ASM Metals HandBook Vol. 14 - Forming and Forging
Подождите немного. Документ загружается.

Such alloys have permitted the greater use of high-frequency welded and unannealed tubes for thin-wall bends with a
centerline bend radius less than twice the tube diameter. Furthermore, such bends can be made at room temperature,
although care should be exercised in cold weather not to fabricate sub-room-temperature tubing. Finally, through tighter
control of both melt chemistries and processing parameters, ferritic tube alloys with excellent welding and bending
reproducibility from heat to heat have been developed.
Forming of Stainless Steel
Revised by Joseph A. Douthett, Armco Inc.
Forming Versus Machining
Although forming ordinarily requires expensive tooling and bulky equipment, it is a high-speed process, and for most
parts that can be formed from sheet, it is more economical than machining for mass production. The following example
shows how production techniques can vary with the size of the production lot to make the best use of each technique.
Example 28: Influence of Change in Quantity of Production Method and Product
Design.
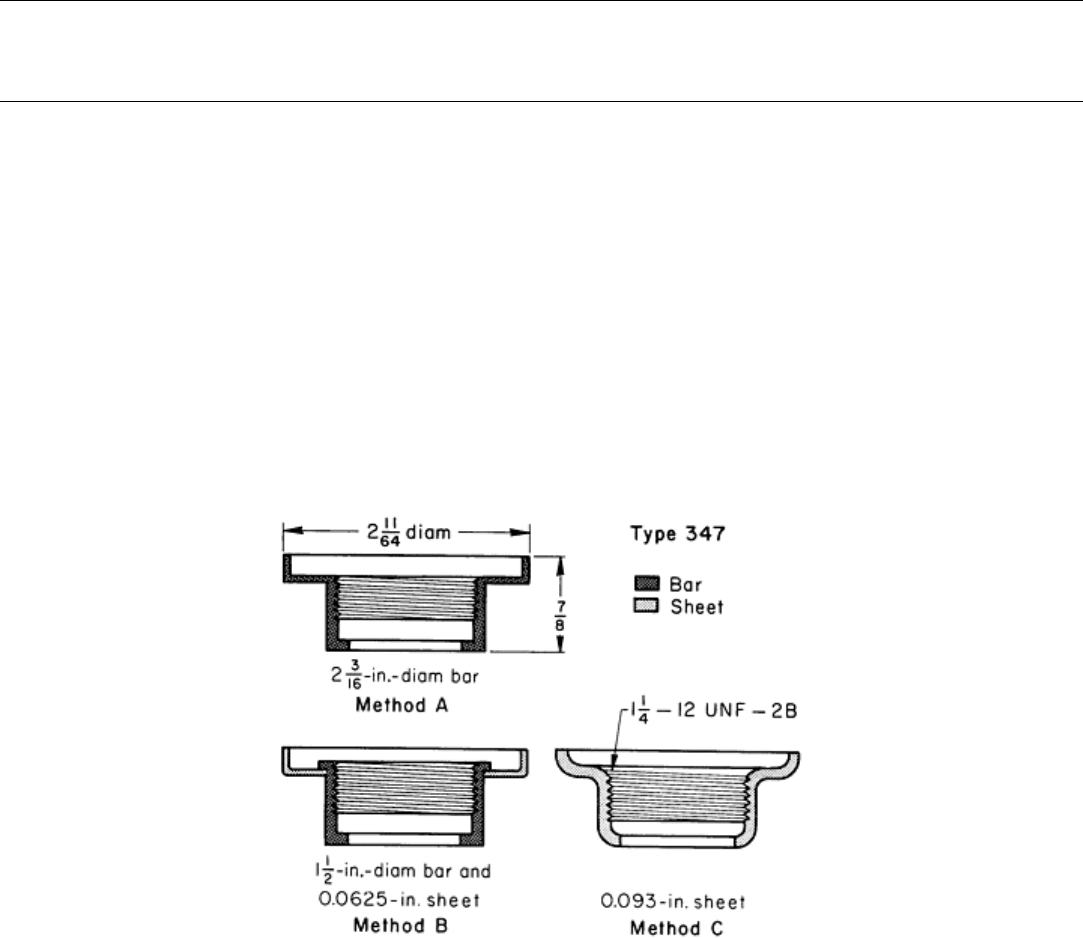
A threaded cap was made of type 347 stainless steel by three different methods. Each method involved a change in
design, as illustrated in Fig. 33.
