ASM Metals HandBook Vol. 14 - Forming and Forging
Подождите немного. Документ загружается.

knife design and length of cut, knives made of D2 tool steel have been successfully used for cold shearing aluminum
alloys up to 32 mm (1
1
4
in.) thick.
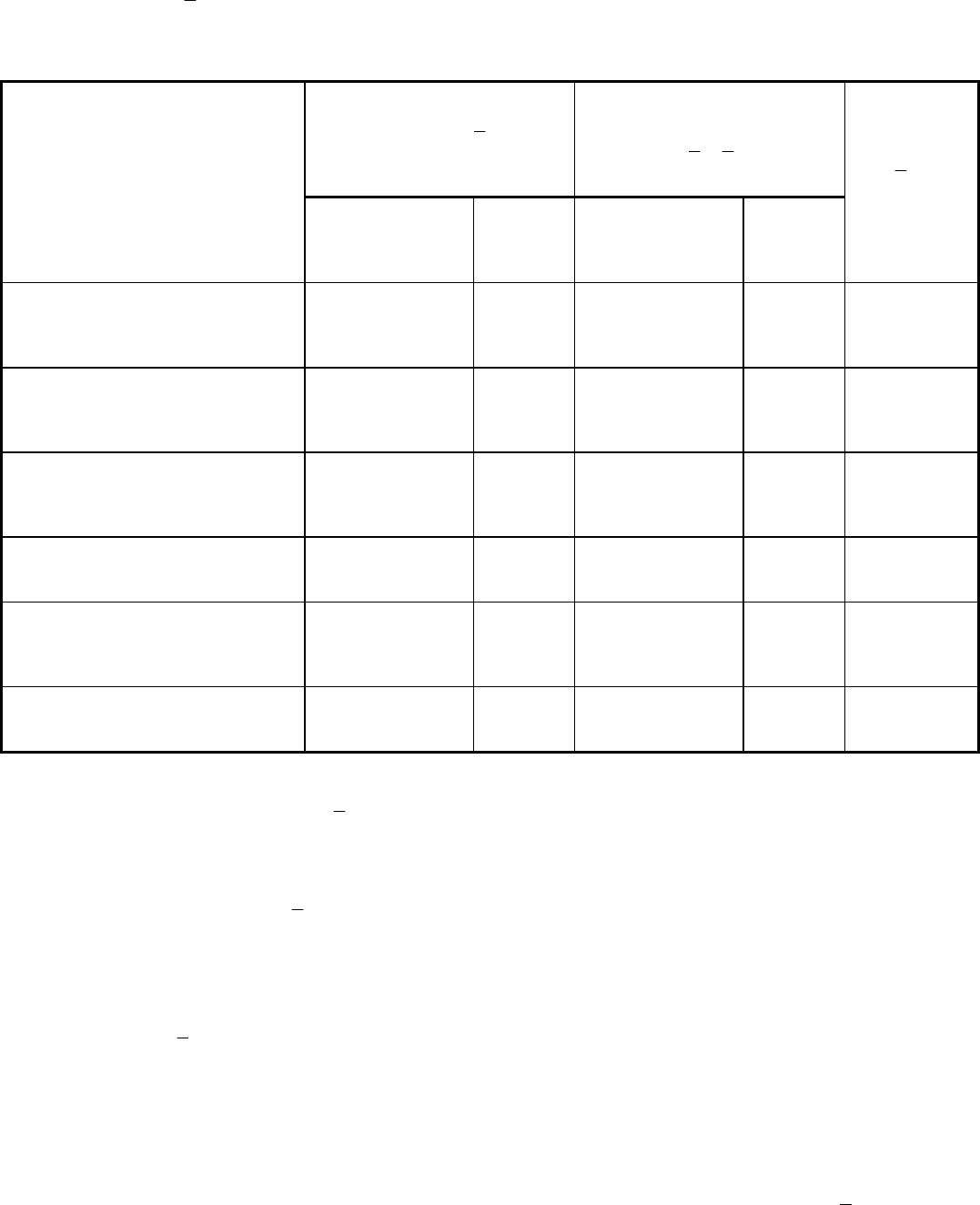
Table 2 Recommended materials for straight shear knives cold shearing of flat metals
Thickness, ・6.4 mm (
1
4
in.)
Thickness,
6.4-12.7 mm (
1
4
-
1
2
in.)
Metal to be sheared
Low
production
High
production
Low
production
High
production
Thickness,
>12.7
mm (
1
2
in.)
Carbon and low-alloy steels (up to
0.35% C)
Modified A8; H13;
L6
D2 Modified A8; H13;
L6
A2
S5
(a)
Carbon and low-alloy steels (0.35% C) Modified A8; H13;
L6
D2 Modified A8; H13;
L6
S5
S5
(a)
Stainless steels and heat-resistant alloys Modified A8; H13;
L6
D2 S5 A2
S5
(a)
Silicon electrical steels D2 D2; carbide
S5 S5
(b)
Copper and alloys; aluminum and alloys Modified A8; H13;
L6
A2; D2 Modified A8; H13;
L6
A2
S5
(a)
Titanium and titanium alloys D2 D2 . . . . . . . . .
(a)
S5 is preferred for stock thicker than 19 mm (
3
4
in.).
(b)
Seldom sheared thicker than 12.7 mm (
1
2
in.)
