ASM Metals HandBook Vol. 14 - Forming and Forging
Подождите немного. Документ загружается.


11.
B.M. Watts, M.J. Stowell, B.L. Baikie, and D.G.E. Owen, Met. Sci., Vol 10, 1976, p 189
12.
A.J. Barnes, Paper presented to the Society of Automotive Engineers, Detroit, Feb 1984
13.
A.K. Ghosh, Rockwell International Science Center, unpublished research, 1984
14.
J. Wadsworth, The Development of Superplasticity in Aluminum-Lithium Base Alloys, in
Superplastic
Forming, S.P. Agrawal, Ed., American Society for Metals, 1985, p 43-57
15.
N.E. Paton and C.H. Hamilton, U.S. Patent, 1978
Forming of Aluminum Alloys
Explosive Forming
Explosive forming is one of the high-energy-rate forming (HERF) methods that are employed in the production of
aluminum alloy parts, mainly in the aerospace industries. It is often used to produce parts whose size exceeds the limits of
conventional equipment or whose thickness requires pressures not obtainable with conventional equipment. It is also used
to form small quantities of complex parts that would be more costly to produce by conventional techniques.
Deformation velocities are several hundred feet per second, compared with 0.15 to about 6 m/s (0.5 to about 20 ft/s) for
conventional forming processes. The time required for the workpiece to deform to its final shape is a few milliseconds,
with working pressures of several thousand to several hundred thousand pounds per square inch. Water usually serves as
the pressure medium.
Details of equipment, tools, and procedures used in explosive forming are available in the article "Explosive Forming" in
this Volume.
Capabilities. Types of operations possible in explosive forming include panel forming (bending), piercing, flanging,
shallow dishing, deep drawing, and cylindrical bulging. Part dimensions range from 25 mm (1 in.) to about 15 m (50 ft);
work metal thicknesses range from several thousandths of an inch to about 152 mm (6 in.).
Alloys. The explosive forming process can be used with any aluminum alloy. Formability is a direct function of the
ordinary tensile elongation values, but the function is different for each alloy, because of different strain-rate behavior.
Alloy 1100-O is rated the most formable of all common metals by explosive forming.
Effect on Mechanical Properties. Changes in mechanical properties as a result of explosive free-forming operations
are essentially the same as those observed with conventional forming techniques to produce the same part. Explosive
forming in a die, however, often causes the metal to strike the die at extremely high velocity. The resulting high interface
pressures can increase the yield and tensile strengths substantially. Forming capability is increased when critical forming
velocities are exceeded.
Dies. Only a forming die or cavity is needed for explosive forming, because the shock wave acts as a punch. Some
direction and concentration of the shock wave is obtained with suitably shaped and positioned reflectors.
Cast iron and cast steel are the most frequently used die materials. A variety of other materials and combinations of
materials are used, depending on the impact of the shock wave workpiece against the die, the size of the die, dimensional
tolerances on the part, and quantity of parts. These materials include low-melting cast alloys and plastics, reinforced
concrete, concrete faced with plastic-glass composites, and high-impact steel.
The air between the workpiece and die cavity must be evacuated before forming, because the forming speed is so great
that the air will be trapped between the workpiece and die rather than displaced, as in conventional press forming.
Trapped air and excessive lubrication cause malformed areas. The vent holes for evacuating the air must be placed in
noncritical areas; otherwise, marks will appear on the formed parts. In thinner parts, the forming force will pierce holes in
the parts, with the vent hole acting as a piercing die. The surface finish of the die cavity is also important because it is
reproduced in mirror image on the workpiece.
Lubricants, if used, are usually extreme-pressure (EP) types. Because of the high velocity and the extreme pressures of
forming, excessive lubrication must be avoided. Dies of low-melting alloys or those with smooth surfaces require little or
no lubrication.
Springback is of importance in die design. Increasing the explosive charge or reducing the standoff distance reduces
springback. However, die wear is thereby increased and the more brittle die materials may fracture. A compromise is
often required. Compensation is sometimes made for die wear by reducing charge size or increasing standoff distance to
produce a controlled amount of springback and maintain dimensional tolerances.
Studies on alloy 2219 have shown springback to increase when sheet thickness decreases between 6.35 mm (0.250 in.)
and 0.81 mm (0.032 in.), and also to increase substantially when a lubricant is applied. Incremental forming, on the other
hand, has been observed to reduce the extent of springback. Draw radius, draw depth, and die material have shown no
significant effect on springback behavior.
Examples of Applications. The forming of flat and moderately curved shapes has been one of the most useful
applications of explosive forming. These have included parts ranging from small, detailed items a few square inches in
area to large panels with areas in excess of 2.8 m
2
(30 ft
2
).
