ASM Metals HandBook Vol. 14 - Forming and Forging
Подождите немного. Документ загружается.

Radiant heating with electricity and gas is useful for heating dies and workpieces in some applications. Radiant heating is
particularly useful for rapid heating of the workpiece and for use in rapid-action presses. Also, with this heating method,
cloth covers can be used on the workpiece to minimize heat loss.
Infrared heating is also commonly used. A bank of infrared lamps is the most common method, but gas-fired units are
also used.
The principal advantage of infrared heating is that only the die and workpiece are heated and not the surrounding area.
Also, the cost of heating is less, and working conditions are cooler and less hazardous.
Gas heating often is advantageous, because the installation of equipment is simple and fuel cost is generally low. Burners
up to 1.9 m (75 in.) long can be formed and welded from 19 mm ( in.) black iron pipe; 25-mm (1-in.) pipe is suggested
for burners more than 1.9 m (75 in.) long. Burners are attached to the dies so that the flames touch the die surface. Hollow
punches can be heated by a burner inside the punch.
Four gas-mixing systems are used for heating tools and dies:
• Simple venturis, in which gas flows through a mixer that draws in air
•
Proportional mixers, which use compressed air flowing through a venturi (or an air injector) that pulls
the gas into the burner at atmospheric pressure
• A gas-air carburetor system, which uses a low-pressure turbocompressor to compress the gas-
air
mixture. The carburetor holds a constant fuel-to-air ratio regardless of the volume of flow
• A venturi mixing system combined w
ith turbocompressors, which gives accurate temperature control
with minimum overshoot
Heat transfer fluids are used for heating platens, form blocks, drop hammer dies, and other forming tools large enough to
have passages in the die. Heating by this method is rapid and permits good temperature control. Heat transfer fluids with a
working-temperature range of 150 to 400 °C (300 to 750 °F) are available. Hot oils, natural and synthetic, that can
withstand temperatures up to 345 °C (650 °F) are commonly circulated in passages in the dies. Steam is readily available,
and is circulated through ducts in the tools or dies, but its maximum temperature is usually about 175 °C (350 °F).
Commercially available equipment for use with heat transfer fluids includes vapor generators, circulating mechanisms,
and means for temperature control.
Temperature control is important. For forming a few pieces, contact pyrometers or temperature-sensitive crayons are
satisfactory for determining temperature. Blue carpenter's chalk can sometimes be used. A streak of this chalk on a metal
surface will turn white at approximately 315 °C (600 °F).
Automatic temperature controls are essential for most magnesium-forming operations. Radiant and infrared heat are more
difficult to control than other kinds of heat. One type of infrared lamp has a control that extends or retracts the lamp when
the tool or workpiece has reached the desired temperature. Another temperature control for infrared heating consists of a
special radiometer that senses only the heat radiated by the surfaces being heated.
To maintain the desired temperature, controls used in gas-heating systems usually operate by adjusting a solenoid valve in
the line to lower or raise the flame. Electric heating by elements, resistance heating, and heating by means of heat transfer
fluids usually provide good temperature control.
Forming of Magnesium Alloys
Lubricants
Generally, lubrication is more important in hot than in cold forming of magnesium alloys, because the likelihood of
galling increases with the increase of temperature.

Lubricants used in forming magnesium alloys include mineral oil, grease, tallow, soap, wax, molybdenum disulfide,
colloidal graphite in a volatile vehicle, colloidal graphite in tallow, and thin sheets of paper or fiberglass.
Selection of a lubricant depends primarily on forming temperature. For temperatures up to 120 °C (250 °F), oil,
grease, tallow, soap, and wax are generally used.
In spinning, it is essential that the lubricant cling to the work metal; otherwise the lubricant will be thrown off by
centrifugal force. This is not a problem when drawing in a die or bending in a press brake.
Frequently, a lubricant that is used for other operations in the plant can be used, up to a forming temperature of 120 °C
(250 °F). It is common practice to use the lubricant that can be most easily removed after forming and to apply it by roller
coating or swabbing. Sometimes the lubricant is applied to both the work metal and the tools.
When forming is done at temperatures above 120 °C (250 °F), the selection of a lubricant is more limited; ordinary oil,
grease, and wax are eliminated. Although colloidal graphite can be applied at any temperature that is used for forming
magnesium alloys, because graphite is difficult to remove and interferes with subsequent surface treatments, its use is
usually avoided.
A soap lubricant is acceptable for temperatures as high as 230 °C (450 °F). This compound is an aqueous solution and is
applied to the work metal by dipping, brushing, or roller coating. After coating, the work metal blanks are dried in still or
forced air. After drying, the blanks can be stored for an indefinite period for future processing because the dried lubricant
is stable. Lubricant that remains after forming can be completely removed by cleaning in hot water.
