ASM Metals HandBook Vol. 14 - Forming and Forging
Подождите немного. Документ загружается.

The use of various special-purpose lubricants is discussed in sections of this article that deal with individual forming
processes. The article "Selection and Use of Lubricants in Forming of Sheet Metal" in this Volume contains more
information on lubricants for sheet forming.
Forming of Aluminum Alloys
Blanking and Piercing
Blanking and piercing of aluminum alloy flat stock are ordinarily done in punch presses because of their high production
rates and ability to maintain close tolerances. Press brakes are sometimes used, particularly for experimental or short-run
production.
The generally lower shear strength of aluminum alloys usually dictates the use of presses or press brakes of lower
capacity than those used for comparable operations with steel. Total required shearing force can be calculated as the
product of shear strength, total length of cut, and metal thickness, but allowance must be made for different alloys, for
dulling of the cutting edges of punches and dies, and for variation in clearance between punch and die. The shear
strengths of the commonly used aluminum alloys range from 62 to 338 MPa (9 to 49 ksi), whereas the shear strength of a
typical low-carbon steel is 241 to 462 MPa (35 to 67 ksi).
Tool Materials. A discussion of materials for blanking and piercing dies is given in the article "Selection of Material for
Press-Forming Dies" in this Volume. Aluminum alloys are classed with other soft materials, such as copper and
magnesium alloys. In general, for a given tool material, tool life is longer for blanking and piercing aluminum alloys than
for blanking and piercing steel.
In some applications, a less expensive die can be used than is true for steel parts, particularly for relatively short runs.
Cast zinc dies, which cost only about one-fifth as much as tool steel dies, are used for runs of up to about 2000 parts.
Steel-rule dies and template dies also reduce tooling costs for short runs or moderate-length runs. For example, an
aluminum alloy blank 495 by 305 mm (19.5 by 12 in.) by 1 mm (0.040 in.) in thickness was made in a steel-rule die
having an expected life of 150 pieces. For the production quantity, burr height did not exceed 0.127 mm (0.005 in.).
Punches and die buttons for seven pierced holes of 3.9, 4.8, and 6.4 mm ( , , and in.) diameter were incorporated
in the die.
Low-carbon steel or cast iron dies sometimes replace hardened tool steel dies, even for long runs. Punches are usually
made from annealed or hardened tool steel, depending on the size and complexity of the part and the length of the run.
Cemented carbide tools are seldom required, even for extremely long runs.
Tolerances. A tolerance of ±0.127 mm (0.005 in.) is normal in the blanking and piercing of aluminum alloy parts in a
punch press. Using a press brake, it is possible to blank and pierce to a location tolerance of ±0.25 mm (0.010 in.) or less,
although tolerances for general press brake operations usually range from ±0.51 to ±0.76 mm (0.020 to 0.030 in.).
For economy in tool cost, specified tolerance should be no less than is actually necessary for the particular part. A
tolerance of ±0.127 mm (0.005 in.) would probably require that the punch and die be jig ground, adding 30 to 40% to
their cost. A tolerance of ±0.05 mm (0.002 in.) may require the addition of a shaving operation. In addition to the cost of
an extra die, labor costs would be increased by the added operation.
For extremely accurate work, an allowance must be made for the shrinkage of holes and expansion of blanks resulting
from the elasticity of the stock. This allowance, made to both punch and die, does not change the clearance between them,
and is primarily a function of stock thickness. For large sizes and normal tolerances, this correction is not very important.
Clearance between punch and die must be controlled in blanking and piercing in order to obtain a uniform
shearing action. Clearance is usually expressed as the distance between mating surfaces of punch and die (per side) in
percentage of work thickness.
Correct clearance between punch and die depends on the alloy as well as the sheet thickness. Suggested punch-to-die
clearances in terms of percentage of sheet thickness t for blanking and piercing aluminum alloys in various tempers are
listed in Table 1.
