength), toughness, and fine grain structure. Table 5 shows the effect of elongation and forming range on
stretchability ratings for the alloys most commonly used in stretch forming. The stretchability rating varies directly with
the forming range, except for 6061-W (which has somewhat higher elongation than adjacent alloys) and 7075-T6 (which
has by far the lowest elongation listed). Alloys 1100-O and 3003-O, with the highest elongation shown, nevertheless are
less desirable for stretch forming than are the alloys above them in the list. Their low strength and the narrow spread
between yield strength and tensile strength make them particularly susceptible to local necking and premature failure in
stretch forming.
Table 5 Mechanical prope
rties and stretchability ratings for aluminum alloys most commonly used in
stretch forming
Tensile strength
Yield strength
Forming
range
(a)
Alloy
MPa ksi MPa ksi MPa
ksi
Elongation
in 50 mm
(2 in.), %
Stretchability
rating
(b)
7075-W
(c)
331 48 138 20 193 28 19
100
2024-W
(c)
317 46 124 18 193 28 20
98
2024-T3 441 64 303 44 138 20 18
95
6061-W
(c)
241 35 145 21 97 14 22
90
7075-O 221 32 97 14 124 18 17
80
2024-O 186 27 76 11 110 16 19
80
6061-O 124 18 55 8 69 10 22
75
3003-O 110 16 41 6 69 10 30
75
1100-O 90 13 35 5 55 8 35
70
7075-T6 524 76 462 67 62 9 11 10
(a)
Tensile strength minus yield strength.
(b)
Relative amount of stretch permissible in stretch forming, based on 7075-W as 100.
(c)
Freshly quenched after solution heat treatment
Tools. The materials used for the form block or die depend on the production quantities required, the severity of local
stress and wear on the die, and the thickness and wear properties of the alloy to be formed. Materials include wood,
plastics, faced concrete, cast zinc alloys, aluminum tool and jig plate, cast iron, and (rarely) steel or chromium-plated
steel.
Lubricants are recommended in the stretch forming of aluminum alloys. Water-soluble oils are commonly used, with
viscosity dependent on the severity of forming. Calcium-base greases, paraffin, beeswax, and commercial waxes also are
used. The application of too much lubricant can result in buckling of the workpiece.
Sometimes a layer of sheet rubber, glass cloth, or plastic between die and workpiece serves as a lubricant. Because of
their inherent lubricity, zinc alloy dies require only a minimum of lubrication. Smooth-surface plastic dies may require no
lubrication, because of their low coefficient of friction against aluminum.
Applications. The various stretch-forming techniques (including stretch drawing, stretch wrapping, and compression
and radial drawing) are used extensively in the aerospace industry. Typical parts produced include wing-skin and fuselage
panels, engine cowlings, window and door frames, and trim panels used in aerospace, automotive, architectural, and
appliance industries.
Stretch draw forming of aluminum is done using both the matched-die and form block techniques. The matched-die
method uses a single-action hydraulic press equipped with a means of closing and moving the jaws that grip each end of
the blank. The punch is attached to the bed of the press, and the die is attached to the ram.
The alternate method uses a form block that is attached to a stationary bed or a hydraulic cylinder. With this method, the
blank is gripped with jaws that hold it in tension or draw it over the form block.
Stretch wrapping uses a form block that is bolted to a rotary table. One end of the blank is clamped to the form block
or to a table-mounted gripper. A hydraulic cylinder or a gripper applies tension to the other end of the blank while the
form block revolves into it with the turning of the table.
Shaped form blocks that match the contour of extruded or rolled sections are used for support during forming. Filler
strips, either segmented or made of low-melting alloys or strips of aluminum, are used to prevent the collapse of sections.
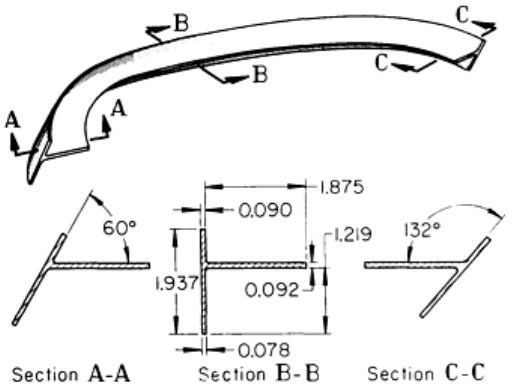
Radial-draw forming is a combination of stretch wrapping and compression forming. The workpiece is pressed
against the form block by a roller or shoe while being wrapped around the turning form block. This method can be used,
for example, to form a flange to a compound curvature while forming a leg, as in the part shown in Fig. 11.