Modified A8 or H13 tool steels are suitable for knives for some cold-shearing applications in which the work metal is
more than 6.4 MM (
1
4
in.) thick, as indicated in Table 2. However, the shock-resistant grades S2 and S5 are usually
recommended for shearing heavy sections of all metals.
The length and the design of the knife sometimes influence the selection of knife material. Although water-hardening tool
steels such as W1 and W2 are suitable for many cold-shearing applications, heat treatment causes greater distortion in
these steels than in the oil-hardening or air-hardening grades. A bar 4.16 m (164 in.) long is needed to make a shear knife
4.16 m (164 in.) long from D2 tool steel. The same knife made from W2 requires a bar 4.17 m (164
1
4
in.) long. Both
steels elongate when heat treated, but W2 will bow more readily than D2. Because straightening is difficult, the W2 knife
must have more grinding stock. The additional grinding decreases the depth of the hardened shell and shortens the useful
life of the knife.
Hardness. The rate at which a knife wears in cold shearing depends primarily on its carbon content, alloy content, and
hardness. Insufficient hardness in a knife that is used for cold shearing will shorten its service life. In one application, a
knife made of S5 tool steel with a hardness of 44 HRC wore three times as fast as one with a hardness of 54 HRC used
under the same conditions. Despite the desirability of having shear knives as hard as possible to minimize wear, it is often
necessary to sacrifice some hardness to prevent knife breakage as the hardness or thickness of the metal being sheared
increases.
Recommendations for the hardness of knives for cold shearing cannot always be made without knowledge of the details
of the operation. For example, a D2 knife performed satisfactorily at a hardness of 61 HRC in one application, but knives
at this hardness broke under similar operating conditions in a different plant. Knives made of D2 steel will usually operate
successfully at 58 to 60 HRC for shearing low-carbon steel up to 6.4 mm (
1
4
in.) thick, and knives made of D2 have often
been successfully used at 60 to 62 HRC. However, in shearing high-strength low-alloy steel, the hardness of a D2 knife
must be kept below 58 HRC to prevent breakage.
The shock-resistant S-grade tool steels are used in the hardness range of 50 to 58 HRC. The higher end of this range is
applicable to the shearing of steels 6.4 to 12.7 mm (
1
4
to
1
2
in.) thick and to nonferrous metals. As shock loading
increases with the shearing of harder or thicker metals, knife hardness is decreased toward the low side of the above
hardness range.
Rake is the slope of the angle formed by the cutting edges of the upper and lower knives (Fig. 2). It is usually expressed
as the ratio of the amount of rise to a given linear measurement. For example, a rake of 21 mm/m (
1
4
in./ft) means that the
upper knife rises 21 mm for each meter (
1
4
in. for each foot) of linear distance along the knives. Rakes below 21 mm/m
(
1
4
in./ft) are rarely used; a rake of 42 mm/m (
1
2
in./ft) or higher is typical of many plate shears.
Rake is used to permit progressive shearing of the work metal along the length of the knife. This reduces the amount of
force required and allows the use of a smaller machine than would be necessary if the cutting edges of the knives were
parallel.
It is not possible, however, to calculate the required force for different work metal thicknesses based solely on change of
rake, because knife penetration varies for different thicknesses. Even for low-carbon steel, the amount of knife penetration
before fracture occurs can be as great as 60% of the work metal thickness for 3.43 mm (0.135 in.) thick stock and as little
as 30% for 19 mm (
1
4
in.) thick stock.
The primary disadvantage of using a high rake angle is that it increases the distortion of the work. Large rake angles can
also cause slippage and therefore require high hold-down forces.
Clearance. Excessive knife clearance causes the work metal to be wiped down between the knives during cutting and
results in heavy burring or flanging of the work metal. The burrs and deformed metal are objectionable because of their
interference with subsequent processing. A more serious consequence of excessive clearance is that it can cause the
workpiece to be pulled between the knives, and this in turn causes overloading of the machine and may result in failure of
machine components or shear knives.
When soft metals are sheared, insufficient clearance causes double (secondary) shearing, which appears as a burnished
area at the top and bottom of a sheared edge with a rough area between the burnished edges. Because of the difference in
action, greater tolerances are usually required when shearing plate than when shearing sheet--all other conditions being
equal. Some mechanical shears are constructed to operate with a fixed clearance, and no adjustments are made for
variations in work metal composition or thickness. The knife clearance is set for the thinnest material to be sheared, and
double shear is avoided if the range of thicknesses sheared is not too large.
Because of deflection, clearance at the center of the knife is usually set less than that at the ends. Knife clearance (except
on machines using a fixed clearance) is generally increased as work metal thickness increases. For example, in one plant,
a clearance of approximately 0.076 mm (0.003 in.) is used for squaring shears with a capacity of up to 6.4 mm (
1
4
in.)
thick low-carbon steel. To minimize knife deflection, clearance at the center of the knife is reduced to 0.051 mm (0.002
in.). Similarly, the clearance for shearing 6.4 to 25 mm (
1
4
to 1 in.) thick low-carbon steel is 0.36 mm (0.014 in.) at each
end of the knives and 0.30 mm (0.012 in.) at the center of 3 to 3.7 m (10 to 12 ft) long knives used in a mechanical shear.
