ASM Metals HandBook Vol. 14 - Forming and Forging
Подождите немного. Документ загружается.

fabricated later into an end product, length tolerance requirements may not be critical. Blanking lines have the special
capability of rapidly cutting and stacking relatively short and dimensionally accurate blanks.
Edge-trim slitters are incorporated into some line configurations. However, these follow the camber or sweep found in
almost all master coils obtained from the mill. These slitters cannot be counted on to eliminate or even control camber or
to provide improved sequences.
Cut-to-length line capacity may be limited by the shear. Most shears include a raked blade. As a result, the shear,
and therefore the cut-to-length line, does not have a short/thick capacity. If, for example, the line capacity were 6.4 ×
1830 mm ( × 72 in.), the maximum thickness for 305 mm (12 in.) wide material would still be only 6.4 mm ( in.).
Dimensional accuracy of the cut sheet length depends on the line configuration, condition of the equipment, speed
and length of sheet, and the condition of the master coil. In previous generations of equipment, an accuracy of ±1.6 mm
(± in.) was acceptable. Most modern lines are accurate to ±0.8 mm (± in.), except on very long sheets.
Sophisticated equipment is also available that can produce sheets or blanks with tolerances of ±0.4 mm (± in.).
Slitting and Shearing of Coiled Sheet and Strip
Revised by Eric Theis, Herr-Voss Corporation
Flatteners and Levelers for Strip
Coiled sheet or strip often contains three distinct shape defects (Fig. 11):
•
When uncoiled, the strip retains some of the residual longitudinal curvature from its original coiled
condition or a related across-the-strip curvature