When forming temperatures are higher than 230 °C (450 °F), the choice of lubricant is restricted to colloidal graphite or
molybdenum disulfide. Graphite in a vehicle such as spirits (2% graphite) is widely used; for spinning, the graphite is
mixed with tallow to improve adherence.
Lubricants should be cleaned from parts as soon as possible after forming, to prevent corrosion and to avoid difficulty in
their removal. Colloidal graphite is particularly difficult to remove if allowed to remain on parts for any length of time.
Because for some work lubricants cannot be tolerated at any forming temperature, thin sheets of paper or fiberglass
(depending on temperature) are placed between the work metal and the tools. More information on lubricants for sheet
forming is available in the article "Selection and Use of Lubricants in Forming of Sheet Metal" in this Volume.
Forming of Magnesium Alloys
Press-Brake Forming
The press-brake forming of magnesium alloys is the same as it is for other metals, except that the work metal and the dies
are usually heated. Top and bottom dies can be made of steel, or if the workpiece permits cold forming, the steel punch
can be bottomed in a rubber die held in a retaining box. Metal punches and dies should be highly polished to prevent
marking of workpiece surfaces.
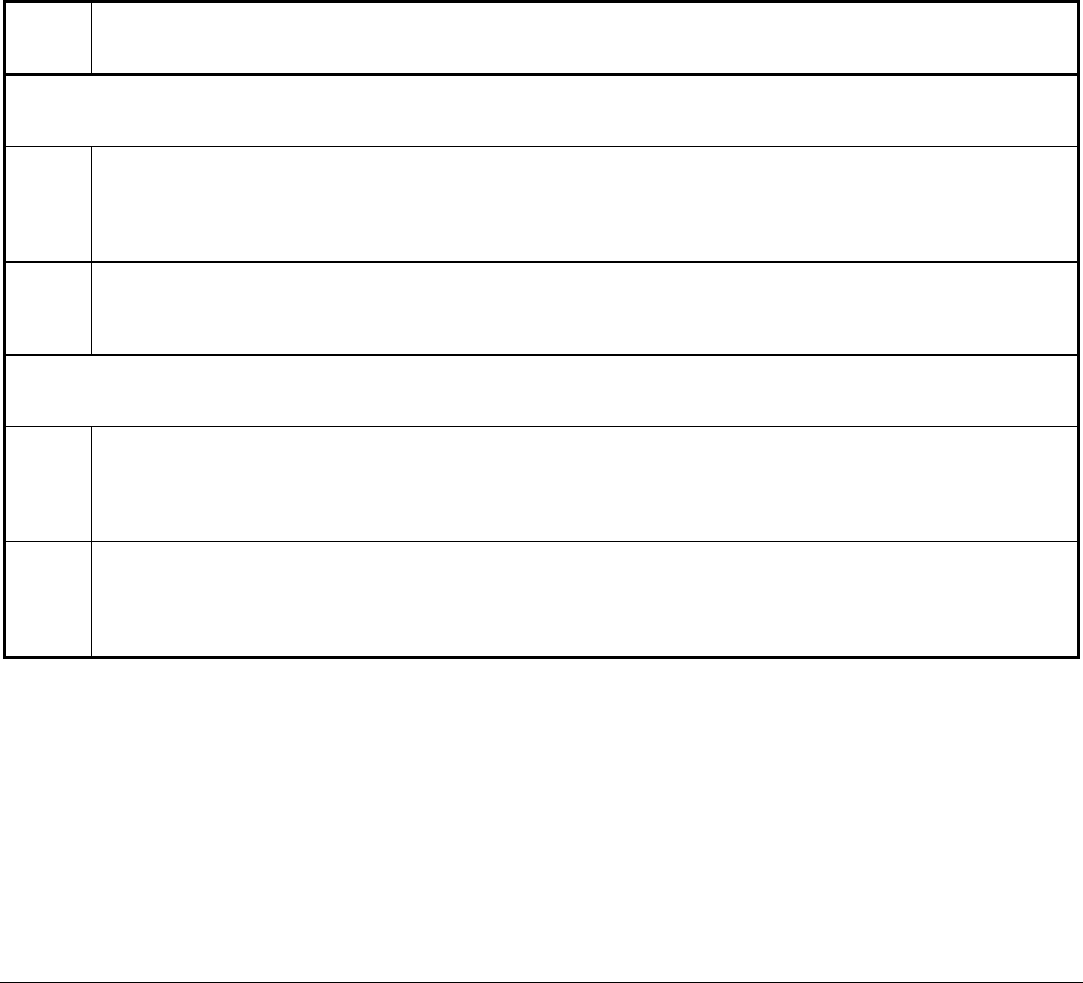
A preferred method of heating the punch and die for hot forming is shown in Fig. 3. When only a few workpieces are to
be formed, heating with a gas torch is satisfactory; however, care must be taken to ensure that the area of the workpiece to
be formed is uniformly heated. If the press-brake die is not heated, the workpiece should be heated to the maximum
allowable temperature and formed quickly before the tools can cool the work metal too much.
