ASM Metals HandBook Vol. 14 - Forming and Forging
Подождите немного. Документ загружается.

Additional information on deep drawing by rubber-pad techniques is available in the article "Rubber-Pad Forming" in this
Volume.
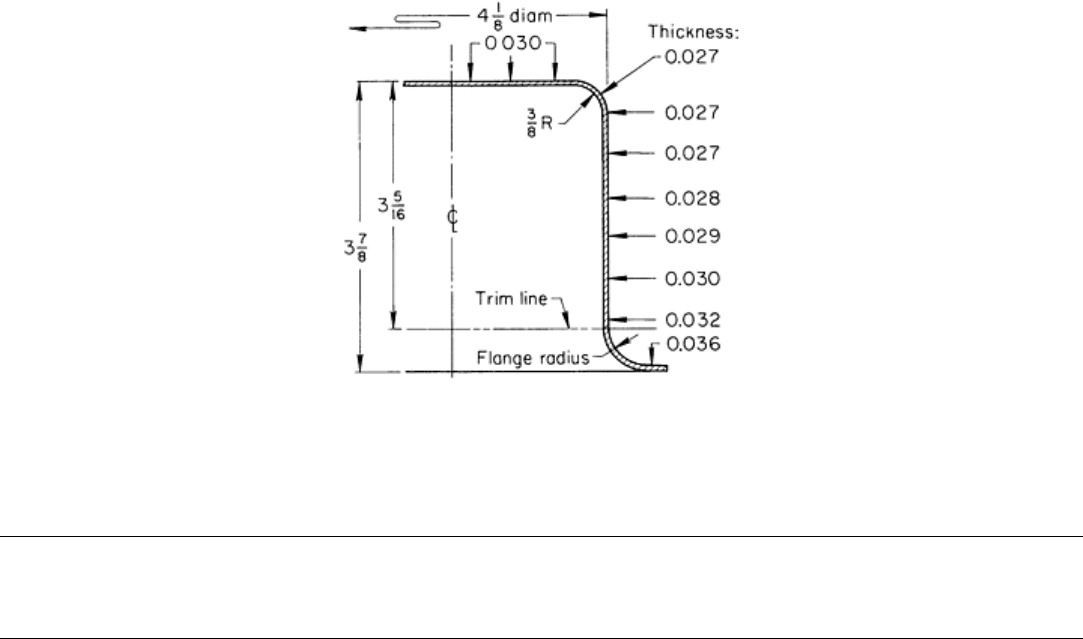
Fig. 26 Profile of a shell that was deep drawn from 0.76 mm (0.030 in.) thick stainless steel by the rubber-
pad
method showing the relatively uniform wall thickness obtained. Dimensions in figure given in inches.
Forming of Stainless Steel
Revised by Joseph A. Douthett, Armco Inc.
Drop Hammer Forming
A wide variety of sizes and shapes can be formed in thin stainless steel by drop hammer forming. The advantages of this
method include high impact energy (which often means that a piece can be formed by one blow, as compared to four or
five by other processes) and suitability to low-volume and experimental production.
Dies. Die material for drop hammer forming is less critical than for press forming. The dies are made of steel, plastic,
zinc alloy, and lead. Zinc alloy is widely used.
Punches are often made of lead because it can be cast directly on the lower die and because its weight adds energy to the
stroke of the drop hammer. Although the lead is reusable, the number of pieces that can be made from each cast punch is
small--about 200. Plastic punches and dies impart a finish to formed parts that would otherwise be difficult to obtain.
Steel dies are used for high production and for coining and sizing (see the article "Coining" in this Volume).
Die designs are generally similar to those for press forming, with the same punch and die radii to reduce stress on the
work metal. Die design for the forming of beads and methods of relieving entrapment to ensure good metal flow in drop
hammer forming are also similar to those used in press forming. A trapped-rubber technique somewhat similar to the
Guerin process is described in the article "Rubber-Pad Forming" in this Volume.
Quality of Product. The dimensions of workpieces formed in a drop hammer are less consistent than those made by
other processes, because the degree of impact is subject to operator skill and because the punch can shift under localized
high loads. However, springback is less pronounced in drop hammer forming than in other forming methods because of
the high impact and forming speed.
Lubrication. The lubricants that can be used in drop hammer forming are listed in Table 2. If working is severe enough
to require annealing between stages, contaminants such as graphite or sulfur (from the lubricant) or zinc or lead (from the
die) must be removed from the work surface. If these contaminants are left on the surface of the stainless steel when it is
heated, they can cause serious surface deterioration.