• A longitudinal length differential within the strip causing wavy edges or center buckle
• Variations in thickness of the strip
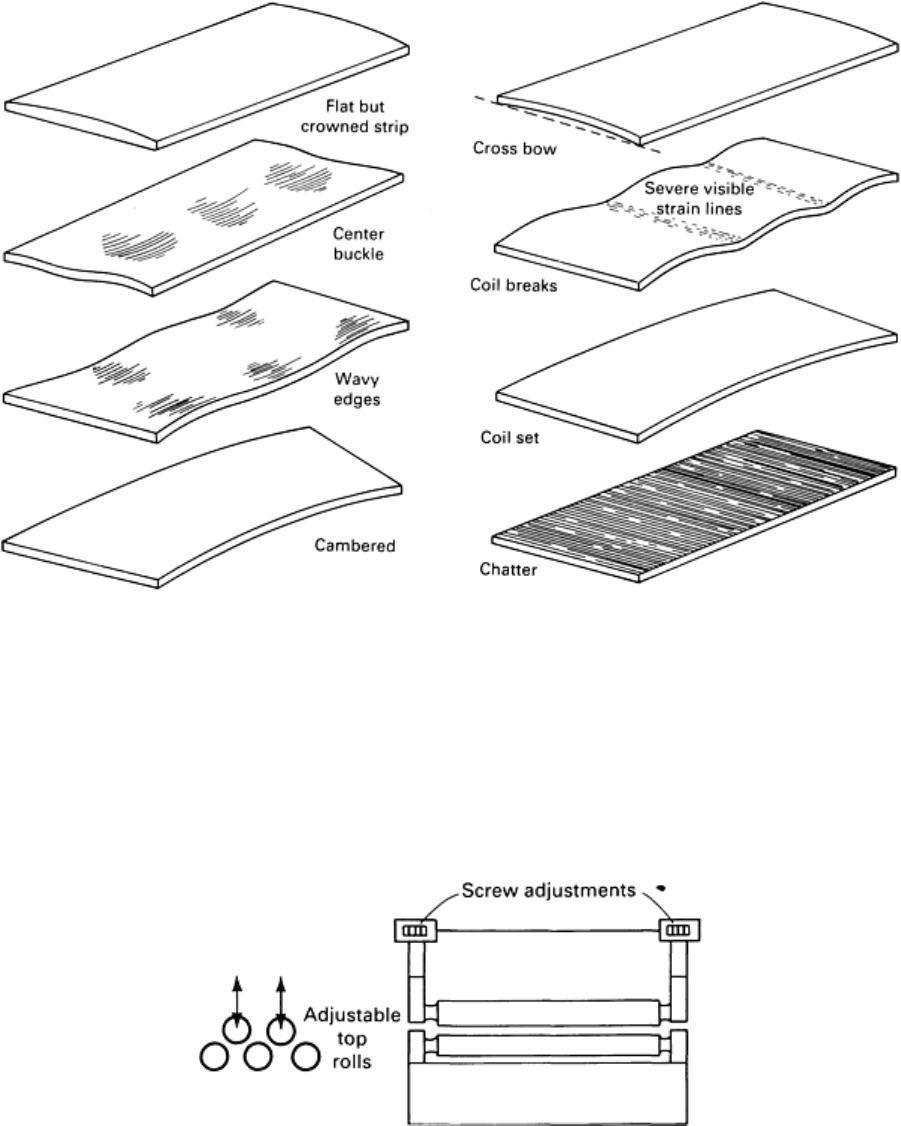
Fig. 11 Defects inherent in the manufacture of coiled sheet or strip
Properly designed and operated flatteners, such as the one illustrated in Fig. 12, can control or eliminate residual
longitudinal curvature conditions, which are termed coil set and cross bow. Roller revelers (Fig. 13), properly designed
and operated, can control or eliminate both residual longitudinal curvature and longitudinal length differential. Neither
flatteners nor roller levelers, however, can significantly affect thickness variation.
Fig. 12 Five-roll flattener used to eliminate such defects as coil set and cross bow in coiled sheet or strip
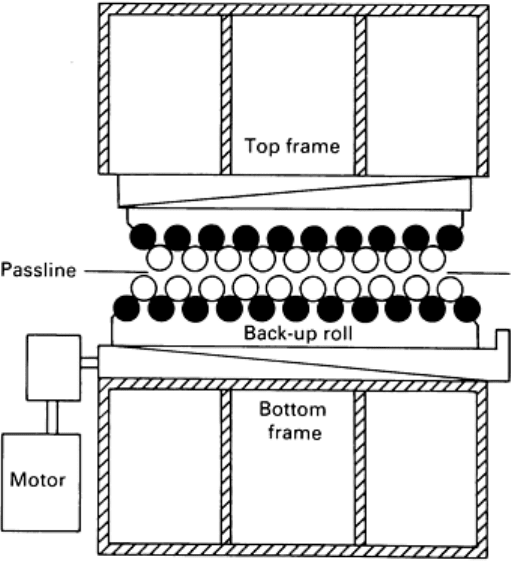
Fig. 13 Corrective leveler with adjustable backup rollers used to eliminate coil set, crossbow, edge-
wave, and
center or quarter buckles conditions in coiled sheet or strip
In each case, strip is passed between sets of upper and lower offset rolls, alternately bending the strip up and down.
Levelers have the ability to control the deflection of these rolls so that one portion of the strip can be subjected to more
deformation than another (Fig. 14).

Fig. 14 Wedge-type backup roller adjustment for the most accurate control of leveling roll deflection
The process of leveling strip calls for a high-precision piece of equipment, with absolutely minimal machine deflection
during operation. The flattener and leveler in any coil-processing line is the first step in producing quality strip or blank
shapes. Gaging systems, feeding systems, and so forth cannot maintain optimal accuracy if the strip itself is not
consistently flat initially.