Fig. 33 Machi
ning versus press forming for producing a cap. In method A, the cap (illustrated above) was
completely machined from bar stock. In method B, the cap (redesigned) combined components that were press
formed from sheet and machined from bar stock. In method C
, the entire cap (again redesigned) was press
formed from sheet and then partly machined. Dimensions given in inches.
The original order was for 100 caps, with an anticipated design change on future orders. The quickest and most
economical production method was to machine the cap in one piece from bar stock (method A, Fig. 33).
The next order was for 1000 caps. The design and manufacturing methods were revised so that the cap was produced as
an assembly of two components--one press formed from sheet and the other machined from bar stock (method B, Fig.
33).

When requirements increased to 5000 caps, a cost reduction was essential to obtain the order against a competitor's bid.
The part was redesigned for production entirely from sheet by press forming and partial machining (method C, Fig. 33).
Overall cost was reduced nearly 50% as compared to methods A and B.
The press-formed part of method B was made in a 400 kN (45 tonf) open-back-inclinable mechanical press at a rate of
200 to 250 pieces per hour. The die was made of oil-hardening tool steel. Method C used an air-hardening tool steel die
and a 530 kN (60 tonf) open-back-inclinable mechanical press that made 300 to 350 pieces per hour. Mineral oil was used
as a lubricant in both methods.
Forming of Heat-Resistant Alloys
Revised by S.K. Srivastava and E.W. Kelley, Haynes International
Introduction
WROUGHT HEAT-RESISTANT ALLOYS can be classified as iron-base, nickel-base, or cobalt-base alloys. Depending
on the specific alloy, one or more of the following strengthening mechanisms can be used: solid-solution strengthening,
precipitation hardening, and dispersion strengthening. The use of these various strengthening mechanisms leads to a wide
range of microstructural and compositional variations. Despite this, heat-resistant alloys can be formed by techniques
similar to those employed for the forming of AISI 300-series stainless steels, although the forming of heat-resistant alloys
is more difficult. All heat-resistant alloys work harden rapidly. Figure 1 compares the degree of work hardening of several
nickel-base alloys to that experienced in a cobalt-base alloy, an iron-base alloy, AISI type 304 stainless steel, and a low-
carbon ferritic steel.
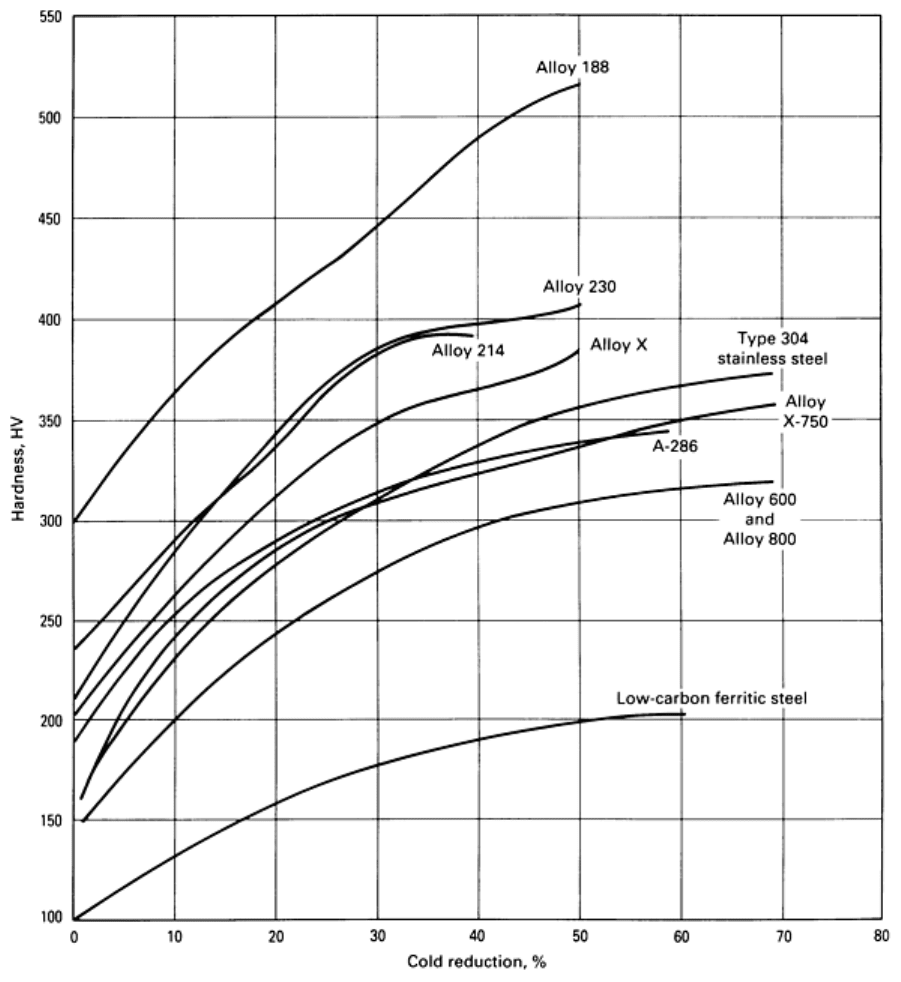
Fig. 1 Effect of cold reduction on the hardness of several heat-
resistant alloys, type 304 stainless steel, and a
low-carbon ferritic steel.