Fig. 11 Aluminum alloy 7075-O radial draw formed T-
section with radical changes in angle between leg and
flange. Dimensions given in inches
Forming of Aluminum Alloys
Rubber-Pad Forming
Aluminum alloys are formed by several techniques that can be classified as rubber-pad forming. A general description of
processes, equipment, tools, and applications is given in the article "Rubber-Pad Forming" in this Volume.
Alloys for rubber-pad forming are selected on the same basis as they are selected for similar bending or deep-drawing
operations. With nonheat-treatable aluminum alloys, the temper that will meet the forming requirements and give the
maximum strength in unworked areas is usually chosen.
Heat-treatable aluminum alloys ordinarily are either formed in the annealed temper and then solution heat treated or
formed in the freshly quenched W temper.
Tool materials are usually masonite for short runs and aluminum alloy, zinc alloy, or steel for longer runs. Several
types of rubber have been used as the pad material. Certain grades of rubber have particularly good resistance to oils and
forming lubricants and are available in a range of hardness, tensile strength, and deflection characteristics to meet
different forming requirements.
Capabilities. A given alloy and temper can sometimes be formed more severely by rubber-pad forming than with
conventional tools because of the multidirectional nature of the force exerted against the workpiece. Also, the variable
radius of the forming pad assists in producing a more uniform elongation of the workpiece than in conventional forming
operations.
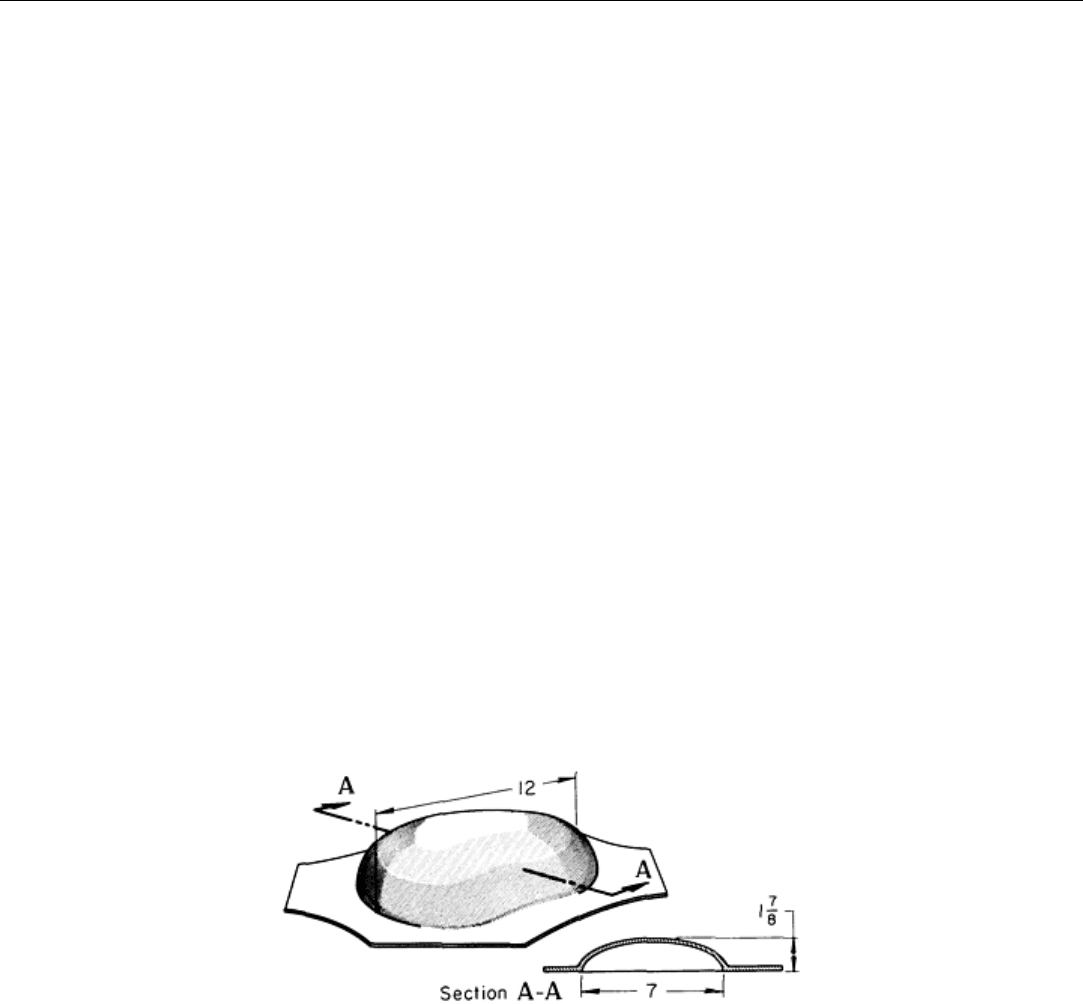
Forming the shallow part shown in Fig. 12 with a rubber pad and a rigid female die used the variable radius to advantage.