Shearing of Bars and Bar Sections
Introduction
BARS AND BAR SECTIONS are sheared between the lower and upper blades of a machine in which only the upper
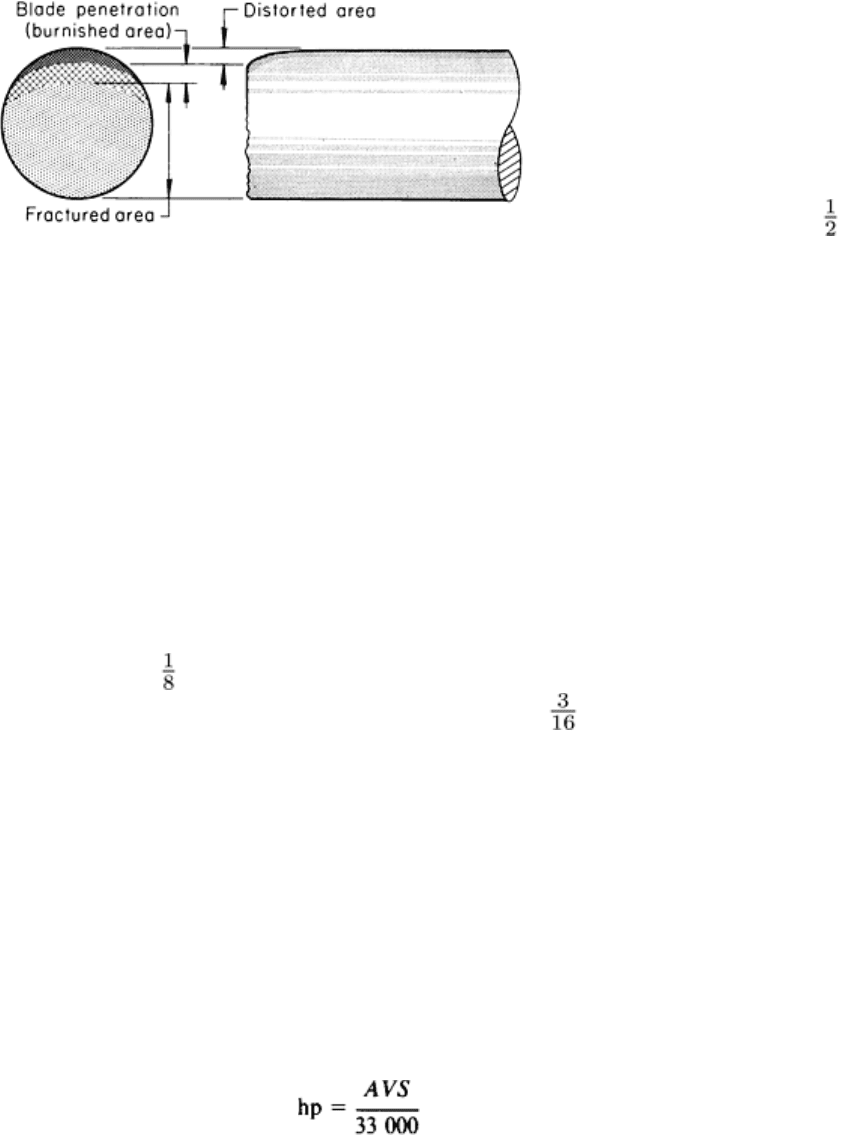
blade is movable. As the upper blade is forced down, the work metal is distorted and caused to fracture. There are also
shears, such as impact cutoff machines, which utilize a horizontal knife movement to shear the bar sections. Figure 1
shows the appearance of a sheared round bar. The burnished area, or depth of shear action by the blade, is usually one-
fifth to one-fourth the diameter of the bar. In visual examination of a sheared edge, the burnished portion appears smooth,
while the fractured portion is comparatively rough.
Applicability. In general, any metal that can be
machined can be sheared, but power requirements
increase as the strength of the work metal increases.
Further, blade design is more critical and blade life
decreases as the strength of the work metal increases.
Equipment is available for shearing round, hexagonal,
or octagonal bars up to 152 mm (6 in.) in diameter or
thickness, rectangular bar and billets up to 75 × 305
mm (3 × 12 in.) in cross section, and angles up to 203
× 203 × 38 mm (8 × 8 × 1 in.).
Straight blades can be used to shear bars and bar
sections, although a considerable amount of distortion
occurs, as shown in Fig. 1. In addition, the
concentration of shock on the blades is high when shearing with straight blades (particularly when shearing round bars).
Preferred practice is to use blades that conform to the shape of the work metal, as discussed in the section "Blade Design
and Production Practice" in this article. Angles are usually sheared in a special machine, or in a special setup with
conforming blades.
Because of the conditions illustrated in Fig. 1, the edges sheared with straight blades are not as high quality as edges that
are sawed or otherwise machined. However, when blades are sharp and accurately adjusted, sheared edges that are
acceptable for a wide range of applications can be obtained. The quality of sheared edges usually increases as thickness of
the work metal decreases.