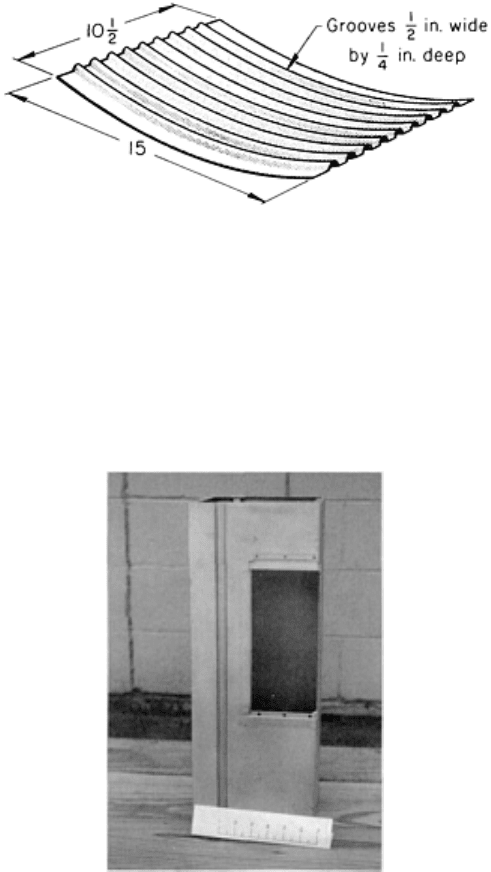
The curved, corrugated panel shown in Fig. 17 was formed from alloy 2014 in the O, T4, and T6 tempers in a laminated
epoxy-fiberglass die. The panel was formed in a single shot, using a detonating fuse as a source of energy.
Fig. 17 Curved corrugated panel produced by explosive forming from aluminum alloy
2014 0.51 mm (0.020
in.) thick. Dimensions given in inches
Another example of an explosively formed aluminum part is the alloy 6061 instrument container shown in Fig. 18. The
part was produced in a closed die using a hydraulic clamping system; tolerances were ±0.076 mm (0.003 in.).
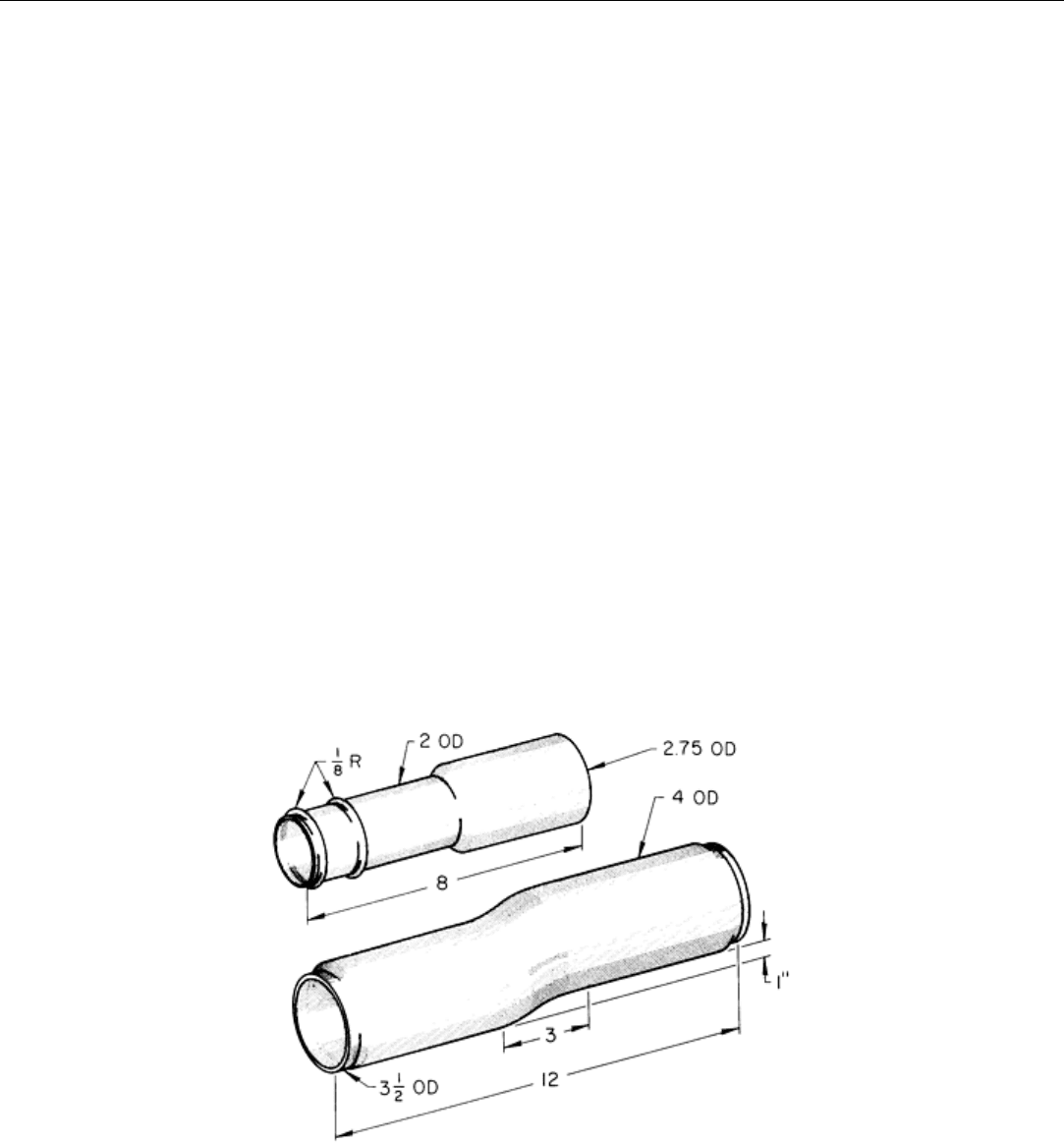
Fig. 18 Aluminum alloy 6061 instrument container fabricated from a blank by explosive forming.
