ASM Metals HandBook Vol. 14 - Forming and Forging
Подождите немного. Документ загружается.

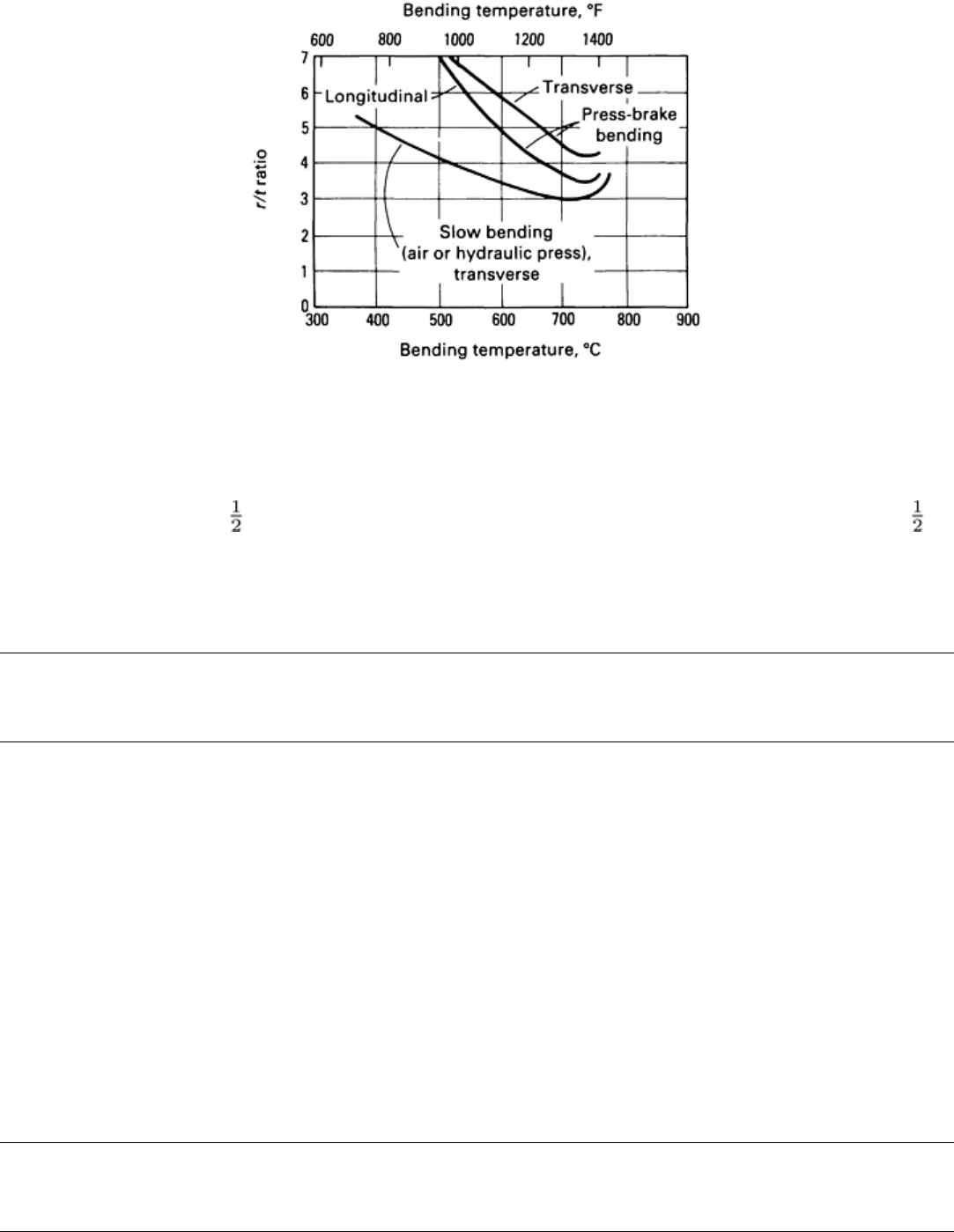
Fig. 2 Minimum bending limits for press-
brake versus slower (hydraulic) bending of beryllium sheet in
transverse and longitudinal directions. r, bend radius; t, sheet thickness
In a laboratory, a radius of 2 t was bent in beryllium sheet at the rate of 50 mm/min (2 in./min), and a radius of 5 t at
305 mm/min (12 in./min). Forming temperature in both cases was 745 °C (1375 °F).