The development of wrinkles was almost eliminated, because the rubber acted as a blankholder and kept the work in
contact with the flat and contoured die surfaces as the drawing progressed. A drawing compound was used on the blank.
Fig. 12 Shallow part that was drawn from aluminum alloy 6061-
O with a rubber pad and a rigid female steel
die, in one operation. Dimensions given in inches
Limitations. The simpler types of rubber-pad forming have relatively low production rates and correspondingly high
unit labor costs compared with punch-press operations. However, the hydroforming (fluid-forming) process is adaptable
to automatic loading equipment and thus has fairly high production rates.
Applications. Rubber-pad forming is widely used in the aerospace industry, especially for structural parts and skin
components. Products made in other industries include appliance parts, license plates, numerals, lighting reflectors, skin
panels for buildings, moldings, utensils, and parts drawn from prefinished sheet.
Most rubber-pad forming is done on material 1.6 mm ( in.) or less in thickness, with only a small percentage being
thicker than 6.4 mm ( in.). However, aluminum alloy parts 15.8 mm ( in.) thick have been formed in special heavy-
duty equipment of the rubber-diaphragm type.
Some bulkheads and brackets have both straight and curved flanges with joggles at both ends. The form blocks for such
parts are sometimes interchangeable between the Guerin and Verson-Wheelon rubber-pad processes (see the article
"Rubber-Pad Forming" in this Volume). Handwork is usually necessary to set the joggles and to smooth minor buckling
in the shrink flanges.
The simultaneous blanking and piercing of flat stock can also be done with rubber-pad tooling. This type of operation is
limited to aluminum alloy sheet no thicker than about 1.63 mm (0.064 in.).
The control of metal movement that can be obtained with rubber-pad forming not only permits more severe forming than
do conventional tools, but also is applicable to beading operations. Beads are frequently used to obtain rigidity on large
surfaces without increasing the metal thickness.
With a conventional steel punch, die, and blankholder, metal is moved from the edges of the workpiece toward the bead,
making the edges somewhat concave, and sometimes producing warpage or oilcan effects. Some movement of metal
toward the formed area is usually desirable, in order to prevent excessive thinning or cracking of the beads. In the forming
of some parts, however, it may be necessary to restrict metal movement to the immediate vicinity of the beads.
The deep-drawing capabilities of rubber-pad processes vary with the different types of equipment. The severity of
drawing possible with heavy-duty rubber-pad drawing by the Marform process (see the article "Rubber-Pad Forming" in
this Volume) is compared below with that possible in conventional drawing. The comparison is based on the drawing of
alloys 1100-O and 3003-O.
Drawing
severity
Reduction in
diameter, %
Ratio of
depth to
diameter
Rubber-pad drawing
Typical 57
1.1
Maximum 72
3.0
Conventional drawing
Maximum
40 0.45
Forming of Aluminum Alloys
Superplastic Forming (Ref 6)
Superplastic behavior has been demonstrated in several aluminum alloys, including the high-strength alloy 7475. The
prime material requirement for superplasticity--a fine, stable grain size--can be achieved in aluminum alloys by either
static or dynamic recrystallization. In static recrystallization, a deformed microstructure is allowed to undergo
discontinuous recrystallization during static annealing, leading to a fine-grain microstructure at the start of superplastic
forming. In dynamic recrystallization, a deformed microstructure undergoes gradual, continuous recrystallization and
grain refinement in the course of superplastic forming.
