ASM Metals HandBook Vol. 14 - Forming and Forging
Подождите немного. Документ загружается.

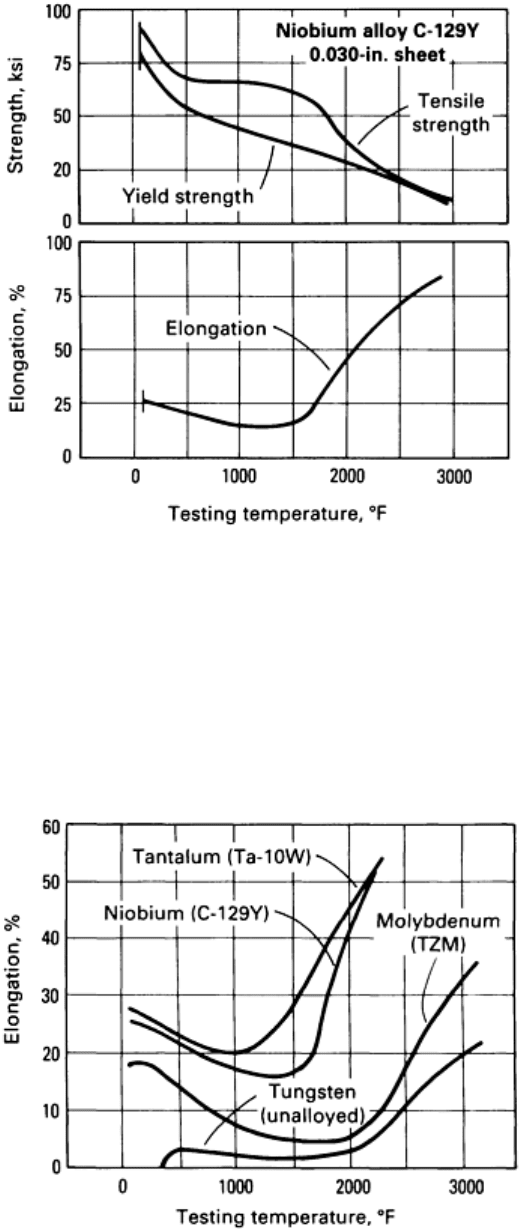
Fig. 2 Effect of temperature on strength and elongation of vacuum-annea
led (recrystallized) niobium alloy
sheet
Figure 3 shows how temperature changes the ductility of four typical refractory metals. The ductility minimums lie
between 540 and 1095 °C (1000 and 2000 °F). The tantalum and niobium alloys in Fig. 3 were annealed (recrystallized),
and the molybdenum alloy and tungsten were stress relieved. Tests above 260 °C (500 °F) were conducted in a vacuum.
Fig. 3 Effect of temperature on the ductility of four refractory metals
Forming of Refractory Metals
Revised by Louis E. Huber, Jr., Cabot Corporation
Effect of Temperature on Formability
Annealed niobium and tantalum alloys are formed at room temperature. Heating these alloys would reduce their
formability because of strain aging and would cause oxidation and possible surface contamination.
Tungsten is brittle at room temperature. Therefore, thin tungsten sheet is formed at 315 to 540 °C (600 to 1000 °F), and
thicker sheet or complex shapes are formed at 540 to 815 °C (1000 to 1500 °F) after stress relief.
Molybdenum and molybdenum alloys, in thin sheets, can be cold formed to some extent, but heating helps to prevent
fracture and delamination. As shown in Fig. 3, the TZM alloy is most ductile at 95 °C (200 °F). Further increases in
temperature lessen ductility, because of strain aging. Most molybdenum is formed at 95 to 315 °C (200 to 600 °F), but
thicker metal or complex shapes are formed at 315 to 650 °C (600 to 1200 °F).