Courtesy of
Explosive Fabricators, Inc.
Tubular parts also are readily shaped by explosive forming, using a length of detonating cord suspended along the axis of
the tube.
Forming of Aluminum Alloys
Electrohydraulic Forming
Another high-energy-rate forming (HERF) method used in the fabrication of aluminum alloy parts is electrohydraulic
forming (EHF). In this process, either a spark gap or an exploding bridgewire is employed to discharge electrical energy
in water or another liquid. This generates an extremely high pressure and a shock wave similar to those produced in
explosive forming. Once the energy is released in the transfer medium, the remainder of the operation is essentially the
same as it is for explosive forming.
Capabilities of electrohydraulic forming differ somewhat from those of explosive forming. The spark gap method can
apply programmed repetitive shock waves of varying magnitude without removal of the workpiece from the die.
The exploding-bridgewire method is less readily automated, but the shock wave can be localized and directed by the
shape and placement of the wire.
Dimensional tolerances can be held to lower limits than with explosive forming, because the discharge of energy is more
closely controlled. For this reason, electrohydraulic forming is sometimes used for a restrike or sizing operation after
preliminary explosive forming to an approximate contour.
Commercial equipment is available that can produce about 3000 small- or medium-size pieces per week.
Examples of Applications. Electrohydraulic forming is well suited to the production of parts such as those shown in
Fig. 19 and to the production of other transitional shapes in tubing. Both of the parts shown in Fig. 19 were originally
fabricated by welding two drawn pieces, but the use of EHF resulted in considerable cost savings as well as in parts with
closer tolerances and better surface finish.
Fig. 19 Alloy 5052-O stepped tube and offset tube produced as one-
piece units by electrohydraulic forming.
The parts were originally produced as welded assemblies. Dimensions given in inches
Forming of Aluminum Alloys
Electromagnetic Forming
Operations generally similar to those described for the preceding two HERF methods also can be carried out by
electromagnetic forming. In this process, the discharge of a capacitor through a coil generates an intense magnetic field.
This field interacts with the electric currents induced in a conductive workpiece to produce a force perpendicular to the
workpiece surface.
Details of the process and of equipment, tools, and procedures are described in the article "Electromagnetic Forming" in
this Volume. The method is suitable for aluminum alloys because of their formability and high electrical conductivity.
Pressure-tight joints, electrically or thermally conductive joints, torque joints, and structural joints between metals can be
produced by EMF techniques in a variety of shapes.
Examples of Applications. Electromagnetic forming is being used to attach an aluminum skirt to a machined
bulkhead as part of an engine inlet mounting assembly for an aircraft (Fig. 20). The skirt is positioned over the bulkhead,
and EMF is used to compress the skirt locally into a premachined configuration in the bulkhead.