Effect of Fabrication History. Beryllium products consolidated by vacuum hot pressing have low ductility, even at a
theoretical density of 100%. The ductility of hot pressed beryllium can be increased by hot mechanical working.
Forming of Beryllium
Revised by Larry A. Grant, Electrofusion Corporation
Equipment and Tooling
Presses operated by air or hydraulic systems are usually used for forming beryllium, because of the slow speeds required.
Standard mechanical presses or other fast forming presses are not suitable.
Critical components of the equipment must be protected against damage by the heat of forming. This protection usually is
achieved by means of simple insulation.
Tooling. Because the tools used for forming beryllium will be heated, allowances must be made for thermal expansion,
high-temperature strength, and oxidation when selecting tool material and designing tools. Tooling requirements for
forming beryllium are similar to those for hot forming titanium (see the article "Forming of Titanium and Titanium
Alloys" in this Volume). When only a few pieces are required, mild steel is usually used for dies. However, mild steel
oxidizes rapidly at elevated temperatures, and when more than a few identical pieces are to be formed, the best practice is
to make dies from hot work die steels, stainless steel, or one of the nickel-base or cobalt-base heat-resistant alloys.
Forming of Beryllium
Revised by Larry A. Grant, Electrofusion Corporation
Heating Dies and Workpieces
In most forming applications, both the die and the workpiece must be preheated. Dies are specially constructed to permit
heating; heat may be supplied by either electrical elements or gas burners. Although sometimes torches are satisfactory
for heating the work (as when heating sheet for spinning), usually a furnace is preferred. No specially prepared
atmosphere is needed.
At the maximum temperature used for forming beryllium, surface oxidation is usually negligible. However, if desired, to
prevent surface discoloration (hard oxide layer), the workpiece can be coated with a film of commercial heat-resistant oil.
After forming, the film of oil can be removed by wet blasting, or by degreasing with an agent such as trichloroethylene.
In the forming of thin sheet (less than ~1 mm, or 0.040 in., thick), cooling of the work between the furnace and the
forming equipment is often a problem. Overheating to compensate for this heat loss is not recommended. One satisfactory
solution is to "sandwich" thin sheets of beryllium between two sheets of low-carbon steel. This sandwich is retained
throughout heating and forming.
Forming of Beryllium
Revised by Larry A. Grant, Electrofusion Corporation
Stress Relieving
Stress relieving between stages of forming, or after forming is completed, is needed only in the forming of relatively thick
sheet or in severe forming. For some finish-formed parts, stress relieving has proved an effective means of counteracting
"oil canning" or excessive warpage. When stress relieving is used, regardless of whether it is an intermediate step or a
final operation, holding at 705 to 760 °C (1300 to 1400 °F) for 30 min is recommended. No specially prepared
atmosphere is needed.
Forming of Beryllium
Revised by Larry A. Grant, Electrofusion Corporation
Lubrication
Lubrication or coating of some type is needed in most beryllium forming operations. For less severe operations, such as
bending, powdered mica has been used.
For operations such as joggling, forming in matched dies, or deep drawing, colloidal graphite in oil is commonly used.
The role of lubrication is especially critical in deep drawing, and is discussed in more detail in the section "Deep
Drawing" in this article.
Forming of Beryllium
Revised by Larry A. Grant, Electrofusion Corporation
Safety Practice
No special precautions or safety measures are required in forming of beryllium because no fines or oxide dust is created
in forming; and the maximum temperature (815 °C, or 1500 °F) used for preheating causes the formation of only a thin

film of hard oxide, which under normal operating conditions will not harm personnel. Extreme caution should be used,
however, and safety equipment should be available in the event of a furnace overrun.
However, if parts require cleaning after forming and if grit blasting is used, the wet method is recommended. Wet blasting
minimizes the possibility that beryllium oxide dust will contaminate the surrounding atmosphere. Adequate ventilation
must be provided if parts are processed by chemical etching after forming.
The usual precautions observed in working with beryllium must be taken. Details on protection can be obtained from the
publication "Health Protection in Beryllium Facilities," which is available from the U.S. Atomic Energy Commission.
Also, a video tape, "Beryllium: Safe Handling," is available through Brush Wellman Inc.