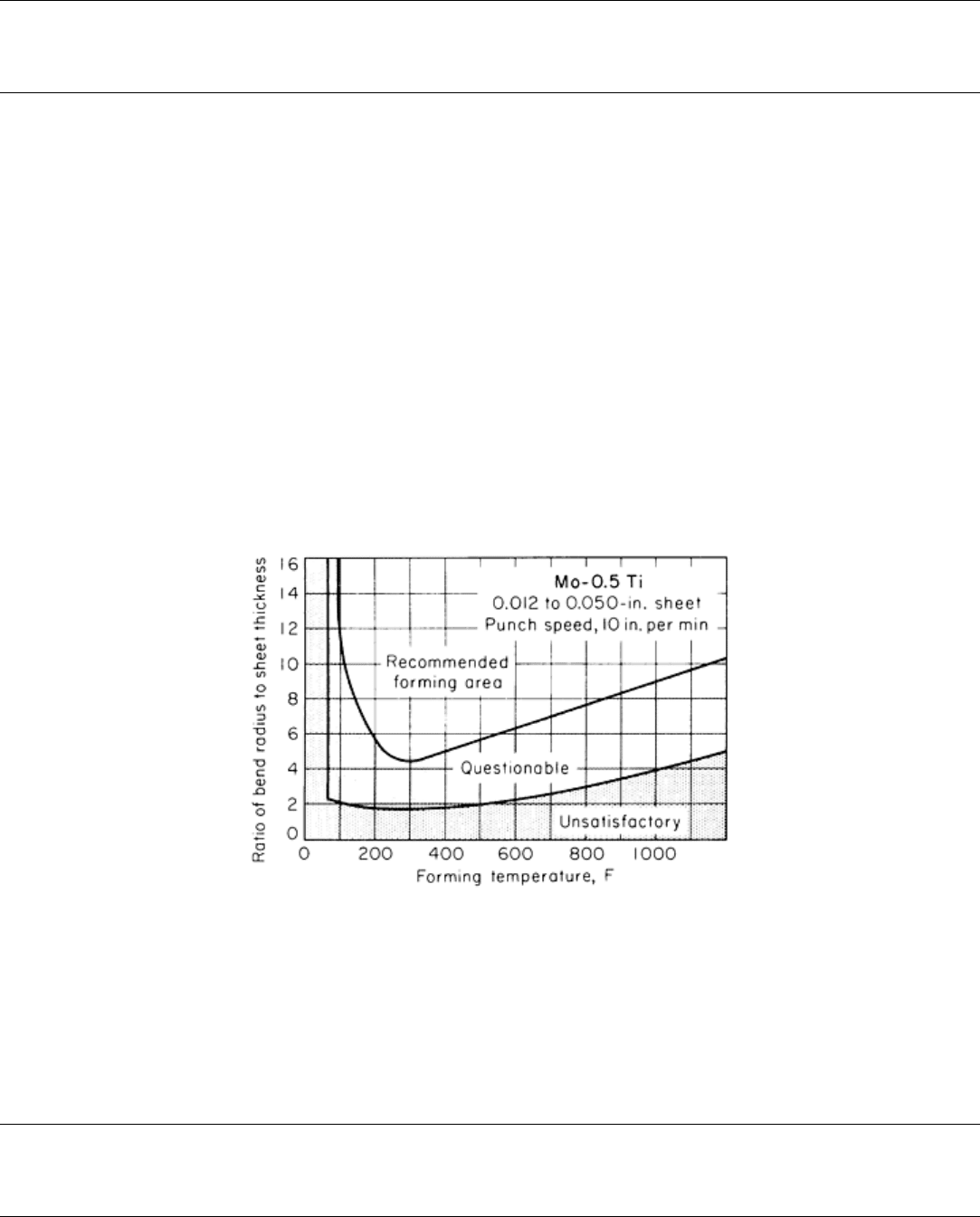
Figure 4 shows the effect of heating on the bending of TZM sheet. This material is most formable at 95 to 205 °C (200 to
400 °F). Forming at lower temperatures may crack it.
Fig. 4 Effect of temperature on the formability of Mo-
0.5Ti sheet as indicated by the ratio of bend radius to
sheet thickness
In one case, two sheets of TZM required bending. One sheet shattered when formed at room temperature, but the second
sheet formed well in severe forming at 150 °C (300 °F). Erickson cup ductility tests indicated the two sheets to be of
equal formability at room temperature.
Forming of Refractory Metals
Revised by Louis E. Huber, Jr., Cabot Corporation
Forming of Sheet
All of the common sheet-forming methods are used for refractory metals. However, the necessity of using elevated
temperature in forming molybdenum and tungsten usually precludes the stretch forming and rubber-pad forming of these
two metals.