Table 1 Punch-to-die clearances for blanking and piercing aluminum alloys
Alloy and temper Clearance
per side,
%t
(a)
1100
O
5.0
H12, H14
6.0
H16, H18
7.0
2014
O
6.5
T4, T6
8.0
2024
O
6.5
T3, T36, T4
8.0
3003
O
5.0
H12, H14
6.0
H16, H18
7.0
3004
O
6.5
H32, H34
7.0
H36, H38
7.5
5005
O
5.0
H12, H14, H32, H34
6.0
H36, H38
7.0
5050
O
5.0
H32, H34
6.0
H36, H38
7.0
5052
O
6.5
H32, H34
7.0
H36, H38
7.5
5083
O
7.0
H323, H343
7.5
5086
O, H112
7.0
H32, H34, H36
7.5
5154
O, H112
7.0
H32, H34, H36, H38
7.5
5257
(b)
O
5.0
H25
6.0
H28
7.0
5454
O, H112
7.0
H32, H34
7.5
6061
O
5.5
T4
6.0
T6
7.0
7075
O
6.5
W, T6
8.0
7178
O
6.5
W, T6
8.0
(a)
t, sheet thickness.
(b)
Also alloys 5357, 5457, 5557, and 5657
The character of the shearing action also depends on the sharpness of the tools. Dull cutting edges on punch and die have
effects similar to those of excessive clearance, with the effect on burr size being particularly pronounced.
With proper clearance, the fractures proceeding from the punch surface and from the die surface of the work meet cleanly
without secondary shearing and excessive plastic deformation. Secondary shearing indicates that the clearance is too
small; a large radius or dished contour at the sheared edge and a stringy burr indicate that the clearance is too large.
For additional information on punch-to-die clearances, see the article "Piercing of Low-Carbon Steel" in this Volume.
Die Taper. The walls of die openings in blanking or piercing dies are often tapered ° from the vertical, to minimize
sticking of the blank or slug in the die. A straight, vertical section of at least 3.2 mm ( in.) or equal to the metal
thickness for stock thicker than 3.2 mm ( in.) is usually left at the upper end of the die opening, to provide for
sharpening without changing the clearance. Tapered die relief is usually more suitable for piercing aluminum than is
counterbore design relief.
Stripping force of 3 to 20% of the total capacity needed for blanking and piercing is used for aluminum alloys. The
force needed depends on the alloy, temper, and stock thickness. Sharpness of cutting edges on punch and die, lubrication,
and uniformity of application of stripper-plate pressure also affect stripping force.
Lubricants are normally used in blanking or piercing aluminum alloy parts to reduce sticking of slugs or blanks in the
die opening and to facilitate clean stripping from the punch without buckling. Lower tool maintenance costs and smoother
edges on blanks or holes can be obtained with suitable lubrication.
Forming of Aluminum Alloys
Press-Brake Forming
The press-brake forming techniques used with aluminum alloys are similar to those used with steel and other metals,
differing only in some details of tool design (see the article "Press-Brake Forming" in this Volume).
Tolerances in press-brake forming are larger than those in punch press operations. For simple shapes that are relatively
long and narrow, a tolerance of ±0.8 mm ( in.) can usually be maintained. On larger parts of more complex cross
section, the tolerance may be as much as ±1.6 mm ( in.).
Springback, or partial return to the original shape upon removal of the bending forces, occurs in most bending
operations. The amount of springback depends on the yield strength and thickness of the material and on the bend radius.
Table 2 shows the effects of these variables, giving springback allowances in degrees of overbending that have been used
for high-strength aluminum alloys 2024 and 7075.
