ASM Metals HandBook Vol. 14 - Forming and Forging
Подождите немного. Документ загружается.

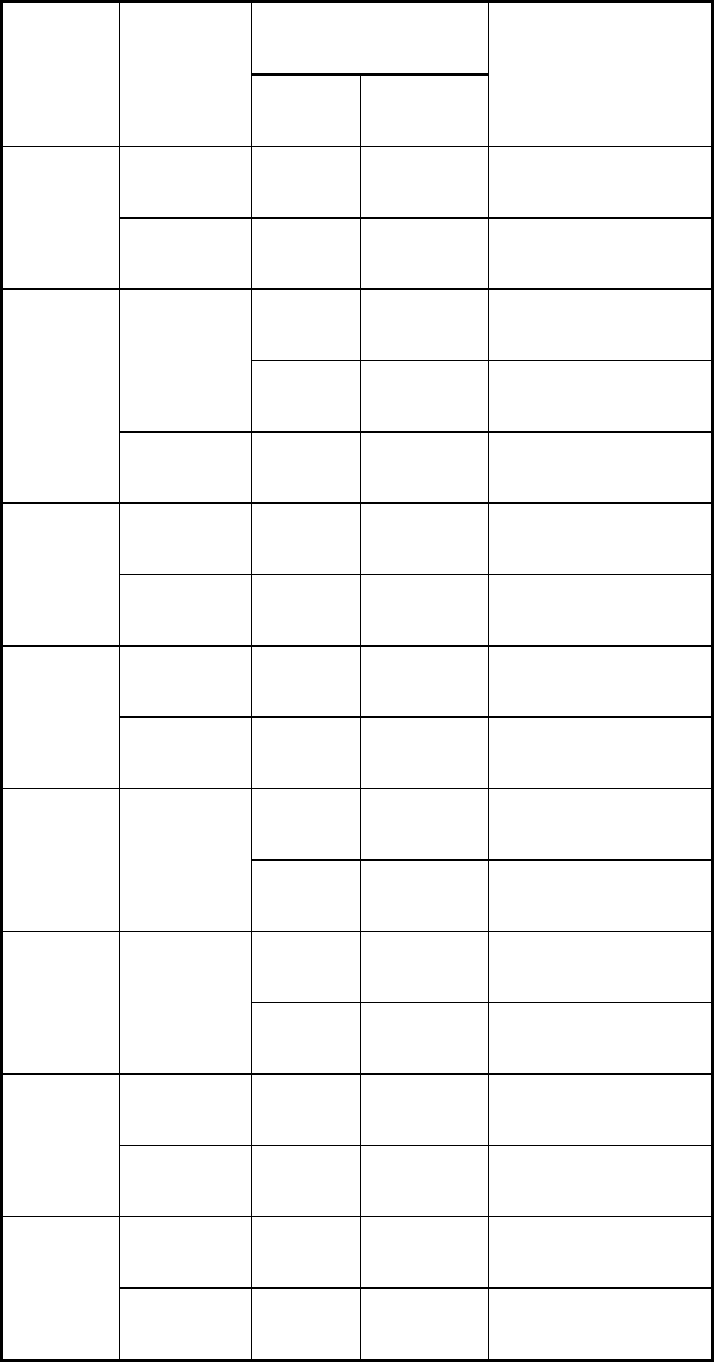
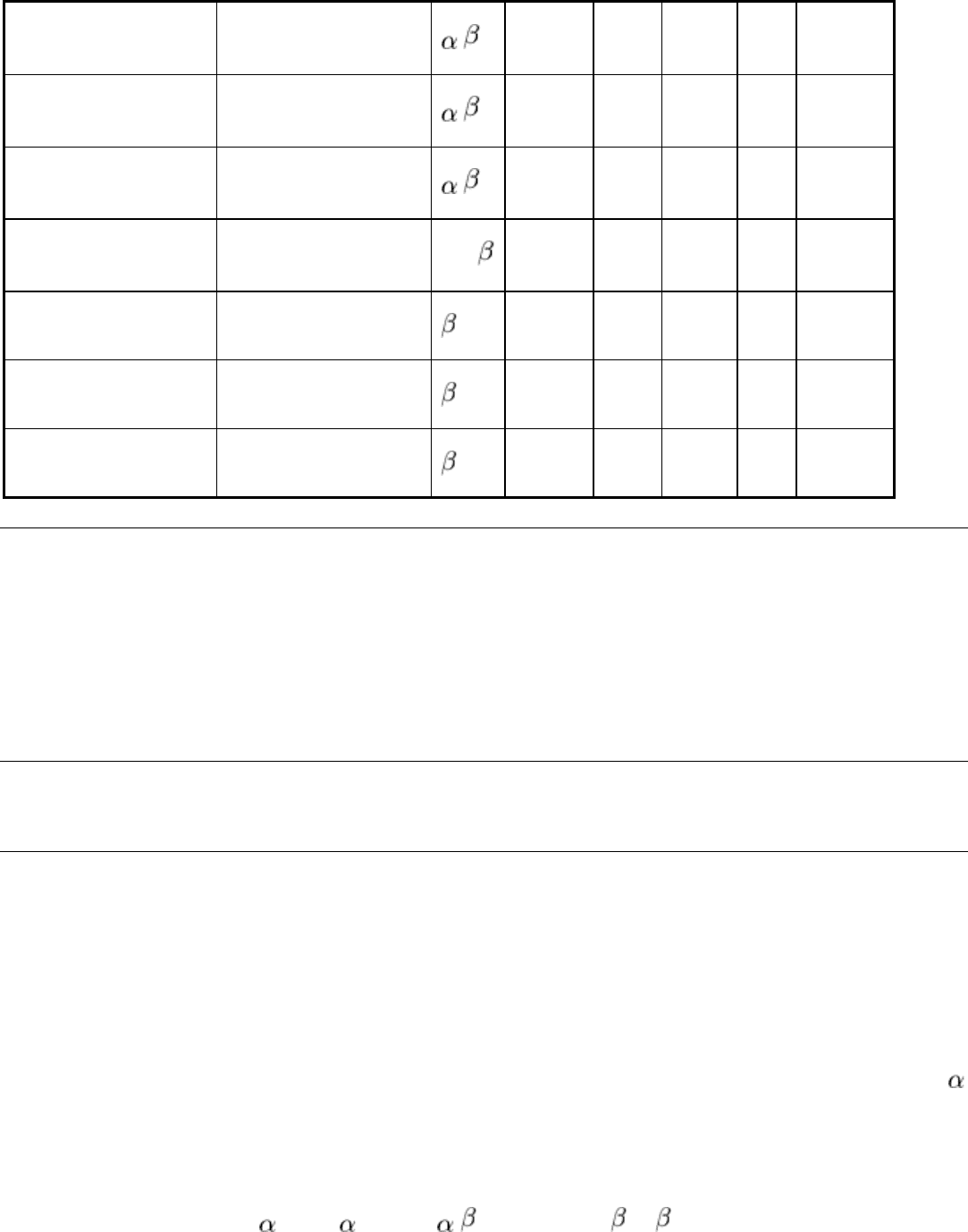
Table 4 Minimum bend diameters for annealed sheet and strip and hot-rolled, annealed plate
Alloys were bent 180°; minimum bend diameters are given in terms of material thickness.
Thickness, t Alloy Product form
mm in.
Minimum bend diameter
(a)
Sheet, strip 0.30-6.35 0.012-0.250
1t
Nickel 200
Plate 4.75-6.35 0.187-0.250
2t
0.30-2.77
(b)
0.012-0.109
(b)
1t
Sheet, strip
2.79-6.35 0.110-0.250
2t
Alloy 400
Plate 4.75-6.35
(c)
0.187-0.250
(c)
2t
Sheet, strip 0.30-6.35 0.012-0.250
1t
Alloy 600
Plate 4.75-6.35 0.187-0.250
2t
Sheet, strip 0.30-6.35 0.012-0.250
2t
Alloy 625
(d)
Plate 4.75-6.35 0.187-0.250
2t
0.30-1.24 0.012-0.049
1t
Alloy 718
(d)
Sheet, strip
1.27-6.35 0.050-0.250
2t
0.30-1.24 0.012-0.049
1t
Alloy X-750
Sheet, strip
1.27-6.35 0.050-0.250
2t
Sheet, strip 0.30-6.35
(b)
0.012-0.250
(b)
1t
Alloy 800
Plate 4.75-6.35
(b)
0.187-0.250
(b)
2t
Sheet, strip 0.30-6.35
(b)
0.012-0.250
(b)
2t
Alloy 825
Plate 4.75-6.35
(b)
0.187-0.250
(b)
2t
(a)
Bend tests performed according to ASTM E 290 with a guide bend jig as described in ASTM E
190.
(b)
Successful bending depended on surface condition of the samples, with particular regard to
freedom from oxidation.
(c)
Samples were descaled.
(d)
Sheared edges were ground or machined.
The importance of surface condition is demonstrated by the alloys from which scale or oxides must be removed to ensure
successful bending. As indicated in Table 4, scale can be removed either by chemical or mechanical means depending on
the alloy.
Forming of Nickel-Base Alloys
R. William Breitzig, INCO Alloys International, Inc.
Expanding
Nickel-base alloy tubing can be expanded into tube sheets for heat exchanger applications by any conventional method.