The differences in composition of the various heat-resistant alloys cause differences in their formability. Alloys that
contain the greatest amount of cobalt, such as alloy 25 (Co-0.1C-20Cr-15W-10Ni) and alloy 188 (UNS R30188), require
a greater magnitude of force to form than iron- or nickel-base alloys. Most alloys that contain substantial amounts of
molybdenum or tungsten for strengthening, such as alloy 230 or alloy 41 (UNS N07041), are harder to form than alloys
containing lesser amounts of these elements. Alloys that contain aluminum and titanium are strengthened by precipitation
of the γ' phase. The volume fraction γ' depends strongly on the amounts of aluminum and titanium present and on overall
composition. Examples of alloys that contain γ' include alloy 80A (UNS N07080), WASPALOY alloy (UNS N07011),
and alloy 214. These typically contain 15, 20, and 33% γ', respectively. Many precipitation-hardened alloys require
complex production steps to produce satisfactory components. Most of the iron- and nickel-base alloys contain less than
0.15% C; more carbon than this causes excessive carbide precipitation, which can severely reduce ductility. Small
amounts of boron are used in some of the heat-treatable nickel-base alloys, such as alloy 41 and U-700 (Ni-18.5Co-15Cr-
5.2Mo-3.5Ti-0.02B), to prevent carbide precipitation at grain boundaries; too much boron, however, can cause cracking
during forming.

Sulfur causes hot shortness of nickel-base alloys. Silicon content should be below 0.60%, and preferably less than 0.30%.
More than 0.60% Si causes cracking of cold-drawn alloys and may cause weld cracking in others. Silicon at levels of less
than 0.30% usually does not contribute to difficulties in forming.
Cold forming is preferred for heat-resistant alloys, especially in thin sheets. Most of these alloys can be hot formed
effectively only in a narrow temperature range (between about 925 and 1260 °C, or 1700 and 2300 °F). Intermediate
annealing between cold-forming operations is usually preferred to hot forming.
Forming of Heat-Resistant Alloys
Revised by S.K. Srivastava and E.W. Kelley, Haynes International
Effect of Alloy Condition on Formability
For the fine grain structure that is best for cold forming, heat-resistant alloys must be cold worked (reduced) beyond a
critical percentage reduction and then annealed. The critical amount of cold work varies with the alloy and with the
annealing temperature, but is usually 8 to 10%. Reheating metal that is only slightly cold worked can result in abnormal
grain growth, which can cause orange peel or alligator hide effects in subsequent forming.
For example, an alloy X (UNS N06002) workpiece, partly formed, stress relieved, and then given the final form, had
severe orange peel on much of its surface. The partial forming resulted in about 5% cold working, and during stress relief,
an abnormally coarse grain structure developed. The difficulty was corrected by making certain that the metal was
stretched 10% or more before it was stress relieved. In addition, stress relieving was done at the lowest temperature and
shortest time that could be used, because higher temperatures and longer times increased grain growth. Optimal time and
temperature were determined by hardness testing.
Severely cold-formed parts should be fully annealed after final forming. If annealing causes distortion, the work can be
formed within 10% of the intended shape, annealed, pickled, and then given the final forming.
Solution annealed products are usually soft enough to permit mild forming. If the solution annealed alloy is not soft
enough for the forming operation, an annealing treatment must be used that will remove the effects of cold work and
dissolve the age-hardening and other secondary phases. Some control of grain size is sacrificed, but if cooling from the
annealing temperature is very rapid, the age-hardening elements will be retained in solution. Further annealing after
forming can be done at a lower temperature to decrease the risk of abnormal grain growth. Several process anneals may
be required in severe forming, but the high-temperature anneal need not be repeated. Annealing should be performed at a
temperature that produces optimal ductility for the specific metal, as shown in the following example.