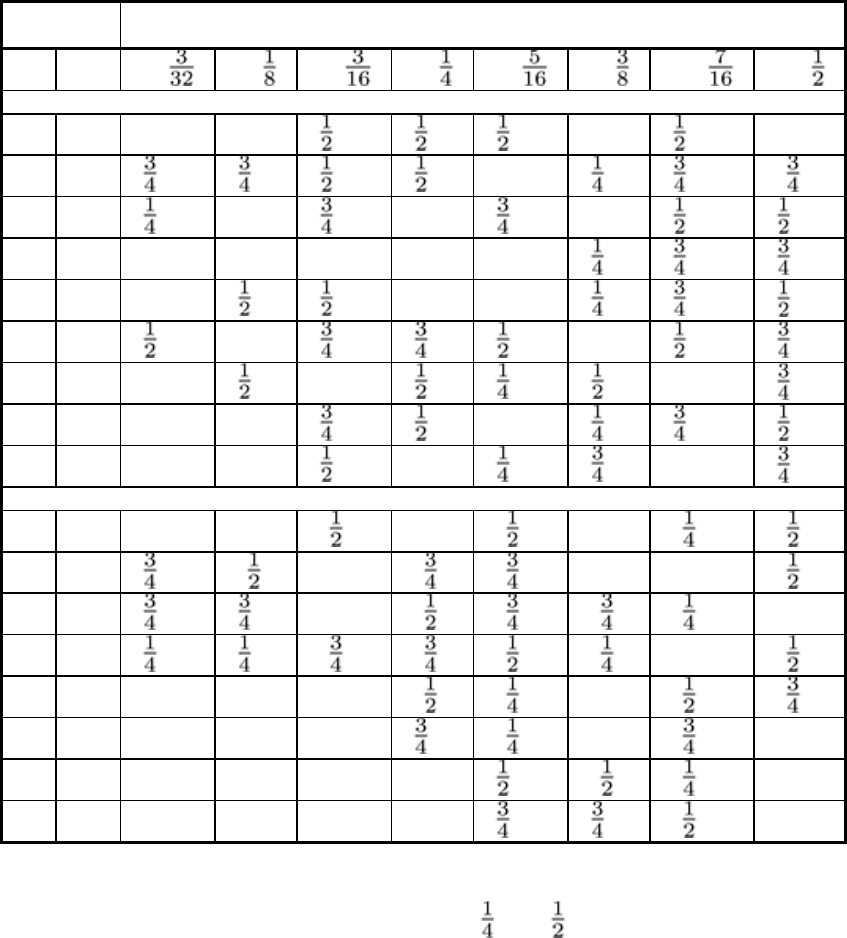
Table 2 Springback allowances for 90° bends in 2024 and 7075 aluminum alloy sheet
Sheet
thickness
Springback allowance, in degrees, for bend radius, mm (in.) of:
mm
in.
2.4 ( )
3.2 ( )
4.8 ( )
6.4 ( )
7.9 ( )
9.5 ( )
11.1 ( )
12.7 ( )
2024-O and 7075-O
0.51
0.020
3 4
5 7 8
9
9
12
0.64
0.025
2 3 5 6
8
8 8
10
0.81
0.032
2
3
4
6
6
7
7
9
1.02
0.040
2 3 4 5 6
6 6
8
1.29
0.051
2
2 3
4 5
5 5
7
1.63
0.064
1
2
2 3 4
5
5
6
2.06
0.081
1
1
2
2 3 3
4
4
2.39
0.094
. . . . . .
1 2
3
3 3
4
3.18
0.125
. . . . . .
1
2
2 2
3
3
2024-T3
0.51
0.200
10 12
15
19
22
24
27
33
0.64
0.025
8 10
14
16 17
21 23
28
0.81
0.032
7 8
12
14 16 17 19
24
1.02
0.040
7 8 10 12 14 15
17
20
1.29
0.051
. . . . . . 9
10 12
13
14
16
1.63
0.064
. . . . . . 8
9 11
12
12
15
2.06
0.081
. . . . . . . . . . . .
9 10 11
13
2.39
0.094
. . . . . . . . . . . .
8 9 10
12
The springback allowance, or number of degrees of overbending required, ranges from 1 to 12° for 2024-O and 7075-O
(yield strength of 76 MPa, or 11 ksi, min), and from 7 to 33 ° for 2024-T3 (yield strength of 345 MPa, or 50 ksi). The
allowance increases with increasing yield strength and bend radius, but varies inversely with stock thickness. The
allowance for bends of other than 90° can be estimated on a proportional basis. For bend angles of less than 90°, the
springback may be greater unless the bend radius is decreased, because the metal in the bend area may not have been
stressed beyond its yield point.
Radii to which bends can be made depend on the properties of the metal and the design, dimensions, and condition of the
tools. For most metals, the ratio of minimum bend radius to sheet thickness is approximately constant, because ductility is
the primary limiting factor on minimum bend radius. This is not true for aluminum alloys, for which the ratio of bend
radius to sheet thickness increases with the thickness.
With special tooling, aluminum alloys can be bent to smaller radii than those indicated in standard tables. Bottoming dies
and dies that combine bottoming with air bending are used for this purpose. Hydraulic forming, forming with rubber-pad
dies, and high-energy-rate forming also produce good small-radius bends.