Comparison With Press Forming. Press forming, although done rapidly, is inherently an operation in which ram
speed and holding pressures can be closely controlled; however, in drop hammer forming, the only way to form a part is
by sudden impact. In some applications, production difficulties are overcome by the high rate of energy release in a drop
hammer. In others, especially those in which blankholder pressure is critical, press forming produces better parts more
economically if the die is properly made, as in the following example.
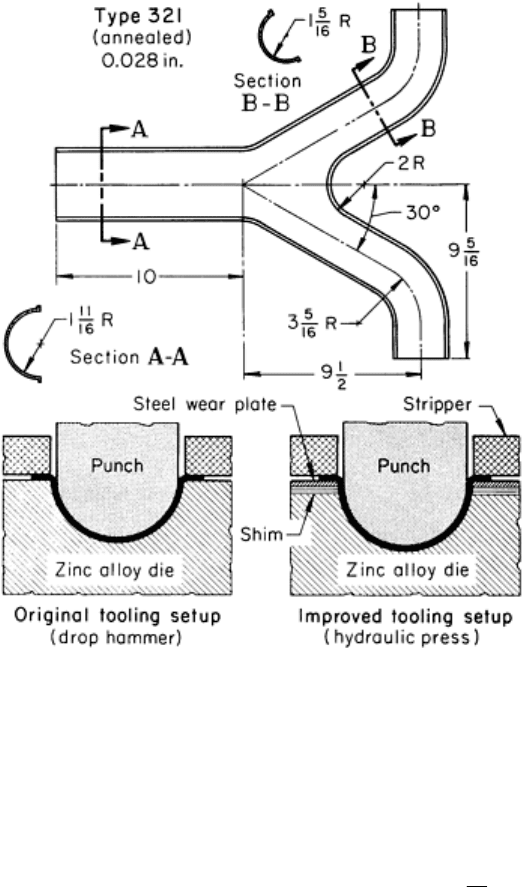
Example 22: Change From Drop Hammer to Press Forming That Eliminated
Wrinkling and Reduced Cost.
The tailpipe half shown at the top in Fig. 27 was originally produced in a drop hammer, using the tooling setup shown at
the lower left in Fig. 27. The operation was unsatisfactory, however, because wrinkles occurred at the intersection of the
30° risers, and six operations totaling nearly 2 min per piece were required to complete each piece.
Fig. 27
Aircraft tailpipe half that was formed by the drop hammer and hydraulic press tooling setups shown.
Dimensions given in inches.
The tools were redesigned for use in a 4400 kN (500 tonf) hydraulic press (lower right, Fig. 27). The zinc alloy die used
in the drop hammer was reused in the press; to make it resistant to the abrasion of press forming with stainless steel, the
die was faced off, and a low-carbon steel wear plate was installed. The 43 mm (1
11
16
in.) radius had formed well in the
drop hammer with very little springback, but springback in the press made it necessary to deepen the die. This was done
by inserting shims between the die and the wear plate.

The press produced pieces that were completely free of wrinkles at the rate of two pieces per minute. This was a 1
1
2
-min
savings per piece.
The blank for both methods was annealed type 321 stainless steel measuring 510 × 610 mm (20 × 24 in.) and 0.71 mm
(0.028 in.) thick. No lubricant was required for drop hammer forming; a wax emulsion was used for the press operation.
Trimming after forming was done in a second press.
A drop hammer is ordinarily used for prototypes, and a press, using the prototype or improved dies, is used for mass
production. If the quality of the prototype die is good, the drop hammer can be used for low production.
Forming of Stainless Steel
Revised by Joseph A. Douthett, Armco Inc.
Three-Roll Forming
The three-roll forming of stainless steel is, in general, similar to the three-roll forming of other metals (see the article
"Three-Roll Forming" in this Volume). Springback is a major problem with austenitic stainless steels, primarily because
of the large radii involved and work hardening. It is important that the equipment be set up so that the desired curvature
can be made in one pass. Because of the high rate of work hardening of austenitic stainless steels, subsequent passes are
sometimes difficult to accomplish and control unless heavy equipment is used. The response of annealed ferritic stainless
steel to three-roll forming is quite similar to that of hot-rolled low-carbon steel.