Accuracy of Cut. Workpieces properly supported on both sides of the shear blades by a roller conveyor table and
placed squarely against a gage stop securely bolted to the exit side of the machine can ordinarily be cut to lengths accurate
to +3.2, -0 mm (+ , -0 in.) on shears that can cut bars up to 102 mm (4 in.) in diameter. When larger shears are used, the
breakaway of the metal can cause a variation of ±4.8 mm (± in.). Fairly consistent accuracy in the shearing of slugs
can be obtained by careful adjustment of the gage setting, especially if the slugs are produced on a weight-per-piece basis.
Supporting the free end of the material on a spring-supported table will minimize bending during the shearing operation,
thus providing better control over the length of cut.
Selection of Cutoff Method. The method of cutting off bars can be determined by the edge condition required for
subsequent operations. Sawing usually produces a uniform cut edge with little or no damage to the microstructure in the
immediate area. Gas cutting produces an edge that resembles a sawed edge in smoothness and squareness. However, the
cut edge of some steels becomes hardened during gas cutting, thus making subsequent machining difficult. A sheared
edge is usually easy to machine, but can make the fit-up of parts of a weldment more difficult and can increase warpage
because of wider gaps.
Power Requirements. The net horse-power required for shearing can be estimated from the following formula:
(Eq 1)
where A is the cross-sectional area of the workpiece (in square inches), V is the speed of the shear blade (in feet per
minute), and S is the shear strength of the work metal (in pounds per square inch). The 33,000 is foot-pounds per minute
per horsepower. For metric use, the power in English units (hp) should be multiplied by 0.746 to obtain kilowatts. It may
be necessary to increase the calculated value as much as 25% to compensate for machine inefficiency.
Although Eq 1 is used for estimating, it is of limited value because it does not consider the ductility of the metal. The
formula is based on shearing low-carbon steel. Copper, for example, is more ductile than steel; therefore, the distance of
blade penetration before fracture in copper will be greater than that in steel. Conversely, when shearing metals that are
less ductile than low-carbon steel, the distance of blade penetration before breakaway will be less. Power requirements are
also affected by the ductility of the work metal.
Fig. 1 Effects of shearing a round bar with a straight blade.
Cutting Speed. The speed at which material is sheared without adverse effect can range from almost zero to 21 or 24 m