Sometimes it is possible to take advantage of the grain direction in the work metal: The most severe bends can be made
across the direction of rolling. If similar bends are made in two or more directions, it is recommended that, if possible, all
bends be made at an angle to the direction of rolling. Local heating along the bend lines can sometimes be used to
produce small bend radii without fracture; this is particularly useful in bending plate.
The maximum temperature that can be used without serious loss in mechanical properties is 150 to 205 °C (300 to 400
°F) for cold-worked material. Reheating of naturally aged aluminum alloys 2014 and 2024 is not recommended unless the
part is to be artificially aged. Generally, any reheating sufficient to improve formability will lower the resistance to
corrosion to an undesirable degree, except with alclad sheet.
Blank Development. For relatively simple parts, particularly those for which close tolerances are not required, the
blank layout can be developed directly by using bend-allowance tables or equations. As a rule, the initial calculated blank
layout and die design are developed into final form by successive trial and modification.
Lubricants are needed for nearly all press-brake forming of aluminum alloys. The light protective film of oil sometimes
present on mill stock is often adequate for mild bending operations, but when this is not sufficient, a lubricant is usually
applied to the working surfaces of the tools and the bend area of the workpiece to prevent scoring and metal pickup.
Tools. The bending, forming, piercing, and notching dies used in press brakes for aluminum alloys are much the same as
those used for low-carbon steel. To prevent marring or scratching of the workpiece, tools used for bending steel should be
carefully cleaned and polished before being used for aluminum alloys. Rubber pads used in press-brake dies, when clean,
will not scratch the surface of an aluminum sheet.
Because of the differences in tensile strength and springback, shut height settings for aluminum alloys may be different
from those for low-carbon steel.
Forming of Aluminum Alloys
Contour Roll Forming
Aluminum alloys are readily shaped by contour roll forming, using equipment and techniques similar to those used for
steel (see the article "Contour Roll Forming" in this Volume). Operating speeds can be higher for the more ductile
aluminum alloys than for most other metals. Speeds as high as 245 m/min (800 ft/min) have been used in mild roll
forming of 0.8 mm ( in.) thick alloy 1100-O sections 15 to 30 m (50 to 100 ft) long. Power requirements for roll
forming of aluminum alloys are generally lower than is the case for comparable operations on steel, because of the lower
yield strength of most aluminum alloys.
Tooling. The design of rolls and related equipment, as well as the selection of tool materials, is discussed in the article
"Contour Roll Forming" in this Volume. The most commonly used material is L6 tool steel, a low-alloy nickel-chromium
grade with excellent toughness, wear resistance, and hardenability. For extremely severe forming operations or
exceptionally long runs, a high-carbon high-chromium grade such as D2 is preferred because it has superior resistance to
galling and wear. These tool steels are hardened to 60 to 63 HRC. The tools are highly polished and are sometimes
chromium plated to prevent scratching and to minimize the pickup of chips when surface finish of the work is critical.
For short runs and mild forming operations, rolls can be made of turned and polished gray cast iron (class 30 or better) or
low-carbon steel. For light-gage metals, tools made of plastics reinforced with metal powder, or of specially treated
hardwood, have occasionally been used. For some applications in the roll forming of light-gage alloys when quality of
surface finish is the primary concern, use has been made of cast zinc tools, at the cost of shorter tool life.
Extremely close tolerances are required on tool dimensions. Allowance for springback must be varied with alloy and
temper, as well as with material thickness and radius of forming, as indicated in Table 2. Final adjustments must be made
on the basis of production trials.
Tolerances of ±0.127 mm (0.005 in.) are common in contour roll forming, and ±0.05 mm (0.002 in.) can be maintained
on small, simple shapes formed from light-gage metals. One or two final sizing stations may be required for intricate
contours or when springback effects are great.
Lubricants are required in nearly all contour roll forming of aluminum alloys. For high-speed or severe forming
operations, the rolls and workpiece may be flooded with a liquid that functions as both a lubricant and a coolant. A
soluble oil in water is preferred for this type of operation. When a more effective lubricant is required, a 10% soap
solution or an extreme-pressure (EP) compound may be used. These are better suited for minimizing tool wear and
producing a high-quality finish, but are more difficult to remove.
Applications. Roll-formed aluminum alloy parts made from sheet or coiled strip include furniture parts, architectural
moldings, window and door frames, gutters and downspouts, automotive trim, roofing and siding panels, and shelving.