The oversize allowance on tube sheet holes to the nominal outside diameter of the tube should be kept to a minimum. The
tube sheet hole should be 0.10 to 0.20 mm (0.004 to 0.008 in.) larger than the nominal outside diameter of the tube for
tubing less than 38 mm (1 in.) in outside diameter. For tubing 38 mm (1 in.) or larger in outside diameter, the
oversize allowance should be 0.23 to 0.25 mm (0.009 to 0.010 in.).
Procedure. Expanding may be done by drifting with sectional expanders or by rolling with three-roll expanders. Three-
roll expanders are preferred. The ends of rolled-in tubing are flared in the conventional manner.
The tube sheet hole and both the outside and inside surfaces of the tube must be free of all foreign matter such as oxides,
dirt, and oil. The ends of the tube should also be deburred before rolling.
Lubrication should be provided between the rollers of the tool and the inside surface of the tube. Any sulfur-free mineral
oil or lard oil, either diluted or straight, can be used. Lubricants that contain embrittling or contaminating elements such
as sulfur or lead should be avoided, because of the difficulty in cleaning the finished assembly.
Controlled rolling equipment should be used to prevent overexpanding, which may distort the tube sheet and deform the
tube sheet ligaments, causing loose-fitting tubes. This is particularly true when the tube has a higher hardness than the
tube sheet or a significantly higher rate of work hardening.
Temper. The tube sheet should be harder than the tube being rolled into it. Otherwise, springback in the tube may be
greater than in the tube sheet, causing a gap between the two when the expanding tool is removed. For this reason, tube
sheets are usually supplied in the as-rolled or as-forged temper and tube is supplied in the annealed temper. The need for
the tube sheet to be harder than the tube is greatest when the thickness of the tube sheet is less than the outside diameter
of the tube, and when the center-to-center spacing of the tubes (tube pitch) is less than 1 times the outside diameter of
the tube or the outside diameter plus 6.4 mm ( in.), whichever is greater.

Stress-relieved tubing may be slightly harder than the tube sheet but can be expanded to form a satisfactory connection if
greater care is exercised in expanding. For greater assurance of pressure tightness, a seal weld may be placed around the
end of the tube after expanding. The stress-relieved temper is suitable for either welding or silver brazing.
Tubing in the annealed condition is used when optimum rolling or expanding characteristics are desired or for severe cold
bending and flaring.
Forming of Nickel-Base Alloys
R. William Breitzig, INCO Alloys International, Inc.
Forming of Rod and Bar
Rod and bar in the annealed condition are preferred for cold forming. Material in other tempers may be required for some
forming operations or when properties that cannot be obtained by heat treatment after forming are desired in the end
product.
Bending. Rod and bar may be bent in the same manner as tubing. The possibility of collapsing or wrinkling is
eliminated, because the solid section provides its own internal support.
Most nickel-base alloys have suitable mechanical properties in the hot-finished condition for moderate bending. The
annealed temper should always be used for extremely small-bend radii or low radius-to-thickness ratios. Cold drawn,
annealed material should be used if surface roughening (orange peeling) related to coarse grain structure is undesirable.
Coiling of rod and bar is limited almost entirely to the production of springs. Nickel-base alloy springs for high-
temperature service are usually annealed or solution treated and aged after forming. Consequently, they may be produced
from annealed material (or even produced by hot coiling) with no adverse effect on final properties.
If the desired properties cannot be obtained by heat treating after forming, the spring must be coiled from tempered, cold-
worked material. The use of tempered material greatly increases the minimum radius to which the rod or bar can be
coiled.
Pressures and speeds encountered in production coiling usually require the use of high-grade lubricants with good film
strength. Wire rod is often coated with copper to reduce friction and improve retention of organic lubricants.
The severe cold forming involved in producing coils and the severe service conditions in which these products are often
used demand a high-grade starting product. Centerless-ground or ground and cold-drawn material is used to obtain the
necessary quality.
Forming of Nickel-Base Alloys
R. William Breitzig, INCO Alloys International, Inc.
Cold Heading and Cold Extrusion
Cold heading and cold extrusion are most often used in the production of fasteners and similar cold upset parts. Cold
extrusion is rarely done except in conjunction with cold heading.
The high strength and galling characteristics of nickel-base alloys require slow operating speeds and high-alloy die
materials. Cold heading machines should be operated at a ram speed of about 10 to 15 m/min (35 to 50 ft/min). These ram
speeds correspond to operating speeds of 60 to 100 strokes per minute on medium-size equipment.
Tools should be made of oil-hardening or air-hardening die steel. The air-hardening types, such as AISI D2, D4, or high-
speed steel (M2 or T1), tempered to 60 to 63 HRC, are preferred.
Material. Rod stock (usually less than 25 mm, or 1 in., in diameter) in coils is used for starting material, as cold heading
is done on high-speed automatic or semiautomatic equipment. Although alloy 400 is sometimes cold headed in larger
sizes, 22 mm ( in.) is the maximum diameter in which alloys 400 and K-500 can be cold headed by most equipment.