The microstructures of superplastic aluminum alloys can be either dual-phase or essentially a single phase with very small
amounts of second phase present. Some amount of second phase is always necessary to develop and stabilize a fine-grain
structure.
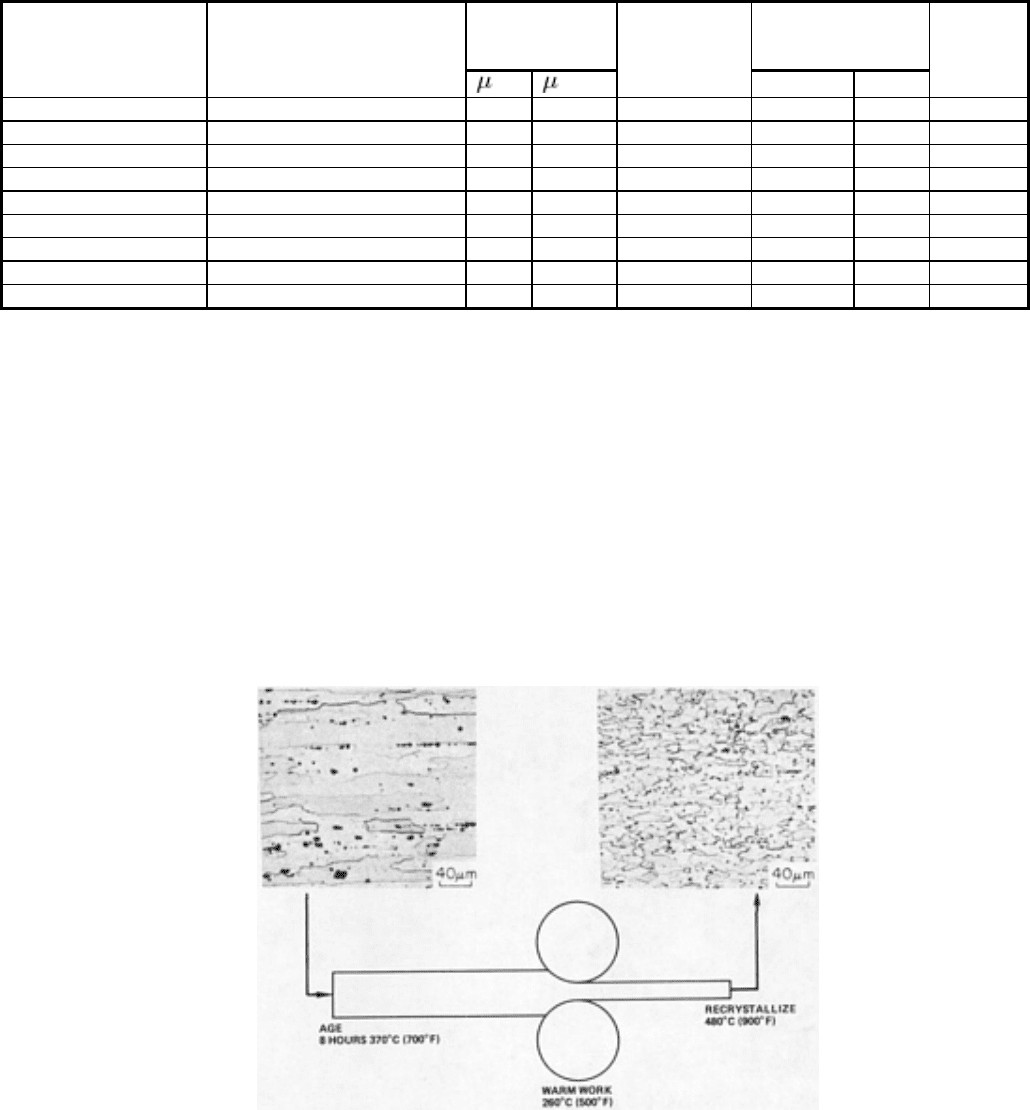
Table 6 lists the nominal compositions of several superplastic aluminum alloys, their typical grain sizes, and selected
mechanical properties. For comparison, the elongations and yield strengths of aluminum alloys 1100-O and 2024-T3 are
also shown.