Forming of Beryllium
Revised by Larry A. Grant, Electrofusion Corporation
Deep Drawing (Ref 1)
Deep drawing is the forming of deeply recessed (cuplike) parts by means of plastic flow of the material (see the article
"Deep Drawing" in this Volume). Tooling consists of a punch and a suitable die or draw ring. Normally, the deformation
in deep drawing is actually a combination of deep drawing and stretching.
There are two parameters that must be under control during any successful deep-drawing operation: friction and hold-
down pressure. Both can be controlled by proper die design and lubricant selection, as discussed below.
Lubrication is required to prevent galling between the beryllium workpiece and the die. A lubricant film must be
maintained over that portion of the blank surface making contact with the drawing surfaces of the die throughout the
entire draw. Because elevated temperatures (595 to 675 °C, or 1100 to 1250 °F, for the workpiece; 400 to 500 °C, or 750
to 930 °F, for the dies) are required to deep draw beryllium, conventional lubricants applied directly to the blank and die
will burn off, causing galling between workpiece and die at high-pressure areas such as the draw ring. The solution to this
problem is best achieved by using die materials that are self-lubricating, such as graphite or an overlay of colloidal
suspension of graphite on an asbestos paper carrier.
The technique of using consolidated graphite as a self-lubricating die material was initially developed for forming small,
thin-walled parts to finished size. This technique has evolved to the point that very deep drawing of 6.35 mm (0.25 in.)
thick blanks over a graphite draw ring is routine. The disadvantage is that such draw rings have short service life.
Organic emulsified suspensions of powdered graphite, aluminum, and copper have all been used successfully to lubricate
punches to facilitate part stripping. These materials can also be applied to the draw ring to improve lubricity of the
drawing surface under the graphite-impregnated paper.
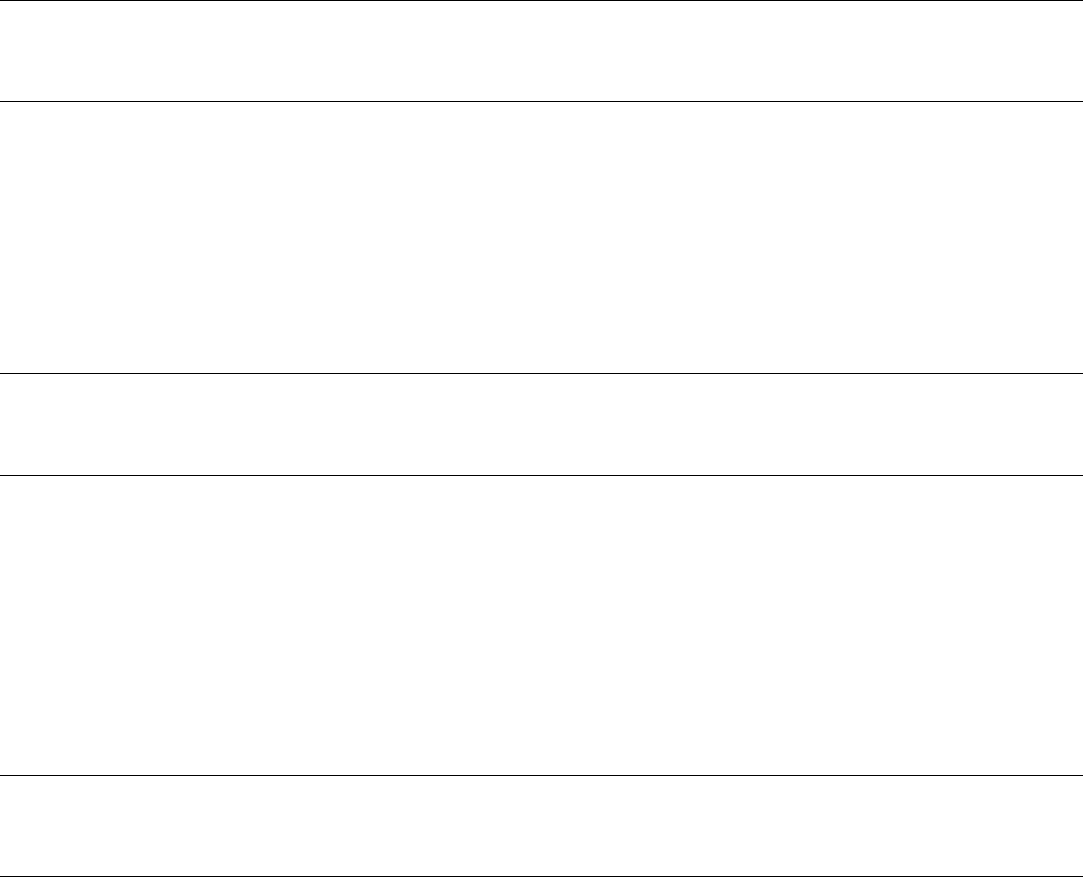
Blank development for deep drawing of beryllium generally follows the same rules as for other metals. Blanks too
thin to support themselves during the early stages of drawing will buckle or wrinkle. A restraining force is required to
prevent this.