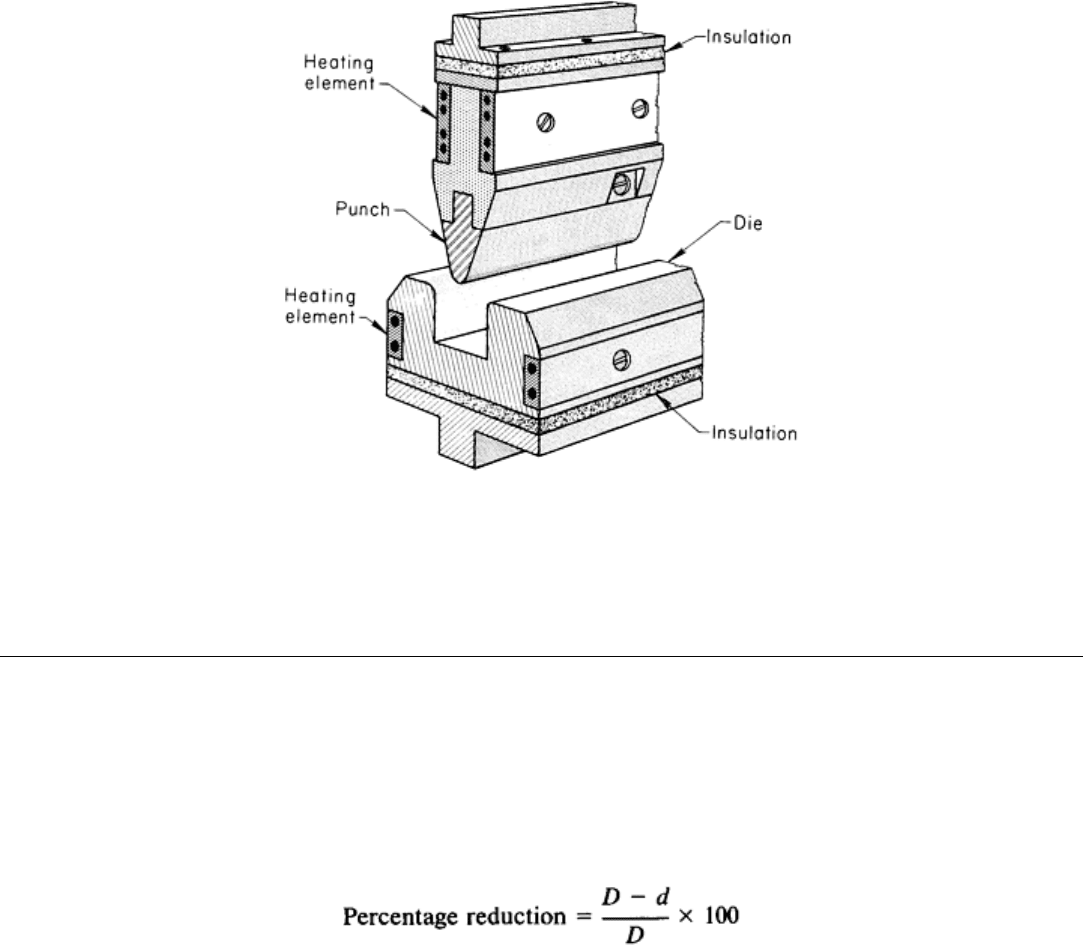
Fig. 3 Preferred method of heating a punch and die for hot forming magnesium alloys on a press brake.
Forming of Magnesium Alloys
Deep Drawing
Magnesium alloys can be cold drawn to a maximum reduction of 15 to 25% in the annealed condition. The cold
drawability limit of alloy AZ31B-O is about 20%. The drawability, or percentage of reduction in blank diameter, is
calculated by the formula:
where D is the blank diameter before drawing and d is the diameter of the punch.
Die Heating. Electric heating elements are usually used for heating the tools, although when intricate parts are drawn,
gas-ring burners provide more flexibility, particularly if the work metal is likely to pucker. The base of the punch
sometimes can be heated.