Niobium and Tantalum. Almost all forming of niobium and tantalum is done at room temperature using conventional
tools. A backup sheet is frequently used in a press brake to reduce galling or to provide support, so that the part will more
closely follow the punch radius.
Niobium alloy C-103 is more ductile than type 310 stainless steel; it can be power spun to 60% reduction and deflects the
rolls only half as much as 310 stainless. Tantalum can be spun in thicknesses as great as 15.75 mm (0.620 in.).
Tantalum, niobium, and Nb-1Zr sheet can be readily drawn into cups, tubes, or other shapes amenable to drawing
methods. However, these materials exhibit a serious tendency toward galling to tool surfaces at contact pressures that are
almost always exceeded in the drawing process. The tendency toward galling increases with each redraw, but can be
significantly reduced or eliminated through careful attention to tool geometry, material surface condition, and workpiece
lubrication.
The following rules should be observed when designing parts for deep drawing in these materials:
• Parts should have uniform wall thickness
• A 25% thinning allowance should be made on tight corners or extrem
e reductions in diameter; thinning
can be effectively controlled through careful tool design
•
The overall length should be less than nine times the smallest diameter in most cases, unless
intermediate annealing is considered
• Bends of up to 90° can be made on inside radii of one-
half the material thickness; bends over 90° should
have an inside radius of at least one wall thickness
•
Resultant surface finish is a function of grain size, severity of cold working, and original surface finish;
it is difficult to "iron" to improve the surface finish because of galling
One method used to reduce galling consists of oxidizing the material surface by heating in an open furnace to
temperatures as high as 650 °C (1200 °F) for tantalum or as high as 625 °C (1155 °F) for niobium or Nb-1Zr. The
thickness of the oxide produced is related to the length of time at temperature and the surface condition of the material. A
soak of 1 to 2 min produces a surface with greatly reduced tendency to gall. In most cases, this oxide must be removed
from completed workpieces by acid etching or other means. The oxide is quite stable and is strongly abrasive to draw
tooling. Serious reduction in tool life can be a problem when oxides are used.
Standard chlorinated drawing compounds are appropriate lubricants for the drawing of these materials. Spray or flood-
type lubrication systems help to ensure adequate lubrication for parts requiring multiple redraws. Particular care must be
taken to lubricate die surfaces, because dry spots will initiate galling.
Trimming or blanking operations should be conducted with a minimum punch-to-die clearance. This reduces metal
pickup on tool surfaces. Burr-free or nearly burr-free results can be achieved.
Molybdenum and Tungsten. All of the common sheet-metal forming methods except rubber-pad forming and stretch
forming are used for molybdenum and tungsten. These metals are formed at high temperature to prevent the cracking and
delamination that occur when forming at room temperature. Stretch forming has not been successful, because of the
difficulties in adapting high temperatures to the process.
Proper preparation of the edges of blanks is necessary in the forming of molybdenum and tungsten. All edges in tension
during forming must be rounded or polished to prevent fracture. Shearing and sawing may cause edge cracking and
delamination, which must be removed before forming.
Power and manual spinning are extensively used to work tungsten sheet. Tungsten can be power spun in machines that
are capable of power spinning steel. Complex contoured or deeply recessed parts are often produced by drop hammer
forming. All work is done with heated tools and with work metal temperatures ranging from 595 to 1095 °C (1100 to

2000 °F). Many failures in forming tungsten are caused by the stressing of edge defects in the starting blanks. These
defects originate in sawing, shearing, or blanking and are difficult to detect visually.
Tools and workpiece blanks are heated by electrical-resistance elements, heat lamps, and gas torches. An allowance for
the difference in thermal expansion between steel dies and a tungsten or molybdenum workpiece is required for all parts
whose shape or dimensions will be out of tolerance because of forming at high temperature. Hot-work tool steels are
satisfactory die materials. A bronze facing is recommended for steel dies if galling becomes a problem. Aluminum tooling
is not recommended, because of its high thermal expansion.
Localized deformation and wrinkling of complex parts formed from molybdenum and tungsten generally result from poor
die design and operation. These problems can be avoided by proper die clearance, staging and contours, and mechanical
support. A steel backup sheet is sometimes used to ensure that the part more closely follows the punch or to reduce
galling.