Limiting sizes in harder alloys are proportionately smaller, depending on their hardness and yield strength in the annealed
condition. Stock sizes in excess of these limits are normally hot formed.
Cold-heading equipment requires wire rod with diameter tolerances in the range of 0.076 to 0.127 mm (0.003 to 0.005
in.). Because alloy 400 should be cold headed in the 0 or No. 1 temper to provide resistance to crushing and buckling
during forming, these tolerances can normally be obtained with the drawing pass used to develop this temper. For tighter
tolerances or harder alloys, fully cold-drawn material must be used.
The surface quality of regular hot-rolled wire rod, even with a cold sizing pass, may not be adequate for cold heading.
Consequently, a special cold heading quality wire rod is usually recommended. Configurations that are especially
susceptible to splitting, such as rivets, flat-head screws and sockethead bolts, require shaved or centerless-ground
material.
Lubricants. To prevent galling, high-grade lubricants must be used in cold heading of nickel-base alloys.
Lime and soap are usually used as a base coating on alloy 400. Better finish and die life can be obtained by using copper
plating 7.5 to 18 m (0.3 to 0.7 mils) thick as a lubricant carrier. Copper plating may be used also on the chromium-
containing alloys 600 and 800, but oxalate coatings serve as an adequate substitute.
Regardless of the type of carrier, a base lubricant is best applied by drawing it on in a light sizing pass to obtain a dry film
of the lubricant. Any of the dry soap powders of the sodium, calcium, or aluminum stearate types can be applied this way.
If the wire rod is to be given a sizing or tempering pass before the cold-heading operations, the heading lubricant should
be applied during drawing.
Lubrication for cold heading is completed by dripping a heavy, sulfurized mineral oil or a sulfurized and chlorinated
paraffin on the blank as it passes through the heading stations.
Forming of Nickel-Base Alloys
R. William Breitzig, INCO Alloys International, Inc.
Straightening
Rod and bar in straight lengths are usually straightened by conical rolls, stretchers, or punch presses. Material in coil form
is straightened with staggered-roll straighteners or rotating-die straighteners.
Like other forming equipment, straighteners require about 50% more power for nickel-base alloys than they do for low-
carbon steel; a straightener having a capacity of 12.7 mm ( in.) diameter in steel will be limited to about 9.5 mm ( in.)
diam in nickel alloys.
A lubricant should be used with rotating-die straighteners to reduce scratching and scoring and to improve die life. Spiral
scoring may become quite severe on large sizes of harder alloys. If scoring cannot be held to an acceptable level by the
use of lubricants, material in the softest temper available should be used.
Staggered-roll straightening involves lower contact velocities than do rotating-die types, and lubrication is less critical.
Coil stock is often straightened without lubricant, for better grip on rolls.

Dies for rotary-die straighteners may be either bronze or cast iron. Cast iron dies must be used if contamination from
rubbed-off bronze occurs in the end product, and no pickling is done after straightening.
Forming of Nickel-Base Alloys
R. William Breitzig, INCO Alloys International, Inc.
Cold-Formed Parts for High-Temperature Service
A part that is highly stressed from cold forming may require heat treatment to avoid excessive creep in service above its
recrystallization temperature. Recrystallization of a specific alloy is determined largely by the extent of cold work and the
temperature to which the part is exposed during service. The grain size and exact composition of the material also
complicate prediction of the recrystallization temperature.
The nickel-base alloys most likely to be subjected to high temperatures in service are the iron-nickel-chromium and
nickel-chromium alloys (see Table 1). These alloys are frequently used in the grain-coarsened condition at service
temperatures above 595 °C (1100 °F).
Generally, cold-formed nickel-base alloys should be heat treated if they have been strained in either tension or
compression by more than 10% and will be subject to service temperatures above 650 °C (1200 °F). Producers should be
consulted for the proper thermal treatments.
In certain alloys, heavy cold working (for example, highly restrained bending) followed by exposure at moderate to high
temperatures (for example, stress relieving or age hardening) can lead to cracking. In age-hardenable alloys, for example,
the combination of high residual tensile stress and the stress associated with the aging response may exceed the stress-
rupture strength of the material. In nonage-hardenable alloys, excessive cold working of coarse-grain material (grain size
of ASTM No. 5 or coarser) without the recommended intermediate annealing can cause cracking during subsequent
exposure at stress-relieving or annealing temperatures. Testing the material under actual conditions of forming and
heating will determine its susceptibility to cracking.
Springs can be cold formed from age-hardenable alloys in the annealed or cold-drawn temper. For service at temperatures
above 315 °C (600 °F), springs should be solution annealed before aging to prevent loss of strength from relaxation.