Ram Speed in Straight-Knife Shearing
The speed of the ram (and, in turn, that of the knife) has a slight effect on results in the shearing of flat stock. Low linear
speed produces a rough sheared surface. As speed is increased, a cleaner sheared surface is obtained. In general, speeds to
21 to 24 m/min (70 to 80 ft/min) can be used without difficulty when shearing annealed metals. Regardless of the speed
used, adequate hold-down force is mandatory.
Accuracy in Straight-Knife Shearing
The dimensional accuracy obtained in shearing is influenced by the capacity and condition of the machine, condition of
the knives, knife clearance, work metal thickness, and work metal condition. Expressed as total tolerance, sheets no
thicker than approximately 3.43 mm (0.135 in.) can be cut to size within 0.25 mm (0.010 in.), and strips can be sheared to
width at the same total tolerance. These tolerances apply to stock up to 3.7 m (12 ft) long that is essentially free from
stress and is flat within commercial limits. Sheets that are not flat or that have residual stress, or both, cannot be sheared
with the same accuracy.
Greater tolerances are required in shearing plate. A total tolerance of 0.5 to 1.0 mm (0.020 to 0.040 in.) can be maintained
when plate is sheared in squaring shears. Dimensions can be held to tolerance of about ±1.6 mm (±
1
16
in.) when shearing
in alligator shears.
Shearing of Plate and Flat Sheet
Revised by Robert A. Westerkamp, Cincinnati Inc.
Rotary Shearing
Rotary shearing, or circle shearing (not to be confused with slitting), is a process for cutting sheet and plate in a straight
line or in contours by means of two revolving, tapered circular cutters. Table 3 lists recommended cutter materials.
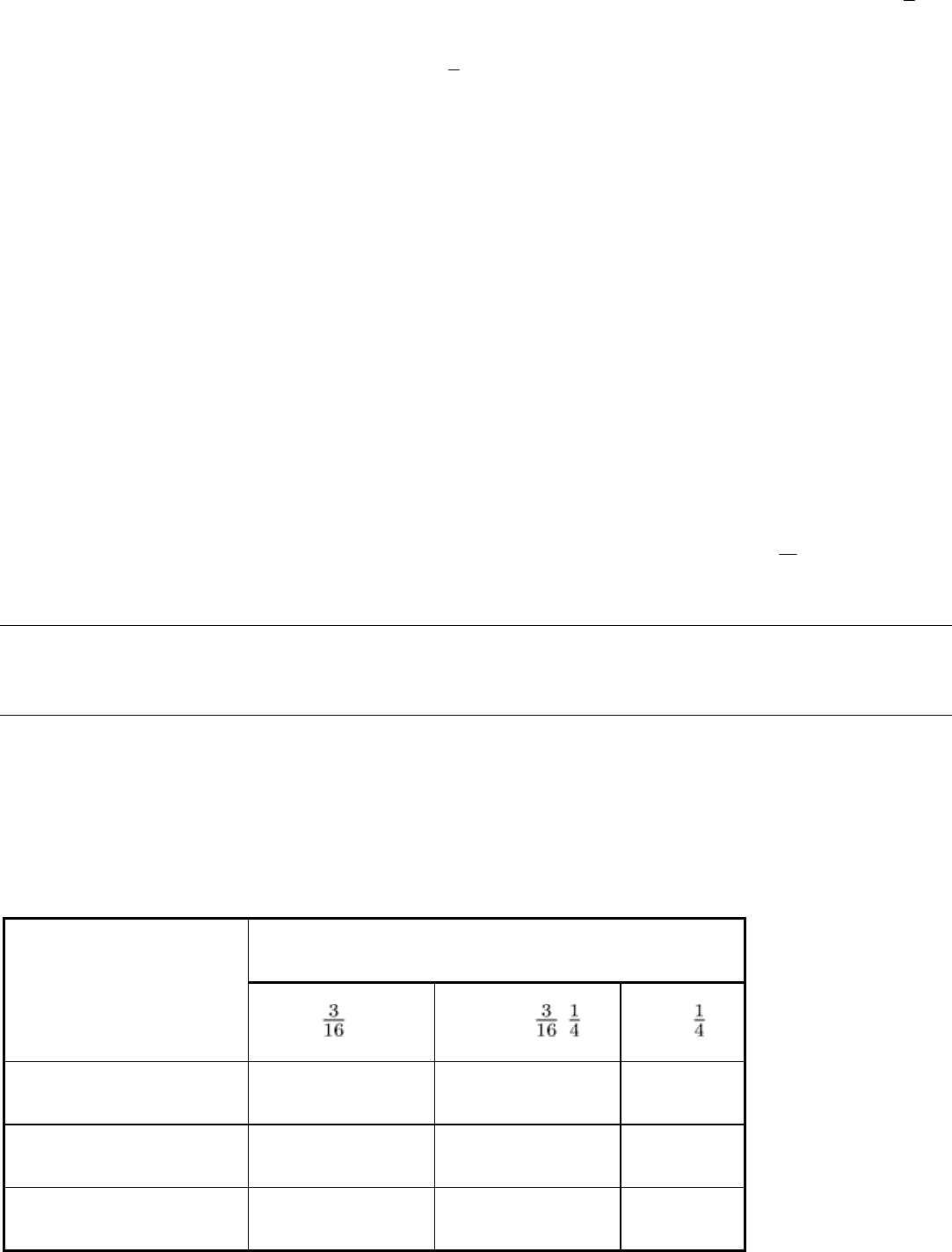
Table 3 Recommended knife materials for the rotary shearing of flat metals
Thickness to be sheared
Metal to be sheared
4.8 mm ( in.) or less
4.8-6.4 mm ( - in.)