Table 6 Nominal composition
s, typical grain sizes, and selected mechanical properties of several
superplastic aluminum alloys
Elongation and yield strength of aluminum alloys 2024-T3 and 1100-O are shown for comparison.
Grain size Room-temperature
yield
strength
(b)
Alloy Nominal composition, %
m in.
Tensile
elongation, %
MPa ksi
Reference
Al-33Cu Al-33Cu 3-4 120-160
400-1000
(a)
186 27
7
08050 Al-5Ca-5Zn 1-2 40-80 600
(a)
152 22
8
Al-8.5Zn-1.25Mg-0.3Zr
Al-8.5Zn-1.25Mg-0.3Zr 8 320 1500
(a)
. . . . . .
9
7475 Al-5.8Zn-1.6Cu-2.3Mg-0.22Cr
10-14
400-560
800-1200
(a)
483 70
10
Supral 100 Al-6Cu-0.4Zr 2-3
(c)
80-120 1000
(a)
283 41
11
Supral 220 Al-6Cu-0.35Mg-0.1Ge-0.1Si 2-3
(c)
80-120 900
(a)
448 65
12
Aluminum-lithium Al-2.5Li-1.2Cu-0.6Mg-0.13Zr 2-5
(c)
80-200 800
(a)
469 68
13, 14
2024-T3 Al-4.4Cu-1.5Mg-0.6Mn . . . . . . 18 345 50
. . .
1100-O 99.00 min Al . . . . . . 35 90 13 . . .
Source: Compiled from Ref 6
(a)
Determined at optimal strain rate and temperature for the specific material.
(b)
In aged condition whenever applicable.
(c)
In dynamically recrystallized condition.
Superplasticity in Aluminum Alloy 7475. The high strength and high fracture toughness of alloy 7475 are the main
reasons for examining superplasticity in this material. A number of grain refinement methods have been developed for
7xxx series aluminum alloys; of these, the Rockwell method (Ref 15) has been relatively easy to implement. A schematic
of the Rockwell grain refinement process is shown in Fig. 13. A critical aspect of the process is the heating rate in
recrystallization, which must be extremely rapid in order to activate simultaneously as many nuclei as possible.
Fig. 13
Steps involved in thermal and mechanical processing to produce superplastic aluminum alloy 7475.
Source: Ref 15
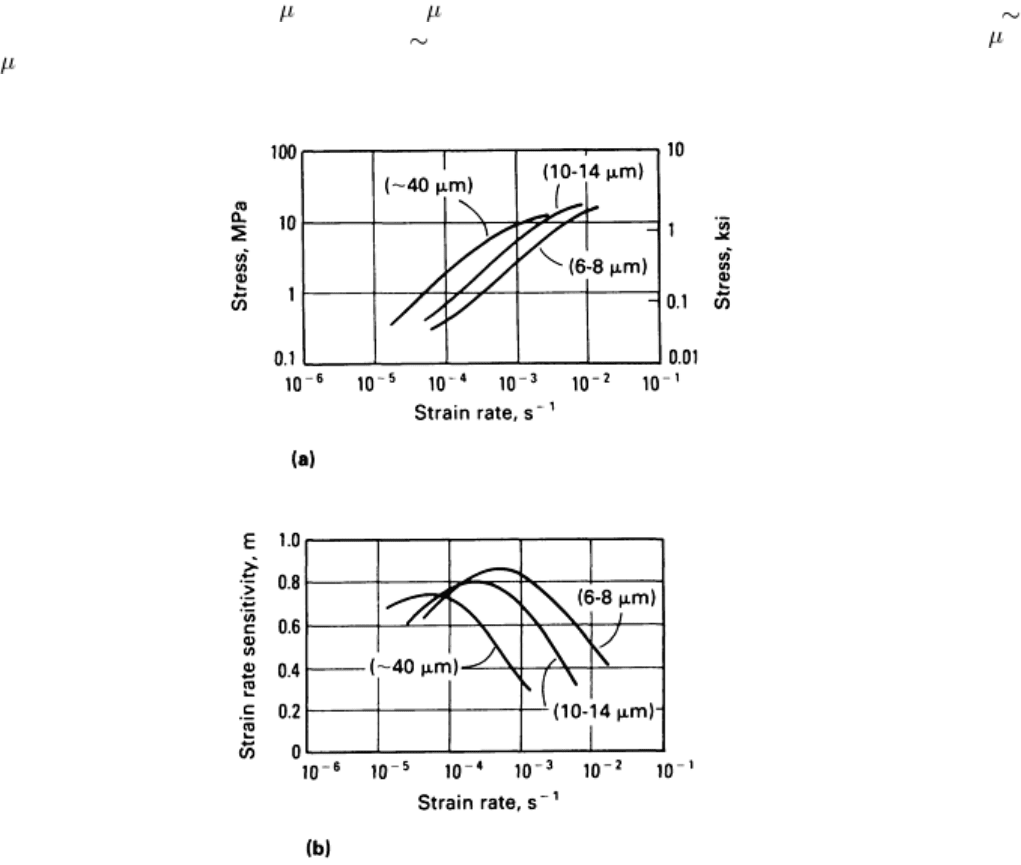
Stress versus strain rate plots and corresponding values of strain rate sensitivity index m for alloy 7475 are shown in Fig.