Forming of Titanium and Titanium Alloys
Revised by the ASM Committee on Forming of Titanium Alloys
*
Introduction
TITANIUM AND ITS ALLOYS can be formed in standard machines to tolerances similar to those obtained in the
forming of stainless steel. However, to reduce the effect of springback variation on accuracy and to gain the advantage of
increased ductility, the great majority of formed titanium parts are made by hot forming or by cold preforming and then
hot sizing.
The following characteristics of titanium and titanium alloy sheet materials must be considered in forming:
• Notch sensitivity, which may cause cracking and tearing, especially in cold forming
• Galling (more severe than with stainless steel)
• Relatively poor ability to shrink (a disadvantage in some flanging operations)
• Potential embrittlement from overheating and from absorption of gases, principally hydrogen (scale an
d
the surface layer adversely affected by the slower penetration of oxygen can be removed readily)
• Limited workability
• Higher springback than that encountered in ferrous alloys at the same strength level
However, as long as these limitations are recognized and established guidelines for hot and cold forming are followed,
titanium and titanium alloys can be successfully formed into complex parts.
The mechanical properties, and therefore the formabilities, of titanium and its alloys vary widely. For example, the tensile
strength of different grades of commercially pure (CP) titanium ranges from 240 to 550 MPa (35 to 80 ksi);
correspondingly large differences in the minimum bend radius are obtainable at room temperature. The tensile strength
and ductility of CP titanium are largely dependent on its oxygen content. Table 1 lists the common designations,
compositions, and selected mechanical properties of some titanium alloys.
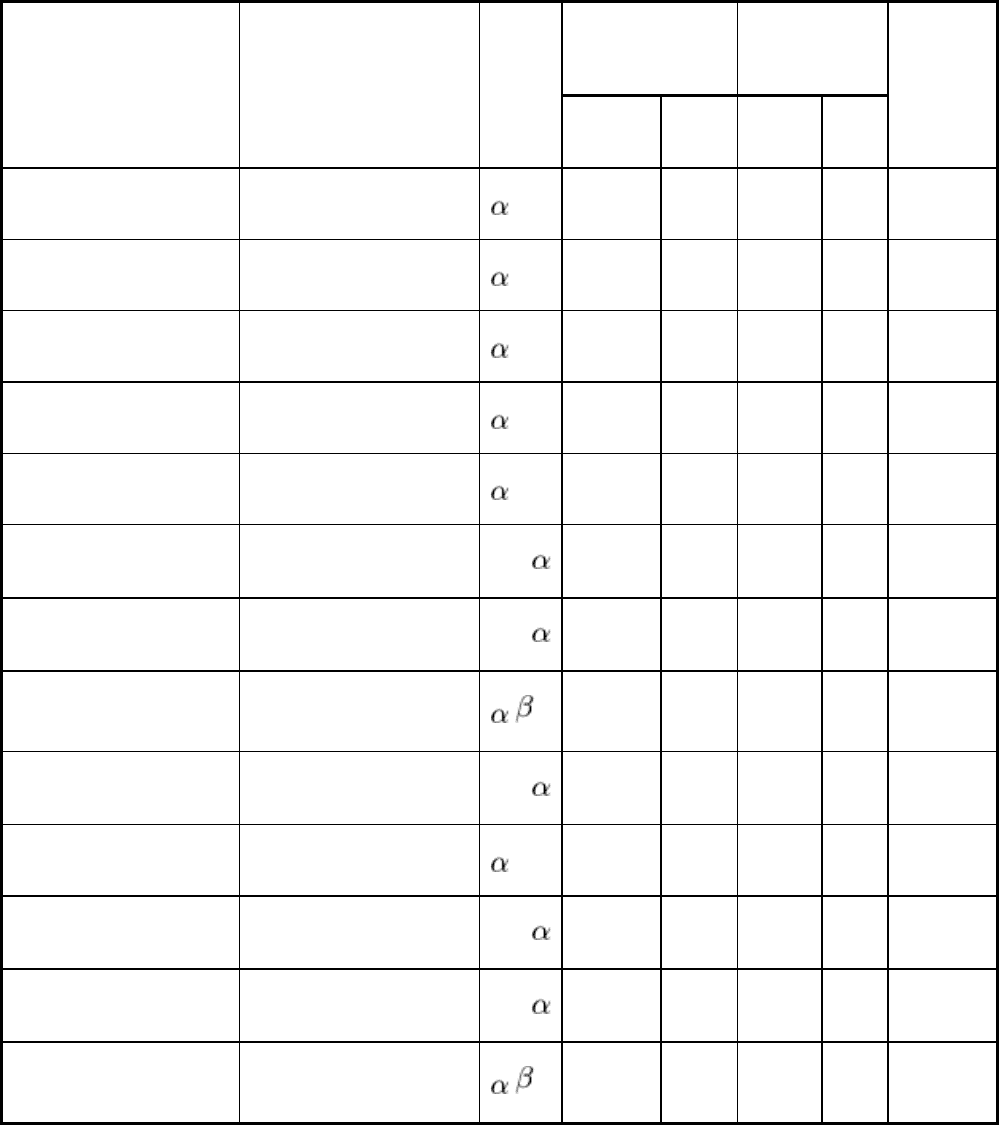
Table 1 Designations, nominal compositions, and selected mechanical properties of some titanium alloys
Minimum ultimate
tensile strength
Minimum 0.2%
yield strength
Common alloy designation
Nominal composition, % Alloy
type
MPa ksi MPa ksi
Elongation,
%
ASTM grade 1 Unalloyed titanium
240 35 170 25
24
ASTM grade 2 Unalloyed titanium
345 50 280 40
20
ASTM grade 3 Unalloyed titanium
450 65 380 55
18
ASTM grade 4 Unalloyed titanium
550 80 480 70
15
Ti-Pd (ASTM grade 7,11) Ti-0.15Pd
345/240 50/35 275/170
40/25
20/24
ASTM grade 12 Ti-0.3Mo-0.8Ni
Near
480 70 380 55
18
Ti-3-2.5 (ASTM grade 9) Ti-3Al-2.5V
Near
620 90 520 75
22
Ti-64 (ASTM grade 5) Ti-6Al-4V
-
900 130 830 120
17
Ti-5Ta Ti-5Ta
Near
. . . . . . . . . . . .
. . .