Fig. 20
Aluminum alloy engine inlet mounting assembly for an aircraft before (right) and after (left) assembly
by electromagnetic forming. Courtesy of Grumman Aircraft Systems
Welding and mechanical fasteners also were considered for this application. Welding was eliminated because of the large
difference in section thicknesses being joined and the distortion that would accompany the welding operation. Mechanical
fasteners were eliminated because of the increased stresses that would be caused by adding holes to the bulkhead. Joint
integrity is of paramount importance because the completed assembly is used in the very front of an aircraft engine and
any failure could result in ingestion of debris into the engine itself. The EMF joint meets all design requirements for the
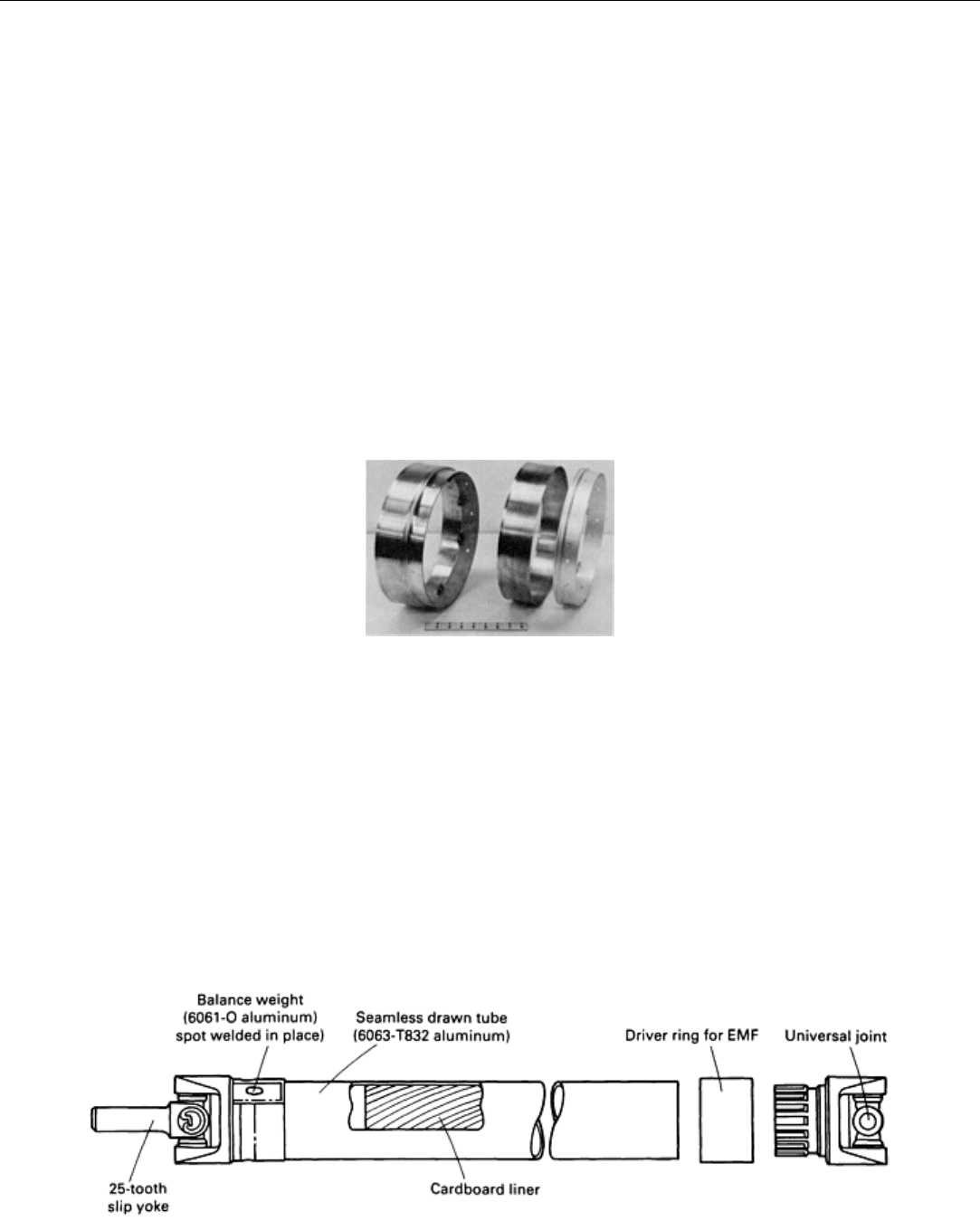
application. Another example of the use of EMF is in the joining of both ends to a tubular aluminum alloy 6063-T832
drive shaft (Fig. 21).