Forming of Refractory Metals
Revised by Louis E. Huber, Jr., Cabot Corporation
Forming of Preformed Blanks
Refractory metals that are preformed and welded into shaped blanks, cones, or cylinders can be formed by the same
process used for unwelded blanks of common sheet metals. The welds must be of high quality to avoid defects or
embrittlement. Chemical blanking, electrical discharge machining, abrasive cutting, and milling are preferred for making
blanks. The following sequence of operations is generally used in preforming:
• Form intermediate shape
• Weld by the gas tungsten arc method
• Grind weld flush and inspect
• Stress relieve or anneal
• Form to final shape
Weldments of molybdenum and tungsten are generally formed at temperatures 95 to 150 °C (200 to 300 °F) higher than
unwelded sheet of the same metals, and the weldments are usually stress relieved before forming. In some extreme
applications, parts are stress relieved before and after welding, and after forming.
Forming of Refractory Metals
Revised by Louis E. Huber, Jr., Cabot Corporation
Lubricants
The types of lubricants used in the forming of refractory metals include oils, extreme-pressure lubricants, soaps, waxes,
silicones, graphite, molybdenum disulfide, copper plating, and an acrylic enamel coating made by suspending powdered
copper in acrylic resin.
Ordinary oils and greases are commonly used in the forming of niobium and tantalum, because these metals are generally
formed at room temperature. Petrolatum is frequently used for severe forming operations. Solid lubricants and
suspensions of suitable pigments, such as molybdenum disulfide with or without colloidal graphite, are used in the hot
forming of molybdenum and tungsten. Chlorinated lubricants and others that decompose upon heating to form toxic or
noxious fumes must not be used without proper safety precautions.

Forming of Aluminum Alloys
Introduction
ALUMINUM and its alloys are among the most readily formable of the commonly fabricated metals. There are, of
course, differences between aluminum alloys and other metals in the amount of permissible deformation, in some aspects
of tool design, and in details of procedure. These differences stem primarily from the lower tensile and yield strengths of
aluminum alloys, and from their comparatively low rate of work hardening. The wide range of compositions and tempers
of aluminum alloys also affects their formability. This article emphasizes those aspects of commercial forming processes
and equipment that apply specifically to aluminum alloys. More general information on the forming of metals is given in
other articles in this Volume.
General Formability Considerations
The formability of a material is the extent to which it can be deformed in a particular process before the onset of failure.
Aluminum alloy sheet usually fails during forming either by localized necking or ductile fracture. Necking is governed
largely by material properties such as work hardening and strain-rate hardening and depends critically on the strain path
followed by the forming process. In dilute alloys, the extent of necking or limit strain is reduced by cold work, age
hardening, gross defects, large grain size, and the presence of alloying elements in solid solution. Ductile fracture occurs
as a result of the nucleation and linking of microscopic voids at particles and the concentration of strain in narrow shear
bands. Fracture usually occurs at larger strains than does localized necking and therefore is usually important only when
necking is suppressed. Common examples where fracture is encountered are at small radius bends and at severe drawing,
ironing, and stretching near notches or sheared edges (Ref 1, 2).
Considerable advances have been made in the development of alloys with good formability, but, in general, an alloy
cannot be optimized on this basis alone. The function of the formed part must also be considered, and improvements in
functional characteristics, such as strength and ease of machining, often tend to reduce the formability of the alloy.
Effects of Alloying Elements. The principal alloys that are strengthened by alloying elements in solid solution (often
coupled with cold work) are those in the aluminum-magnesium (5xxx) series, ranging from 0.5 to 6% Mg. These alloys
often contain small additions of transition elements such as chromium or manganese, and less frequently zirconium to
control the grain or subgrain structure and iron and silicon impurities that are usually present in the form of intermetallic
particles. Figure 1 illustrates the effect of magnesium in solid solution on the yield strength and tensile elongation for
most of the common aluminum-magnesium commercial alloys. Note the large initial reduction in tensile elongation with
the addition of small amounts of magnesium.