6.4 mm ( in.)
Carbon, alloy, and stainless steels
D2
(a)
A2
(b)
S4; S5
Silicon electrical steels M2
(c)
; D2
(d)
D2
. . .
Copper and aluminum alloys A2; D2 A2; D2
A2
(e)
Titanium and titanium alloys D2
(f)
; A2
(g)
. . . . . .
(a)
L6 is also recommended for shearing carbon and alloy sheet containing >0.35% C.
(b)
D2 is also recommended for low-carbon and low-alloy sheet.
(c)
For sheet >0.8 mm ( in.) thick.
(d)
For sheet >0.8 mm ( in.) thick.
(e)
S5 is recommended for sheet >12.7 mm ( in.) thick.
(f)
For sheet <3.2 mm ( in.) thick.
(g)
For sheet >3.2 mm ( in.) thick
For conventional cutting to produce a perpendicular edge, the cutters approach each other and line up vertically at one
point (Fig. 6a). The point of cutting is also a pivot point for the workpiece; because of the round shape of the knives, they
offer no obstruction to movement of the workpiece to the right or left. This feature permits the cutting of circles and
irregular shapes that have small radii, as well as cutting in straight lines.
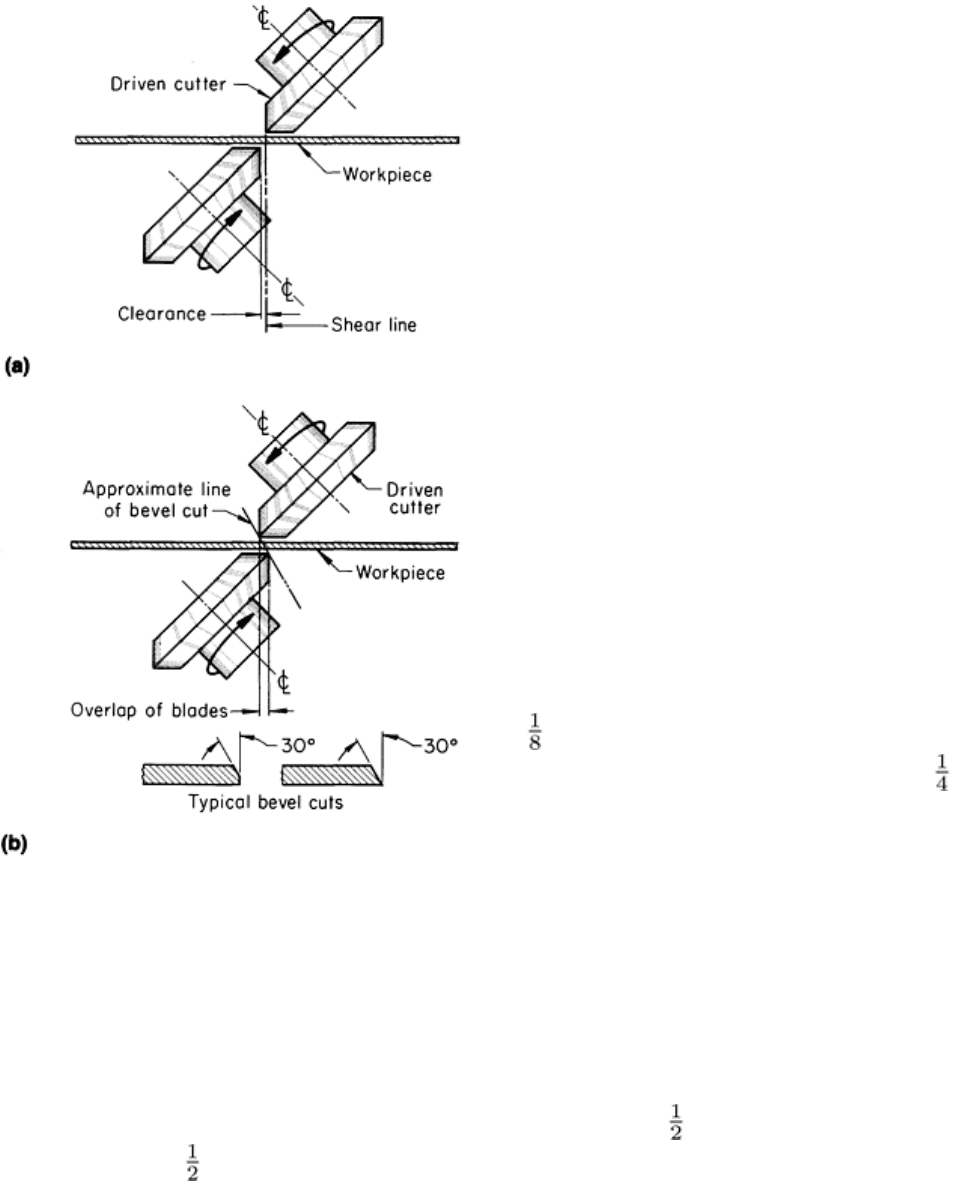
Overlapping of the cutters to the position shown in Fig.