Example 1: Change in Heat Treatment to Eliminate Cracking.
A large manifold was made by welding together two drawn halves into a doughnut shape. Each half was drawn to a depth
of 127 mm (5 in.) from 3.5 mm (0.25 in.) thick alloy 41 that had been solution treated at 1175 °C (2150 °F) and water
quenched. Drawing of the plate stock on a 31,000 N (7000 lbf) drop hammer produced severe work hardening, and
cracking occurred frequently. To eliminate the cracking, forming was done in three steps, and the parts were annealed at
1080 °C (1975 °F) before the second and the third step.
The forming characteristics of the alloy 41 plate were greatly improved by modifying the solution treatment. The revised
treatment consisted of first soaking the alloy at 540 °C (1000 °F), transferring it to a gantry furnace, and holding it at 1080
°C (1975 °F) for 30 min. The work was then lowered rapidly through the bottom of the furnace into a salt bath at 205 to
260 °C (400 to 500 °F). Thus, the elapsed time between leaving the high-temperature zone and entering the quench was
kept to 4 or 5 s, the alloy was in the precipitation range (595 to 1010 °C, or 1100 to 1850 °F) for a minimum time, and
minimum hardness (16 to 21 HRC) was obtained. The salt bath provided a more uniform quench and a more ductile alloy
than the original water quench. The better ductility of the alloy allowed forming of the manifold halves in two operations.
Forming of Heat-Resistant Alloys
Revised by S.K. Srivastava and E.W. Kelley, Haynes International
Formability Indicators
Formability refers to the ease with which sheet metal can be formed. Material formability is difficult to measure. There is
no single index for predicting specific material formability for all processing conditions. The deformation modes in the
forming of most sheet metal components are complex and consist of bending, unbending, stretching, and deep drawing.
Materials, the process, and the final shape all interact in the forming and therefore should be considered simultaneously;
this makes material formability an elusive factor to quantify. Forming technology depends a great deal on practical
experience. Material characteristics such as tensile ductility, strain-hardening exponent, and anisotropy parameters can act
as guides to the nature of formability and can be used for comparing materials.
In any forming operation, the useful ductility of material is that amount up to the point of necking. Greater ductility at
peak load and a large separation between yield and tensile strengths are desirable. A measure of stretchability is provided
by the strain-hardening exponent (n value). Plastic deformation in a tensile test can be related to true stress in the
following manner:
True stress = K (true strain)
n
(Eq 1)
where K is a strength constant. Most heat-resistant alloys possess n values in excess of 0.4; a high strain-hardening
capacity results in spreading the strain away from any local region in the presence of a stress gradient.
The rolling and rerolling of a metal during its manufacture may cause alignment of individual grains. This imparts
anisotropic plastic properties to the sheet. Recrystallization during annealing will tend to restore isotropy. The plastic
strain ratio R (the ratio of the width strain to thickness strain in a uniaxial tensile test) is a measure of normal anisotropy,
that is, the variation of properties in the plane of the sheet relative to those perpendicular to the sheet surface. The average
R value is given by:
2
4
LDT
RRR
R
++
=
(Eq 2)
where the subscripts refer to tensile test measurements made in the longitudinal, diagonal, and transverse orientations of
rolled sheet, respectively. The variation of the properties in the plane of the sheet is termed planar anisotropy and is given
by:
2
2
LTD
RRR
R
+−
∆=
(Eq 3)
For an isotropic material R = 1 and ∆R = 0. A material with a high R value resists localized necking in the thickness
direction; therefore, deep drawability is high. There are various correlations between deep drawability and R value. Planar
anisotropy causes uneven flow of metal, resulting in earing of drawn cups. Some typical forming characteristics of several
heat-resistant alloys are given in Table 1.
Table 1 Forming characteristics of some heat-resistant alloys
Thickness Anisotropy Olsen cup depth
Ericksen cup depth
Alloy UNS No.
mm
in. R ∆R mm in. mm
in.
Alloy 80A
N07080 0.9 0.035
0.91
-0.02 . . . . . . 12.5
0.492
Alloy 263 N07263 0.9 0.035
0.86
0.01 . . . . . . 12.8
0.504
Alloy P16
. . . 0.9 0.035
0.98
-0.40 . . . . . . 10.5
0.413
Alloy 188 R30188 1.2 0.047
0.94
0.13 . . . . . . 12.6
0.496
Alloy 188 R30188 0.63
0.025
0.95
-0.024
12.5 0.492 . . .