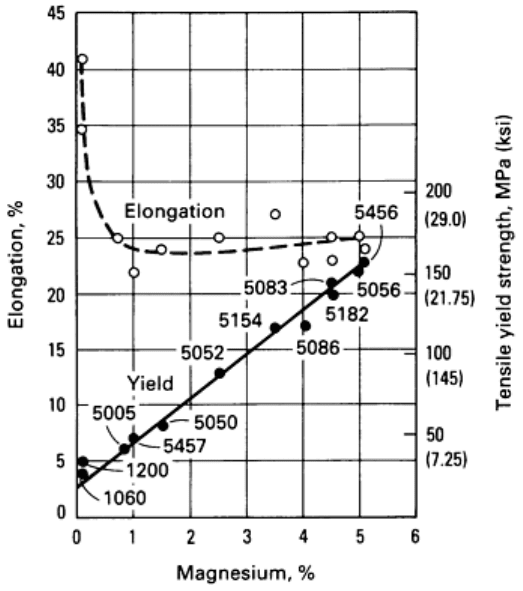
Fig. 1 Correlation between tensile yield strength, elongation, and magne
sium content for some commercial
aluminum alloys in the annealed temper. Source: Ref 3
The reductions in the forming limit produced by additions of magnesium and copper appear to be related to the tendency
of the solute atoms to migrate to dislocations (strain age). This tends to increase work hardening at low strains, where
dislocations are pinned by solute atoms, but it also decreases work hardening at large strains. Small amounts of
magnesium or copper also reduce the strain-rate hardening, which in turn reduces the amount of useful diffuse necking
that occurs after the uniform elongation. Zinc in dilute alloys has little effect on work hardening or necking and it does
not cause strain aging.
Elements that have low solid solubilities at typical processing temperatures, such as iron, silicon, and manganese, are
present in the form of second-phase particles and have little influence on either strain hardening or strain-rate hardening
and thus a relatively minor influence on necking behavior. Second-phase particles do, however, have a large influence on
fracture. The addition of magnesium promotes an additional reduction in fracture strain, because the higher flow stresses
aid in the formation and growth of voids at the intermetallic particles. Magnesium in solid solution also promotes the
localization of strain into shear bands, which concentrates the voids in a thin plane of highly localized strain.
Precipitation-strengthened alloys are usually formed in the naturally aged (T4) condition or in the annealed (O) condition,
but rarely in the peak strength (T6) condition, where both the necking and fracture limits are low. Figure 2 shows the
effect of a wide range of precipitate structures on some of the forming properties of alloy 2036 (Al-2.5Cu-0.5Mg). Curves
similar in shape can be drawn for most of the precipitation-strengthened alloys in the 2xxx and 6xxx series.
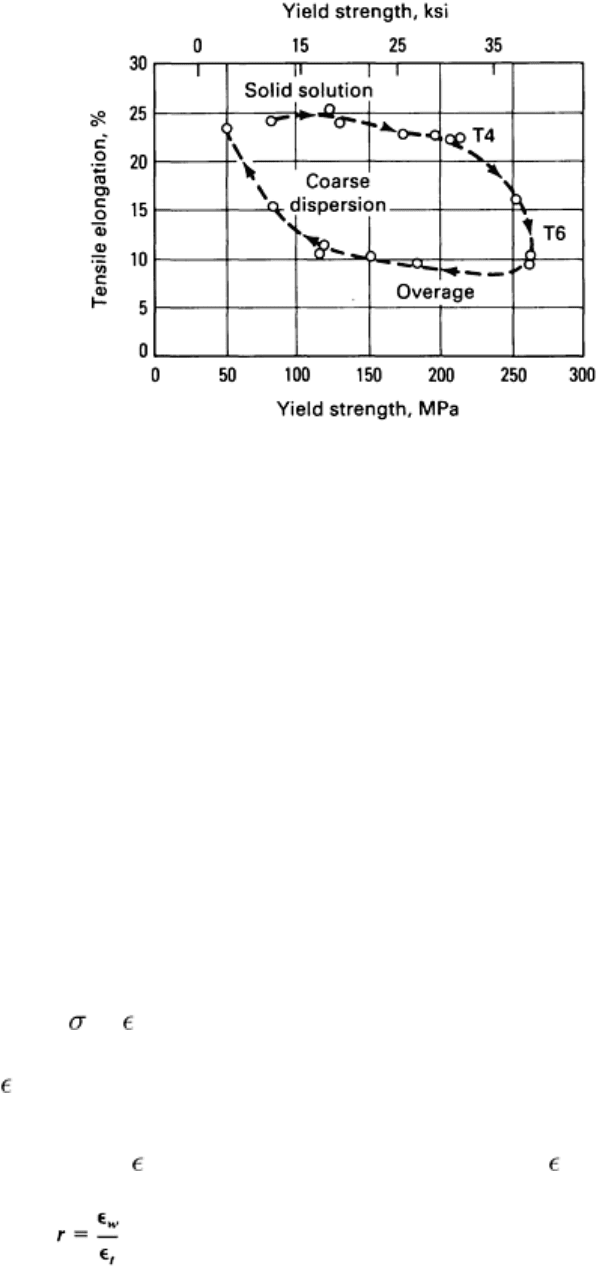
Fig. 2 Effect of precipitation on yield strength and elongation of aluminum alloy 2036. Source: Ref 3
The properties in Fig. 2 were obtained from sheet tensile specimens first solution heat treated, then aged at temperatures
ranging from room temperature to 350 °C (660 °F). This produced a full range of structures from solid solution (as-
quenched) through T4 and T6 tempers to various degrees of averaging and precipitate agglomeration.