Three-roll and two-roll formers can be put in sequence with contour roll formers to make a cross-sectional shape and to
bend or coil it, all in one production line. The following example describes an application in which three-roll forming was
combined with press forming and hydraulic expansion forming.
Example 23: Use of Three-Roll Forming in the Production of a Container for
Liquid.
Figure 28 shows eight of the 14 operations entailed in the production of a container for liquids by press forming and
hydraulic expansion forming of a welded cylinder made from a radiused flat blank by three-roll forming in pyramid-type
rolls. The six other operations are identified in the table that accompanies Fig. 28. These containers were produced in
annual quantities of 10,000 to 100,000 pieces from annealed type 304 stainless steel coil stock 0.79 mm (0.031 in.) thick
and 585.8 mm (23.0625 in.) wide.
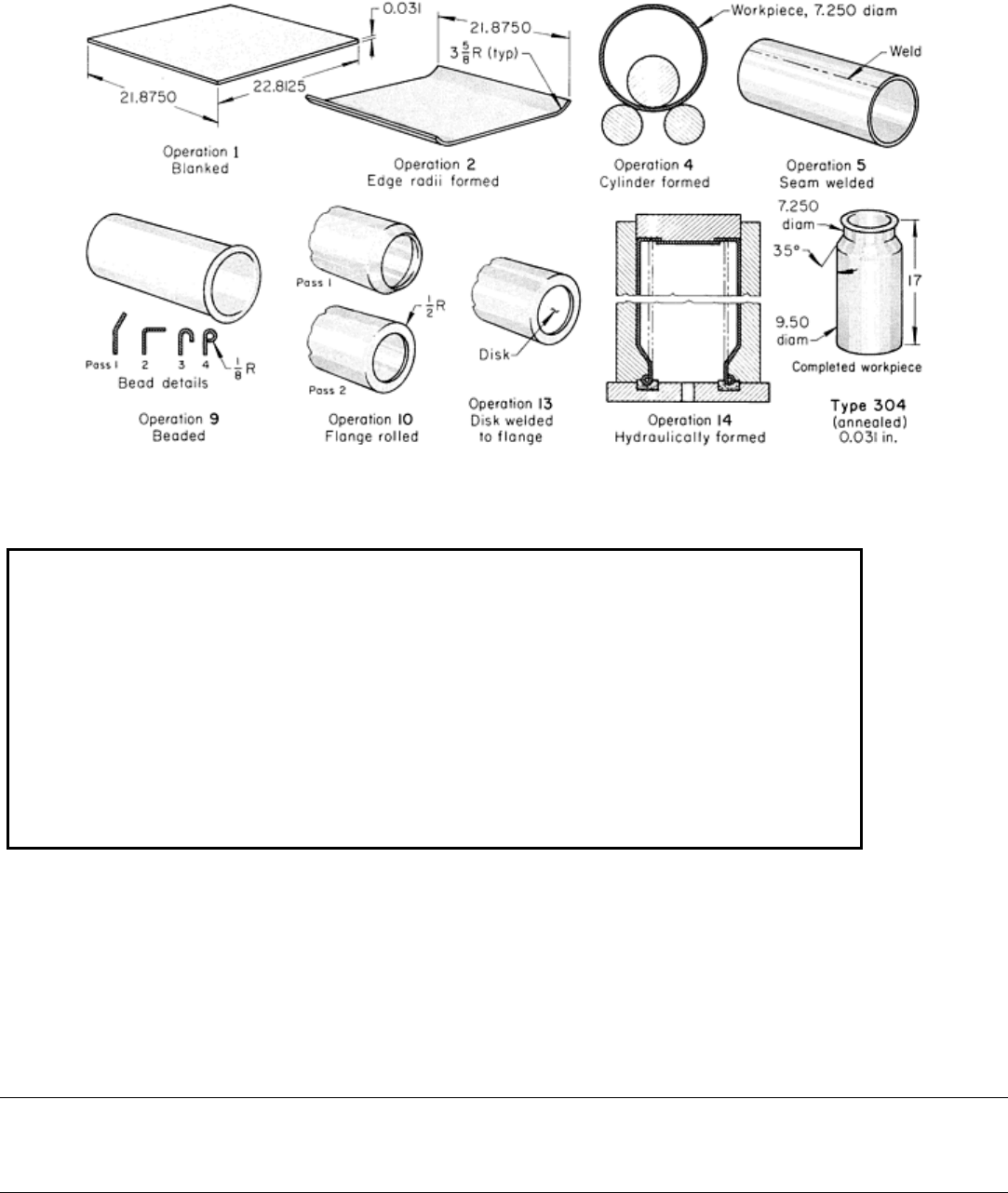
Sequence of operations
Blank in die, in single-action press.