Ti-5-2.5 Ti-5Al-2.5Sn
790 115 760 110
22
Ti-8-1-1 Ti-8Al-1V-1Mo
Near
900 130 830 120
12
Ti-6-2-4-2 Ti-6Al-2Sn-4Zr-2Mo
Near
900 130 830 120
15
Ti-550 Ti-4Al-2Sn-4Mo-0.5Si
-
. . . . . . . . . . . .
. . .
Ti-6-6-2 Ti-6Al-6V-2Sn-0.6Fe-0.6Cu
-
1030 150 970 140
14
Corona 5 Ti4.5Al-1.5Cr-5Mo
-
965 140 900 130
12-15
Ti-6-2-4-6 Ti-6Al-2Sn-4Zr-6Mo
-
1170 170 1100 160
11
Ti-10-2-3 Ti-10V-2Fe-3Al
Near
1170 170 1100 160
9
Ti-15-3-3-3 Ti-15V-3Sn-3Cr-3Al
790 115 770 112
20-25
Ti-3-8-6-4-4 Ti-3Al-8V-6Cr-4Zr-4Mo
900 130 830 120
10-15
Ti-13-11-3 Ti-13V-11Cr-3Al
1170 170 1100 160 18
Note
*
R. Bajoraitis, Boeing Commercial Airplane Company; G.C. Cadwell, Rohr Industries Inc.; E. Cook,
Douglas Aircraft Company; K. Herbert and H. Hollenbach, Murdock Inc.; R.S. Kaneko, Lockheed-
California Company; B.W. Kim, Northrop Corp.; F. Koeller, Consultant; E.E. Mild, Timet Inc.; L.J. Pionke,
McDonnell Douglas; P.A. Russo, RMI Company; J. Schley, RMI Company; J.K. Solheim, Metal Bellows
Division of Parker Bertea Aerosp
ace Group; G.W. Stacher, Rockwell International; R. Witt, Grumman
Aircraft Systems
Forming of Titanium and Titanium Alloys
Revised by the ASM Committee on Forming of Titanium Alloys
*
Titanium Materials
There are several grades of unalloyed titanium (see Table 1). The primary difference between the grades is in the amounts
of interstitial elements (for example, oxygen and nitrogen) and iron. Grades of higher purity (lower interstitial content) are
lower in strength, hardness, and transformation temperature than those higher in interstitial content. The high solubility of
the interstitial elements oxygen and nitrogen makes titanium rather unique among metals and creates problems that are
not of concern in most other metals. For example, heating titanium in air at high temperature results not only in oxidation
but also in solid-solution hardening of the surface as a result of inward diffusion of oxygen. A surface-hardened zone (
case) is formed. This layer is usually removed by machining, chemical milling, or other mechanical means prior to
placing a part in service because the presence of a case reduces fatigue strength and ductility.
Alloy Ti-6Al-4V is the most widely used titanium alloy, accounting for about 60% of total titanium production.
Unalloyed grades constitute about 20% of production, and all other alloys make up the remaining 20%. Selection of an
unalloyed grade of titanium, an or near- alloy, an - alloy, or a near- or alloy depends on desired mechanical
properties, service requirements, cost considerations, and the other factors that enter into any material selection process.