Material Properties and Testing. To conduct a complete analysis of a formed part, the required mechanical
properties, as determined by several standard tests, must be considered. These properties include those determined by
tension testing and by other tests designed to simulate various production forming processes, including cup tests and bend
tests. More information on the test methods briefly described here is available in the article "Formability Testing of Sheet
Metals" in this Volume.
Tension testing is used to determine the commonly reported properties--(ultimate) tensile strength, (tensile) yield
strength, and (total) elongation--as well as two properties especially important in forming (Ref 1), that is, the strain-
hardening exponent n and the plastic-strain ratio r.
The strain-hardening exponent n of a material is determined from the true stress-true strain curve for that material using
the formula:
= K
n
(Eq 1)
where σ is true stress, is true strain, and K is a constant of proportionality.
The plastic-strain ratio r describes the resistance of the material to thinning during forming operations and is the ratio of
the true strain in the width direction (
w
) to the true strain in the thickness direction (
t
) of plastically strained sheet:
(Eq 2)
A standard method for determining r using a tension specimen is given in ASTM E 517.
The tensile properties (as well as other mechanical properties) of many aluminum sheet alloys in medium and hard
tempers exhibit directional sensitivity. The test direction should be reported along with test results. Directional sensitivity
is important in analysis of forming operations that involve bending, flange stretching, or plane straining, all of which are
encountered in the forming of ribs and troughs. Orientation of the rolling direction of the sheet relative to the direction of
critical strain in the part often can mean the difference between producing a good art and producing scrap.

The Olsen cup test is a biaxial-stretch-forming test that has been used since the early 1900s (Ref 4). A specimen is
stretched over a 22.2 mm ( in.) diam ball lubricated by a small disk of oiled polyethylene. The flange of the specimen is
tightly clamped. Maximum cup height is measured when necking occurs. The value reported is the ratio of cup height to
cup diameter.
In the Swift cup test, a deep-drawn cup is used to determine the limiting draw ratio (LDR) of blank size to cup
diameter. It is obtained with a 51 mm (2.0 in.) diam flat-bottom punch and a draw die appropriate for the thickness of the
specimen. A circular blank is cut to a diameter smaller than the expected draw limit. Lubrication is provided by two oiled
polyethylene disks, one on each side of the blank. The blank is drawn to maximum punch load, which occurs before the
cup is fully formed. Successively larger blanks are drawn until one fractures before being drawn completely through the
die. The diameter of the largest blank that can be drawn without fracturing, divided by cup diameter, determines the LDR.
In the bend test, strips of material are bent around mandrels having different tip radii. Often, mandrels are in the form
of pins or rods. The mandrel is forced against one side of the specimen strip, and the other side is simply supported at the
end points. The value reported is the minimum radius of mandrel, in multiples of the material thickness t around which
the material can be bent 180° without cracking. The direction of the bend relative to the rolling (or extrusion) direction
should be recorded with the test results.
Correlations Among Test Results. It has been found that results of simulative forming tests correlate quite well with
results of tension tests. Specifically, the results of cup ductility tests, such as the Olsen and Swift tests, show good
correlation with values of tensile elongation, strain-hardening exponent, and plastic-strain ratio. Olsen cup values
correlate well with tensile elongation, and Swift cup values correlate with plastic-strain ratio.
Forming-limit diagrams, also known as forming-limit curves, are direct and useful representations of the formability
of aluminum sheet. These diagrams illustrate the biaxial combinations of strain that can occur without failure.