Form edge radii on blank, in a press brake.
Vapor degrease, to remove lubricant used in operations 1 and 2.
Roll cylinder, in three-roll former.
Weld cylinder seam, in automatic Heliarc setup using starting and stop-off tabs.
Trim tabs.
Hammer weld to induce compressive stress, using an air hammer at 310 kPa (45 psi).
Restore roundness of cylinder by rerolling several times in three-roll former.
Form bead on one end of cylinder, in four passes in an edger.
Roll flange on opposite end of cylinder, in two passes.
Trim flange.
Vapor degrease.
Weld (Heliarc) disk to inside of flange.
Expand and form to final shape (30% reduction in wall thickness), in a hydraulic expansion die (final pressure: 4800 kPa, or 700 psi).
Fig. 28 Use of three-roll forming in conjunction with press forming and hydraulic expansion forming, in the 14-
operation production of a container for liquids. Dimensions given in inches.
Blanking the rectangular sheets for three-roll forming gave the workpiece the uniform square edges needed for
maintaining the welded seam of the tube in axial alignment. The blanking tools were hardened high-carbon high-
chromium tool steel; clearance was 0.08 mm (0.003 in.) per side. The stock was lubricated for blanking and edge
radiusing, but the blanks were vapor degreased before three-roll forming.
Forming of Stainless Steel
Revised by Joseph A. Douthett, Armco Inc.
Contour Roll Forming
Stainless steel is ordinarily contour roll formed in the annealed condition. Types 410 and 430 are usually roll formed on
equipment similar to that used for carbon steel, with a No. 2 finish generally specified. Speeds are usually in the range of
7.6 to 30 m (25 to 100 ft) per minute, with the heavier gages and more difficult sections being roll formed at the slower
speeds.
Stainless steels in hard tempers, such as quarter-hard and half-hard type 301, are also frequently roll formed. Increased
power over that used for forming the same steels in the annealed condition is necessary because of the higher initial
strength of the strip. Springback must be compensated for by adequate overbending. Longitudinal cracking can be a
problem with the hard tempers if adequate radii are not included in the design of the part.
Distortion or warpage of straight sections causes the greatest problem in roll forming the 300-series steels, particularly
when the steel is thick. The distortion can be minimized by using more sets of rolls, or more passes, for greater control
during each stage of bending. However, the skill of the operator is all-important in controlling distortion. Various
straightening devices are usually attached or used on the last pass as the section emerges from the machine. In some
applications, sections are deliberately curved.
With the chromium-nickel stainless steels, pickup on the rolls and galling of the strip sometimes occur. Highly polished
rolls or bronze rolls are used with lubrication to minimize this problem when high pressure is needed. Heavy-duty
emulsions containing chlorine offer the best combination of chemical EP and coolant activity (Table 2). Chlorinated oils
or waxes are easy to use, but are less effective as coolants. For severe forming, the cushioning effect of pigments is
sometimes needed (as in the next example), as well as efficient cooling.
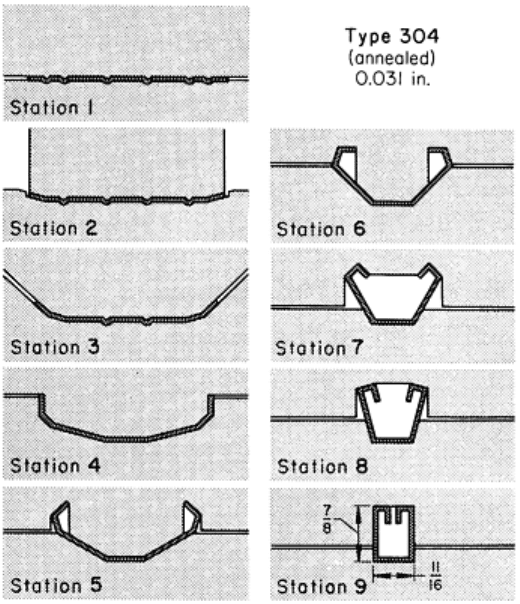
Example 24: Nine-Station Contour Roll Forming of Annealed 304 Stainless
Steel.