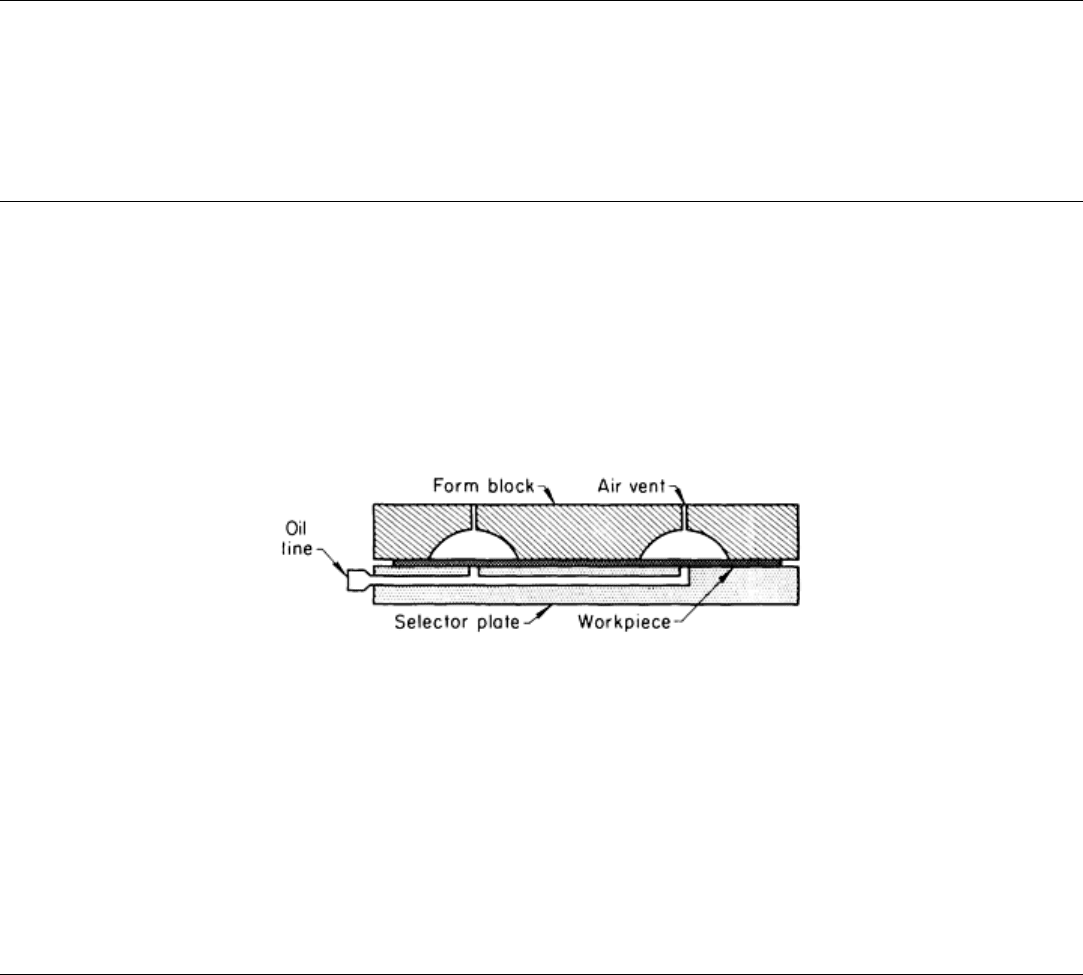
Fig. 21 Schematic of aluminum alloy 6063-
T832 drive shaft with ends attached to drawn aluminum shaft by
electromagnetic forming. Source: Ref 17
Reference cited in this section
17.
S.B. Carl and C.M. Foster, "Aerostar Aluminum Driveshaft," Technical Paper 841697, Society of
Automotive Engineers, 1984
Forming of Aluminum Alloys
Hydraulic Forming
True hydraulic forming by direct oil pressure against the surface of the workpiece has been applied to aluminum alloy flat
stock. The process has been used mainly for the drawing of multiple beads on small quantities of large, flat sheets of thin
material for aerospace applications. As shown in Fig. 22, a form block attached to the ram of the press holds the
workpiece tightly against a selector plate, through which oil is introduced into channels at the bead locations.
Fig. 22 Typical tooling setup for hydraulic forming of multiple beads in flat stoc.
In typical applications, up to 20 beads have been drawn in parts 510 to 760 mm (20 to 30 in.) wide by 1525 to 2030 mm
(60 to 80 in.) long and about 0.30 mm (0.012 in.) thick, made from alloy 2024. Clamping force required is about 2.7 MN
(300 tonf), and necessary forming oil pressure is about 6.9 MPa (1 ksi). Vents are provided in the form block to allow the
escape of air from each bead cavity. The oil film left on the form block after each operation provides sufficient lubrication
to draw the next part.
Forming of Aluminum Alloys
Forming by Shot Peening
The major application of shot peening is to increase the fatigue life of metal parts by producing a uniform compressive
stress in the surface layers. Shot peening is sometimes used as a metal-forming process, and is especially useful in the
forming of large, irregularly shaped parts from aluminum alloy sheet stock.
Shot. When steel shot is used to peen form aluminum alloy parts, the parts are usually treated chemically after forming
to remove particles of iron or iron oxides that may be embedded in the surface.
Slugs cut from stainless steel or aluminum alloy wire are sometimes used. When peening with aluminum alloy slugs, no
subsequent chemical treatment is needed, and the danger of overpeening and high localized residual stress (which
sometimes occurs with steel or iron shot) is also eliminated.

Automatic or semiautomatic devices are available for the separation and removal of fines and undersize shot, and for the
addition of new shot. Manual handling of shot and batch replacement may be more feasible for small-scale operations.
The proportion of full-size shot in the system is usually maintained at a minimum of 85%.
Control. The effectiveness of shot peening depends on the size, shape, material, and velocity of the shot, and on the
quantity of shot striking a unit area per unit time. The combined effect of these variables is known as peening intensity.
The angle at which the shot strikes the work also affects the peening intensity, which is proportional to the sine of the
angle of impingement. The amount of breakdown of the shot will, of course, also affect peening intensity. The extent of
surface coverage as measured by visual or instrumental techniques is often used, together with Almen test strips, to
control peening operations.