Tubing in sizes ranging from 19 to 203 mm ( to 8 in.) in outside diameter and from 0.64 to 3.9 mm (0.025 to 0.156 in.)
in wall thickness is made in a combined roll-forming and welding operation (see the article "Contour Roll Forming" in
this Volume). Linear speeds of 9 to 60 m/min (30 to 200 ft/min) are used in this process. Applications include irrigation
pipe, condenser tubing, and furniture parts.
Other applications of contour roll forming include the forming of patterned, anodized, or pre-enameled material. Such
applications impose stringent requirements on tool design and maintenance, and lubrication sometimes cannot be used
because of the nature of the coating or because of end-use requirements.
Forming of Aluminum Alloys
Deep Drawing
Equipment, tools, and techniques used for deep-drawing aluminum and aluminum alloys are similar to those used for
other metals, and are described in more detail in the article "Deep Drawing" in this Volume. This section deals with those
aspects of deep drawing that are specific to aluminum alloys, and is restricted to procedures using a rigid punch and die.
Other procedures are described in subsequent sections of this article.
Equipment. Punch presses are used for nearly all deep drawing; press brakes are sometimes used for experimental or
very short runs. Presses used for steel are also suitable for aluminum.
Capacity requirements, determined by the same method used for steel, are generally lower for comparable operations
because of the lower tensile strength of aluminum alloys.
Press speeds are ordinarily higher than they are for steel. For mild draws, single-action presses are usually operated at 27
to 43 m/min (90 to 140 ft/min). Double-action presses are operated at 12 to 30 m/min (40 to 100 ft/min) for mild draws,
and at less than 15 m/min (50 ft/min) for deeper draws with low and medium-strength alloys. Drawing speeds on double-
action presses are about 6 to 12 m/min (20 to 40 ft/min) with high-strength alloys.
Tool Design. Tools for deep drawing have the same general construction as those used with steel, but there are some
significant differences. Aluminum alloy stock must be allowed to flow without undue restraint or excessive stretching.
The original thickness of the metal is changed very little. This differs from the deep drawing of stainless steel and brass
sheet; each of which may be reduced by as much as 25% in thickness in a single draw.
Clearances between punch and die are usually equal to the metal thickness plus about 10% per side for drawing
alloys of low or intermediate strength. An additional 5 to 10% clearance may be needed for the higher-strength alloys and
harder tempers.
With circular shells, metal thickening occurs with each draw, therefore clearance is usually increased with each
successive draw. The restrictions imposed on the drawing of rectangular shells by metal flow at the corners make equal
clearances for each draw satisfactory. The final operation with tapered or rectangular shells serves primarily to straighten
walls, sharpen radii, and size the part accurately. Therefore, the clearance for these operations is equal to the thickness of
the stock.
Excessive clearance may result in wrinkling of the sidewalls of the drawn shell. Insufficient clearance burnishes the
sidewalls and increases the force required for drawing.
Radii on Tools. Tools used for drawing aluminum alloys are ordinarily provided with draw radii equal to four to eight
times the stock thickness. A punch nose radius is sometimes as large as ten times the stock thickness.
A die radius that is too large may lead to wrinkling. A punch nose radius that is too sharp increases the probability of
fracture or of residual circular shock lines that can be removed only by polishing.
Nonetheless, failure by fracture can sometimes be eliminated by increasing the die radius, or by making the drawing edge
an elliptic form instead of a circular arc.
Surface Finish on Tools. Draw dies and punches should have a surface finish of 0.4 μm (16 μin.) or less for most
applications. A finish of 0.08 to 0.1 μm (3 to 4 μin.) is often specified on high-production tooling for drawing light-gage
or precoated stock. Chromium plating may also be specified to minimize friction and prevent pickup of dirt or other
particles that could damage the finish on the part.
Tool Materials. The selection of materials for deep drawing tools is discussed in the article "Selection of Material for
Deep-Drawing Dies" in this Volume. Materials for small dies are chosen almost entirely on the basis of performance, but
cost becomes a significant factor for large dies. Local variation in wear on tools is an important factor in tool life. A
twentyfold variation in rate of wear can be observed on the die radius.
Lubricants for deep drawing of aluminum alloys must allow the blank to slip readily and uniformly between the
blankholder and the die, and must prevent stretching and galling while this movement takes place.