. . .
Alloy 230 . . . 0.76
0.030
0.93
-0.059
11.0 0.433 . . .
. . .
Alloy 625 N06625 0.61
0.024
0.97
-0.139
11.7 0.461 . . .
. . .
Alloy X N06002 0.61
0.024
0.95
-0.105
10.2 0.402 . . . . . .
Source: Ref 1, 2
Forming limit curves are increasingly used to predict the formability of materials. The forming limit curve is
experimentally constructed for combinations of strain paths to describe strain to necking (or fracture). More information
on tests for formability is available in the article "Formability Testing of Sheet Metals" in this Volume.
References cited in this section
1.
B. Hicks, in The Development of Gas Turbine Materials, Applied Science, 1981, p 229-258
2.
S.K. Srivastava, Haynes International, unpublished research, 1985
Forming of Heat-Resistant Alloys
Revised by S.K. Srivastava and E.W. Kelley, Haynes International
Effect of Rolling Direction on Formability
Depending on the size, amount, and dispersion of secondary phases, the age-hardenable alloys show greater directional
effects (Fig. 2) than alloys that are not age hardenable. However, vacuum melting and solution annealing serve to reduce
directional effects (anisotropy). As shown by data for press-brake bending in Fig. 2, directional effects contribute
erratically to cracking and surface defects. The following example shows how directionality seriously affected the
forming characteristics of iron-base alloy A-286 (UNS S66286).
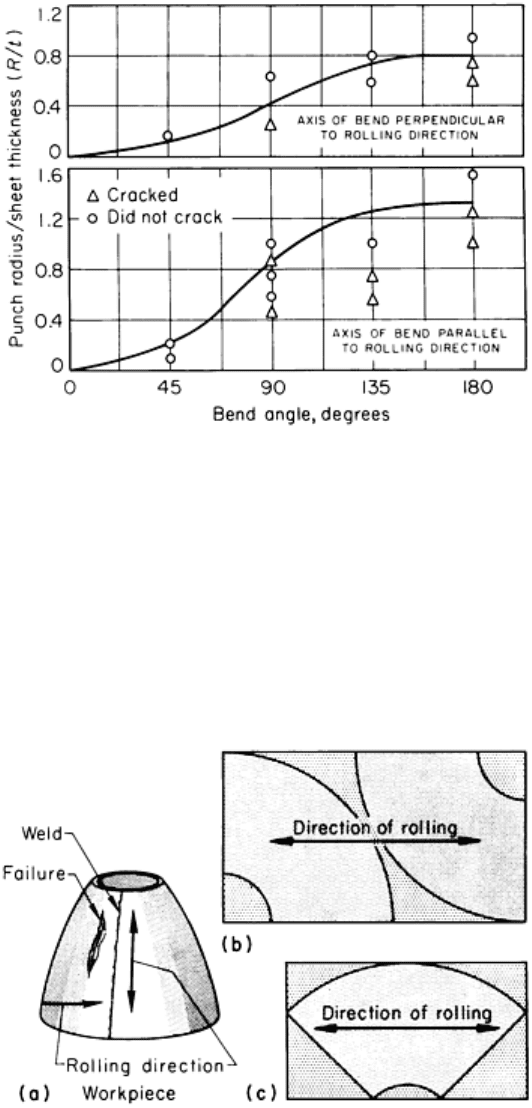
Fig. 2
Effect of forming direction relative to rolling direction on the formability of alloy 41 sheet 0.5 to 4.75 mm
(0.02 to 0.187 in.) thick in press brake bending.