(70 or 80 ft) per min. However, as speed increases above 6.1 or 7.6 m (20 to 25 ft) per min, problems are encountered in
holding the workpiece securely at the blade without the far end whipping, especially with material 6.4 mm ( in.) thick
or more. When bars harder than 30 HRC are cut at speeds of 12 to 15 m (40 to 50 ft) per min or higher, chipping of the
blade is common (see Example 1).
Shearing of Bars and Bar Sections
Machines
The production shearing of bars and bar sections is usually done in machines with a throat opening designed for large,
bulky workpieces. These machines include alligator and guillotine shears, and a multipurpose machine with
interchangeable punches and dies for shearing, punching, and coping. Squaring shears, normally used for sheet and plate,
can also be used for cutting bar stock to length. Punch presses and press brakes can be provided with appropriate tooling
for shearing operations.
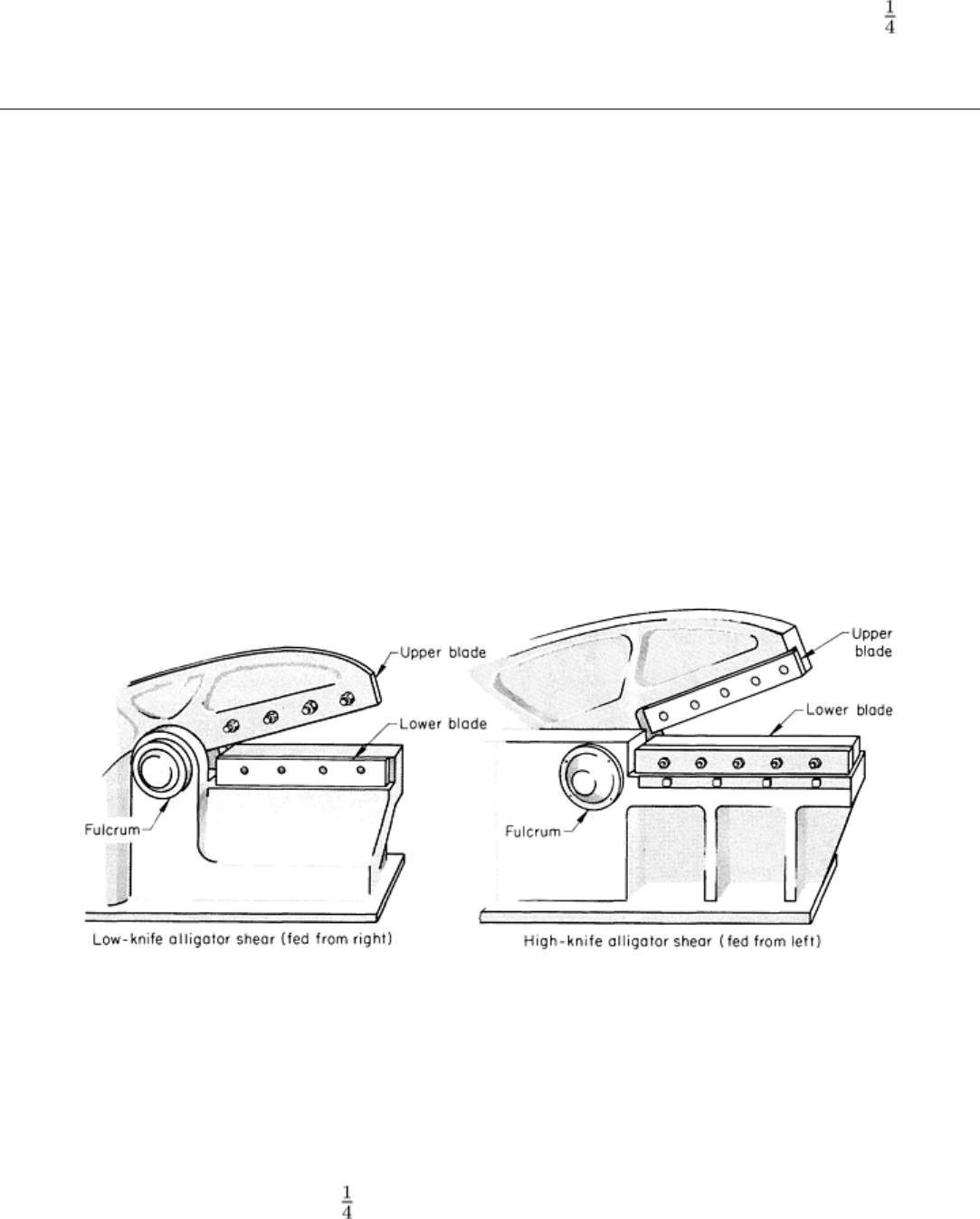
In alligator shears (also known as pivot or nutcracker shears), the lower blade is stationary, and the upper blade, held
securely in an arm, moves in an arc around a fulcrum pin (Fig. 2). The shearing action is similar to that of a pair of
scissors. A crankshaft transmits power to the shearing arm, and the leverage applied produces the force for shearing.
Maximum shearing force is obtained closest to the fulcrum, and the mechanical advantage decreases as the distance
between the point of shearing and the fulcrum increases. Therefore, with the maximum opening (largest rake angle),
capacity is maximum for any shear. As the blade begins downward travel and rotation about its fulcrum, the cross-
sectional area engaged by the blade is increased; therefore, more energy is expended, and the upper blade is slowed down
until the breakaway point is reached. At this point, the mechanical forces have overcome the resistance of the metal, and
the remainder of the cross-sectional area breaks off.
Fig. 2 Low-knife and high-knife alligator shears. See text for discussion.
The capacity of an alligator shear is designated as the maximum cross-sectional area of flat plate or round bar that can be
sheared, based on work metal having a tensile strength of 275 MPa (40 ksi). An alligator shear can be used not only for
bars and bar sections but also for plate, sheet, and strip within the limitations of the blade length of the machine. Alligator
shears are extensively used for preparing scrap because the single pivot point allows the blades to open wide enough to
accept bulky objects. For example, on a machine with 305 mm (12 in.) long blades, the opening between upper and lower
shear blades is approximately 133 mm (5 in.); on a machine with 914 mm (36 in.) long blades, the opening can be as
great as 279 mm (11 in.).