6(b) permits the shearing of smooth beveled edges in
straight lines or circular shapes. With the cutters
positioned as shown in Fig. 6(b), a bevel can be cut across
the entire thickness of the workpiece, resulting in a sharp
edge on the bottom of the workpiece, or (by varying the
overlap of the cutters) only a corner of the workpiece can
be sheared off, leaving a vertical edge (or land) for
approximately half the workpiece thickness.
The shearing of workpieces into circular blanks requires
the use of a holding fixture that permits rotation of the
workpiece to generate the desired circle. For straight-line
cutting in a rotary shear, a straight-edge fixture is used,
mounted in the throat of the machine behind the cutter
heads.
Applicability. Any metal composition or hardness that
can be sheared with straight knives can be sheared with
rotary cutters. In general, rotary shearing in commercially
available machines is limited to work metal 25 mm (1 in.)
thick or less. There is no minimum thickness. For
example, wire cloth made from 0.025 mm (0.001 in.) diam
wire can be successfully sheared by the rotary method.
Circles up to 3 m (10 ft) in diameter or larger can be
produced by using special clamping equipment. Minimum
diameters depend on the thickness of the work metal and
the size of the rotary cutters. With material up to 3.2 mm
( in.) thick, the minimum circle that can normally be cut
is 152 mm (6 in.) in diameter. For 6.4 mm ( in.) thick
stock, the minimum diameter is 230 mm (9 in.), and for 25
mm (1 in.) thick stock, the minimum diameter is 610 m
(24 in.).
Rotary shearing is limited to cutting one workpiece at a
time. As in straight-knife shearing, multiple layers cannot
be sheared, because each layer prevents the necessary
breakthrough of the preceding workpiece.
Rotary shearing, plasma cutting, laser cutting, gas cutting,
and electric-arc cutting are competitive for some operations. Each can produce straight or beveled edges of comparable
accuracy. The selection of one of the four processes depends largely on the thickness of the work metal. In general, rotary
shearing and laser cutting are used for sheet and plate less than 12.7 mm ( in.) thick, and gas cutting is used for
thicknesses of 12.7 mm ( in.) or more (see the articles "Laser Cutting" and "Thermal Cutting" in this Volume).
Gas cutting is less suitable for cutting a single thickness of sheet or thin plate because the heat causes excessive distortion,
but it is often feasible to minimize this problem by stack cutting (cutting several thicknesses at a time). Gas cutting is
more versatile than rotary shearing; it can produce smaller circles than rotary shearing and can produce rings in one
operation. Gas cutting, however, produces a relatively large heat-affected zone on the workpiece.
Laser cutting produces an extremely narrow kerf that provides unmatched precision for cutting small holes, narrow slots,
and closely spaced patterns. Complex openings, contours, and patterns, which are impossible to cut with conventional
tools, are routinely cut using a laser and require little if any additional processing. A smaller heat-affected zone than
traditional thermal cutting processes minimizes distortion and improves part quality.
Fig. 6 Two types of rotary sheari
ng. (a) Conventional
arrangement of cutters for producing a perpendicular
edge.
(b) Overlap of cutters for producing a beveled
edge.
Circle Generation. For cutting circles, the workpiece is placed in a special fixture consisting of a C-shaped, deep-
throated frame having a rotating pin or clamp point at its outer extremity. The maximum circle that can be sheared is
governed by the depth of the throat of the clamp and by the amount of clearance necessary to permit the rotating
workpiece to clear the deep part of the C-frame on the machine. Therefore, when using square blanks, removal of the
corners allows a larger circle to be cut.
There are two methods of holding the center point of the work metal during circular shearing. In one method, the work
metal is clamped by a screw-type handwheel or by an air cylinder, each of which incorporates two pivoting pressure
disks--one above and one below the workpiece. The disks permit the workpiece to rotate in a horizontal plane. The other
method is by center pinning. In this method, a hole is drilled or punched in the work metal for locating and rotating it on a
pin in the center clamping attachment. The hole is at the predetermined center of the circle to be produced.
Of the two methods, center pinning provides greater rigidity because the work metal cannot slip off center during
shearing. The circle generated when the work metal is held by the clamping method may not be perfectly true if the
clamping fixture has not been properly located or if it has shifted because of pressure on the cutters. The disadvantage of
center pinning is that a hole must be made in the work and must be closed by plug welding if it is not wanted in the
finished product.
Adjustment of Rotary Cutters. The upper cutter head and drive of a rotary shear is raised and lowered by power. A
clutch mechanism limits upward and downward travel. Power movement of the upper cutter is essential (especially when
cutting plate stock) because the shearing edges of the cutters must be moved toward each other in proper alignment to
create the initial shearing action. In setting up, the work metal is often rotated in the clamp attachment, with the cutter
exerting light pressure to determine whether a true circle is being generated. Additional pressure is then applied by the
vertical screwdown of the upper cutter to cause shearing.
Only the upper cutter is rotated by the power-drive system. The pinching and rotating action of the upper cutter causes the
work metal to rotate between the cutters, and the work metal causes the bottom cutter to rotate.
The position of the upper cutter in relation to the lower cutter is important. Figure 6(a) shows the setting for shearing a
straight edge. Clearance between the cutters is just as important as it is with straight knives.