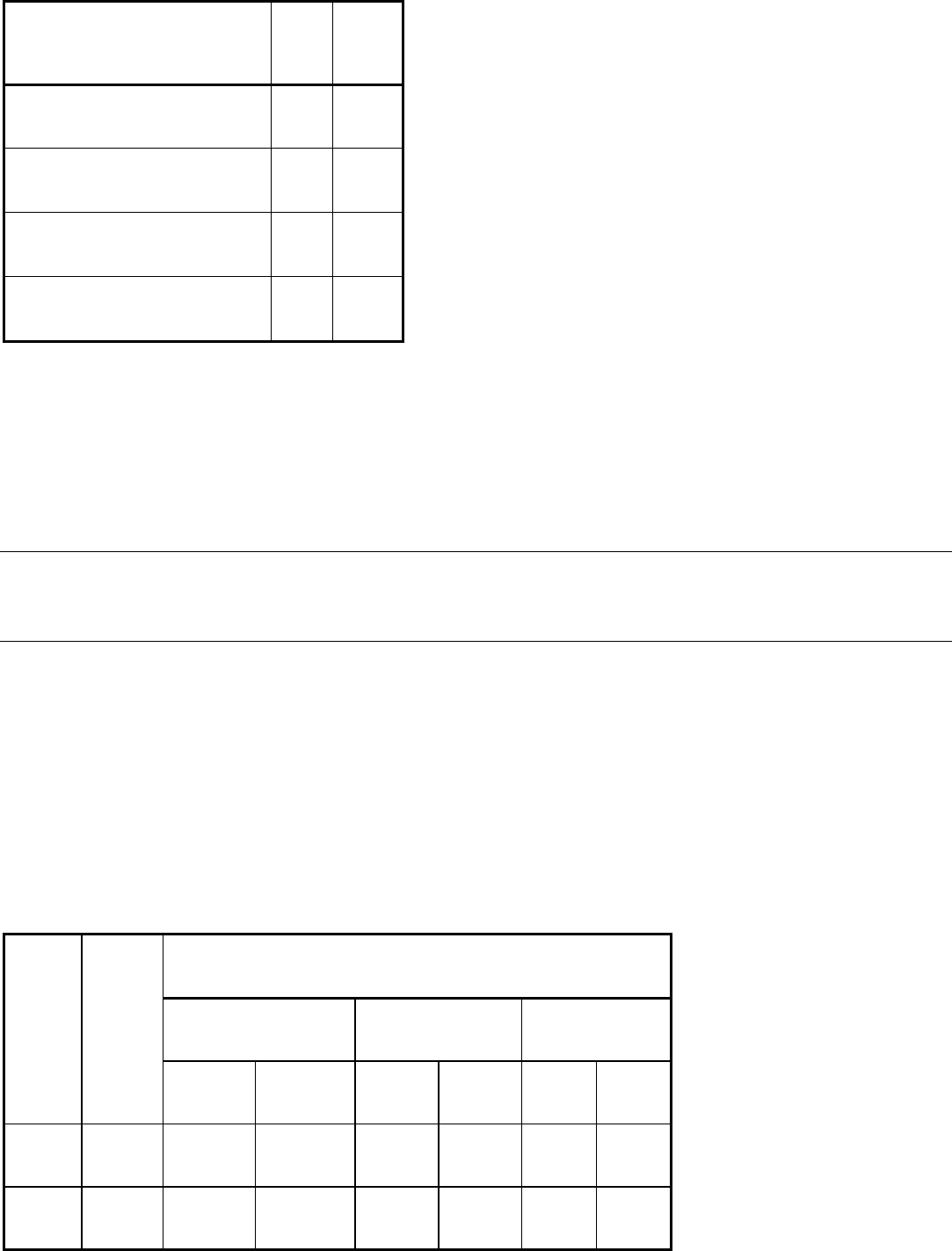
Example 2: Effect of Directionality in Bulging A-286.
A contoured exhaust cone (Fig. 3a) was made by cutting a flat blank from mill-annealed A-286 sheet, rolling and welding
a cone from the blank, and then bulging the cone into final shape. Developed blanks for two cones were cut from one
sheared rectangle (Fig. 3b) with little waste of stock.
Fig. 3 A-
286 exhaust cone that cracked in bulge forming, and the two layouts used in cutting the cone blanks
from 1.0 to 1.3 mm (0.04 to 0.05 in.) thick sheet.
Several lots of A-286 produced good parts, but one lot of material cracked in bulging. As shown in Fig. 3(a), cracks
occurred in the cone adjacent to the weld at the location where the forming stresses were perpendicular to the rolling
direction (which was also the direction of minimum elongation). The good and inferior lots of A-286 were compared as to
elongation with and across the rolling direction, and the inferior lot showed substantially greater difference in elongation
between the two test directions.
Good
A-286
Inferior
A-286
Elongation, %
Perpendicular to rolling direction
41.0
43.5
Parallel to rolling direction
38.5
37.2
Difference
2.5 6.3
Annealing the welded cones before bulging reduced the number of cracked cones, but not by a satisfactory percentage. A
higher percentage of acceptable cones resulted when the blanks were cut with their edges oriented to the rolling direction
as shown in Fig. 3(c). Cones made from these blanks had less abrupt change in the forming direction relative to rolling
direction on each side of the weld, and the forming stresses were never perpendicular to the rolling direction; however,
there was more scrap material from cutting the blank. When a revision of production techniques at the mill reduced the
elongation difference in the two directions of stress, it was possible to use the more economical blank layout shown in
Fig. 3(b).