The two types of shearing arms used on alligator shears are low-knife and high-knife (Fig. 2). In the low-knife type, the
cutting edge of the lower blade is in line with the center of its fulcrum pin; in high-knife shear, the cutting edge of the
lower blade is on a plane above the centerline of the fulcrum pin. In general, the low-knife shear is preferred for cutting
bars and bar sections. The high-knife shear is preferred for cutting flat stock and for use in scrap yards. A high-knife
shear, by making successive cuts, can shear flat stock that is wider than the length of the shear blades. An alligator shear
is further classified as either right-hand or left-hand (each is shown in Fig. 2), depending on the side from which it is fed.
The weight of alligator shears ranges from about 1100 to 19,500 kg (2500 to 43,000 lb). The lighter shears can be made
portable on wheels, on a sled-type skid, or on blocks. The heavier machines must be anchored in concrete.
The speed of alligator shears ranges from approximately 50 strokes per minute for the smallest power-driven machine to
about 18 strokes per minute for the largest heavy-duty shear. Except for small hand-operated types, alligator shears are
usually mechanically driven; a flywheel provides uniform, sustained power during cutting.
The number of strokes per minute can be reduced by changing either the motor speed or the diameter of the flywheel
pulley. An increase in the number of strokes may affect the stored energy of the flywheel and reduce the shearing
capacity. On continuously cutting shears, greater speed will reduce workpiece-positioning time for the operator and
therefore may reduce output rather than increase it. On single-stroke machines, cutting time is minimal compared to the
time required for accurate positioning of the stock.
Guillotine shears are designed for cutting bars and bar sections to desired lengths from mill stock. They are
extensively used throughout the fabricating industry. Two general types are available: open end (Fig. 3) and closed end.
The shear illustrated in Fig. 3 is termed an open-end shear because it has a C-frame construction with one end open and
unsupported. Open-end shears are either single end, for one operator, or double end, for two operators. On double-end
machines, both ends can be right-hand or left-hand, or one end can be right-hand and the other end left-hand, depending
on the type of shearing to be done. A closed-end guillotine shear, on the other hand, is basically the same as the one
shown in Fig. 3 except that it has frame supports on both sides.
An open-end shear has the advantage of giving the operator
a clear view of the blades. However, because one end is
open, a heavier frame and more floor space are required
than for a closed-end shear of equal capacity.
Guillotine shears for bars and angles are available in
capacities to 2700 kN (300 tonf). Either intermittent or
continuous operation is possible. Guillotine shears can be
equipped with simple straight blades (Fig. 3) or with two or
more short blades having specific shapes.
Guillotine shears are actuated mechanically, hydraulically,
or pneumatically. Hydraulic and pneumatic machines are
lighter in weight for a specific shearing power, are more
economical, and operate with less vibration than mechanical
shears. Therefore, hydraulic or pneumatic machines up to 89
kN (10 tonf) capacity are completely portable, and units of
1800 to 2700 kN (200 to 300 tonf) capacity are semiportable
(need not be solidly mounted in concrete).
Combination machines are multipurpose machines used
primarily in metal-fabricating shops where there is a
constant need for shearing small quantities (often two or
three pieces) of a variety of shapes and sizes from bars or bar sections. Some combination machines can also be used for
punching, slotting, and notching.
Many combination machines incorporate several devices within the frame for performing different operations; therefore, a
new setup is not required for each. A holder for an interchangeable punch and die is located in an area with a deep throat.
This facilitates the punching of holes, slots, or notches in plates and bars, and in webs or legs of structural members.
Fig. 3 Open-end guillotine shear.

A slide moving at 45° from vertical carries a blade for shearing angles. The support bed is on a swivel so that the ends of
the angle section can be varied as desired from 45 to 90°. In two strokes of the machine, angles can be sheared to produce
miter joints for subsequent welding (see the section "Shearing of Angles" in this article).
Combination machines can be used for cutting square and rectangular notches in the leg of an angle. These machines can
be set up to cut a 90° V-shaped notch in angles that subsequently will be bent into frames. Other shapes, such as beams
and channels, can be notched in a similar manner if the machine can accommodate the vertical height between the upper
and lower legs of the workpiece. Provision is also made for shearing bars with guillotine-type blades or special blades
(see the section "Conforming Blades" in this article).