Another type of differential heating is used in the production of workpieces that have a slight crown. When the crown
must be held to close tolerance, burners with separate controls are provided inside and outside the die. For more crown,
the outside of the mating die is heated to a higher temperature than the inside. When the workpiece reaches die
temperature and the outside of the sheet is hotter than the inside, the work metal retracts upon removal of the die, thus
causing the crown to form. Alternatively, to eliminate crowning and obtain flatness, the inside of the die is heated to a
higher temperature than the outside.
Blankholder pressures for magnesium alloys vary from the lowest obtainable to as much as 5 MPa (700 psi). In
average draws, the blankholder pressure is usually 345 to 1380 kPa (50 to 200 psi). To secure proper wall thinning,
blankholder pressures are obtained by trial and error.
Drawability. Annealed magnesium alloy sheet can be cold drawn to 25% reduction (blank diameter to cup diameter).
With heat, drawability is greatly improved, and up to 70% reduction is possible.
Drawability is also influenced by the shape of the workpiece. A maximum drawability of 70% is for drawing a round cup.
Square and rectangular boxes, for example, seldom are drawn as severely.
Effect of Speed on Drawability. Drawability at any temperature varies with the speed of drawing, which ranges
from 0.6 to 405 mm/s (1 to 960 in./min). Large reductions (70%, for example) require slower speeds than do moderate
reductions (up to 55%).
Reductions up to about 55% can often be made on high-speed hydraulic or mechanical presses. Also, milder draws permit
lower forming temperatures, and costs can be reduced, because strip feeding, blanking, lubrication, trimming, and
cleaning can be simplified.
For most parts, however, depth of draw is not a primary consideration, and usually no trouble is experienced in drawing to
the depth required. More trouble is encountered in keeping the metal free from puckers in parts with rounded corners or
contours. Temperatures above those required for maximum drawability are often necessary to eliminate these puckers. On
unusual or difficult jobs, it may be necessary to vary the procedure to obtain minimum scrap.
Redrawing. The possibilities inherent in two-step draws are illustrated by the following parts: In the first operation, 610
mm (24 in.) blanks of 0.64 mm (0.025 in.) annealed sheet were drawn to a cup 200 mm (8 in.) in diameter by 400 mm (16
in.) in depth; they were redrawn to a cup 140 mm (5 in.) in diameter by 585 mm (23 in.) in depth. Starting with a
rectangular blank of 1.3 mm (0.051 in.) AZ31B-O, 455 × 485 mm (18 × 19 in.), a rectangular box 111 × 273 × 165 mm
(4 × 10 × 6 in.) in depth was drawn in the first operation. This box was then redrawn into a rectangular box 89 ×
254 × 171 mm (3 × 10 × 6 in.) in depth having 5.6 mm ( in.) corner radii.
Choice of die materials is chiefly influenced by the severity of the operation and the number of parts to be produced.
For most applications, unhardened low-carbon steel boiler plate or cast iron is satisfactory. For runs of 10,000 parts or
more, for maximum surface smoothness, or for close tolerances where no significant die wear can be allowed, hardened
tool steels are recommended. Tool steels W1 or O1 are satisfactory for extremely long runs (1 million parts). For the most
severe draws, however, the more abrasion-resistant tool steels, such as A2 or D2, will probably be more satisfactory and
economical. For room-temperature drawing, it is usually desirable for die steels to be heat treated to obtain near-
maximum hardness in service. However, for elevated-temperature drawing, the maximum temperature to which the dies
will be exposed in drawing must also be considered. In this situation, the dies must be tempered slightly above the
maximum service temperature, even though some hardness may be sacrificed.
Forming of Magnesium Alloys
Manual Spinning
Various conical and hemispherical shapes can be produced from magnesium alloys by manual spinning. Because tooling
is inexpensive, manual spinning of small quantities is often more economical than press forming. When press tooling
would be complex, manual spinning may be used for medium to large production quantities.
Equipment and tooling for manual spinning of magnesium alloys are essentially the same as those used for other
metals (see the article "Spinning" in this Volume), except that when magnesium alloys are to be heated, the mandrels
(spin blocks) should be made of metal, with provision for controlled heating of the work metal.
For spinning a few pieces, it is common practice to heat the blanks with a hand torch, using temperature-sensitive crayons
to indicate the temperature. For production spinning, however, the use of a thermostatically controlled burner on the lathe
is preferred.
Procedure. Annealed sheet is usually used in spinning. Manual spinning depends to a large extent on operator skill,
especially when spinning magnesium alloys, which are more temperature sensitive than most metals.
Many shapes can be spun from unheated blanks by a skilled operator, especially when thin sheet is used, because friction
between the spinning tool and workpiece generates a substantial amount of heat. As severity of sheet thickness increases,
the work metal must be heated. Temperatures of 260 to 315 °C (500 to 600 °F) are common.