Overlap of the cutters, as shown in Fig. 6(b), produces a bevel cut. The degree of bevel up to a maximum of 30° can be
adjusted by changing the amount of overlap of the cutters.
Accuracy of the sheared circle depends on the rigidity of the center clamping device, sharpness of the cutters,
maintenance of optimal clearance between the cutters, thickness of the work metal, and cutting speed. For work metal up
to about 3.2 mm ( in.) thick, dimensional accuracy within ±0.8 mm (± in.) can be obtained when generating a 762
mm (30 in.) diam circle. With proper setup of equipment, the sheared edge will show only a slight indication of the initial
penetration.
Speeds of 2.4 to 6.7 m/min (8 to 22 ft/min) are most commonly used for the rotary shearing of metal up to 6.4 mm (
in.) thick. Speeds of 1.5 to 3 m/min (5 to 10 ft/min) are used for rotary shearing metal that is 6.4 to 25 mm ( to 1 in.)
thick.
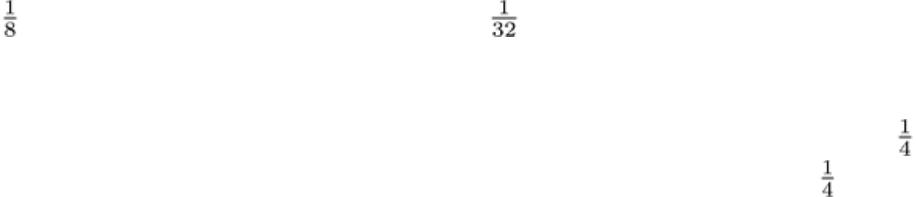
Flanging and Joggling. With cutters replaced by forming tools, the rotary shear can be used to form flanges and
joggles on flat stock. The maximum joggle that can be produced is usually limited to the thickness of the work metal.
Because the work metal is made to flow into a different shape during flanging or joggling, the amount of energy required
reduces the capacity of the machine to 75% of the rated capacity for shearing. Figure 7 shows a typical setup for forming
a joggle.
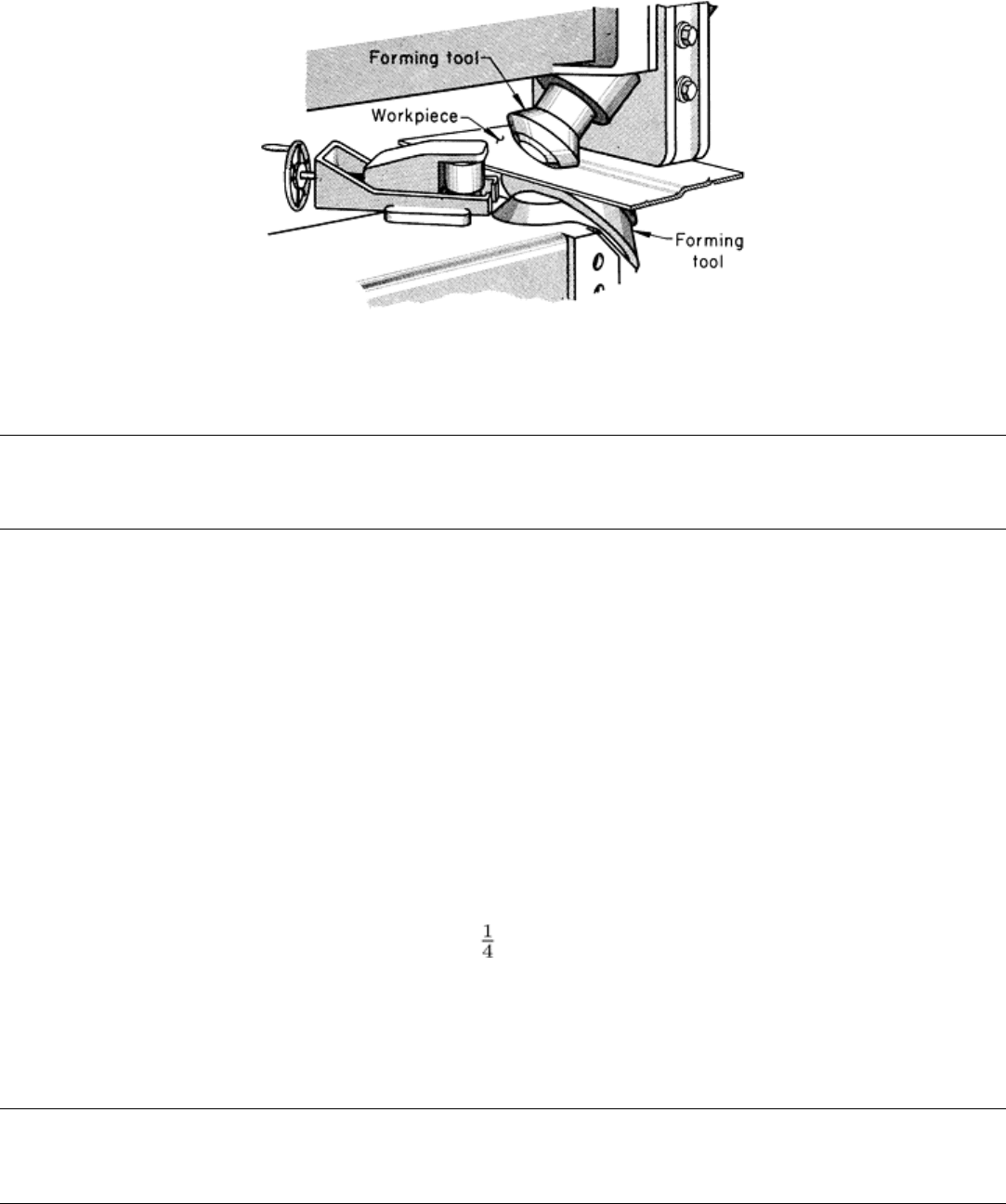
Fig. 7 Setup and tooling for forming a joggle in plate stock using a rotary shear.