Figure 29 shows the sectional shapes progressively produced in the nine-station roll forming of a sheave track from
annealed type 304 stainless steel strip 67.3 mm (2.648 in.) wide by 0.79 mm (0.031 in.) thick, with a No. 2 finish. In a
tenth station, the formed track was straightened. As the track left the tenth station, it was clamped to a moving table that
conveyed it to an abrasive wheel for cutoff into lengths of 3 to 6 m (10 to 20 ft). The material weighed 0.414 kg/m (0.278
lb/ft); annual production was 180 Mg (400,000 lb).
Fig. 29 Contour roll forming of a sheave track in nine stations. Dimensions given in inches.
During forming, the developed width of the section measured along the neutral axis increased only 1.02 mm (0.040 in.) to
68.2 mm (2.688 in.)--corresponding to only 1.5% stretch. The stretch was limited because the metal was restrained by the
six pinch beads that were rolled into the strip before it was bent (stations 1, 2, and 3, Fig. 29). Each bead, 1.6 mm (
1
16
in.)
wide by 0.8 mm (0.030 in.) deep, permitted a sharp bend at that point without tearing or breaking the steel. The 50 to 55%
elongation property of austenitic 304 stainless steel made it unlikely that the metal would break in bending. The strip was
rolled with the slitting burr down so that the burr was flattened by the shoulders of the bottom roll of station 2.
The forming rolls were made of hardened steel, and the straightening rolls of hard bronze, for a good finish. Rolling speed
was 17 m (55 ft) per minute. The lubricant was a pigmented water-soluble oil.
Plastic protective coatings are sometimes applied to the strip to minimize or prevent scratches and scuffing when
high pressures are used and surface finish requirements are critical. On light-gage material (especially type 430), such
protection is generally unnecessary if the fabricator is experienced in processing stainless steel. A detailed discussion of
the equipment and techniques employed in contour roll forming is available in the article "Contour Roll Forming" in this
Volume.
Forming of Stainless Steel
Revised by Joseph A. Douthett, Armco Inc.
Stretch Forming
The tools and techniques for stretch forming described in the article "Stretch Forming" in this Volume are applicable to
stainless steel. Machines used for the stretch forming of stainless steel require 60 to 100% more power than that needed
for similar operations on low-carbon steel of the same thickness.
Because of the abrasiveness of stainless steels, forming tools must be especially abrasion resistant. Wiping dies, wiping
shoes, mandrels, and wear plates must be made of wear-resistant tool steel, carbide, or a bearing grade of bronze in order
to avoid galling and welding.
Although the 300-series stainless steels are especially suitable for stretch forming because of their high work-hardening
rate and ability to take large elongations, the 400-series steels are usable only for shallow stretched shapes. Type 301 is
the austenitic steel that is best suited to stretch forming. Because of its high rate of work hardening, forming should be
done slowly to derive maximum benefit from the ductility of type 301.
Maximum percentages of stretch for one-directional forming of various kinds of austenitic stainless steels are as
follows:
•
Annealed types 301, 302, 304, 305, 316, 321, and 347: 20% typical; possibly 30% on symmetrical and
solid sections
• Quarter-hard types 301 and 302: 15% typical; possibly 20% on optimum sections
• Half-hard types 301 and 302: 5% typical; possibly 10% on optimum sections
• Full-hard type 301: possibly 2% on optimum sections
These figures should not be confused with permissible stretch in bending, nor are they the limits to which these stainless
steels will stretch (which are considerably greater). Instead, these percentages, which determine the possible curvature of
stretch-formed sectional shapes of stainless steel, are based on the distortion susceptibility of severely stretched stainless
steel.
The upper limits can be extended by very slow stretching and forming, especially with hardened metal. In addition, to
obtain maximum stretch from the harder tempers, workpieces should be carefully deburred. Automatic programming is
valuable in applying continuously increasing tension to overcome the continuously increasing strength as work hardening
takes place during stretch forming.
Lubricants. If there is little or no movement after contact between workpiece and form block, as in stretch wrapping or
single-die draw forming, little or no lubricant need be used except when deformation is severe. A low-viscosity
chlorinated oil or wax provides excellent chemical EP action and convenience of use. If there is considerable movement
of the work metal against the dies (such as against the wiper shoe in radial-draw forming), pigmented lubricants are
sometimes used. The following example describes an application in which no lubricant was used in the stretch forming of
a sharply contoured part.