Forming of Heat-Resistant Alloys
Revised by S.K. Srivastava and E.W. Kelley, Haynes International
Effect of Speed on Formability
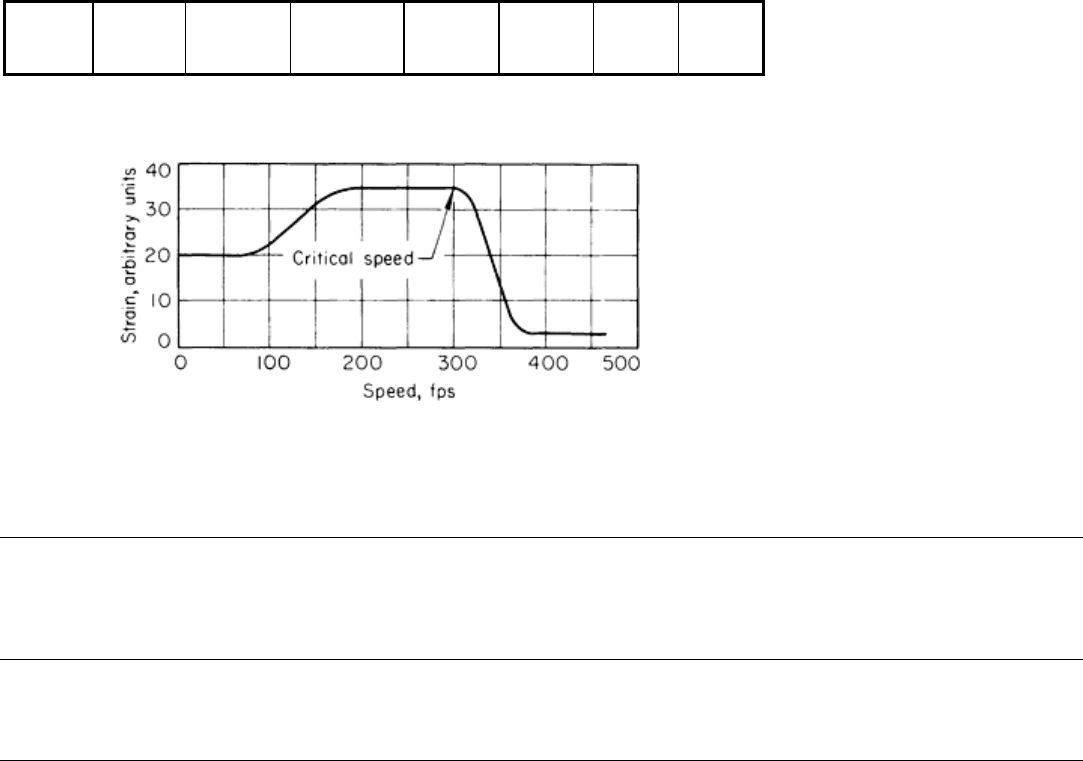
The speed at which a metal is deformed affects its formability. In general, each metal has a critical speed of forming. In
some cases, the ductility increases until this critical speed is reached, after which it decreases sharply with increasing
speed, as indicated by the curve in Fig. 4. This curve has a plateau of maximum strain where ductility is greatest. This
plateau seems to be broad for most heat-resistant alloys. The breadth of the plateau depends on the use of biaxial or
triaxial loading of the material during forming. Table 2 gives optimal speeds for three heat-resistant alloys and three
forming operations.
Table 2 Recommended forming speeds for three heat-resistant alloys
Forming speed for:
Tensile forming Bulge forming
Draw forming
Alloy UNS No.
m/s ft/s m/s ft/s m/s
ft/s
A-286 S66286 15 to >84 100 to >425
0 to >213
0 to >700
0-236
0-775
Alloy 41
N07041 0 to >107 0 to >350 0 to >213
0 to >700
0-229
0-750
Alloy 25
. . . 30 to >130
50 to >275 . . . . . . 198-251
650-825
Source: Ref 3
Fig. 4 Effect of forming speed on ductility. fps, feet per second. Source: Ref 3.
Reference cited in this section
3.