Applications. One of the earliest forming applications of shot peening was the contour forming of integrally stiffened
aircraft wing panels. Because of their extreme length and variable thickness, these parts are ill suited for forming by
mechanical processes. Other parts formed by shot peening include honeycomb panels and large tubular shapes. Large,
irregularly shaped parts are conveniently formed by this method.
If a part is deformed beyond the specified amount, the contour can be corrected by peening the reverse side. Also, peening
can be used as a salvage procedure to correct the contours of bent or distorted parts.
The process is usually carried out as a free-forming technique, without dies or form blocks. Contour is checked against a
template. The peening intensities and the number of passes are varied depending on the material and the severity forming
required. Local areas can be subjected to the required treatment.
Forming of Aluminum Alloys
Drop Hammer Forming
Drop hammer forming is of value for limited production runs that do not warrant expensive tooling. For example, it is
often used in experimental work to make trial parts and parts that are expected to undergo frequent design changes.
Tooling costs are low, and finished parts can be produced quickly. However, only relatively shallow parts with liberal
radii can be drop hammer formed, and material thickness must be in the range of about 0.61 to 1.63 mm (0.024 to 0.064
in.). Also, wrinkling occurs frequently, and a high degree of operator skill is required.
Equipment and Tools. Air-operated hammers with sensitive and accurate control are usually preferred to hammers
operated by gravity or steam.
The material is formed in a sequence of small steps. In a typical setup, several plywood or rubber spacers are stacked on
the die face, and one or more are removed after each stroke to form the workpiece progressively.
In a variation of this procedure, a series of dies can be used to accomplish the progressive forming. Only the last of these
dies requires close tolerances. A rubber pad several inches thick is sometimes used between workpiece and punch in all
but the final step.
Dies are simple and inexpensive. Bottom dies are cast from zinc alloy. Punches can also be made from zinc alloy, but if
requirements on sharpness of radii and accuracy of contour are not stringent, punches cast from lead are used for short
runs. These need not be cast accurately because they deform to the shape of the bottom die in a few strokes. For longer
runs, tools can be made of cast iron or cast steel. Lubrication requirements are similar to those for drawing operations.
Alloys used most frequently are 1100, 3003, 2024, 5052, 6061, and 7075. Annealed tempers permit the greatest severity
of forming. Intermediate tempers of the nonheat-treatable alloys are often used for channel shapes and shallow, embossed
panels. Heat-treatable alloys can be partly formed in the annealed condition and given a restrike operation after heat
treatment, or they can be formed in the fresh W temper.
All processing conditions being equal, aluminum alloy stock will wrinkle more readily than the same thickness of steel
sheet. For comparable results in forming, aluminum alloys must be about 40% thicker than steel. More information on
this process is available in the article "Drop Hammer Forming" in this Volume.
Forming of Aluminum Alloys
Other Forming Methods
A number of additional conventional forming processes are applied to aluminum alloy sheet, including embossing,
coining, stamping, curling, expanding or bulging, contracting or necking, hole flanging, and beading or ribbing.
Embossing, Coining, and Stamping. These three closely related methods for making shallow impressions and
patterns by compression between a punch and a die are frequently combined with drawing. In these operations, the
material must yield under impact and compression, and it must be ductile to avoid fracture in tension.
Uniform thickness in all areas of the workpiece generally is maintained in embossing; however, some stretching occurs.
Simple designs are produced with light pressure, using a punch of the desired shape and an open female die. Complex
patterns require high pressure and a closed matching female die or a rubber female die.
Coining differs from embossing in that the metal is made to flow, thus producing local differences in metal thickness. The
design on the top and bottom surfaces may be different. Very high pressure is required.
Stamping produces cut lines of lettering or patterns in one side of the workpiece, to a depth of 0.51 to 1.0 mm (0.020 to
0.040 in.). The depth of penetration must be carefully controlled to minimize distortion and to prevent the design from
appearing on the opposite side. Outline or open-face stamps are preferred.
Curling or false wiring can be done in a variety of machines, such as press brakes, single-action punch presses, lathes,
roll-forming machines, or special beading machines. The selection of machine depends on the shape and the number of
parts required. Circular parts are usually curled on spinning lathes, and rectangular parts are curled in presses. Long,
relatively narrow parts can be curled in press brakes or roll-forming machines. Various types of machines have been built
specifically for curling in high production quantities.
The edge to be curled should be of uniform height and free from roughness on the outside of the curl. Preferably it should
be rounded slightly before beginning the operation. The minimum radius for curling should be 1 to 4 times the metal
thickness, depending on alloy and temper.
Expanding or bulging of aluminum alloy parts can be carried out by several means including segmented mechanical
dies, rubber punches, or hydraulic pressure.
Segmented mechanical expanding dies are relatively inexpensive and are capable of high production rates, but are limited
to certain shapes and may produce marks on thin stock or low-strength alloys.