Shearing of Plate and Flat Sheet
Revised by Robert A. Westerkamp, Cincinnati Inc.
Safety
Shearing machines must be equipped with devices for protecting personnel from the hazards of shear knives, flywheels,
gears, and other moving parts. The guards and safety devices used must be rigid enough to withstand damage from
operating personnel moving heavy material into position.
The squaring shears used for sheet metal should have guards on all moving parts, including flywheels, hold-downs, and
knives. The treadle, whether mechanical or electrical, should have a lock for supervisory control. Knife and hold-down
guard openings should be large enough to provide visibility but small enough to keep the operator's fingers out of the
danger area. Proper opening dimensions are outlined in ANSI standard B11.4-1983.
The shears used for shearing plate are more difficult to safeguard because of the greater clearances needed under the hold-
downs and upper knife to permit entry of the plate (especially when it is bowed or buckled). Guards on shears for plate
should be of the type that raises only when the plate is inserted and then rests on the surface of the plate. When there is no
workpiece in the machine, the guards rest within 6.4 mm ( in.) of the surface of the table.
Shears should comply with the construction requirements of the Occupational Safety & Health Act and National Safety
Standards such as ANSI B11.4-1983. Additional safety information can be obtained from the loss prevention group of
major insurance carriers for Workman's Compensation and the National Safety Council. Safety regulations also cover the
maximum noise level permitted from a shearing operation to prevent permanent impairment of hearing.
Slitting and Shearing of Coiled Sheet and Strip
Revised by Eric Theis, Herr-Voss Corporation
Introduction
COILED SHEET OR STRIP is cut to size for further processing by slitting longitudinally, dividing it into narrower coils,
and shearing transversely for cutting into flat pieces of specified length.
Slitting and Shearing of Coiled Sheet and Strip
Revised by Eric Theis, Herr-Voss Corporation
Slitting
Slitting is accomplished by passing the strip between slightly overlapping circular blades mounted on rotating arbors. A
slitting line for cutting wide coiled stock into narrower widths consists essentially of an uncoiler for holding the coil, a
slitter, and a re-coiler for re-coiling the slit strips (Fig. 1). Other equipment can be added to the line for automatic feed-up
and handling, steering, shape correction, slit-coil tensioning, and packaging.
Fig. 1 Princ
ipal components for slitting wide coiled stock
into narrower widths
Slitting lines are broadly classified as pull-through or driven types. The choice between pull-through and driven lines
depends largely on strip shear strength and thickness, number of slits, and slitting speed. In general, when the metal to be
slit is less than 0.25 mm (0.010 in.) thick, a drive or helper-drive slitter is preferred because thin-gage metal is likely to
tear.
In pull-through slitting lines (Fig. 2), drive motors on the slitter and uncoiler are used only to feed the coil stock
through the slitter up to the re-coiler gripper. After the strips are attached to the re-coiler, the motors for the uncoiler and
slitter are disengaged, and the driven re-coiler pulls the strip from the uncoiler through the slitter. Some lines use drag
devices on the uncoiler to increase strip tension during slitting.
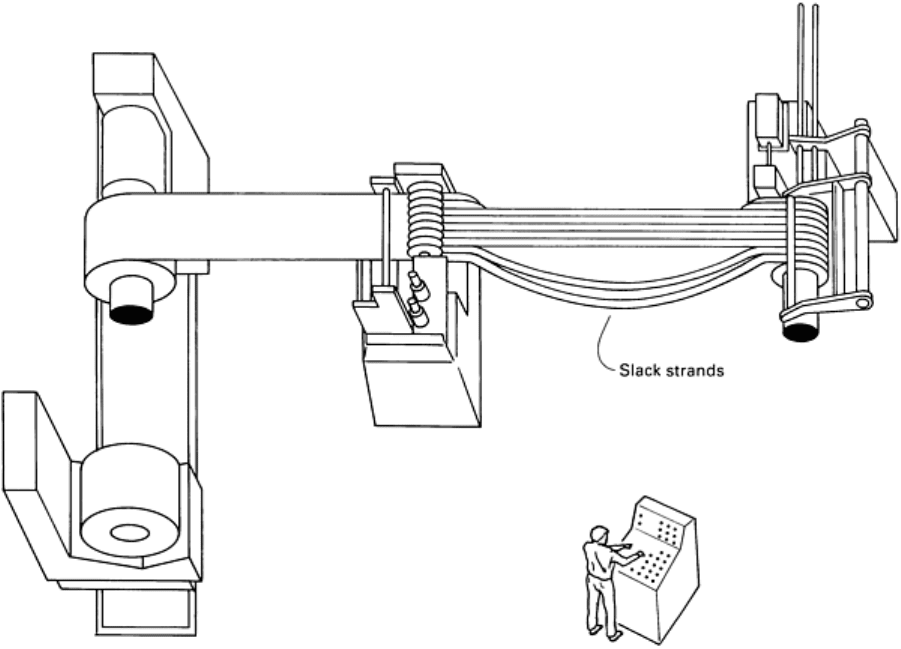
Fig. 2 Pull-through slitting line in which motor-driven re-
coiler pulls strip through slitter. Motors for the uncoiler
and the slitter are used only to attach uncoiled sheet to the re-
coiler through the slitter device and are then
disengaged.