Combination machines are available in capacities ranging from 110 to 890 kN (12 to 100 tonf).The 110 kN (12 tonf)
machine can punch a 14 mm ( in.) diam hole through a 6.4 mm ( in.) thick section and can shear 75 × 75 × 6.4 mm
(3 × 3 × in.) angles, 22 mm ( in.) diam rounds, 19 mm ( in.) squares, and 102 × 6.4 mm (4 × in.) flats. The 890
kN (100 tonf) machine can shear 152 × 152 × 16 mm (6 × 6 × in.) rounds, 50 mm (2 in.) squares, and 203 × 19 mm (8 ×
in.) flats.
Punching and shearing machines are deep-throat C-frame machines for the punching, shearing, notching, or coping
of plates, bars, and structural sections. Shoes, into which punches, dies, and shear blades can readily be inserted, are
mounted on the bed and ram.
The shoes either rest on the bed or are overhung; the overhanging type is designed so that structural shapes can be
punched in both web and flange. The plain type of shoe is primarily used for plate work; however, plates can be worked
with the overhanging shoes. Both types of die blocks are fitted with die sockets that hold dies of different inside
diameters. The punch holder is adjustable to suit the location of the dies. Table 1 lists the capacities for punching and
shearing with this type of machine.
Table 1 Maximum workpiece dimensions that can be accommodated in vertical open-ca
p punching and
shearing machines of various tonnage ratings
Punching
Shearing
Machine rating
Hole diameter
Plate
thickness
Plate
thickness
Size of bar section or plate
kN tonf mm in. mm
in. mm
in. mm
in.
445 50 21
19
13
127 × 13
5 ×
870
97
32
1
25 1 22
152 × 25
6 × 1
1390 156 50 2 25 1 29
1
203 × 25
8 × 1
2780
312
64
2
38
1
38
1
254 × 38
10 × 1
4450 500 102 4 38
1
50 2 254 × 64
10 × 2

6230 700 152 6 38
1
64
2
305 × 75 12 × 3
Shearing
Size of angle
Diameter
of round
Size of square
Cutting on square
Cutting on angle
mm
in. mm in. mm in. mm
in.
38
1
32 × 32
1 × 1
75 × 75 × 9.5
3 × 3 ×
102 × 102 × 9.5
4 × 4 ×
50 2 38 × 38
1 × 1
102 × 102 × 13
4 × 4 ×
152 × 152 × 9.5
6 × 6 ×
64
2
50 × 50 2 × 2 152 × 152 × 13
6 × 6 ×
. . .
. . .
89
3
75 × 75 3 × 3 203 × 203 × 19
8 × 8 ×
. . .
. . .
127
5 89 × 89
3 × 3
203 × 203 × 32
8 × 8 × 1
. . .
. . .
152
6 108 × 108
4 × 4
203 × 203 × 38
3 × 8 × 1
. . . . . .
Fixturing is an important consideration in the shearing of bars. For safety and the proper functioning of open-end shears
(Fig. 3) and for shearing units such as those shown in the center and at the right in Fig. 7, hold-down fixtures are essential.
Guide pins are also helpful, especially when shearing with conforming blades as shown in Fig. 7.
Shearing of Bars and Bar Sections
Shear Blades
Shock-resistant tool steels such as S2 or S5 are most commonly used as blade materials for cold shearing, although L6 has
also been successfully used for some applications. Some plants use shear blades made from carbon or alloy steel with
hardfaced shearing edges.
The hardness of tool steel blades usually ranges from 45 to 55 HRC (sometimes as high as 58 HRC). The upper end of
this range can be used when work metal thickness does not exceed 13 mm ( in.). As work metal thickness increases, the
hardness of the blade should be decreased to the lower end of this range, but not below 45 HRC unless experience with
previous applications warrants it. The practice in most plants is to start with blades near the lower end of the range,
increasing their hardness only after experience proves it safe. Excessive blade wear is usually preferable to blade
breakage.
Blade Material for Hot Shearing. Blades for the hot shearing of bar stock are usually made of H11, H12, or H13
hot-work tool steel (see the article "Wrought Tool Steels" in Properties and Selection: Irons, Steels, and High-
Performance Alloys, Volume 1 of the ASM Handbook). Tool steel for blades can also be made of compositions
manufactured by powder metallurgy processes. There are no data to prove the superiority of one of these steels over the
others. Grades H21 and H25 are sometimes used, but they are more costly and are recommended only when H11 has been
tried and found to be inadequate.