Rubber punches are widely used and are applicable to extremely difficult operations or those impossible to do by other
means. Rubber is selected at a hardness, tensile strength, and deflection most suitable for the workpiece shape. The rubber
punch or pad must be correctly shaped and located to apply pressure to the shell wall at the required points; it must be
kept free from oil; and it should be lubricated with talc, pumice, or other powder-type lubricant.
Water and oil can also be used to exert pressure directly against the workpiece, but this technique requires expensive
tooling and controls, and is often messy.
Contracting or necking operations reduce the diameter of a shell, usually at the open end. This entails reductions
ranging in severity from the forming of a shallow circumferential groove to the forming of a bottleneck shape.

Reduction in diameter in a single operation should not exceed 8 to 15%, depending on alloy, temper, and extent of prior
work hardening. The angle from the body to the necked diameter should be less than 45°, to prevent collapse of the shell.
It may be necessary to anneal the workpiece locally.
Hole flanging, the forming of a flange or collar around a hole in sheet stock, can be a critical operation. The hole
should be punched from the side opposite the intended flange. This prevents splitting of the severely stretched outer edge
of the flange. Splitting could be initiated by the burred edge of the hole.
Shallow-flanged holes can be produced in a single pierce-and-flange operation with a stepped punch. The edges of the
pierced hole should also be as smooth as possible. Low-strength ductile alloys in the annealed temper will permit forming
the deepest flanges and the sharpest bend radii. More information on hole flanging is available in the article "Press
Bending of Low-Carbon Steel" in this Volume.
Beading or ribbing is usually the most economical way to provide stiffness and avoid oilcan or buckling effects in large
panels. Beads that extend from edge to edge of the workpiece are conveniently formed either by bending in a press brake
or with corrugating rolls.
Beads that do not extend all the way across the part require a stretching or forming operation either with a rubber-pad die
or in a punch press with a rigid punch and a rigid die. A double-acting die and a blank-holder can be used to prevent
wrinkling at the ends of the beads, and deep, parallel beads are often made one at a time. Rubber-pad forming can also be
used, as can drop hammer forming for small quantities.
Forming of Aluminum Alloys
References
1. S.S. Hecker, Forming Limit Diagrams, Met. Eng. Q., Vol 14, 1974, p 30-36
2. I.J. Polmear, Light Alloys, Edward Arnold, 1981
3. L.R. Morris et al., Formability of Aluminum Sheet Alloys, in
Aluminum Transformation Technology and
Applications, C.A. Pampillo, Ed., American Society for Metals, 1982, p 549-582
4. "Comparison of Olsen Cup Values on Aluminum Alloys," Publication T13, A
luminum Association, Feb
1975
5.
S.S. Hecker, A Simple Forming Limit Curve Technique and Results on Aluminum Alloys, International
Deep Drawing Research Group Congress, Oct 1972
6. A.K. Ghosh, Superplasticity in Aluminum Alloys, in Superplastic Forming,
S.P. Agrawal, Ed., American
Society for Metals, 1985, p 23-31
7. D.L. Holt and W. Backofen, Trans. ASM, Vol 59, 1966, p 755
8. D.J. Lloyd and D.M. Moore, in Superplastic Forming of Structural Alloys,
N.E. Paton and C.H. Hamilton,
Ed., American Institute of Mining, Metallurgical, and Petroleum Engineers, 1982, p 147
9. K Matsuki, H. Morita, M. Yamada, and Y. Murakami, Met. Sci., Vol 11, 1977, p 156
10.
A.K. Ghosh, in Superplastic Forming of Structural Alloys,
N.E. Paton and C.H. Hamilton, Ed., American
Institute of Mining, Metallurgical, and Petroleum Engineers, 1982, p 85
11.
B.M. Watts, M.J. Stowell, B.L. Baikie, and D.G.E. Owen, Met. Sci., Vol 10, 1976, p 189
12.
A.J. Barnes, Paper presented to the Society of Automotive Engineers, Detroit, Feb 1984
13.
A.K. Ghosh, Rockwell International Science Center, unpublished research, 1984
14.
J. Wadsworth, The Development of Superplasticity in Aluminum-Lithium Base Alloys, in
Superplastic
Forming, S.P. Agrawal, Ed., American Society for Metals, 1985, p 43-57
15.
N.E. Paton and C.H. Hamilton, U.S. Patent, 1978
16.
C. Bampton, F. McQuilkin, and G. Stacher, Superplastic Forming Applications to Bomber Aircraft, in
Superplastic Forming, S.P. Agrawal, Ed., American Society for Metals, 1985, p 76-83
17.