The drawing compounds can be applied only to the areas that will be subjected to a significant amount of cold working,
unless local application interferes with the requirements of high-speed operation. Uniformity of application is critical,
especially to enable the maintenance of correct blankholder pressure around the periphery of the die.
Drawing Limits. The reduction in diameter that is possible in a single operation with aluminum alloys is about the
same as that obtainable with drawing-quality steel. For deep-drawn cylindrical shells, reductions in diameter of about
40% for the first draw, 20% for the second draw, and 15% for the third and subsequent draws can be obtained with good
practice. The part can usually be completely formed without intermediate annealing. Four or more successive draws
without annealing can be performed, with proper die design and effective lubrication, on such alloys as 1100, 3003, and
5005. The amount of reduction decreases in successive draws because of the loss in workability due to strain hardening.
The total depth of draw thus obtainable without intermediate annealing exceeds that obtainable from steel, copper, brass,
or other common materials.
For high-strength aluminum alloys, the approximate amount of permissible reduction is 30% for the first draw, 15% for
the second draw, and 10% for the third draw.
Local or complete annealing is usually necessary after the third draw on alloys such as 2014 and 2024. Alloys 3004, 5052,
and 6061 are intermediate in behavior.
The rate of strain hardening is greatest for the high-strength alloys and least for the low-strength alloys. Table 3 shows the
changes in mechanical properties that result from successive draws with alloys 3003 and 5052. The major portion of the
change is accomplished in the first draw. The rate of strain hardening is more rapid with high-strength heat-treatable
alloys such as 2014 and 2024.
Table 3 Effect of drawing on mechanical properties of aluminum alloys 3003 and 5052
Tensile strength
Yield strength
Number of
draws
MPa ksi MPa ksi
Elongation in 50 mm
(2 in.), %
Alloy 3003
0 110 16 41 6
30
1 131 19 117 17
11
2 152 22 145 21
9
3 162 23.5 152 22
8
4 169 24.5 155 22.5
8
(a)
(200) (29) (186) (27)
(4)
Alloy 5052
0 193 28 90 13
25
1 238 34.5 221 32
6
2 272 39.5 248 36
6
3 296 43 255 37
6
4 303 44 262 38
6
(a)
(290) (42) (255) (37) (7)
(a)
Values in parentheses are typical values for these alloys in the full hard condition.
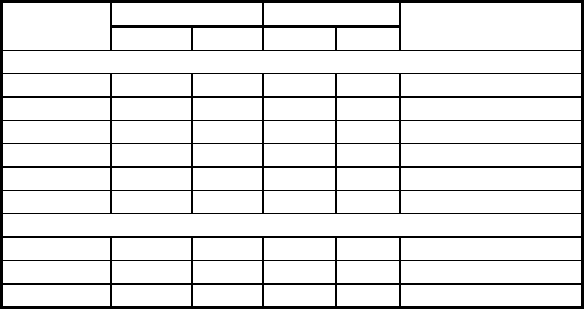
Practical limits for single-operation deep drawing of cylindrical cups and rectangular boxes have been expressed in terms
of dimensional ratios, as shown in Fig. 6. (Reverse redrawing can be used to obtain a deeper shell than indicated by the
limits in Fig. 6 for conventional drawing methods.)
Fig. 6 Drawing limits for single-operation drawing of c
ylindrical cups or rectangular boxes from aluminum alloy
sheet 0.66 to 1.63 mm (0.026 to 0.064 in.) thick. For cylindrical cups, width w
equals diameter and vertical
corner radius r equals half the diameter. For rectangular boxes, width w equals the square
root of the projected
bottom area. If length is more than three times width, drawing limits will be more severe than those shown
above. For flanged boxes, the flange width must be included in depth h.