Whether spinning is done hot or cold, a lubricant should be used (see the section "Lubricants" in this article). Spindle
speed should be such that the speed of the edge of the blank is about 610 m/min, or 2000 surface feet per minute (sfm)
when spinning begins.
Tolerances. Typical tolerances that can be maintained in manual spinning of magnesium alloys are as follows:
Workpiece diameter
Tolerance
mm in. mm
in.
<455 <18 ±0.8
±
455-915 18-36 ±1.6
±
>915 >36 ±3.2
±
Spinning Extrusions. Manual spinning can be used either to close or flare the ends of extruded round tubing.
Closing the ends of tubes is done by slowly forcing a rotating hemispherical cup over the end of the tube until the end is
closed and has assumed the hemispherical shape of the cup (spinning tool). This can be done on almost any machine that
can hold the workpiece and rotate the cuplike tool. A drill press is frequently used. The use of grease or soap as a
lubricant is helpful in producing a better workpiece finish and prolonging the life of spinning tools. In most applications,
tube ends can be closed without the use of heat.
Tube flaring is done either by inserting a stationary mandrel into the tube and pushing it out against a stationary die on the
outside, or by spinning or rolling the flare against a stationary outside die with a conical, rotating, inside mandrel. The
shape required for the flare usually determines the preferred procedure.
Tube-flaring machines have a stationary outside die and conical, rotating, inside spindle with adjustable eccentricity, the
axis of which rotates off center at approximately 1600 rpm. The eccentric spindle forces the tube against the outer die to
form the flare. In the flaring of magnesium alloy tubes, the outer die should be heated, preferably by electric heating
elements in the die holder, to a preferred temperature of about 260 °C (500 °F). The tube to be flared is preheated to the
same temperature. Lubrication may be required during tube flaring. The lubricants recommended for spinning can be
used.
Forming of Magnesium Alloys
Power Spinning
Power spinning (shear spinning) can be used for magnesium alloys. Both cone spinning (spinning in accordance with the
sine law) and tube spinning (spinning in which metal displacement is strictly volumetric) are used for magnesium alloys.
Equipment and Tooling. Special machines are used in the cone and tube spinning of magnesium alloys. However, the
equipment used in power spinning is the same as that used for other metals (see the article "Spinning" in this Volume),
except when hot spinning is done; then, torches or other heating equipment must be added to the machine. Consequently,
the mandrels and rollers must be made from an alloy tool steel that will not be softened by heat. Tool steels such as H12