S.B. Carl
and C.M. Foster, "Aerostar Aluminum Driveshaft," Technical Paper 841697, Society of
Automotive Engineers, 1984
Forming of Beryllium
Revised by Larry A. Grant, Electrofusion Corporation
Introduction
BERYLLIUM has been successfully formed by most common sheet metal forming operations. The following are
required:
• Equipment that can be controlled at slow speeds and that can withstand the use of heated dies
• Dies that can withstand the temperatures at which beryllium is commonly formed
• Facilities for preheating and controlling the temperature of dies and workpieces
• In some applications, facilities for stress relieving the work at 705 to 790 °C (1300 to 1450 °F)
• Special lubrication
• Safety precautions when grit blasting is required for cleaning after forming
Almost all beryllium currently used is produced by consolidating beryllium powder into a block by vacuum hot pressing.
The powder is obtained by chipping and then mechanically or pneumatically pulverizing a vacuum-cast ingot. The hot
pressed block can be warm rolled to the desired sheet thickness.
Unalloyed beryllium is available in two grades, I (instrument grade) and S (structural grade). Typical applications for
instrument-grade beryllium include gyroscopes, components in inertial guidance systems, and precision satellite and
airborne optical components. Structural grades find application as satellite superstructures, antenna booms, and optical
support structures. Table 1 lists the compositions of four grades of vacuum hot pressed beryllium.
Table 1 Compositions of four grades of vacuum hot pressed beryllium
Composition
(a)
Grade
Be, % BeO, %
Al, ppm
C, ppm
Fe, ppm
Mg, ppm
Si, ppm
Other, ppm
S-65B 99.0 min
1.0 600 1000 800 600 600
400
S-200F
98.5 min
1.5 1000 1500 1300 800 600
400
I-220A
98.0 min
2.2 1000 1500 1500 800 800
400
I-400 94.0 min
4.2 min 1600 2500 2500 800 800 1000
(a)
Maximum, unless otherwise indicated
Information on the production and consolidation of beryllium powder is available in the articles "Production of Beryllium
Powders" and "Forging and Hot Pressing" in Powder Metal Technologies and Applications, Volume 7 of the ASM
Handbook; the metallography and microstructures of unalloyed beryllium are discussed in the article "Beryllium" in
Metallography and Microstructures, Volume 9 of ASM Handbook, formerly 9th Edition Metals Handbook.
Forming of Beryllium
Revised by Larry A. Grant, Electrofusion Corporation
Formability
The formability of beryllium is low compared with that of most other metals. Beryllium has a hexagonal close-packed
(hcp) crystal structure; thus, there are relatively few slip planes, and plastic deformation is limited. For this reason, all
beryllium products should be formed at elevated temperature (generally 540 to 815 °C, or 1000 to 1500 °F) and at slow
speeds.
Temperature, composition, strain rate, and previous fabrication history have marked effects on the results obtained in the
forming of beryllium.
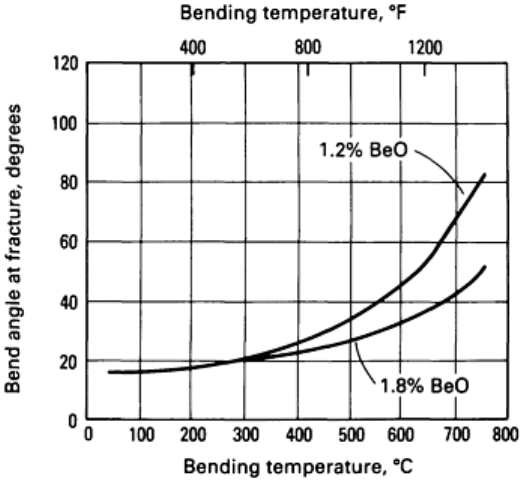
Effect of temperature on formability (in terms of bend angle at fracture) of two grades of powder sheet is shown in
Fig. 1. Although these data show the effect of temperature on bendability, maximum strain on a 2t bend radius is not
achieved at less than 90°. Therefore, it should not be assumed that the quantitative results shown in Fig. 1 can always be
applied directly in practice.
Fig. 1 Bend angle to fracture versus temperature of beryllium sheet using a 2t bend radius
It should be noted that Fig. 1 was generated using beryllium sheet with a guaranteed elongation of only 5%. Current
beryllium sheet products have guaranteed room-temperature elongations of 10%; typical values of 15 to 20% indicate
that, if the test illustrated in Fig. 1 were repeated today, improvement in results would be significant. In one case, a 90°
bend with a 2t radius was achieved in 0.5 mm (0.020 in.) thick beryllium sheet.
Effect of Composition. The oxide content of ingot and powder sheet has a significant effect on formability, as shown
by the curves in Fig. 1. As the oxide content increases, yield strength increases and ductility decreases.
Effect of Strain Rate. Strain rate greatly influences the formability of beryllium. For instance, the stroke of a press
brake is too fast for making sharp bends in hot beryllium. Slow bending, by means of equipment such as a hydraulic or
air-operated press, is usually used. Minimum bend limits for the press-brake method and the slower-press method are
compared in Fig. 2 for bending of cross-rolled powder sheet.