W.W. Wood et al., Report AFML 64-411, Project 8-143, U.S. Air Force Materials Laboratory, Jan 1965
Forming of Heat-Resistant Alloys
Revised by S.K. Srivastava and E.W. Kelley, Haynes International
Methods and Tools
Few applications in forming heat-resistant alloys involve quantities that warrant the use of high-production methods and
tools. Usually, only a few to a few hundred parts are needed. Therefore, methods that require a minimum of tooling, such
as press-brake forming, drop hammer forming, spinning, and explosive forming, have been used more than other
methods. Presses or other machines are the same as those used for forming steel, but more power is needed to form heat-
resistant alloys because of their higher strength. The power required to form a given workpiece is from 50 to 100% more
for heat-resistant alloys than for low-carbon steel.
Safety in Explosive Forming. Operations involving explosives and pressure vessels are governed by state, county,
and municipal regulations. The requirements and restrictions of these regulations should be taken into account in tool
design and operational setup for explosive forming (see the article "Explosive Forming" in this Volume).
Tools used for forming heat-resistant alloys are usually the same as those used for forming stainless steel in similar
quantities (see the article "Forming of Stainless Steel" in this Volume). Clearance between punch and die is generally the
same as that for stainless steel. Heat-resistant alloys also resemble stainless steels in that they are likely to adhere to dies
or mandrels, resulting in galling or tearing of the dies and workpieces. Steel dies, punches, or mandrels can be plated with
approximately 5 to 13 μm (0.2 to 0.5 mils) of chromium in order to minimize adherence. However, small production
quantities seldom justify this practice. Cast iron has proved adequate and nongalling for many low-production forming
tools. If a heat-treatable grade of iron is used, areas in which high wear is anticipated can be locally hardened.
Forming of Heat-Resistant Alloys
Revised by S.K. Srivastava and E.W. Kelley, Haynes International
Lubrication
Some lubrication is usually required for optimal results in drawing, stretch forming, or spinning. Lubrication is seldom
needed for the press-brake forming of V-bends, but will greatly improve results if a square punch is used. Mild forming
operations--for example, those no more severe than a 10% reduction--can usually be accomplished successfully with
unpigmented mineral oils and greases. Polar lubricants, such as lard oil, castor oil, and sperm oil, are preferred for mild
forming. They will usually produce acceptable results and are easily removed. For more severe forming, metallic soaps or
extreme-pressure (EP) lubricants, such as chlorinated, sulfochlorinated, or sulfurized oils or waxes, are recommended.
They can be pigmented with a material such as mica for extremely severe forming.
Lubricants that contain white lead, zinc compounds, or molybdenum disulfide are not recommended, because they are too
difficult to remove before annealing or before high-temperature service. At high temperatures, any sulfur or lead on the
surface of the alloys can be harmful. Sulfurized or sulfochlorinated oils can be used if the work is carefully cleaned
afterward in a degreaser or an alkaline cleaner. Work that has been formed in zinc alloy dies should be flash pickled in
nitric acid before heat treatment to prevent the possibility of zinc embrittlement.
Lubricants used for spinning operations must cling tenaciously; otherwise, they will be thrown off the workpiece by
centrifugal force. Metallic soap or wax applied to the workpiece before spinning is usually satisfactory. In power
spinning, a coolant should also be used during the process (see the article "Spinning" in this Volume).
Occasionally, it is advantageous to use two kinds of lubricant in the same operation. In one stretch-forming application,
the strain at the middle of the work was 3 to 4%, but near the ends, where the metal pulled tangentially to the die, the
strain was 10 to 12%. A light coat of thin oil was adequate for most of the work, but an EP lubricant was used at the ends.
More information on lubricants for forming is available in the article "Selection and Use of Lubricants in Forming of
Sheet Metal" in this Volume.
Forming of Heat-Resistant Alloys
Revised by S.K. Srivastava and E.W. Kelley, Haynes International
Forming Practice for Iron-Base Alloys
Alloy A-286 has work-hardening characteristics similar to those of type 304 stainless steel (Fig. 1) and has slightly lower
formability. Most other iron-base heat-resistant alloys are somewhat less formable. Typical forming practice is described
in the following examples.
Example 3: Forming A-286 Tube by Spinning.
The tube shown at the top of Fig. 5 was backward spun from a roll forging that had been solution annealed at 980 °C
(1800 °F). A starting groove had been machined into the tube in a previous operation. Spinning was performed in three
passes on a machine capable of spinning a part 1065 mm (42 in.) in diameter and 1270 mm (50 in.) in length. Backward
spinning was used in preference to forward spinning because:
• The finished workpiece was longer than the mandrel
•
Forward spinning would have required a change in workpiece design to permit hooking over the
mandrel
• Backward spinning is faster than forward spinning