A pull-through slitter with a helper drive is also available. In this case, the torque applied to the slitter arbors, from the
slitter drive motor, reduces the tension on the pulled strip to avoid snagging at the entry slitter knives. The helper torque is
insufficient to drive the slitters alone, thus eliminating the speed-match problems of a pure, driven slitter.
In the driven-type line (Fig. 3), the slitter and the re-coiler are driven by separate motors. These motors are
synchronized to maintain approximately constant speed of the metal as it travels through the slitting line. However, a
slack loop must be maintained--especially on lighter materials--between the slitter and the re-coiler to allow for minor
differences in strip speed.
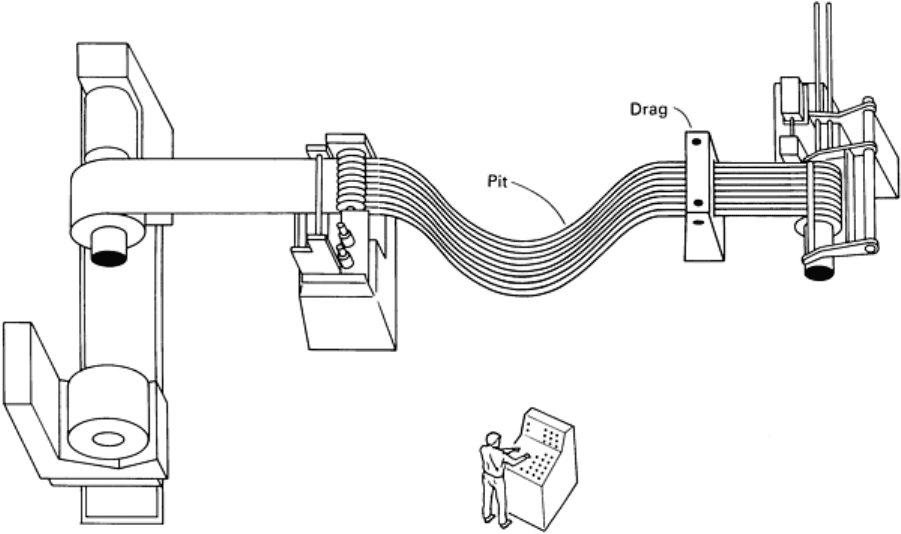
Fig. 3 Driven-type slitting line with uncoiler, slitter, and re-
coiler all driven by separate motors synchronized to
maintain constant speed of sheet
materials. Minor differences in speed still require the use of slack loops in the
pit.
Burrs are normally found to some extent on all slit edges. The severity of the slitting burr depends primarily on the
sharpness of the slitting knives and the horizontal and vertical clearance between them. These factors are influenced by
machine rigidity, machine and knife maintenance, knife and stripper setup, number of cuts and location on the arbor, and
thickness and hardness of the material being slit. If burr-free edges are required, subsequent equipment can be installed in
the line or downstream to roll down or to remove the burr.
Knives must be maintained in a sharpened and clean condition, free of nicks and metal pickup on the slitting edge. Knife
setup is critical. Computer programs and modern tooling are available for establishing the precise location of slitting
knives on the machine arbors for various materials and material thicknesses.
Knife clearances may be very different under slitting loads than during the unloaded condition at time of setup.
Vertical deflection of the slitter arbors is a function of arbor diameter and loading, which are both related to the number of
cuts, the type of material, and compression of the elastic strippers. Horizontal deflection, in the direction of slit-coil travel,
can be caused by insufficient arbor diameter relative to pulling tension in the case of a pull-through machine. Side-to-side
knife clearances can be affected by the type and condition of the arbor bearing housing. Simple slitter designs accomplish
vertical arbor adjustment with vertical screws adjusting the up/down position of either end of one of the arbors. The
clearances required in this type of arbor control arrangement provide the least slitter knife control for precision slitting.
Slitter housing designs incorporating bearings mounted in eccentric sleeves, which can be rotated for vertical adjustment,
generally provide the best control for precision cutting. Designs incorporating a single, fixed arbor with the other arbor
vertically adjustable through eccentrics provide close control of knife arbor position, but change the passline to an off-
horizontal orientation at various points in the adjustment process. The most accurate system is one employing eccentric
vertical adjustments of both upper and lower arbors (one clockwise and the other counterclockwise) so that the passline
always remains in the horizontal orientation.
Minimum burr height can be achieved only through careful control of all of the variables, especially machine design,
maintenance, tooling, and setup. Table 1 shows the vertical (positive and negative) and horizontal clearances used in
slitting operations at one plant.