or H13 hardened to 54 to 58 HRC are used in many applications.
Procedure. Magnesium alloys are sometimes power spun without heat, but more often the major portion of the
reduction is performed hot and finished cold, or is rough worked hot and then finished at a somewhat lower temperature
(warm). For the most successful results, a definite procedure of alternate spinning and heating should be followed,
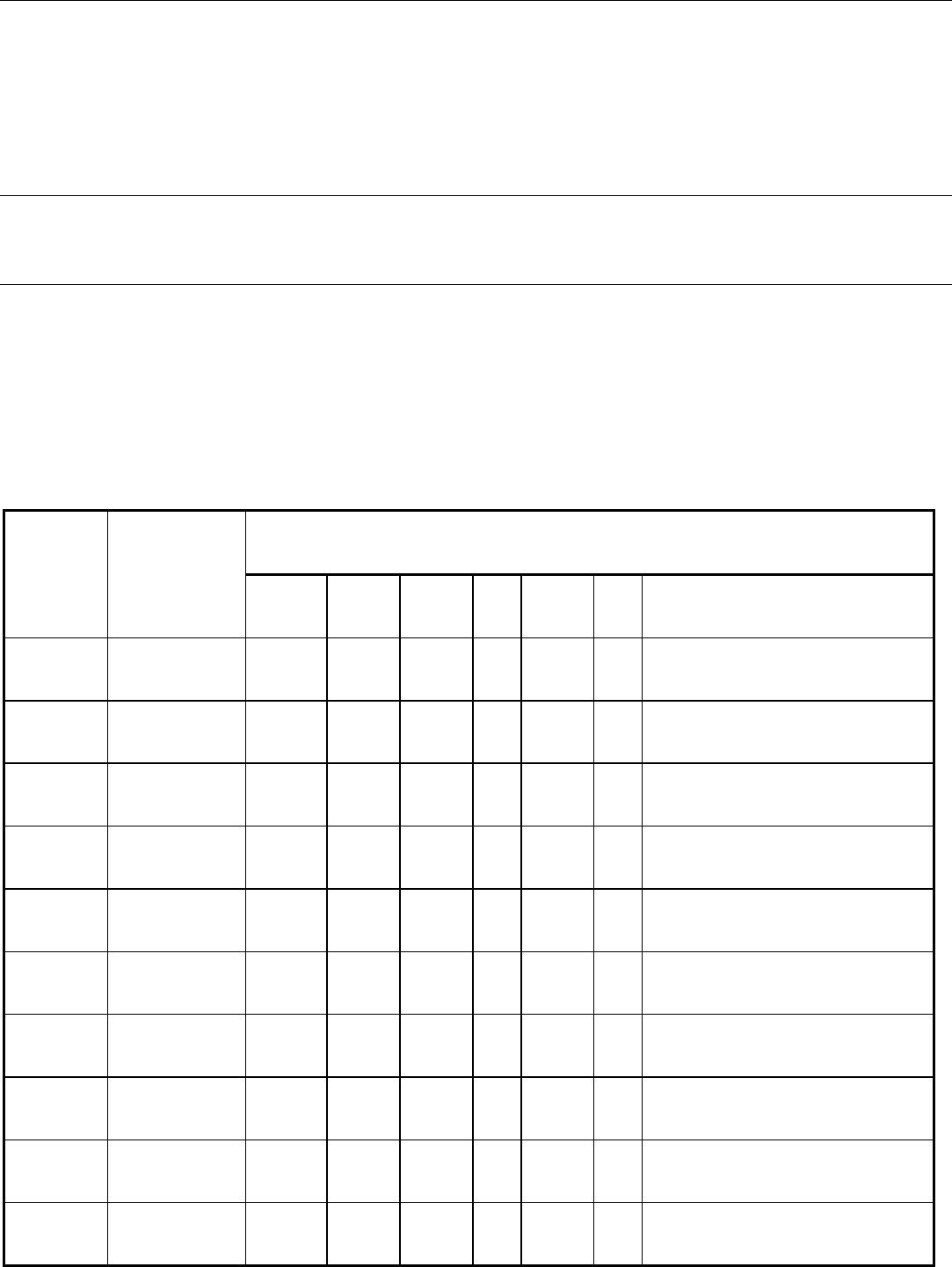
whether the metal is finished cold or warm. Table 4 gives recommended procedures for the two methods often used for
alloys HK31A and HM21A. The use of the procedures outlined in Table 4 has resulted in total wall thickness reductions
as high as 80%.
Table 4 Procedures for power spinning two magnesium alloys to obtain acceptable properties
(a)
Alloy
Procedure
Cold finishing
HK31A
Hot work roughly to shape at 425 ± 30 °C (800 ± 50 °F). Heat treat for 30-60 min at 455-480 °C (850-900 °F)
(b)
. Cold
work to a total reduction in thickness of at least 25% using low reductions per pass. Heat 1 h at 315-330 °C (600-625
°F)
HM21A
Hot work roughly to shape at 455 ± 10 °C (850 ± 50 °F). Heat treat for 30-60 min at 480-510 °C (900-950 °F)
(c)
. Cold
work to a total reduction in thickness of 15-25% using low reductions per pass. Heat 1 h at 370 ± 16 °C (700 ± 25 °F)
Warm Finishing
HK31A
Hot work roughly to shape at 425 ± 30 °C (800 ± 50 °F) if necessary. Heat treat for 30-60 min at 455-480 °C (850-900
°F)
(b)
. Warm work at 315-370 °C (600-700 °F) to a total reduction in thickness >50% with a minimum number of
passes. Heat 16 h at 205 °C (400 °F)
HM21A
Hot work roughly to shape at 455 ± 30 °C (850 ± 50 °F) if necessary. Heat treat for 30-60 min at 480-510 °C (900-950
°F)
(c)
. Warm work at 315-370 °C (600-700 °F) to a total reduction in thickness >50% with a minimum number of
passes. Heat 16 h at 230 °C (450 °F)
(a)
Properties obtained will approach those of the H24 temper for HK31A and the T8 temper for HM21A.
(b)
Fairly rapid cooling is desirable, but less critical than for HM21A.
(c)
Should be cooled from the heat-treating temperature to 315 °C (600 °F) or below within 5 min
Forming of Magnesium Alloys
Rubber-Pad Forming
Hydraulic presses are generally used for the rubber-pad forming of magnesium alloys. Tooling is simple because only a
form block is used (see Fig. 4). A conventional die is not needed.
Fig. 4 Tooling and heating setup for rubber-pad forming of magnesium alloys at elevated temperature.
For forming at room temperature, particularly for limited use, form blocks can be made of wood or masonite; or for
higher production runs, they can be made of aluminum, zinc, or magnesium, which are more durable than wood or
masonite. However, large radii must be used in cold forming.