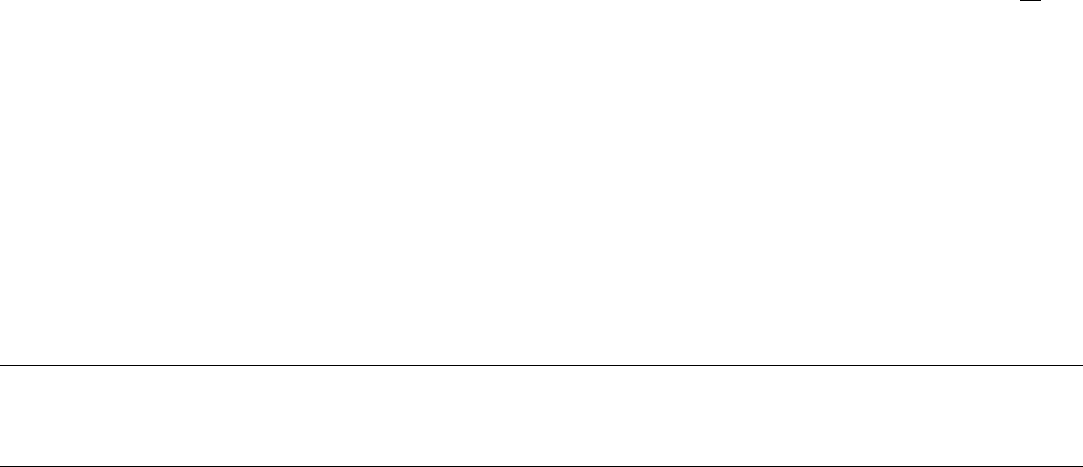
Example 25: Dry Stretch Forming of an Airfoil Leading Edge.
The leading edge of an airfoil was stretch formed dry from a type 302 stainless steel blank, 0.20 mm (0.008 in.) thick, 115
mm (4
1
2
in.) wide, and 5.5 to 6.7 m (18 to 22 ft) long, that had been roll formed to the airfoil contour shown in section
A-A in Fig. 30. The blank had been annealed before roll forming, and it was stretch formed, without further annealing, to
a 7.6 m (25 ft) radius with the heel of the contour pointing out (Fig. 30).
The airfoil was stretch formed in a radial-draw former over
a hard-maple form block with the airfoil contour carved
into its surface (Fig. 30). Lubricant was not used, because
it had previously caused local variations in friction. Time
for forming was 10 min per piece with three men working.
Setup time was 2 h. A typical production lot was 100
pieces.
The rolled contour had to be held within ±0.1 (±0.005 in.)
after stretch forming. The envelope tolerance on the
stretch-formed shape was 0.76 mm (0.030 in.).
Springback. In sharply contoured pieces that have a
relatively deep, wide cross section, some springback
cannot be avoided, even in annealed metal. During severe
stretch forming, considerably higher strength, and
therefore appreciably higher elastic recovery, is developed
in the more highly stressed convex surface.
Springback in regular, symmetrical sections can usually be
offset by overbending the piece. Dimensional variations in workpieces are primarily caused by variations in springback,
which are in turn caused by variations in mechanical properties from sheet to sheet.
If the workpiece is irregular in cross section, if preformed flanges are to be held to a certain angular position, or if the
curve of the form varies in severity, springback may cause twist or irregular distortion of the workpiece. Various methods
of blocking, pretwisting, or overforming are used to prevent or correct this distortion. In the following example, an
asymmetrical cross section was twisted during forming to offset the twist caused by springback.
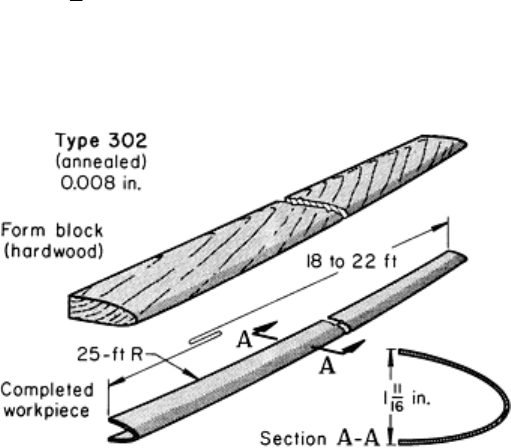
Example 26: Use of Twisting to Compensate for Springback in Stretch Forming.