There are numerous factors involved in determining whether blank restraint is required during any drawing operation. The
two most important are the ratio of blank diameter d to blank thickness t and the percentage of reduction from one draw to
the next.
The relationship between reduction R and d/t is shown in Fig. 3 for cylindrical parts, whether they are flat bottomed or
hemispherical cups. The areas under the curves were determined experimentally, with the curves themselves being the
normal limit of formability for a given reduction at a given d/t ratio.
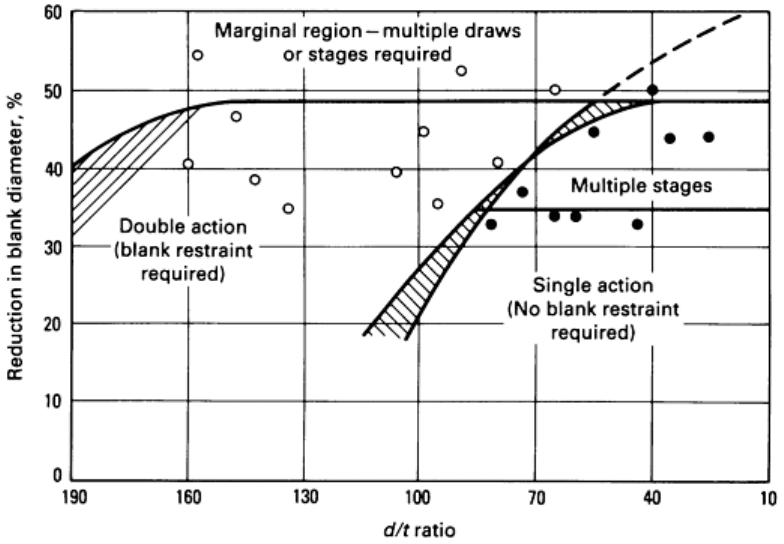
Fig. 3 Percent reduction in deep-drawing versus diameter-to-thickness (d/t
) ratio for deep drawing of
cylindrical beryllium shells. X and O, experimental observations used to derive the curve limits; d,
blank
diameter; t, blank thickness; shaded areas, marginal. Source: Ref 1.
The curves in Fig. 3 describe formability limits; therefore, some consideration should be given during design to avoid
borderline cases. Reductions of more than 50% are possible but will require partial drawing followed by several anneals,
usually with a high failure rate. Several stages of tooling requiring smaller reductions is a more practical approach.
Tool Design. There are many different tool designs for deep drawing sheet metal parts. Two general types will be
described here. One type does not apply blank restraint to prevent wrinkling and is referred to as single action. The other
type does apply blank restraint and is referred to as double action.
Single-action tooling should be used to form parts that fall in the no-restraint section of Fig. 3. Double-action tooling, or
tooling which applies blank restraint to avoid wrinkling, was developed in two forms. In one system, the lower cushion
ram in a hydraulic press is used as the second action for blank restraint (Fig. 4). The other type of double-action tooling
used to deep draw beryllium are described in detail in Ref 1.
Fig. 4 A double-
action tool for deep drawing of beryllium that uses the action of the lower press action for
blank restraint. Lubrication with
this type of tooling is best achieved using asbestos paper impregnated with
colloidal graphite (see inset). Source: Ref 2.
Materials used for beryllium deep-drawing tooling need not be exotic. Gray cast iron is satisfactory for most punch and
die applications. Drawing surfaces are usually made from a free-machining tool steel or, in the case of very large dies,
low-carbon steel that has been carburized after machining.