To construct forming-limit diagrams, an array of circles, which often are 2.5 mm (0.1 in.) in diameter, is first imprinted
by photoprinting, photoetching, or electroetching on the surface of the sheet metal before forming. The individual circles
become ellipses wherever deformation occurs, except in areas where pure biaxial stretching occurs. The major and minor
axes of the ellipses are compared with the circles of the original grid to determine the major and minor strains at each
location. The areas immediately adjacent to failures are of particular concern in evaluating the forming capabilities of the
metal. Failure can be defined by several criteria, but the onset of visible necking is the most widely used. The loci of
strain combinations that produce failures define the forming-limit curve. The area below this curve encompasses all the
combinations of strain that the metal can withstand.
Forming-limit diagrams for a variety of aluminum alloys and tempers are shown in Fig. 3, 4, and 5. More information on
the construction and use of forming limit diagrams is available in the article "Process Modeling and Simulation for Sheet
Forming" in this Volume.
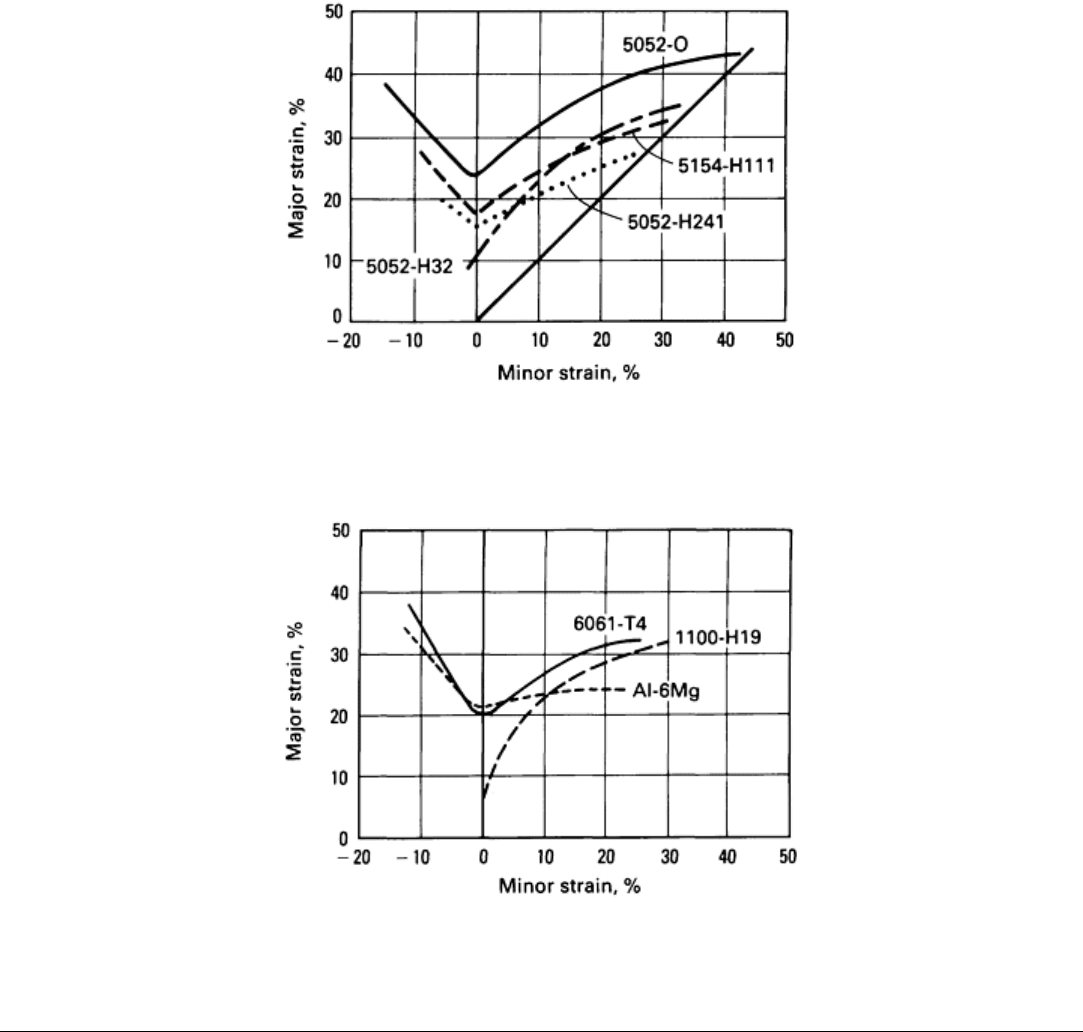
Fig. 3 Forming-limit diagrams for two 3xxx series aluminum alloys. Source: Ref 5
Fig. 4 Forming-limit diagrams for four 5xxx series aluminum alloys. Source: Ref 5
Fig. 5 Forming-limit diagrams for aluminum alloys 1100-H19 and 6061-T4 and for Al-6Mg. Source: Ref 5
References cited in this section
1.