14. The effect of grain size on flow stress and m value is apparent: Flow stress increases with grain size, while m
decreases. At a grain size of 10 to 14 m (400 to 560 in.) and a strain rate of 2 × 10
-4
s
-1
, flow stresses are very low (
690 kPa, or 100 psi). Peak m values are very high ( 0.8). Flow stress at the same strain rate but a grain size of 40 m
(1600 in.) is more than doubled to about 1380 kPa (200 psi); peak m value has decreased to approximately 0.7.
Fig. 14 Stress versus strain (a) and corresponding strain rate sensitivity m
(b) for superplastic aluminum alloy
7475 in three different grain sizes. Tests were per
formed at 516 °C (960 °F), the optimal forming temperature
for alloy 7475. Source: Ref 6
Superplastic Forming Processes. A number of processes are used for superplastic forming, including blow forming,
vacuum forming, thermoforming, deep drawing, and dieless drawing. All of these processes are discussed in detail in the
article "Superplastic Sheet Forming" in this Volume. Information on superplastic forming of titanium alloys also is
discussed in the article "Forming of Titanium and Titanium Alloys" in this Volume.
Cavitation (formation of internal microvoids during superplastic forming) is a problem in most superplastic aluminum
alloys. Many factors, including alloy cleanliness, grain size, flow stress, strain rate, forming temperature, and hydrostatic
pressure, influence cavitation in aluminum alloys. Factors that increase the flow stress of the alloy--including large grain
size (or excessive grain growth), high applied strain rate, and low forming temperature--increase the tendency toward
cavitation.
Cavitation can be reduced by imposing a pressure on the back side of the sheet during forming (Fig. 15). The forming
pressure must be higher than this back pressure. The same forming rates can be achieved with or without back pressure.
Back pressures of 690 to 3450 kPa (100 to 500 psi) are generally suitable for suppressing cavitation. A die apparatus used
to provide back pressure during forming is illustrated in Fig. 15.