Strain rates during deep drawing of beryllium may vary widely, depending on the severity of the draw. For deep
drawing simple hemispherical shells, punch speeds of 760 to 1270 mm/min (30 to 50 in./min) are commonly used. With
optimal die clearance and lubrication, strain rates in excess of 2500 mm/min (100 in./min) have been observed in
successful deep draws.
Applications. Numerous shapes have been deep drawn from beryllium. Considerable material savings may be achieved
by deep drawing rather than machining thin-walled parts. The process lends itself to cup-shaped parts that have a slightly
thicker wall at the equator than at the pole because of thickening in this area during forming.
References cited in this section
1.
J.J. Blakeslee, chapter 7, Metalworking IV: Forming, in Beryllium Science and Technology,
Vol 2, D.R.
Floyd and J.N. Lowe, Ed., Plenum Press, 1979, p 107-124
2.
J.L. Frankeny and D.R. Floyd, "Ingot Sheet Beryllium Fabrication," RFP-910, Rock
y Flats Division, Dow
Chemical Company, Feb 1968

Forming of Beryllium
Revised by Larry A. Grant, Electrofusion Corporation
Three-Roll Bending (Ref 1)
Three-roll bending is a process for shaping smoothly contoured, large-radius parts by applying three-point bending forces
progressively along the part surface (see the article "Three-Roll Forming" in this Volume). Usually one or more of the
forming rolls is driven. The process has been used to form curved panel sections and full cylinders from beryllium. As in
all forming operations for beryllium, it is necessary to heat the blank to achieve the necessary ductility to avoid cracking.
Applications. Three-roll bending has been used to form precision beryllium cylinders. The cylinders were joined by an
electron beam fusion weld and are round within 0.5 mm (0.02 in.) total indicator reading on the diameter.
Panels for the Agena spacecraft also have been formed to a 762 mm (30 in.) radius of curvature. There were two sizes of
panels formed, 635 × 635 mm (25 × 25 in.) and 559 × 355 mm (22 × 14 in.), at thicknesses of 1.4 and 1.88 mm (0.055
and 0.074 in.), respectively, from cross-rolled beryllium powder sheet. The flat beryllium sheet was heated to about 427
°C (800 °F), placed on a stainless steel sheet somewhat longer than the beryllium, and manually rolled to contour. The
stainless steel sheet was used to "lead-in" the beryllium and reduce the flat end inherent to roll forming. The rolled panels
were stress-relieved at 732 °C (1350 °F) for 20 min.
Reference cited in this section
1.
J.J. Blakeslee, chapter 7, Metalworking IV: Forming, in Beryllium Science and Technology,
Vol 2, D.R.
Floyd and J.N. Lowe, Ed., Plenum Press, 1979, p 107-124
Forming of Beryllium
Revised by Larry A. Grant, Electrofusion Corporation
Stretch Forming (Ref 1)
Stretch forming is the shaping of a sheet or part, usually of uniform cross section, by first applying suitable tension or
stretch, then wrapping it around a die of desired shape (see the article "Stretch Forming" in this Volume). When applying
this technique to beryllium, the wrapping operation usually takes place quite slowly.
Tooling. Two commonly used types of tooling used to stretch form beryllium are generally described as open-die and
closed-die tooling. Open die, the most common, consists of a male die with the desired contour and some means of
forcing the blank to assume that contour. Tension is not normally required for beryllium because the high modulus resists
buckling and wrinkling.
Closed die tooling has male and female counterparts. The male die is used to force the blank into the female die, thereby
causing the blank to assume the contour of the male die. This type of tooling lends itself well to beryllium forming
because both portions of the die may be heated to facilitate maintenance of the heat necessary in the blank to avoid
cracking. Friction forces on the female die can help to restrain the part and cause stretching.
Reference cited in this section
1.
J.J. Blakeslee, chapter 7, Metalworking IV: Forming, in Beryllium Science and Technology,
Vol 2, D.R.