S.S. Hecker, Forming Limit Diagrams, Met. Eng. Q., Vol 14, 1974, p 30-36
2.
I.J. Polmear, Light Alloys, Edward Arnold, 1981
3.
L.R. Morris et al., Formability of Aluminum Sheet Alloys, in
Aluminum Transformation Technology and
Applications, C.A. Pampillo, Ed., American Society for Metals, 1982, p 549-582
4.
"Comparison of Olsen Cup Values on Aluminum Alloys," Publication T13, Aluminum Association, Feb
1975
5.
S.S. Hecker, A Simple Forming Limit Curve Technique and Results on Al
uminum Alloys, International
Deep Drawing Research Group Congress, Oct 1972

Forming of Aluminum Alloys
Equipment and Tools
Most of the equipment used in the forming of steels and other metals is suitable for use with aluminum alloys. Because of
the generally lower yield strengths of aluminum alloys, however, required press capacities are usually lower than for
comparable operations on steel, and higher press speeds can be used. Similarly, equipment for roll forming, spinning,
stretch forming, and other forming operations on aluminum need not be as massive or rated for such heavy loading as for
comparable operations on steel.
Tools. Total wear on tools used in forming aluminum is somewhat less than when forming steel. This results in part from
the lower force levels involved and in part from the smoother surface condition that is characteristic of aluminum alloys.
Accordingly, tools can sometimes be made from less expensive materials, even for relatively long runs.
However, a higher-quality surface finish is generally required on tools used with aluminum alloys, to avoid marking. The
oxide film on the surface of aluminum alloys is highly abrasive, and for this reason many forming tools are made of
hardened tool steels. As a rule, these tools, even if otherwise suitable, should not be used interchangeably to form steel
parts, because this could destroy the high-quality finish on the tools.
Most aluminum alloys require smaller clearances between punches and dies in blanking and piercing than do steels. On
drawing tools, they require larger clearances but about the same radii, to allow the free flow of metal and avoid excessive
stretching.
The amount of springback in forming aluminum alloys is generally less than it is in forming low-carbon steel, and this
must be considered in tool design. The amount of springback is roughly proportional to the yield strength of the metal.
Additionally, the lower rate of work hardening of aluminum alloys permits a greater number of successive draws than is
usually possible with steel. More information on equipment for sheet forming is available in the article "Presses and
Auxiliary Equipment for Forming of Sheet Metal" in this Volume.
Lubricants
Lubricants must be specifically selected for their compatibility with aluminum alloys and their suitability for the
particular forming operation in question. A lubricant suitable for use on a steel part will not necessarily be suitable for use
in the forming of a similar aluminum alloy part.
The proper formulation of lubricants for the forming of aluminum alloys must take into account the special requirements
of regulation of moisture content in nonaqueous systems, corrosion inhibitors, and pH control, in order to prevent staining
or corrosion and to make duration of contact with the workpiece less critical.
The lubricants most widely used in the forming of aluminum alloys are listed below in approximate order of increasing
effectiveness:
• Kerosene
• Mineral oil (viscosity of 40 to 300 SUS a 40 °C, or 100 °F)
• Petroleum jelly
• Mineral oil plus 10 to 20% fatty oil
• Tallow plus 50% paraffin
• Tallow plus 70% paraffin
• Mineral oil plus 10 to 15% sulfurized fatty oil and 10% fatty oil
• Dried soap films or wax films
• Fat emulsions in aqueous soap solutions with finely divided fillers
• Mineral oil with sulfurized fatty oil, fatty oil, and finely divided fillers