Commercially pure titanium is usually selected for its excellent corrosion resistance, especially in applications in
which high strength is not required. The yield strengths of CP grades (Table 1) vary from less than 170 to more than 480
MPa (25 to 70 ksi) simply as a result of variation in the interstitial and impurity levels. Oxygen and iron are the primary
variants in these grades; strength increases with increasing oxygen and iron contents.
Alpha and Near-Alpha Alloys. Alpha alloys that contain aluminum, tin, and/or zirconium are preferred for high-
temperature and cryogenic applications. Alpha-rich alloys are generally more resistant to creep at high temperature than
- or alloys. The extra-low-interstitial alloys (ELI grades) retain ductility and toughness at cryogenic temperatures,
and Ti-5Al-2.5Sn-ELI has been extensively used in such applications.
Unlike - and alloys, alloys cannot be strengthened by heat treatment. Generally, alloys are annealed or
recrystallized to remove residual stresses induced by cold working.
Alpha alloys that contain small additions of stabilizers (for example, Ti-8Al-1V-1Mo or Ti-6Al-2Nb-1Ta-0.8Mo) are
sometimes classed as near- alloys (Table 1). Although they contain some retained phase, these alloys consist
primarily of and behave more like conventional alloys than - alloys.
Alpha-beta alloys contain one or more stabilizers or -soluble elements plus one or more stabilizers. These alloys
retain more phase after final heat treatment than near- alloys; the specific amount depends on the amount of
stabilizers present and on heat treatment.
Alpha-beta alloys can be strengthened by solution treating and aging. Solution treating is usually done at a temperature
high in the two-phase - field and is followed by quenching in water, oil, or other suitable quenchant. As a result of
quenching, the phase present at the solution-treating temperature may be retained or may be partly transformed during
cooling by either martensitic transformation or nucleation and growth. The specific response depends on alloy
composition, solution-treating temperature ( -phase composition at the solution temperature), cooling rate, and section
size. Solution treatment is then followed by aging, usually at 480 to 650 °C (900 to 1200 °F).
Solution treating and aging can increase the strength of - alloys 30 to 50%, or more, over the annealed or overage
condition. Response to solution treating and aging depends on section size; alloys relatively low in stabilizers (Ti-6Al-4V,
for example) have poor hardenability and must be quenched rapidly to achieve significant strengthening. For Ti-6Al-4V,
the cooling rate of a water quench is not rapid enough to cause significant hardening of sections thicker than about 25 mm
(1 in.). Hardenability increases as the content of stabilizers increases.
Beta alloys are richer in -phase stabilizers and leaner in stabilizers than - alloys. They are characterized by high
hardenability, with phase completely retained upon the air cooling of thin sections or the water quenching of thick
sections. Beta alloys in sheet form can be cold formed more readily than high-strength - or alloys. An example of
this is the Ti-15V-3Sn-3Cr-3Al alloy, which is formed almost exclusively at room temperature. After solution treating,
alloys are aged at temperatures of 450 to 650 °C (850 to 1200 °F) to partially transform the phase to . The forms as
finely dispersed particles in the retained , and strength levels comparable to or superior to those of aged - alloys can
be attained.
In the solution-treated condition (100% retained ), alloys have good ductility and toughness, relatively low strength,
and excellent formability. Solution-treated alloys begin to precipitate phase at slightly elevated temperatures and are
therefore unsuitable for elevated-temperature service without prior stabilization or overaging treatment.
Forming of Titanium and Titanium Alloys
Revised by the ASM Committee on Forming of Titanium Alloys
*
General Formability
Titanium and titanium alloy sheet is strain hardened by cold forming. This normally increases tensile and yield strengths
and causes a slight drop in ductility. Titanium metals exhibit a high degree of springback in cold forming. To overcome
this characteristic, titanium must be extensively overformed or, as is done most frequently, hot sized after cold forming.
Hot forming does not greatly affect final properties. Forming at temperatures ranging from 595 to 815 °C (1100 to 1500
°F) allows the material to deform more readily and simultaneously stress relieves the deformed material; it also minimizes
springback. The net effect in any forming operation depends on total deformation and actual temperature during forming.
Because titanium metals tend to creep at elevated temperature, holding under load at the forming temperature (creep
forming) is another alternative for achieving the desired shape without the need to compensate for extensive springback.