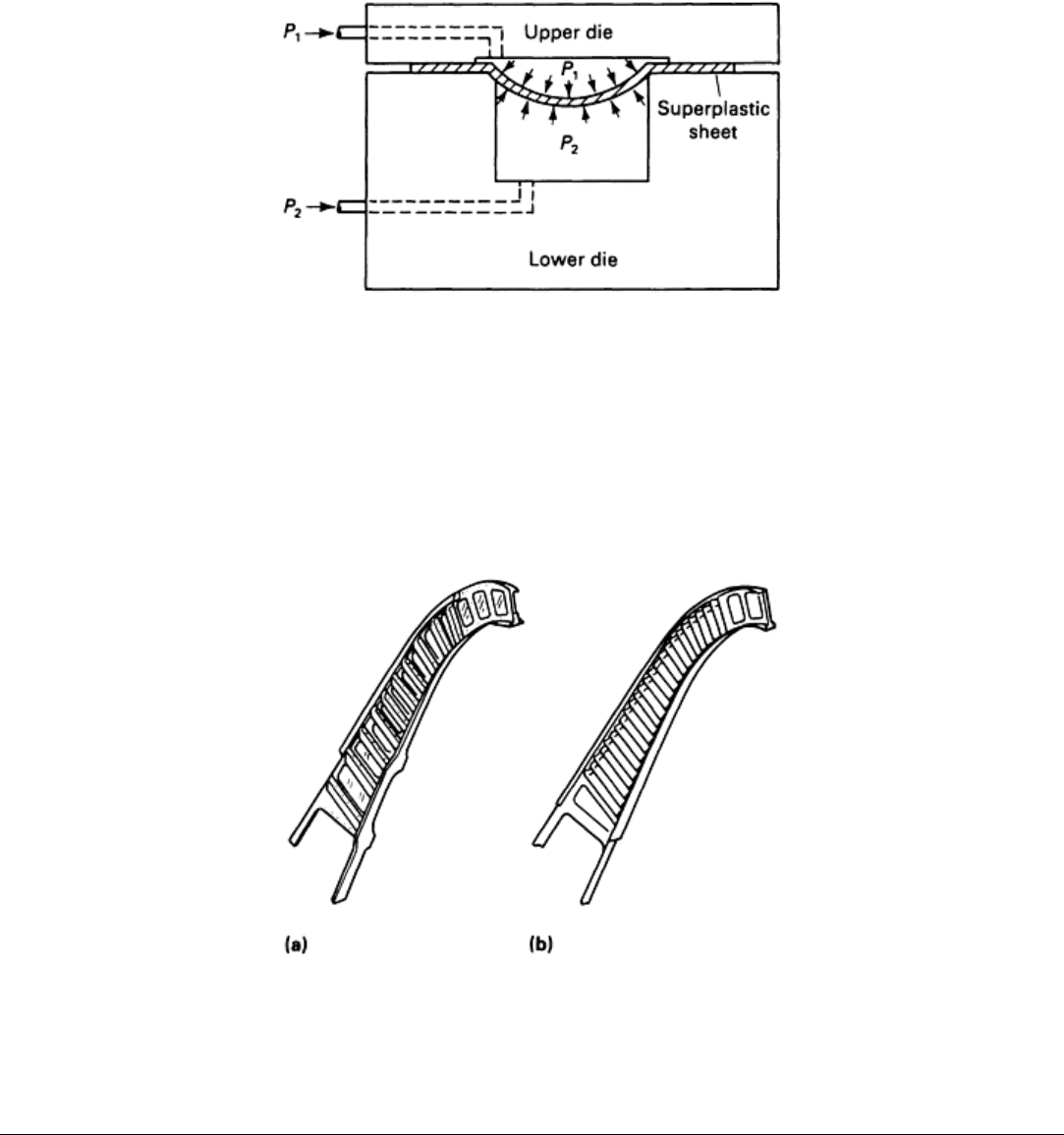
Fig. 15 Die apparatus for providing back pressure during superplastic forming to suppress cavitation. P
1
,
forming pressure; P
2
, back pressure. Source: Ref 6
Applications. The use of superplastically formed aluminum components in the aircraft industry is increasing. Figure 16
illustrates the cost and weight savings possible when conventionally fabricated components (in this case, an airframe
member) are replaced by superplastically formed parts.
Fig. 16
Example of cost and weight savings obtainable using superplastic forming in the aircraft industry.
Conventionally fabricated part (a) had 15 pieces and required 212 fast
eners; the superplastically formed part
(b) consists of 3 parts and requires 45 fasteners. This results in a 56% cost savings and a 13% weight savings.
References cited in this section
6. A.K. Ghosh, Superplasticity in Aluminum Alloys, in Superplastic Forming,
S.P. Agrawal, Ed., American
Society for Metals, 1985, p 23-31
7. D.L. Holt and W. Backofen, Trans. ASM, Vol 59, 1966, p 755
8. D.J. Lloyd and D.M. Moore, in Superplastic Forming of Structural Alloys,
N.E. Paton and C.H. Hamilton,
Ed., American Institute of Mining, Metallurgical, and Petroleum Engineers, 1982, p 147
9. K Matsuki, H. Morita, M. Yamada, and Y. Murakami, Met. Sci., Vol 11, 1977, p 156
10.
A.K. Ghosh, in Superplastic Forming of Structural Alloys, N.E. Paton and C.H. Hamilton, Ed., Ame
rican
Institute of Mining, Metallurgical, and Petroleum Engineers, 1982, p 85