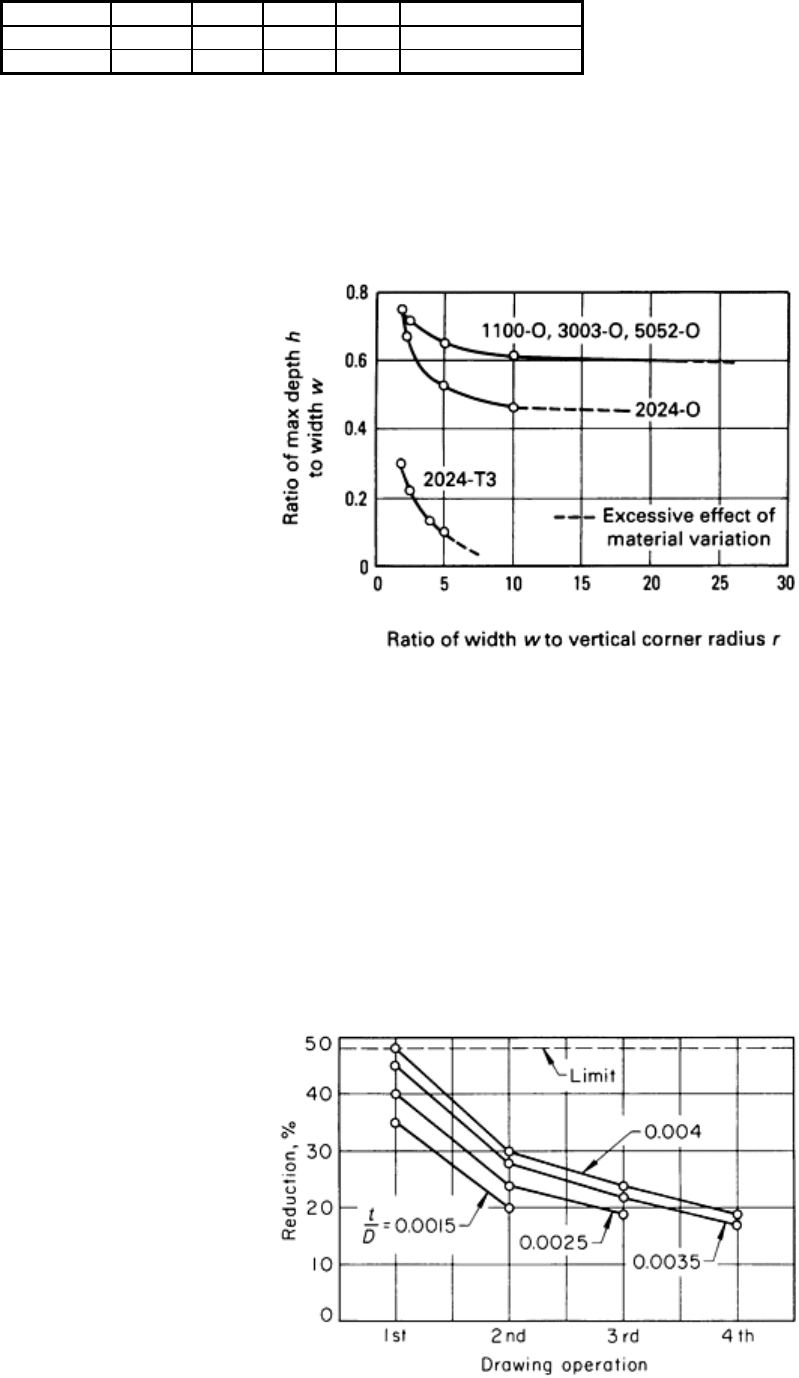
The relation of the metal thickness t to the blank diameter D is an important factor in determining the percentage
reduction for each drawing operation. As this ratio decreases, the probability of wrinkling increases, requiring more
blankholding pressure to control metal flow and prevent wrinkles from starting. Figure 7 shows the effect of this ratio on
percentage reduction of successive draws, without intermediate annealing, for low-strength alloys such as 3003-O.
Fig. 7 Effect of thickness-to-diameter ratio on percentage of reduction for successi
ve drawing operations
without intermediate annealing for low-strength aluminum alloys such as 3003-O. t, metal thickness. D,
blank
diameter
Blank development is of particular importance in the deep drawing of large rectangular and irregular shapes.
Excessive stock at the corners must be avoided, because it hinders the uniform flow of metal under the blankholder and
thus leads to wrinkles or fractures.
With suitable tooling and careful blank development, large rectangular and irregular shapes can often be produced
economically in large quantities by deep drawing. Smaller quantities are made in sections with inexpensive tooling and
then assembled by welding. Both the welding operation and the subsequent grinding and polishing of the weld areas are
time consuming and costly.
Warping. The nonuniformity of stress distribution in the drawing of rectangular or irregular shapes increases the
tendency toward warping. Bowing or oilcan effects on the major surfaces become more pronounced with increasing size
of the part. Changes can sometimes be made in dimensional details of the drawing tools to eliminate these defects without
the need for extra forming operations.