Floyd and J.N. Lowe, Ed., Plenum Press, 1979, p 107-124
Forming of Beryllium
Revised by Larry A. Grant, Electrofusion Corporation
Spinning
Beryllium sheets up to 5.1 mm (0.200 in.) thick have been successfully formed by spinning. For sheets less than about 1
mm (0.040 in.) thick, a common practice is to sandwich the beryllium between two 1.5 mm (0.060 in.) sheets of low-
carbon steel and heat the sandwich to 620 °C (1150 °F) for spinning. The steel sheets not only help to maintain
temperature, but also help to prevent buckling. Beryllium sheets more than about 1 mm (0.040 in.) thick usually are not
sandwiched between steel sheets for spinning, and are heated to 730 to 815 °C (1350 to 1500 °F).
Hemispherical shapes have been spun in as many as nine stages with no adverse effect on the properties of the beryllium.
The part and mandrel often are torch-heated during spinning.
Lubrication is especially important in spinning. Colloidal graphite or glass is usually used. Wet blasting is the
recommended means of cleaning the workpiece after spinning.
Figure 5 plots combinations of conditions under which parts of a variety of shapes have been successfully produced by
spinning cross-rolled beryllium powder sheet. The points plotted, however, represent only limited data, and many more
points would have to be established before it would be safe to designate dimensional limitations for spinning specific
shapes. More information on the spinning process is available in the article "Spinning" in this Volume.
Fig. 5 Dimensional combinations for the successful spinning of beryllium sheet. d
0
, blank diameter; d
1
,
diameter of spun part; t, blank thickness; h, height of spun part
Forming of Beryllium
Revised by Larry A. Grant, Electrofusion Corporation
References
1.
J.J. Blakeslee, chapter 7, Metalworking IV: Forming, in Beryllium Science and Technology,
Vol 2, D.R.
Floyd and J.N. Lowe, Ed., Plenum Press, 1979, p 107-124
2.
J.L. Frankeny and D.R. Floyd, "Ingot Sheet Beryllium Fabrication," RFP-
910, Rocky Flats Division, Dow
Chemical Company, Feb 1968
Forming of Copper and Copper Alloys
Frank Mandigo and Jack Crane, Olin Corporation
Introduction
COPPER AND MOST COPPER ALLOYS are readily formed at all sheet gages. The copper alloys commonly formed are
characterized by strength and work-hardening rates between those of steel and aluminum alloys. This article will review
the general characteristics of copper and copper alloys and how these characteristics affect the behavior of strip in
different types of forming operations. The attempt is to provide an understanding of copper alloy formability coupled with
illustrative data rather than to offer a complete single-source alloy data reference.
Acknowledgements
The authors would like to acknowledge the significant contributions to this article from John Breedis, Olin Corporation,
and John Turn, Brush Wellman Inc. Without their assistance, completion of this document would not have been possible.
Forming of Copper and Copper Alloys
Frank Mandigo and Jack Crane, Olin Corporation
General Considerations
The combination of moderate-to-high strength, high electrical and thermal conductivity, modest cost, good corrosion and
stress-corrosion resistance, and ease of joining, coupled with good formability, accounts for the use of copper and copper
alloys in a wide range of applications. The list of typical applications given below reveals the diversity of forming
operations used:
Application
Forming operations
Electrical terminals and connectors
Bending, stretch forming, blanking, coining, drawing
Electronic lead frames
Bending, coining, blanking
Hollow ware, flatware
Roll forming, blanking
Builder's hardware
Shallow and deep drawing, and stretch forming operations
Heat exchangers
Roll forming, bending, sinking, blanking
Coinage
Blanking, coining, embossing
Bellows, flexible hose
Cupping, deep drawing, bending
Musical instruments
Blanking, drawing, coining, bending, spinning
Ammunition Blanking, deep drawing
These applications are illustrated in Fig. 1, 2, 3, 4, 5, 6, 7, and 8.
Fig. 1 Electrical and electronic applications for formed copper alloy pa
rts. (a) Connectors used in home
appliances and automotive electrical systems. (b) Copper alloy leadframe for a semiconductor device.
Fig. 2 Typical household flatware utensils formed from copper alloys.
Fig. 3 Builder's hardware formed from copper alloys. (a) Doorknob fabricated by deep drawing.
(b) Recessed
fixture for kitchen and bathroom accessories.
Fig. 4 Automotive radiator fabricated from several formed copper alloy components, including a deep-
drawn
water tank, roll-formed cooling tubes, and formed cooling fins.
Fig. 5 Copper alloy U.S. currency with heavy coining and embossing.
Fig. 6 Deep-drawn and corrugated copper alloy bellows.