When rubber-pad forming at elevated temperature form blocks must be made from metal that will not creep excessively at
the working temperature and pressure; magnesium, aluminum, or zinc can be used up to about 230 °C (450 °F). However,
forming at temperatures higher than 230 °C (450 °F) requires steel form blocks.
Specially compounded grades of solid rubber or laminated sheets are used for the rubber pad when forming at
temperatures up to 315 °C (600 °F). Hardness of the rubber is important--Durometer A 40 to 70 is the common range.
Heating. As shown in Fig. 4, the heating elements heat the steel platen, and the heat is transferred to the form block,
which is not fastened to the platen, by conduction. Alternatively, the form block can be heated separately in an oven and
then placed on the platen. With this method, a fireproof blanket often is placed between the heated form block and the
cold platen for insulation. Usually blanks are heated in ovens situated near the press to minimize loss of heat.
Forming Pressure. Pressure for rubber-pad forming is a function of sheet thickness and forming temperatures; 6200
kPa (900 psi) is adequate for most work.
Rubber-pad forming is generally done by shaping the blank around a form block with pressure from the rubber pad.
However, when pressure must be concentrated at one point, or metal flow must start before general pressure is applied,
deflector bars are used (see the article "Rubber-Pad Forming" in this Volume).
Some severe forming is done in two operations: The workpiece is partly formed, is removed from the press for hand
smoothing of wrinkles, and then is returned to the press for final forming under full pressure. In one-operation forming,
thin throw sheets of heat-resistant rubber can be placed over the blank, or attached to the pad, to protect the rubber.
Shrink flanges that are wrinkle-free can be made with a higher percentage of compression from magnesium alloys than
from other metals, such as aluminum, of the same gage. Minor wrinkles can be hand corrected after flanging. If the part is
likely to wrinkle severely, scalloped cutouts or recesses in the form blocks may correct this condition. A draw plate to
iron out wrinkles during forming is often helpful.
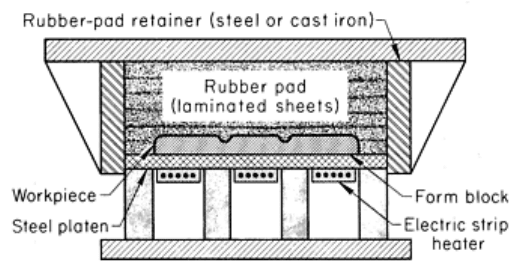
Stretch flanges of up to 40% stretch in hard-rolled magnesium alloy sheet (H24 temper) and 70% in annealed sheet (O
temper) can be made by rubber-pad forming. The ranges of stretch flange limits for various thicknesses of AZ31B-O and
AZ31B-H24 alloy sheet rubber pad formed at 150 °C (300 °F) are shown in Fig. 5.
Fig. 5 Stretch flange limits for various thicknesses of magnesium alloys AZ31B-O and AZ31B-
H24 rubber pad
formed at 150 °C (300 °F). (a) Alloy AZ31B-O. (b) Alloy AZ31B-H24.
A minimum flange radius of 5t is suggested for alloy AZ31B-H24 at 160 °C (325 °F). The radius of the die should be
approximately t less to compensate for springback.
Beads. In rubber-pad forming, both internal and external beads can be formed in magnesium alloy sheet. Usually
external beads are easier to produce, although wrinkling is slight in both types.
Severity of forming internal and external beads is expressed as the ratio w/h where w is the width of the bead and h is the
height of the bead. Beading is essentially a stretching operation, and this w/h ratio is related to the maximum percentage
of stretch obtained in a given bead.
External beads can be made to equal or more severe ratios; the minimum bead margin should be 9.6 mm (0.38 in.), and
beads should be separated by a minimum center-point distance of 19.3 mm (0.76 in.).
Hand forming can slightly improve the definition of a part after rubber-pad forming, while the form block and
workpiece are still hot. A leather or plastic forming tool can be used to correct minor irregularities or improve flange
angles. To avoid damage to the form block, hard tools should not be used.

Forming of Magnesium Alloys
Stretch Forming
The stretch forming of magnesium alloys is the same as it is for other metals, except that magnesium alloys are generally
stretch formed at elevated temperatures. The fundamentals of stretch forming, compression forming, and radial draw
forming are described in the article "Stretch Forming," in this Volume.
Dies, or form blocks, made from magnesium, aluminum, or zinc alloys are suitable for forming at temperatures up to 230
°C (450 °F). Concrete form blocks containing wire mesh heated by electrical resistance may also be used at temperatures
up to 230 °C (450 °F). For temperatures higher than 230 °C (450 °F), cast iron form blocks are used.
Grippers used in the forming of magnesium alloys should not have serrated jaws, to prevent tearing of the work metal.