The curved channel section shown in Fig. 31 was stretch formed from quarter-hard type 302 stainless steel strip, 1.07 mm
(0.042 in.) thick, that had been preformed in a press brake. Although the channel fit closely in the groove of the form
block, springback caused considerable twist in the finished piece.
Fig. 30 Airfoil on which the l
eading edge was stretch
formed to a long convex shape without lubricant in a
radial-draw former.
Fig. 31
Channel section that was stretch formed from a preform produced in a press brake, and details of
tooling used in stretch forming, which provided reverse twist to compensate for springback.
Dimensions given
in inches.
Elastic recovery of the outer flange and the metal near the outer edge of the web caused buckling and twisting in the part
as forming tension was released. To overcome this, the part was canted by the form block, and tension on the part was
gradually increased during forming.
To establish a compensating initial reverse twist in the workpiece, spacers were added to the built-up form block to wedge
the section to a 5° angle, as shown in Fig. 31. At the same time, a fiber filler strip with maple filler blocks was closely
fitted into the channel to hold the cross-sectional contour. Details of the tooling are shown in Fig. 31.
The applied tension during stretch forming was 83.2 kN (18,700 lbf) at the start, 87.0 kN (19,550 lbf) at 45° bend, 90.7
kN (20,400 lbf) at 90°, 94.5 kN (21,250 lbf) at 135°, and 98.3 kN (22,100 lbf) upon completion of the bend. A
nonpigmented fatty acid was used as the forming lubricant. After forming, the workpiece was trimmed to a 145° arc with
a band saw.
Equalizing Stretch. In the stretch forming of sheets to a curvature in two directions (especially in stretching tempered
material when the limits of stretch are very close), the quality of the product can be controlled much better if the stretch is
uniform across the workpiece. One means of obtaining uniform stretch is to provide compensating contours (which are
later trimmed off) at the end of the form block.
Forming of Stainless Steel
Revised by Joseph A. Douthett, Armco Inc.
Bending of Tubing
Austenitic stainless steel tubing can be bent to a centerline radius of 1
1
2
times tube diameter. As the ratio of tube
diameter to wall thickness, D/t, increases, it becomes increasingly necessary to provide both internal and external support
to keep the tube from collapsing as it is bent. When D/t is greater than 30, the tube is classed as a thin-wall tube.
Interlocked tooling, as well as bending machines of a greater capacity than that required for thick-wall tubes, is strongly
recommended for thin-wall tubing (see the article "Bending and Forming of Tubing" in this Volume).
For the bending of stainless steel tubing, wiper dies and mandrels are often made of aluminum bronze or a chromium-
plated tool steel. Lubricants for the mandrel should be fairly heavy. Viscous or pigmented oil-base lubricants containing
emulsifiers for ease of removal are used. Only the very lightest of lubricants should be used between the wiper die and the
tube. A thin application of very light chlorinated mineral oil can be used in some bending operations without causing
wrinkling. The following example describes techniques used in the bending of stainless steel tubing.
Example 27: Bending Difficult-to-Form Tubing Into an Aerospace Component.
The bent tube shown in Fig. 32, used in an aerospace assembly, was difficult to form within the specified tolerances
(dimensions within 0.25 mm, or ±0.010 in.; angles within ±
1
2
°; and flattening of the tube at bends not more than 0.05
mm, or 0.002 in.). The piece was produced from type 304 stainless steel tubing in nine operations in the following
sequence (times shown are for the production of 100-piece lots):
• Cut tubing into lengths of 160 mm (6
1
4
in.) with an abrasive cutoff wheel; deburr roughly (3 h)
• Fill each workpiece with low-melting alloy (8 h)
• Make 160° bend in powered draw bender; gage the bend (5 h)
• Make 24° bend in hand bender; gage the bend (5 h)
• Trim ends to length in a cutoff fixture using an abrasive wheel (3 h)
• Melt out the filler (6 h)
• Deburr by hand, using a grinder and a drill (3 h)
• Passivate in a chemical dip (1 h)
• Inspect 100% with gage and by rolling an accurate ball through the completed part (2 h)
Springback in bending, about 5°, was corrected by overbending to a degree established in trial bends.