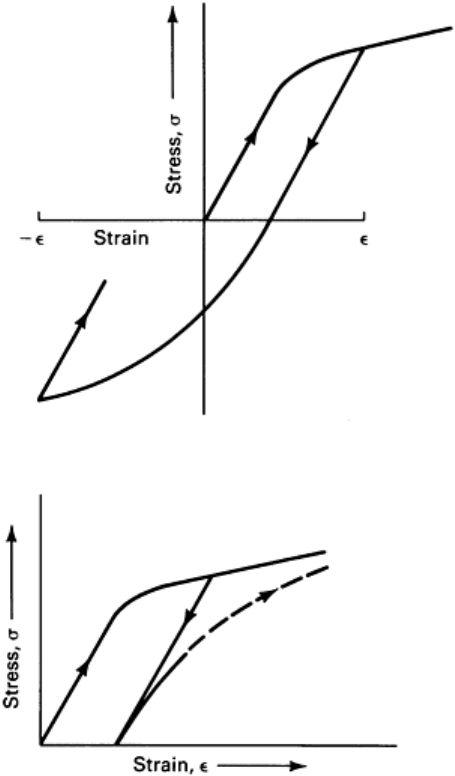
The Bauschinger Effect. In all forming operations, titanium and its alloys are susceptible to the Bauschinger effect--a
drop in compressive yield strength subsequent to tensile straining in the same or another direction. The Bauschinger
effect, unlike the strain-hardening behavior observed in other metals, involves stress-strain asymmetry that results in
hysteretis stress-strain loops such as those shown schematically in Fig. 1. The Bauschinger effect is most pronounced at
room temperature; plastic deformation (1 to 5% tensile elongation) at room temperature always introduces a significant
loss in compressive yield strength, regardless of the initial heat treatment or strength of the alloys. At 2% tensile strain,
for example, the compressive yield strength of Ti-6Al-4V drops to less than one-half the value for solution-treated
material. Increasing the temperature reduces the Bauschinger effect; subsequent full thermal stress relieving completely
removes it.
Fig. 1 Schematics showing two types of hysteresis stress-
strain loops resulting from the Bauschinger effect in
titanium alloys. Source: Ref 1.
Temperatures as low as the aging temperature will remove most of the Bauschinger effect in solution-treated titanium
alloys. Heating or plastic deformation at temperatures above the normal aging temperature for solution-treated Ti-6Al-4V
will cause overaging; as a result, all mechanical properties will decrease.
Reference cited in this section
1.
E.W. Collings, The Physical Metallurgy of Titanium Alloys, American Society for Metals, 1984, p 151
Forming of Titanium and Titanium Alloys
Revised by the ASM Committee on Forming of Titanium Alloys
*
Preparation of Sheet for Forming
Before titanium sheet is formed, it should be inspected for flatness, uniformity, and thickness. Some plants test incoming
material for hardness, strength, and bending behavior.
Critical regions of titanium sheet should not be nicked, scratched, or marred by tool or grinding marks, because the metal
is notch sensitive. All scratches deeper than the finish produced by 180-grit emery should be removed by sanding the
surface. Edges of the workpieces should be smooth, and scratches, if any, should be parallel to the edge of the blank to
prevent any concentration of stress that could cause the workpiece to break. To prevent difficulty in forming, as by
increased notch sensitivity, surface oxide or scale should be removed before forming.
Cleaning. Grease, oil, stencils, fingerprints, dirt, and all chemicals or residues that contain halogen compounds must be
removed from titanium before any heating operation. Salt residues on the surface of the workpiece can cause hot-salt
cracking in service or in heat treating; even the salt from a fingerprint can cause problems. Therefore, titanium is often
handled with clean cotton gloves after cleaning and before hot forming, hot sizing, or heat treatment.
Ordinary cleaners and solvents such as isopropyl alcohol and acetone are used on titanium. Halogen compounds, such as
trichlorethylene, should not be used, unless the titanium is pickled in acid after cleaning.
Titanium that has been straightened or formed with tools made of lead or low-melting alloy should be cleaned in nitric
acid. Detailed information on the cleaning of titanium is given in the article "Surface Engineering of Titanium and
Titanium Alloys" in Surface Engineering, Volume 5 of the ASM Handbook.
Removal of Tool Marks. Tool and grinding marks in titanium can be moderated in an aqueous acid bath containing
(by volume) 30% concentrated nitric acid and not more than 3% hydrofluoric acid. Failure to keep the ratio of nitric to
hydrofluoric acid at 10 to 1 or greater (to suppress the formation of hydrogen gas during pickling), or the use of any
pickling bath that produces hydrogen, can result in excessive hydrogen pickup. The acid bath should remove 0.025 to
0.075 mm (0.001 to 0.003 in.) of thickness from each surface to eliminate the marks made by abrasives. Titanium should
be washed or cleaned before it is immersed in acid.
Removal of Scale. Heavy gray and black scale and similar hard oxides that form on titanium at temperatures of 540 °C
(1000 °F) and higher can be removed chemically or by wet or dry mechanical methods that use fine abrasives. Wire
brushing and coarse abrasives are generally not used, because they can leave stress-raising marks; if these techniques are
used, the damaged surface layer can be removed by pickling in nitric-hydrofluoric acid, as described above.
Thin oxides that form at temperatures below 540 °C (1000 °F) can be removed by acid pickling. Very tenacious oxides
may require gritblasting prior to pickling.