Coarse emery paper or cloth can be placed between the work metal and the jaws to preclude tearing.
Tools and work metal can be heated by electric heating elements or by radiant heat. Proper distribution of heat is
important, and units should be placed at critical forming areas.
For differential stretching of sheet over forms of low curvature, the practical maximum stretch is about 15%. The
maximum is 12% if allowance (overstretch) is made for springback; however, normally little springback is encountered at
elevated temperatures; therefore an addition of 1% to the total stretch usually compensates for any springback that may
occur.
Although freedom from wrinkles is an advantage of stretch forming in most applications, wrinkles can be a problem when
making asymmetrical low-curvature parts. Wrinkles can be controlled by including proper restraints in the die. The skill
of the operator largely determines where such restraints are needed.
Forming of Magnesium Alloys
Drop Hammer Forming
Drop hammer forming is used for producing shallow depths and asymmetrical shapes in magnesium alloys when
quantities are small and for applications requiring minimum springback. Successful results depend on operator skill.
Except for heating, drop hammer forming of magnesium alloys is the same as it is for other metals, (see the article "Drop
Hammer Forming" in this Volume).
Zinc alloy can be used for both punch and die. Lead punches are sometimes used, but lead pickup can cause corrosion of
the sheet. For production quantities greater than about 50 pieces, however, cast iron punches and dies are recommended,
because zinc alloy tools lose their shape at these quantities.
Annealed sheet is preferred for drop hammer forming. Blanks should be heated near the hammer, because the work cools
rapidly--usually 16 to 25 °C (30 to 45 °F) in 5 s. Ten blows may be needed to form a part, with reheating between blows--
5 min for metal thicknesses up to 1.3 mm (0.051 in.) and 9 min for thicknesses of 1.3 to 3.18 mm (0.051 to 0.125 in.).
Heat-resistant rubber pads are often used in the dies for preliminary forming and removed before final forming.
Dies can be heated in an oven near the hammer, or by torches or ring burners during operation. Small dies can be used on
an electrically heated cast iron platen on the hammer bed, but this method is not practical for large dies. Heating of the
punch and die by electric heating elements or by a heat transfer fluid is also used.
The elevated temperatures used in drop hammer forming of magnesium alloys can reduce or eliminate springback;
therefore, the maximum practical temperature should always be used. The rate of deformation must be carefully
controlled, especially when deformation of the work metal is severe, or when the metal is in the H24 temper. For
workpieces that require severe forming, the punch is lowered slowly and forming is completed with subsequent blows.
Tolerances of ±0.76 mm (±0.030 in.) can be maintained in production.
Forming of Magnesium Alloys
Impact Extrusion
Impact extrusion is used for producing symmetrical tubular workpieces, especially those with thin walls or irregular
profiles for which other methods are not practical. Information on the application of this process to magnesium is
described in the section "Impact Extrusion of Magnesium Alloys" of the article "Cold Extrusion" in this Volume.
Forming of Nickel-Base Alloys
R. William Breitzig, INCO Alloys International, Inc.
Introduction
THE DUCTILITY of nickel-base alloys in the annealed condition makes them adaptable to virtually all methods of cold
forming. Within this group of alloys (see Table 1 for compositions), other engineering properties vary sufficiently to
cause the alloys to range from moderately easy to difficult to form, compared to other materials.
Table 1 Nominal compositions of some nickel-base alloys
Composition, %
(a)
Alloy UNS designation
C Fe Co Cr Ti Mo
Others
Nickel 200 N02200 0.10 max
0.4 max
. . . . . . . . . . . .
0.25 max Cu, 0.10 max Ti, 0.15 max Si
Nickel 201 N02201 0.02 max
0.4 max
. . . . . . . . . . . .
0.25 max Cu, 0.10 max Ti, 0.15 max Si
Astroloy N13017 0.06 . . . 17.0 15.0
3.5 5.25
4.0Al, 0.03B
Alloy C N10002 0.07 5.0 2.5 max
16.0
. . . 17.0
4.0W
Alloy C-276
N10276 0.02 5.5 2.5 max
15.5
. . . 16.0
3.75W, 0.35V
Alloy W N10004 0.12 max
5.5 2.5 5.0 . . . 24.5
0.6V
Alloy 400 N04400 0.15 max
1.25 . . . . . . . . . . . .
31.5Cu, 0.5Si
Alloy 600 N06600 0.1 max 8.0 . . . 15.5
. . . . . .
. . .
Alloy 625 N06625 0.1 max 5.0 max
1.0 max
21.5
0.4 max
9.0
3.65 Nb + Ta, 0.4 Al max
Alloy 718 N07718 0.05 max
19.0 . . . 18.0
0.4 max
3.0
5.0Nb