The hardness of blades for hot shearing varies considerably with the thickness and temperature of the metal to be sheared
and with the type and condition of the shearing equipment. However, hardness is usually maintained at 38 to 48 HRC.
For high-alloy metals to be sheared at high temperatures, higher-alloy blades may be needed. High-temperature engine-
valve alloys have been sheared with T1 high-speed steel blades.
Hardfaced blades are satisfactory for hot shearing and are used exclusively in some plants. The material for the blade
body is usually 1030 or 1045 steel. Additional information on hardfacing technology is available in the articles
"Hardfacing, Weld Cladding, and Dissimilar Metal Joining" in Welding, Brazing, and Soldering, Volume 6, and "Metal
and Alloy Powders for Welding, Hardfacing, Brazing, and Soldering" in Powder Metal Technologies and Applications,
Volume 7 of the ASM Handbook.
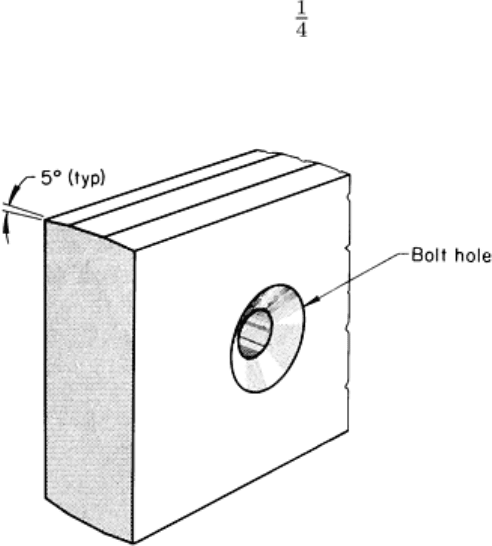
Blade Profile. The cross section of an alligator shear blade for cutting bars and shapes is normally rectangular. Light-
duty blades are about 32 mm (1 in.) wide by 102 mm (4 in.) deep by 305 mm (12 in.) long. Blades for machines of
about maximum size are commonly about 50 × 127 × 914 mm (2 × 5 × 36 in.). For mounting, blades are provided with
countersunk holes as shown in Fig. 4 that allow bolt heads to be sunk sufficiently to prevent interference between blades.
Blade clearance for shearing bars and bar sections ranges
from 0.13 to 0.38 mm (0.005 to 0.015 in.). The smaller
clearance is used for shearing clean work metal; the larger
clearance is preferred for shearing scaly products to prevent
scale or other foreign material from lodging between blades
and scoring the surfaces.
Blades for alligator shears are available with grooves across
the width to prevent forward movement of the work metal
when the upper blade descends, so that more of the cutting
length of the blade can be used. Most blades have four
cutting edges that are identically ground (Fig. 4); therefore,
by inverting the blade and reversing its direction, all four
cutting edges can be used before the blade is returned for
sharpening. Resharpening any of the four edges requires
grinding of one or both faces of an edge. Consequently, a
blade that shows severe damage, such as breakout of a
section, must be ground to a new, clean and sharp edge. To
avoid such major regrinding, blades should be kept free from
large nicks and mushrooming.
Most blades are ground to a slight negative rake, as shown in
Fig. 4. The intent is to cause the work metal to begin to flow from a slight bending action before actual shearing takes
place. Blades provided with a negative rake of 5 to 10° are often less susceptible to chipping at the cutting edge than those
ground with a 90° edge (zero rake).
Shear Blade Life. Service data on shear blade life are scarce because maintenance programs in most high-production
mills call for removal of blades and redressing during scheduled shutdowns, regardless of the condition of the blades at
the time. Blade life in number of cuts before regrinding has been variously reported at 5000 to more than 2 million. Even
when an attempt is made to make blade material and cutting conditions as nearly identical as possible, variations in blade
life of 100% or more have been reported.
Blade life depends to a great extent on the composition and hardness of the work metal (see the article "Selection of
Materials for Shearing and Slitting Tools" in Properties and Selection: Stainless Steels, Tool Materials, and Special-
Fig. 4
Straight shear blade ground with negative
rake on all four cutting edges.