Miscellaneous Shapes. Other shapes often produced by deep drawing (besides cylindrical and rectangular shells)
include hemispherical shells, flat-bottom hemispherical shells, and tapered shells.
Hemispherical shells with a final inside diameter of less than about 150 times the original metal thickness can be
drawn in one operation. For inside diameters of more than 150 times thickness, two draws are usually required, to avoid
wrinkles. Local thinning in the first draw must be avoided if the second draw is to be successful.
Flat-bottom hemispherical shells, unless very shallow, require at least two draws. The first draw produces a
rounded shape, with a larger radius in the bottom area than on the side areas. The final draw flattens the bottom and gives
the sides a uniform curvature of the radius required.
Tapered shells require more drawing operations for a given depth of draw than do most other symmetrical shapes. The
number of steps required increases with the taper angle.
The bottom edges, except for the final operation, do not have the contour of a circular arc. The profile consists of
essentially flat sections at an angle of about 40 to 50° from the horizontal. Stepwise reductions are made along the line of
final contour, as shown in Fig. 8, and the final draw straightens out the sidewalls to the desired shape.
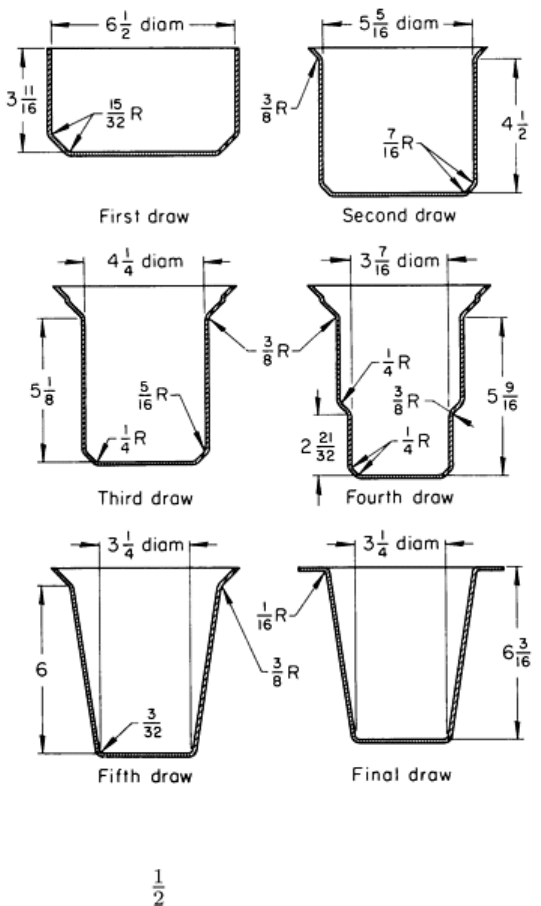
Fig. 8 Typical progression of shapes in multiple-
draw forming of a tapered shell from an aluminum alloy blank
1.63 mm (0.064 in.) thick and 292 mm (11 in.) in diameter. Dimensions given in inches
Each operation after the first is restricted to a shallow draw to minimize strain hardening. With alloys of low and
intermediate strength, this procedure makes it possible to complete the series of draws without annealing. Contrary to
normal practice, the amount of reduction per draw need not be lowered after the second draw. However, polishing or
burnishing is often required on the completed shell to obtain a good-quality finish on the sidewalls.
Ironing is avoided in some deep drawing applications with aluminum alloys, but can be used to produce a shell with a
heavy bottom and thin sidewalls. The shell is first drawn to approximately the final diameter. The drawing lubricant is
then removed, and the shell is annealed, bringing it to temperature rapidly to minimize the formation of coarse grains in
areas that have been only slightly cold worked.
The sidewalls can then be reduced in thickness by 30 to 40% in an ironing operation. By repeating the cleaning,
annealing, and ironing steps, an additional reduction of 20 to 25% can be obtained, with good control over wall thickness.
A typical use of ironing is shown in Fig. 9. Here a cylindrical shell is produced with a thick bottom and thin sidewalls by
a single deep draw and two successive ironing operations. The approximate final diameter and about half the final depth
are obtained in the drawing operation. Wall thickness is reduced 33% in the first ironing step and 19% in the second.