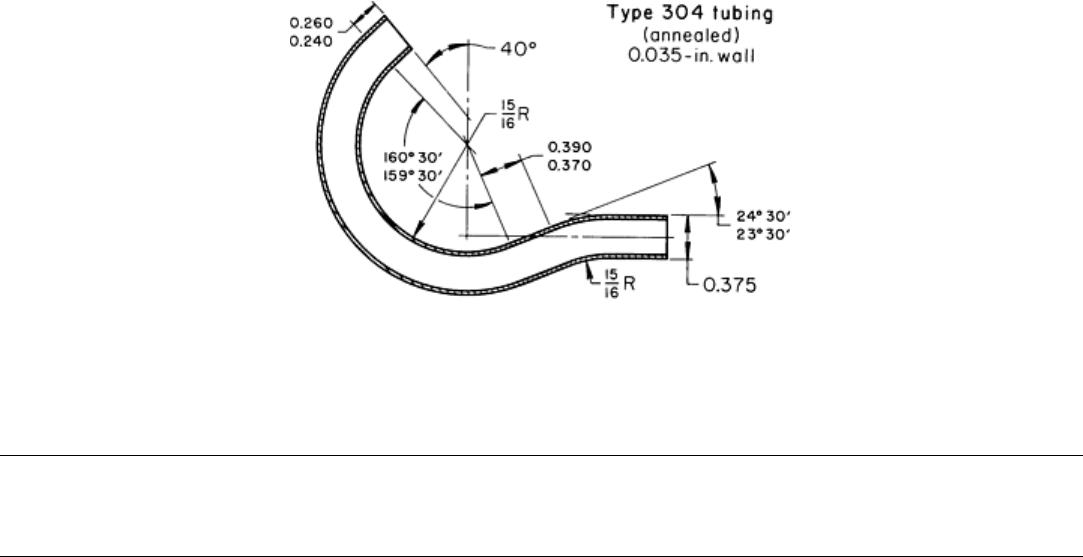
Fig. 32 Aerospace component that was bent from stainless steel tubing with the use of a low-
melting alloy as a
filler during bending. Dimensions given in inches.
Forming of Stainless Steel
Revised by Joseph A. Douthett, Armco Inc.
Other Forming Operations on Tubing
Stainless steel tubing can be easily flared to increase the diameter 25 to 30% if it is annealed. The diameter can be
reduced by rotary swaging, or it can be increased by bulging or beading. Rubber punches are often used for this purpose,
as described in the article "Rubber-Pad Forming" in this Volume.
Tubing of austenitic stainless steel can be hot formed by heating to 1175 to 1260 °C (2150 to 2300 °F). Work should be
halted when the tube has cooled to 925 °C (1700 °F), and the tube should then be cooled rapidly to minimize the
precipitation of carbides.
Because austenitic stainless steel tubing is stronger than carbon steel tubing and work hardens rapidly, warm forming
(below the recrystallization temperature) is also used on this material. The temperature for warm forming should be kept
below 425 °C (800 °F) to prevent the formation of carbides.
Tubing of ferritic stainless steels, such as types 430 and 446, is less easily formed than similar tubing of austenitic
stainless steels. Ferritic tubing is hot formed at 1035 to 1095 °C (1900 to 2000 °F), and forming is stopped when the
tubing cools to 815 °C (1500 °F). For best results, the range from 815 to 980 °C (1500 to 1800 °F) should be avoided,
because ductility and notch toughness are progressively impaired as the tube cools through that range. Hot shortness may
be encountered in the upper part of the range. Tubing of ferritic stainless steels is warm formed at 120 to 205 °C (250 to
400 °F).
Steel producers have studied the cold formability of 11% Cr (409) and 17% Cr (439 or 18% Cr-Nb) tubing materials,
primarily because of requests from the automotive industry to use Ti or Ti + Nb stabilized ferritic alloys in exhaust
systems. Such alloys are normally used in high-frequency welded or gas tungsten arc (GTA) welded (autogenous) and
annealed tubing. Traditionally, the GTA welded and annealed tubes had more formability because of the elimination of
the 8 to 15% cold work induced in forming the tube.
As these ferritic alloys were subjected to the demands of high-speed vector bending, particularly in making tubular
exhaust manifolds, breakage rates increased to over 50%. In response, stainless steel producers borrowed technology from
low-carbon steel production practices and developed a line of high-performance ferritic alloys with improved elongations
and higher r values (>1.5). Additional information on the determination of r values is available in the article "Formability
Testing of Sheet Metals" in this Volume.